Download presentation
Presentation is loading. Please wait.

0
Ch08

1
8-1 表面概說 8-1-1 表面的構成與影響 外表面層包括三部份:
8-1 表面概說 8-1-1 表面的構成與影響 外表面層包括三部份: 污染層(contaminant layer):外界水 分、油脂等污染物吸附在表面而形成。 氣體吸附層(absorbed gas layer):氣體 吸附在表面及其裂縫而形成。 氧化層(oxide layer):表面材質和空氣 中氧化作用而形成。
:外界水 分、油脂等污染物吸附在表面而形成。 氣體吸附層(absorbed gas layer):氣體 吸附在表面及其裂縫而形成。 氧化層(oxide layer):表面材質和空氣 中氧化作用而形成。")
2
內表面層則由二部份構成: 加工硬化層(work-hardened layer):金 屬表面在加工過程中受到加工應力而形 成。
金屬本體(substrate):即金屬本身的基 材。
:即金屬本身的基 材。")
3
材料的表面特性卻直接與下列特性有關: 工件加工或零件使用接觸時的摩擦與磨 耗。 工件加工與零件使用時的潤滑能力。
工件加工或零件使用接觸時的摩擦與磨 耗。 工件加工與零件使用時的潤滑能力。 零件之外觀、特徵與其塗裝、銲接等後 續處理的功能性。 表面缺陷導致零件強度的弱化及過早損 壞。 接觸零件間的導熱度與導電度等特性。

5
8-1-2 表面失效 一、磨耗失效 零件在使用時因某些原因而喪失原有功能的現象稱為失效或稱損壞(Failure)。
8-1-2 表面失效 零件在使用時因某些原因而喪失原有功能的現象稱為失效或稱損壞(Failure)。 一、磨耗失效 兩個相對接觸運動的物體,由於摩擦作 用而使物體間的表面物質不斷損耗或產 生殘餘變形的現象稱之為磨耗 (Wear)。
。 一、磨耗失效. 兩個相對接觸運動的物體,由於摩擦作 用而使物體間的表面物質不斷損耗或產 生殘餘變形的現象稱之為磨耗 (Wear)。")
6
磨粒磨耗(Abrasive wear)是由於兩個相對. 運動的物體接觸時,滑動表面高低不平,. 凸出的硬質點將較軟的接觸面剖出凹槽而
黏著磨耗(Adhesive wear)則是指在兩個相 對運動的物體直接接觸時,由於接觸應力 很高而引起塑性變形,導致物體的接觸部 位溫度升高,並發生黏著、銲合現象而產 生的損失。
則是指在兩個相 對運動的物體直接接觸時,由於接觸應力 很高而引起塑性變形,導致物體的接觸部 位溫度升高,並發生黏著、銲合現象而產 生的損失。")
7
金屬接觸表面若在長期應力反覆作用. 下,其表面層的薄弱處將產生疲勞裂. 紋,並逐步擴展,最後導致小片金屬剝
金屬接觸表面若在長期應力反覆作用 下,其表面層的薄弱處將產生疲勞裂 紋,並逐步擴展,最後導致小片金屬剝 落,此種現象稱為疲勞磨耗(fatigue wear)。 金屬在腐蝕環境中產生的一種磨損則稱 之為腐蝕磨耗。
。 金屬在腐蝕環境中產生的一種磨損則稱 之為腐蝕磨耗。")
9
二、疲勞失效 工件承受重復或交變應力(cyclic stress)作用時,雖然它的應力值遠小於降伏強度,但也會造成突然斷裂,這種現象稱為疲勞失效(fatigue failure)。疲勞破斷的過程可分為裂隙萌生(crack initition)、裂隙擴展(crack propagation)及最終破斷(final fracture)三階段。
作用時,雖然它的應力值遠小於降伏強度,但也會造成突然斷裂,這種現象稱為疲勞失效(fatigue failure)。疲勞破斷的過程可分為裂隙萌生(crack initition)、裂隙擴展(crack propagation)及最終破斷(final fracture)三階段。")
10
三、腐蝕失效 是指金屬表面與周圍介質發生化學與電化學作用而產生破壞的現象。因此,金屬腐蝕可分為二種(1)化學腐蝕-金屬表面僅與介質發生化學作用而引起的破壞。(2)電化學腐蝕-金屬表面與介質產生電化學作用,形成腐蝕電池,使陽極物質受到破壞因而產生腐蝕。
化學腐蝕-金屬表面僅與介質發生化學作用而引起的破壞。(2)電化學腐蝕-金屬表面與介質產生電化學作用,形成腐蝕電池,使陽極物質受到破壞因而產生腐蝕。")
11
8-2 表面改質概說 8-2-1 表面改質的意義與目標 將機件材料以物理或化學的方法,使材料 表面或本體進行改造而變化外觀或內質, 稱為表面改質。 所謂物理化學的應用,例如:光線、熱 能、磁場、波動、溫度、壓力、蒸發、擴 散、氣壓、還原、電解和藥物反應等。 所謂外觀內質者,例如:色澤深淺、粗糙 分佈、顆粒排列、晶粒間隙、雜質植入、 和結晶異位等。

13
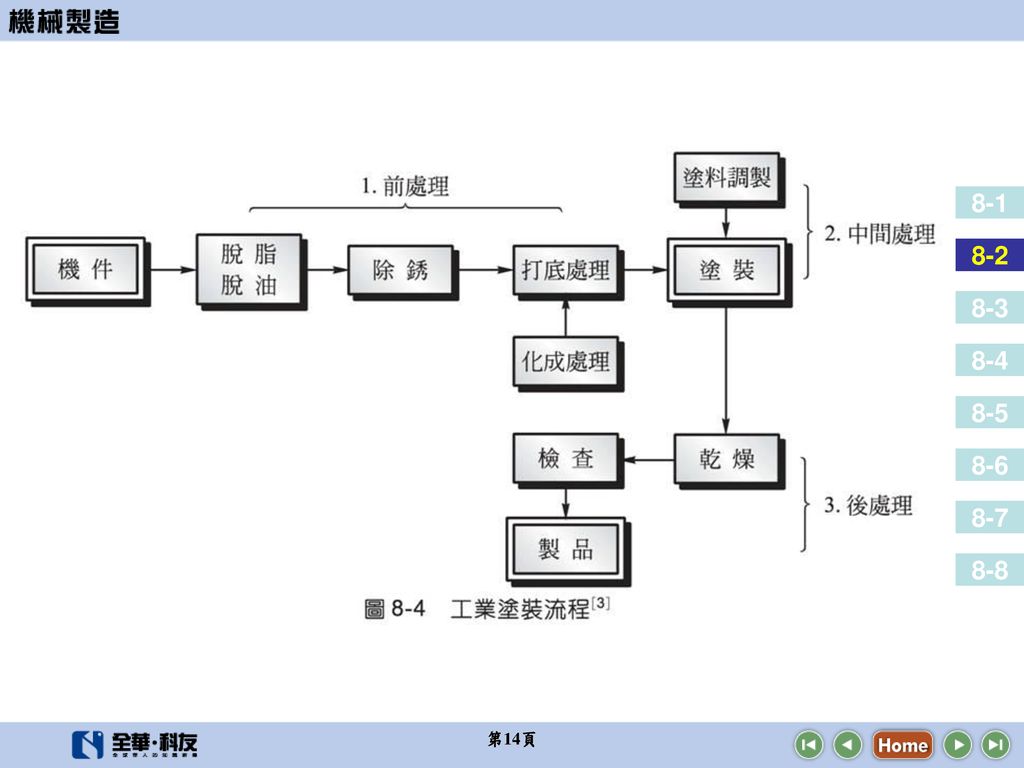
8-2-2 表面改質的過程與方法 前處理:零件在實施表面處理之前,常會 殘留一些毛邊、油污或銹蝕,必須先清理 乾淨,前處理的方法主要有機械清潔處理 法(物理法)及化學清潔處理法(化學法)二 種,噴砂、珠擊等屬於前者,酸洗則屬於 後者。 中間處理:主要在於使處理的零件具有預 期的改質效果。 後處理:能強化表面處理的效果。

16
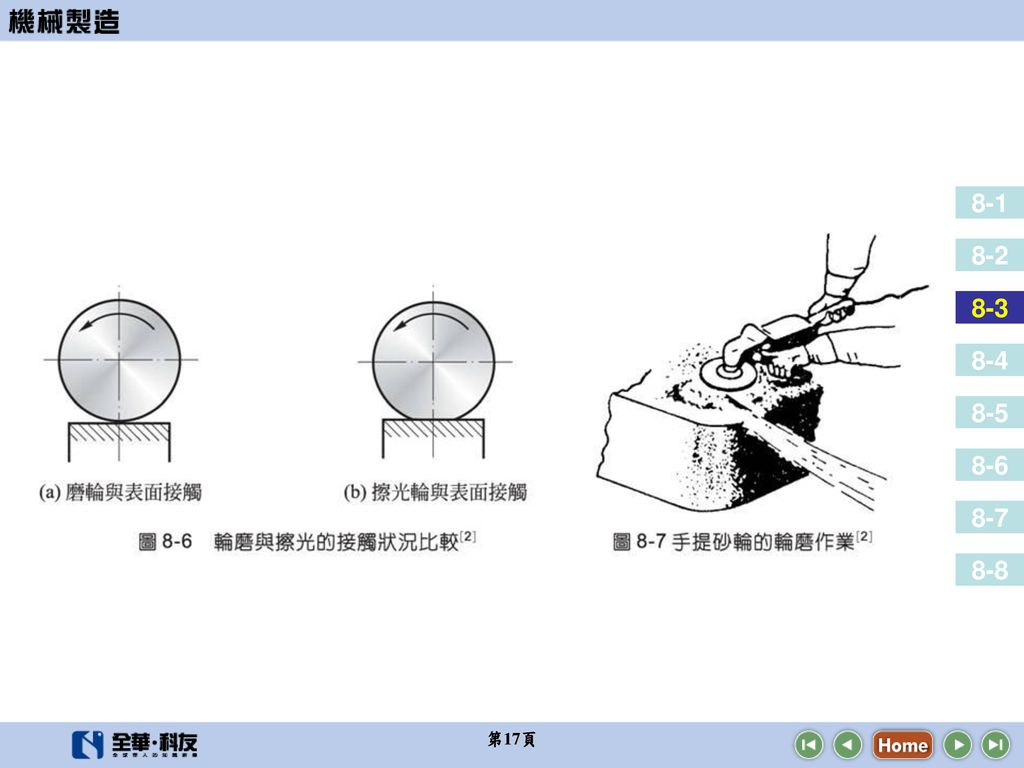
8-3 機械法 8-3-1 機械磨光 係利用磨料來磨除表面的毛邊、銲疤、刮痕、氧化皮及其他缺陷,以提高表面的平整度及降低粗糙度,確保後續表面裝飾的品質。機械磨光主要有輪磨(grinding)、拋光(polishing)、擦光(buffing)等方法。
、拋光(polishing)、擦光(buffing)等方法。 .")
19
8-3-2 滾磨法 將待處理的工件放在可旋轉的滾桶(Tumbler)中,桶內並放一些磨料或小鋼球等磨材,當滾桶旋轉時,桶內之工件與磨材,或工件與工件間互相碰擊研磨,即可達到去除工件表面氧化層或毛邊凸出物的作用,甚至可使工件表面光滑或增進其機械性質。
中,桶內並放一些磨料或小鋼球等磨材,當滾桶旋轉時,桶內之工件與磨材,或工件與工件間互相碰擊研磨,即可達到去除工件表面氧化層或毛邊凸出物的作用,甚至可使工件表面光滑或增進其機械性質。")
21
滾磨所用的磨材,金屬磨材、天然石塊、人造石塊、磨料及其他成形物等,主要作用,如去毛邊(deburring)、去氧化層(descaling)、研磨(grinding)、粗磨(roughing)、磨光(polishing)、光澤(burnishing)及乾燥(drying)等。濕磨可在滾桶內加入酸溶液等研磨劑,以增進工件氧化層清除等作用。滾磨零件及磨料、溶劑等總體積應為滾桶容積的80~90%。
、去氧化層(descaling)、研磨(grinding)、粗磨(roughing)、磨光(polishing)、光澤(burnishing)及乾燥(drying)等。濕磨可在滾桶內加入酸溶液等研磨劑,以增進工件氧化層清除等作用。滾磨零件及磨料、溶劑等總體積應為滾桶容積的80~90%。")
23
8-3-3 噴擊法 珠擊法(shot peening)及噴砂法(sand blasting)是兩種常用的方法。
8-3-3 噴擊法 珠擊法(shot peening)及噴砂法(sand blasting)是兩種常用的方法。 珠擊法係利用硬化的小鋼珠,高速噴射衝擊工件表面,以除去氧化層。
及噴砂法(sand blasting)是兩種常用的方法。 珠擊法係利用硬化的小鋼珠,高速噴射衝擊工件表面,以除去氧化層。")
26
噴砂法係以2~5kg/cm2的高壓縮空氣,將矽砂、白雲石、重碳酸鈉,甚至A磨料及C磨料噴向工件,衝撞工件表面來達到清潔的目的。

28
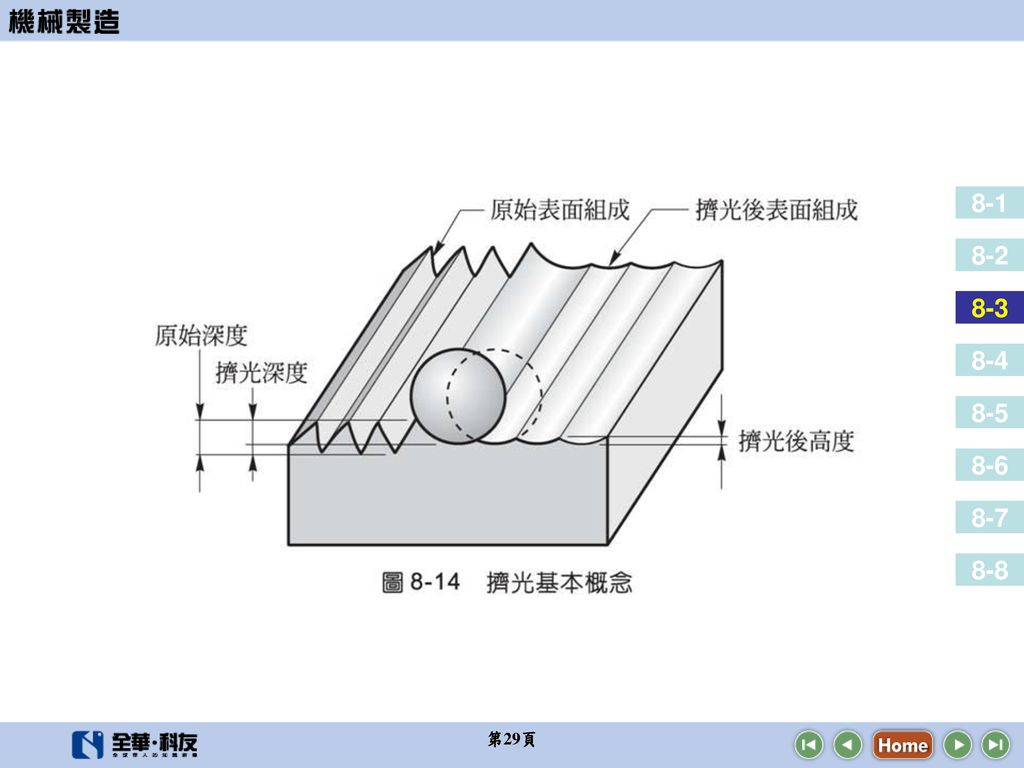
8-3-4 擠光法 使用鋼球或滾柱在零件的表面連續緩慢均勻的擠壓材料,使其形成一定的塑性變形層,以改善表面粗糙度、硬度及耐疲勞性能的加法。

31
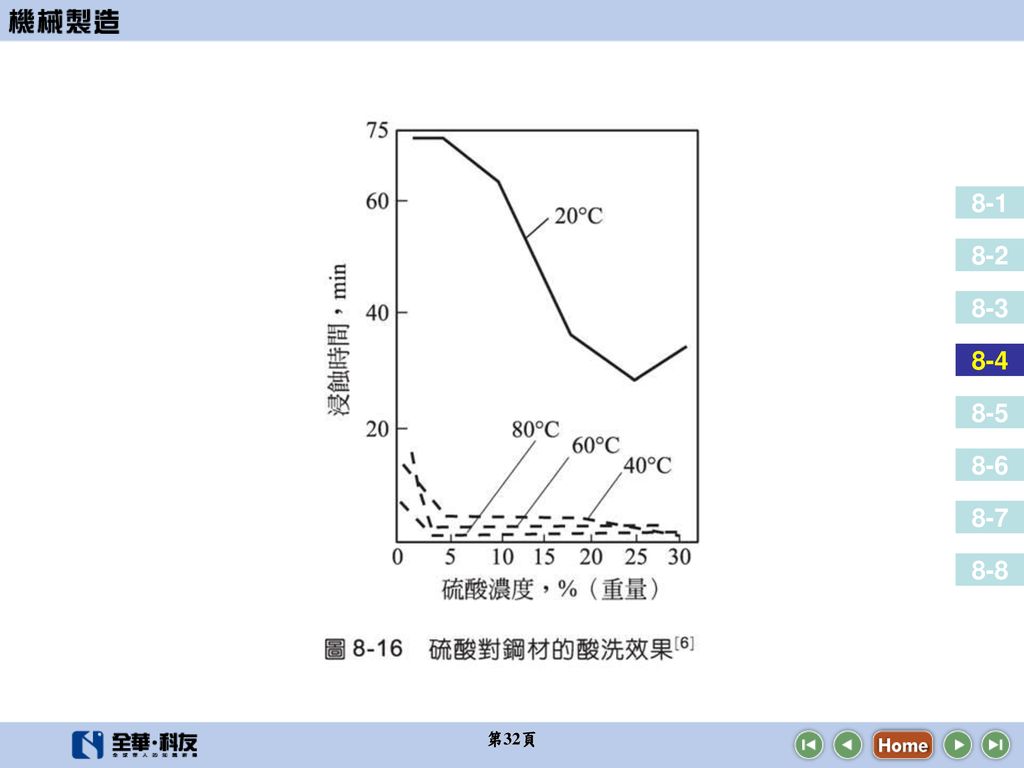
8-4 化學法 8-4-1 酸洗 利用酸溶液與金屬表面產生化學反應,而使附著油脂或氧化層溶解和剝離的方法。酸洗常用的溶液為硫酸、鹽酸,一般使用硫酸可在較高溫下操作;但採用鹽酸則須在較低溫下進行。此兩類酸大都用於鐵金屬的除銹。硝酸、氫氟酸、鉻酸等則常用於非鐵金屬及若干特殊合金的除銹作業。

34
8-4-2 電解研磨 於強酸和強鹼的電解溶液中,以工件為陽極,修磨工具為陰極,當通以電流經電解反應後,使工件表面溶解生成氧化薄膜,再受修磨工具之磨料刮除作用,因而得到光平的表面。

36
8-4-3 化學研磨 將工件浸漬於溶液中,使其與化學藥品產生化學反應而獲得表面研磨效果的方法稱為化學研磨。化學研磨主要是用於鋁製品的發光處理,通常係將磷酸及硝酸混合液盛裝於不銹鋼槽中,並利用不銹鋼製圓管通以蒸汽以便加熱混合酸液,然後將待研磨工件浸入即可。

37
8-5 冶金法 8-5-1 火焰硬化法 利用高溫火焰吹向工件表面,使其急速加熱,到達淬火溫度時瞬間冷卻,以使表硬化的方法稱為火焰硬化法或火燄淬火(flame quenching)。
。")
39
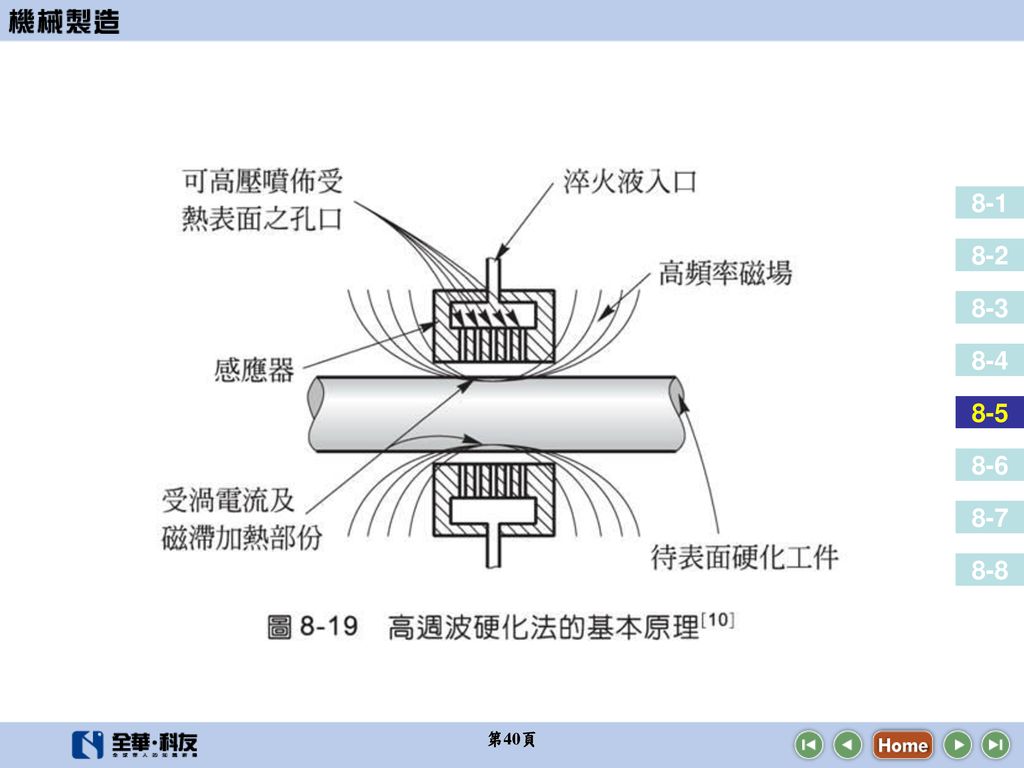
8-5-2 高週波硬化法 利用電磁感應原理使工件表面快速加熱或急冷的表面熱處理法稱為感應硬化(induction hardening),高週波硬化法即應用高週波感應所生渦電流,急速加熱鋼之表面,然後以水冷卻,使表層硬化的方法。
,高週波硬化法即應用高週波感應所生渦電流,急速加熱鋼之表面,然後以水冷卻,使表層硬化的方法。")
42
8-5-3 滲碳法 將鋼料工件放置在滲碳劑加熱,藉滲碳劑分解得到初生態碳(nascent carbon)滲入工件表面,並逐漸擴散至次表面,然後施以熱處理而達到表面硬化的效果。初生態碳係由CO或CH4氣體分解而得,CO可由CO氣體或固體滲碳劑分解而來,而CH4則由甲烷或其化合物分裂獲得。低碳鋼滲碳後,上表層可獲得高硬度高耐磨耗性及疲勞強度,而心部則仍保持足夠的強度及韌性。
滲入工件表面,並逐漸擴散至次表面,然後施以熱處理而達到表面硬化的效果。初生態碳係由CO或CH4氣體分解而得,CO可由CO氣體或固體滲碳劑分解而來,而CH4則由甲烷或其化合物分裂獲得。低碳鋼滲碳後,上表層可獲得高硬度高耐磨耗性及疲勞強度,而心部則仍保持足夠的強度及韌性。")
43
固體滲碳法係以固體滲碳劑(以木炭為主劑,BaCO3,或Na2CO3為促進劑)將工件填緊於滲碳箱內,在高溫時滲碳劑的作用產生CO氣體滲入鋼料工件;液體滲碳法係將工件置於溶化的氯化鈉等浴槽內,加熱以使碳及部份氮分子滲入鋼中,NaCN分解生成的碳、氮同時滲入工件中而擴散。
將工件填緊於滲碳箱內,在高溫時滲碳劑的作用產生CO氣體滲入鋼料工件;液體滲碳法係將工件置於溶化的氯化鈉等浴槽內,加熱以使碳及部份氮分子滲入鋼中,NaCN分解生成的碳、氮同時滲入工件中而擴散。")
44
氣體滲碳法係利用煤氣中含多量之H2、CH4及較少量之高級碳化氫與不飽和碳氫等,此複雜的碳化氫在滲碳溫度可分裂為H4及H2,而產生滲碳作用。

45
8-5-4 氮化法 將鋼的表面滲入氮氣,使其表面產生硬 化效果的方法。
8-5-4 氮化法 將鋼的表面滲入氮氣,使其表面產生硬 化效果的方法。 將表面清淨的鋼料製品置於氮化爐內, 在氨氣(NH3)氣流中加熱至500℃~ 550℃保持20~100小時,使表面層生成 氮化物而硬化。 氮化法與滲碳法不同的是其硬化層僅滲 入氮氣,而滲後不需經熱處理。
氣流中加熱至500℃~ 550℃保持20~100小時,使表面層生成 氮化物而硬化。 氮化法與滲碳法不同的是其硬化層僅滲 入氮氣,而滲後不需經熱處理。")
46
氮化處理後的零件具有高硬度、耐磨 性、疲勞強度、赤硬性、耐蝕性、變形 小等優點。
製程周期長、成本高及效率低等是其缺 點。

48
8-6 金屬被覆法 係將某種金屬物質以黏著方式或以化學方法塗附於金屬或非金屬的表面,藉以達到改善外觀、防銹、防蝕或耐磨耗等功能。常見的金屬被覆法有電鍍、金屬噴敷及蒸著法等。

49
8-6-1 電鍍 將溶液中的金屬離子還原析出於被鍍之工件表面形成金屬膜。電鍍的一般程序為:研磨、脫脂、水洗、酸洗、水洗、電鍍、水洗、乾燥、整修。其中研磨係以裝有布輪或刷輪的擦光研磨機,沾附適當研磨劑將工件表面的銹去除。脫脂是利用四氯乙烯等化學物質將工件表面附著的油脂及染物去除。水洗係以冷水洗淨工件表面殘存之化學物質。酸洗乃是利用適當種類及濃度的酸液洗去工件表面氧化膜。

50
一、普通電鍍 普通電鍍係藉外部電力電解析出的電鍍,此法是將欲鍍金屬掛在陽極,被鍍工件掛在陰極,共同置於由槽裝盛的電鍍液中,通以直流電源,陽極欲鍍金屬由於受到電位影響產生氧化作用而電解溶解成離子狀態,此離子流入電解液中補充溶液中離子濃度。陰極被鍍工件則是提供電子,將電解液中的金屬離子還原成金屬而析出在工件表面形成金屬薄膜。

52
二、無電電鍍 化學電鍍(chemical plating) 又稱無電電鍍(electroless plating),係以化學藥品為還原劑將溶液中金屬離子還原成金屬而析出在被鍍工件表面。化學鍍鎳的特點是:對本體的保護能力高、鍍層孔隙少、鍍層硬度高、對鋼本體之疲勞性能影響少、導電性及光亮度則較差。因而在石油、化工、航空、汽車、印刷及模具等已得到廣泛的應用。
 又稱無電電鍍(electroless plating),係以化學藥品為還原劑將溶液中金屬離子還原成金屬而析出在被鍍工件表面。化學鍍鎳的特點是:對本體的保護能力高、鍍層孔隙少、鍍層硬度高、對鋼本體之疲勞性能影響少、導電性及光亮度則較差。因而在石油、化工、航空、汽車、印刷及模具等已得到廣泛的應用。")
53
三、浸漬電鍍 將工件浸入鍍液中,而工件中若干基礎金屬溶入鍍浴內,同時鍍浴中有等量金屬析出而鍍著於工件上。它是一種置換電鍍方式,即以電鍍液中的金屬離子與被鍍工件表面之金屬做離子交換而在被鍍工件表面析出金屬。

54
四、複合電鍍 鍍銅:主要是作為多種電鍍作業前的底 鍍。
鍍銅:主要是作為多種電鍍作業前的底 鍍。 鍍鉻:硬度高、耐磨耗、磨擦係數小、 反射能力好、耐常溫及高溫腐蝕,常以 鍍鉻為最後一道手續。 鍍鋅:鋼鐵鍍鋅可以防銹。 鍍錫:用於餐具,鍍錫可用硫酸浴、硼 氟化浴等酸性電鍍液,或錫酸壇浴鹼性 鍍浴。

55
非導體的電鍍:再進行導電化處理,其方式可使用導電性塗料直接塗在工件上形成導電層。
鍍鎳:應用於機械零件的再生、電鑄。 其他金屬電鍍 (1)鍍黃金:主要用於裝飾品、電器接點、印刷配線 等。 (2)鍍銀:主要用於餐具、藝術品等。 (3)鍍鉛:主要用於耐酸之裝盛器具。 非導體的電鍍:再進行導電化處理,其方式可使用導電性塗料直接塗在工件上形成導電層。
鍍黃金:主要用於裝飾品、電器接點、印刷配線 等。 (2)鍍銀:主要用於餐具、藝術品等。 (3)鍍鉛:主要用於耐酸之裝盛器具。 非導體的電鍍:再進行導電化處理,其方式可使用導電性塗料直接塗在工件上形成導電層。")
56
8-6-2 金屬噴敷 又稱為金屬噴焊,係利用電弧、電漿等熱源將粉末狀或絲狀金屬或非金屬之噴塗材料加熱熔化成液態後,以壓縮空氣將熔液吹成霧狀而噴附在工件的表面,形成金屬塗層,可以在現場進行加工,工件表面需先加以粗化、除銹、除油、去氧化層等。

58
火焰噴敷:係利用高溫(可達3000℃)氧乙炔火焰熔化加熱噴塗粉末或線材使之熔化,經由溶液噴嘴流入空氣腔再被壓縮空氣吹出噴槍噴嘴而噴向工件表面。
氧乙炔火焰熔化加熱噴塗粉末或線材使之熔化,經由溶液噴嘴流入空氣腔再被壓縮空氣吹出噴槍噴嘴而噴向工件表面。")
59
電弧噴敷:係將兩條金屬線分別接上正負電極,同時以滾輪進給至噴槍內,並使其逐漸靠近,藉著兩金屬線間的電位差引發電弧,產生高熱(可達5000℃)而將金屬熔化,再用高壓氣體將熔融金屬吹向工件。
而將金屬熔化,再用高壓氣體將熔融金屬吹向工件。")
60
電漿噴敷:係以純氬氣或氮氫、氬氫混合氣體通過由正負電極引發的電弧,此時氣體因高溫而產生離子化形成電漿,其溫度可高達17000℃以上,金屬粉末由噴嘴上方的輸送管以空氣送入,遇此高溫隨即熔化噴附在工件表面。

62
金屬噴敷技術的應用: 抗磨:在閥桿、渦輪機的磨損上以金屬 噴敷翻修。 防銹:鋼鐵上噴陰極電位較大的鋅鋁金 屬做陽極防蝕。
抗磨:在閥桿、渦輪機的磨損上以金屬 噴敷翻修。 防銹:鋼鐵上噴陰極電位較大的鋅鋁金 屬做陽極防蝕。 耐熱:在飛彈、火箭、噴射機上有很多 零件須噴敷一層耐高溫的氧化鋁或氧化 鈷等。 美觀:在塑膠或木料上先噴敷一層低熔 點金屬做為基底,而且具延展性,再噴 上較高高熔點的金屬。

63
8-6-3 蒸著法 或稱蒸鍍法(vapor deposition)或稱氣相沈積法,係將工件置於含有化學反應材料的氣體內,使其產生化學反應,並使反應物沈積在工件表面。反應材料可以是金屬、合金、碳化物、氮化物、硼化物、陶瓷或各樣氧化物,而工件材料可以是金屬、塑膠、玻璃或紙等。常用來被覆切削刀具、鑽頭、鉸刀、銑刀、衝頭、樸具及須磨耗的表面。
或稱氣相沈積法,係將工件置於含有化學反應材料的氣體內,使其產生化學反應,並使反應物沈積在工件表面。反應材料可以是金屬、合金、碳化物、氮化物、硼化物、陶瓷或各樣氧化物,而工件材料可以是金屬、塑膠、玻璃或紙等。常用來被覆切削刀具、鑽頭、鉸刀、銑刀、衝頭、樸具及須磨耗的表面。")
64
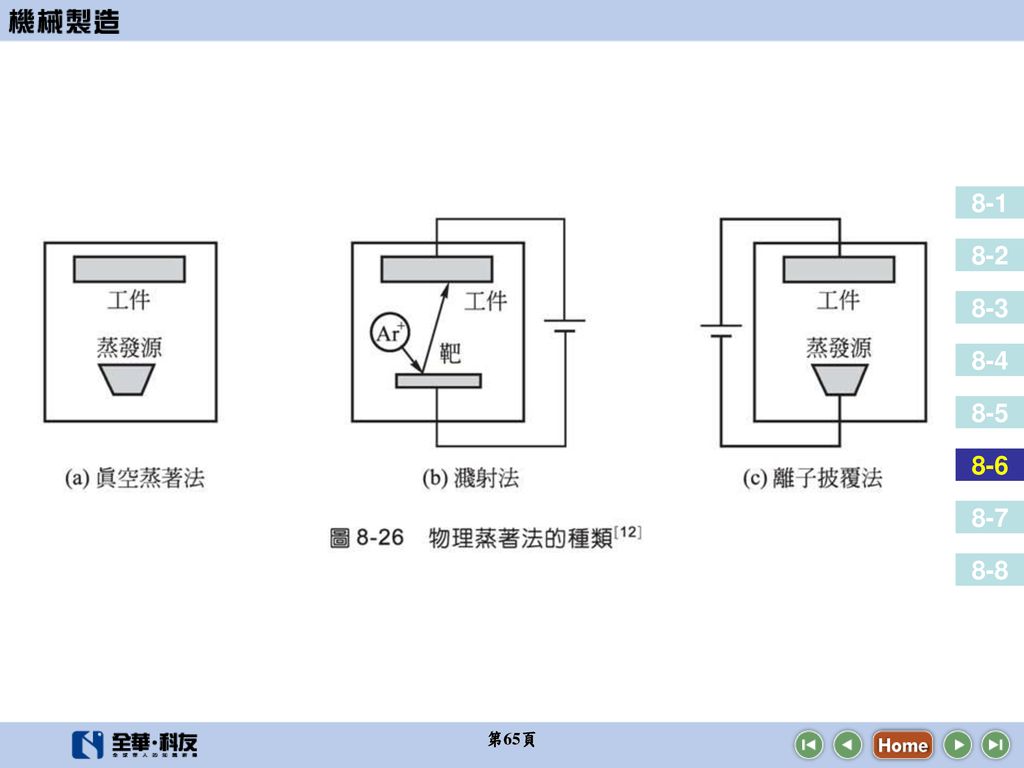
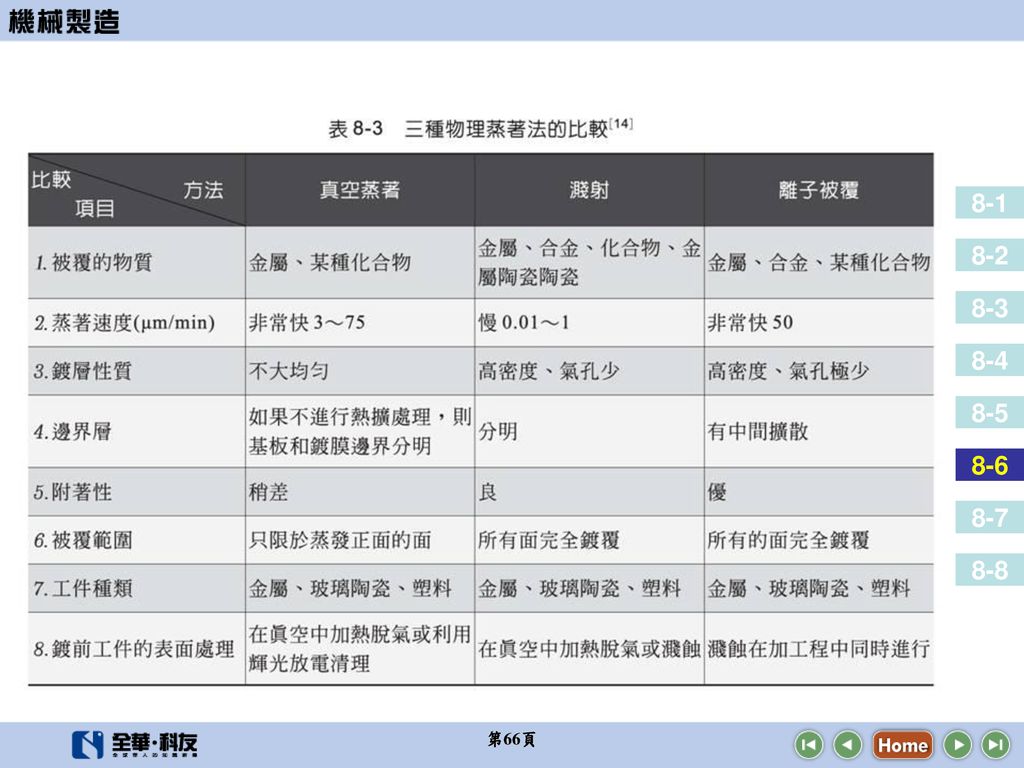
一、物理蒸著法 所謂物理蒸著法乃是在真空中將反應材料氣化成原子或分子,或者使其離子化成離子,直接沈積到工件表面。

68
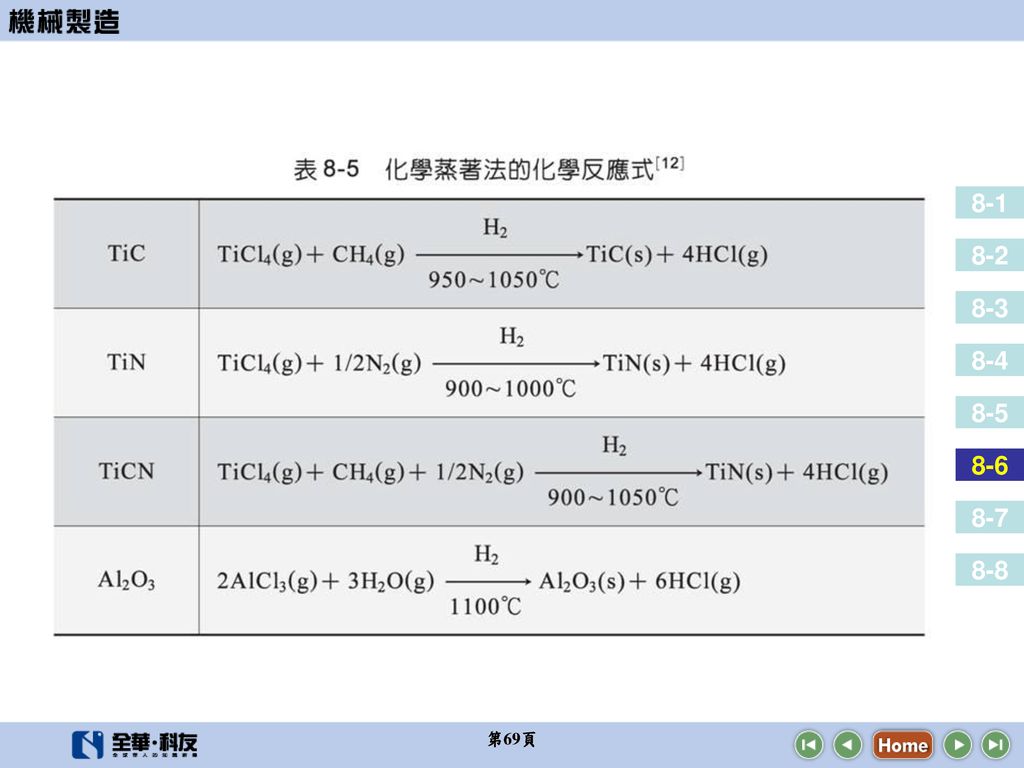
二、化學蒸著法 所謂化學蒸著法乃是將二種或多種反應氣體通入加熱的反應室內,使其產生熱分解、合成等化學反應,因而在工件表面形成鍍層薄膜的方法,目前在金屬表面蒸著的硬質鍍層最普遍的是TiN、TiC、TiCN、Al2O3等。

71
8-7 無機被覆法 8-7-l 化成覆層 化成覆層(conversion coating)乃是利用化學或電化學方式,使金屬表面生成含有此種金屬成份的化合物表面層的表面處理法。
乃是利用化學或電化學方式,使金屬表面生成含有此種金屬成份的化合物表面層的表面處理法。")
74
8-7-2 陽極處理 利用電化學原理,將工件做為陽極,施以電解氧化處理,使形成具有密著性氧化層於工件表面的方法謂之陽極處理(Anodizing or Anodic oxidation)。換言之,陽極處理主要包括:電子由工件移出、水中之氧以化學吸附於工件表面這二個步驟。
。換言之,陽極處理主要包括:電子由工件移出、水中之氧以化學吸附於工件表面這二個步驟。")
75
陽極處理乃是針對鋁及鋁合金而發展出來的表面處理技術,如圖8-29為陽極處理槽,處理的過程是以鋁工件為陽極,使用硫酸、草酸和鉻酸等為電解液,通電時,則其表面上會有氧氣生成,其中部分氧會吸附在鋁的表面上而與鋁作用,並形成氧化鋁Al2O3,若此氧化鋁不溶於所用的電解質溶液(譬如硼酸電解液)時,則會在鋁的表面漸漸形成密緻的氧化鋁膜。
時,則會在鋁的表面漸漸形成密緻的氧化鋁膜。")
77
陽極處理所得之氧化層,是與工件結為一體的永久性薄膜,硬度高而具有多孔性,可增美觀而有助於有機物及顏料的黏著、染色。

78
8-7-3 著色處理 使金屬表面具有異於原始金屬的顏色,並能保持相當光澤的表面處理法。這類技術雖然歷史已久,但目前大都用於金屬製品的表面裝飾。

79
常見的金屬著色處理法: 化學法:將工件浸入溶液內,使金屬表 面生成其氧化物。
化學法:將工件浸入溶液內,使金屬表 面生成其氧化物。 熱處理法:將工件置於空氣介質或其它 氣氛中加熱至一定溫度進行加熱處理, 金屬表面形成具有適當結構和外表的有 色氧化薄膜。

80
置換法:將工件浸入在電化序中比該金 屬電位較正的金屬盤溶液內,引起化學 置換反應,使溶液中的金屬離子置換並 沉積在工件金屬表面。
電解法:將工件浸入於特定電解液中進 行電解處理,使工件金屬形成多孔、無 色的薄氧化膜,然後施予著色或染色。

81
8-7-4 琺瑯處理 利用玻璃質在金屬製品鍍層的方法。
8-7-4 琺瑯處理 利用玻璃質在金屬製品鍍層的方法。 玻璃加襯(glass lining):係將玻璃溶解, 使其成形為所定形狀並嵌入需要加襯的金 屬容器,然後用熱處理使兩者溶著。 搪瓷鍍層(porcelain enameling):係將玻璃 質的物質粉碎後(即琺瑯粉),用水混合成 為泥漿狀,將金屬工件浸爐中溶燒,使附 著於金屬表面的玻璃質溶著。
:係將玻璃溶解, 使其成形為所定形狀並嵌入需要加襯的金 屬容器,然後用熱處理使兩者溶著。 搪瓷鍍層(porcelain enameling):係將玻璃 質的物質粉碎後(即琺瑯粉),用水混合成 為泥漿狀,將金屬工件浸爐中溶燒,使附 著於金屬表面的玻璃質溶著。")
82
陶瓷鍍層(ceramic coating):係在金屬基材上施以特殊組成的釉藥,具有下列之優點:
(1)因熱膨脹率小細微結晶的產生,故耐熱性 大。 (2)因產生微細的結晶,所以可獲得沒有細 孔和間隙的製品。 (3)硬度、抗彎強度等機械性質佳。 (4)電絕緣性優越。 (5)耐酸性及其他的耐藥品性很強。
因熱膨脹率小細微結晶的產生,故耐熱性 大。 (2)因產生微細的結晶,所以可獲得沒有細 孔和間隙的製品。 (3)硬度、抗彎強度等機械性質佳。 (4)電絕緣性優越。 (5)耐酸性及其他的耐藥品性很強。")
83
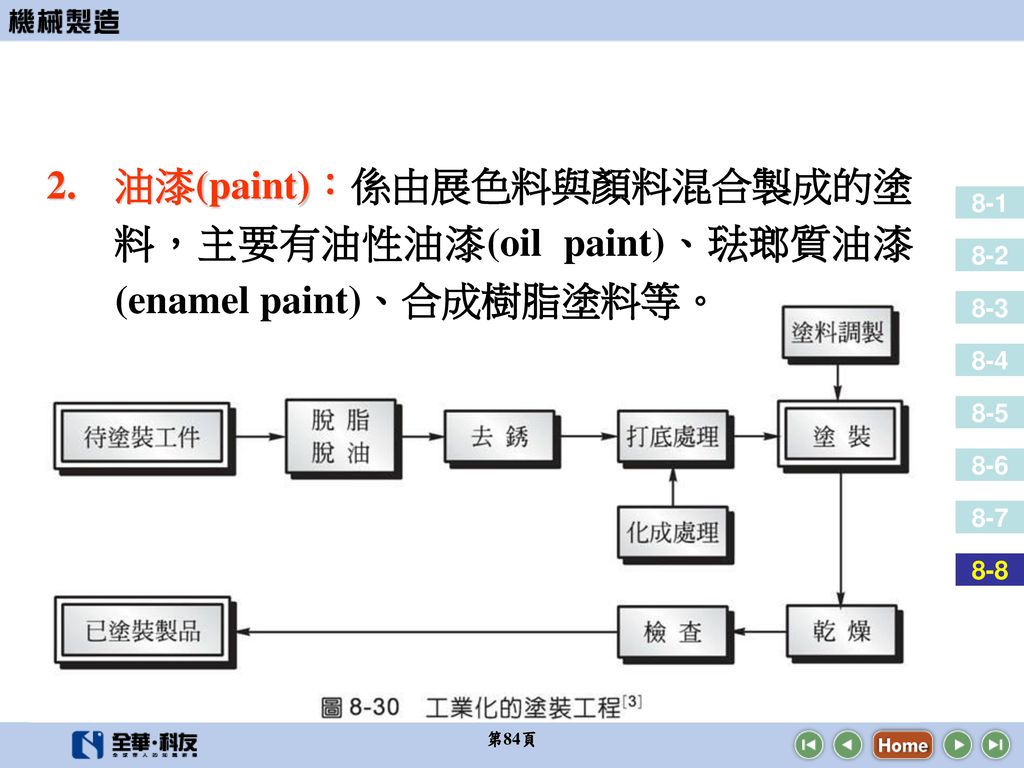
8-8 有機被覆法 8-8-1 塗裝 塗裝(painting)係將塗料附著在工件表面,使具有防蝕及美觀等功能的處理方法。
8-8 有機被覆法 8-8-1 塗裝 塗裝(painting)係將塗料附著在工件表面,使具有防蝕及美觀等功能的處理方法。 清漆(varnish):係不加顏料之單純展色料,塗裝後的塗膜為透明冰見的清漆有油清漆、揮發性清漆、合成樹脂清漆、揮發性假清漆等。
係將塗料附著在工件表面,使具有防蝕及美觀等功能的處理方法。 清漆(varnish):係不加顏料之單純展色料,塗裝後的塗膜為透明冰見的清漆有油清漆、揮發性清漆、合成樹脂清漆、揮發性假清漆等。")
84
油漆(paint):係由展色料與顏料混合製成的塗料,主要有油性油漆(oil paint)、琺瑯質油漆(enamel paint)、合成樹脂塗料等。
:係由展色料與顏料混合製成的塗料,主要有油性油漆(oil paint)、琺瑯質油漆(enamel paint)、合成樹脂塗料等。")
86
8-8-2 塑膠加襯 利用橡膠、合成樹脂等在工件表面製成較厚皮膜。被覆厚度在0.5mm以下者稱為覆層(coating),而厚度較厚者即稱為加襯,有些甚至達10mm以上。
,而厚度較厚者即稱為加襯,有些甚至達10mm以上。")
Similar presentations
─ 廢食用油脂資源化 循環圖 什麼叫做生化柴油? 生化柴油係由可再生的油脂原料,諸如植物或 動物油脂,經合成 ( 交酯化 ) 所得的長鏈脂肪酸 甲脂,可代替柴油的一種 環保燃油 。經實驗 證明生化柴油可直接作為現有柴油引擎而不需.>")







(304)、銅:零件加工>")


 5.1 簡介 5.2 陽極處理的應用 5.3 鋁陽極處理電解液>")

 Q. 我們可按多少種原則來把元素分類? 1. 室溫時的物態 2. 導電性>")


>")


