Download presentation
Presentation is loading. Please wait.

1
数控编程及加工技术 吴刚

2
前 言 目前,在世界各国的制造业中,普遍使用了数控技术。数控技术以其高难度、高精度、高稳定、高效率和高度灵活性为制造业的发展提供了技术上的保障。随着我国制造业的飞速发展,数控技术在我国已得到了广泛使用。数控设备的使用程度及数控设备操作者的数控技术水平已成为决定企业生产制造水平的关键因素。因此,数控技术人才的培养已成为我国制造业人才培养中的当务之急。

3
为了适应数控技术人才培养的需要,同时,为了适应我国高等职业教育的改革与发展,我们总结了多年的教学经验,编写了这本教材。
本书对常用数控技术进行了全面细致的介绍,包括数控加工概述、数控加工工艺基础、数控编程基础、数控车床编程技术、数控铣床编程技术、数控加工中心编程技术、宏程序编程技术、数控电火花线切割编程技术及CAD/CAM自动编程技术等方面。

4
第一章 数控加工概述 【学习目标】 (1) 了解数控机床的工作原理。 (2) 理解数控加工的特点。
第一章 数控加工概述 【学习目标】 (1) 了解数控机床的工作原理。 (2) 理解数控加工的特点。 (3) 掌握数控机床的组成、分类及编程方法。
 了解数控机床的工作原理。 (2) 理解数控加工的特点。 (3) 掌握数控机床的组成、分类及编程方法。")
5
1.1 数控机床加工编程概述 计算机数控简介 计算机数字控制(Computer Numerical Control,简称CNC)是一种自动控制技术,指利用数字化信息对某一过程进行控制的一种方法,采用这种方法实现数字控制的一整套装置称为数控系统。数控机床和普通机床的最大区别在于数控机床装备有数控系统,通过数字化信息对机床运动及其加工过程进行控制,从而实现自动加工。
是一种自动控制技术,指利用数字化信息对某一过程进行控制的一种方法,采用这种方法实现数字控制的一整套装置称为数控系统。数控机床和普通机床的最大区别在于数控机床装备有数控系统,通过数字化信息对机床运动及其加工过程进行控制,从而实现自动加工。")
6
图1-1和图1-2所示分别为数控车床和铣削加工中心。都配有一个类似于计算机的控制系统(即数控系统),这样的机床就是数控机床。
,这样的机床就是数控机床。")
7
图1-1 数控车床

8
图1-2铣削加工中心(带刀库)
")
9
我们周围的机械产品80%左右都属于单件或小批量产品。随着科学技术的不断发展,所要求加工的机械产品的形状越来越复杂、加工精度要求越来越高,而且经常面临着改型或更新换代,为了解决上述问题,数控机床应运而生。它有效地解决了上述矛盾,为单件、小批量生产的精密复杂零件提供了自动化加工手段。 数控机床加工出来的工件可以光洁如镜,比人类毛发还要细致数倍,而且数控机床擅长复杂零件的加工,譬如水轮机叶片的加工。对于一些多轴联动的数控机床,仅在一台机床上,就可以完成一个复杂零件的所有工序,相当于把“车间”集成为一台机床,极大地节省了空间,提高了生产效率。有的机床,非常智能化,它能在线检测加工状况,独立自主的管理自己,而且能够与企业和客户的生产管理系统通信,实现生产管理的现代化。

10
数控加工程序简介 首先,让我们从总体上来了解数控机床的加工过程以及指挥数控机床运动的指令。当拿到生产依据的技术图样,如图1-3所示,要根据给定的工件尺寸和表面光洁度,采用相应的加工方法与加工步骤来实现零件的加工。

11
图1-3零件图样

12
加工开始前,根据加工内容和加工方法必须编制加工程序。加工程序就是控制数控机床运动的指令,即人与数控机床进行交流的语言。
O 程序名 N01 G54 G00 X ; 设定坐标系 N02 T0101 F0.4; 粗车刀 N03 G00 X66.0 Z 1.0 M03 S 1500; 车端面 N04 G96 G01X-1.6 S160; N05 G00Z2.0; N06 X66.0; N07 G01 Z0.0; N08 X-1.6;

13
N09 G00 Z1.0; N10 X67. 0; N11 G71 U1.5 R0.5; 粗车外圆循环 N12 G71 P13 Q21 U0.5 W0.1 FOA; N13 G00 X23.8; N14 G01X29.8 Z-2.0; N15 Z-25.2; N16 X36. 0; N17 G03 X Z-28.2 R3.0; N18 G01 Z-40.0; N19 X56.95 Z-50.0; N20 Z-71.0; N21 X67. OZ-76.0; N22 G00 X150.OG50. 0 S 1500; N23 T0303 F0.15 M03; 精车刀 N24 G42 X21.8Z2.0; 精车外圆 N25 G01 X29.8 Z-2.0 F0.15; N26 Z-20.0; N27 G01 X27.5; N28 Z-24.4; N29 G02 X29.1 Z K0; N30 G01 X35.963; N31 G03 X Z K-3; N32 G01 Z-40.0; N33 X56.95 Z-50.0; N34 Z-71.0; N35 X67.0Z-76.0; N36 G40 G00 X ;

14
数控机床根据以上程序自动切削,将毛坯上多余的部分切除,从而加工出合格的工件。加工过程模拟如图1-4所示。在上面的加工过程中,经验和技能起着非常重要的作用。从上面的示例可以看出,控制数控机床运动的指令主要是由大写的英文字母和0-9的阿拉伯数字组成。

15
图1-4 数控加工过程模拟

16
1.2 数控机床的组成、工作原理及运动轨迹控制 1.2.1 数控机床的组成
1.2 数控机床的组成、工作原理及运动轨迹控制 数控机床的组成 数控机床主要由机床本体、数控系统、伺服驱动系统3大部分组成,如图1-5所示。

17
数控机床

18
1. 数控装置 数控装置是数控机床的大脑。数控装置首先接受输入的加工信息,经过“思考”处理后,向伺服系统发出相应的指令脉冲,并通过伺服系统控制机床运动部件按加工程序指令运动。 数控装置通常由一台专用微型计算机或通用计算机构成。基于PC的开放式数控系统,主要由一台通用微型计算机加装运动控制卡、1/O接口卡并运行CNC系统软件构成。目前国内应用较多的数控装置有日本的FANUC,德国的SIEMENS和国产华中世纪星等,如图1-6所示。

19
SIEMENS 802D数控铣床 FANUC 0i系统数控车床 华中世纪星数控车床 图1-6 典型数控系统 SIEMENS

20
2. 伺服系统 伺服系统是数控机床的四肢,执行来自CNC装置的运动指令。伺服系统由伺服驱动装置、伺服电机和位置检测装置组成。伺服驱动装置里的主要功能是功率放大和速度调节,将弱电信号转化为强电信号,并保证系统的动态性能,如图1-7所示。伺服电机将电能转化为机械能,拖动机械部件移动或转动。伺服电机包括主轴电机和各方向的进给电机,分别如图1-8a)和图1-8b)所示。当今直线电机、直线驱动技术得到进一步的发展与应用,被认为是未来驱动的方向。直线电机通过取消机械传动部件,可达到较高加速度等级和速度,速度可达120m/min以上。
和图1-8b)所示。当今直线电机、直线驱动技术得到进一步的发展与应用,被认为是未来驱动的方向。直线电机通过取消机械传动部件,可达到较高加速度等级和速度,速度可达120m/min以上。")
21
图1-8 a) SIEMENS主轴电机 图1-7 伺服系统 图1-8 b) SIEMENS进给电机
 SIEMENS主轴电机 图1-7 伺服系统 图1-8 b) SIEMENS进给电机")
22
图1-9海德汉位里检测元件 图1-10闭环伺服系统

23
检测装置是把位移和速度测量信号作为反馈信号,并将反馈信号转换成数字信号送回计算机与脉冲指令信号进行比较,以控制驱动元件的正确运转。数控机床常用的检测元件如图1-9所示。检测装贵的精度直接影响数控机床的定位精度和加工精度。通过位置检测装置,可构成闭环或半闭环控制的伺服系统,如图1-10所示。

24
3. 机床本体 数控机床的本体与普通机床基本类似,不同之处是数控机床结构简单、刚性好,传动系统通常采用滚珠丝杠(如图1-11所示)代替普通机床的丝杠和齿条传动,主轴变速系统内简化了齿轮箱,普遍采用变频调速和伺服控制。另外,数控机床床身有的采用混凝土,减震效果非常好。
代替普通机床的丝杠和齿条传动,主轴变速系统内简化了齿轮箱,普遍采用变频调速和伺服控制。另外,数控机床床身有的采用混凝土,减震效果非常好。 .")
25
图1-11 滚珠丝杠

26
为了使数控机床自动工作,还必须输入相应的零件加工程序,它是联系人和数控机床的桥梁。加工程序以指令的形式记载各种加工信息,如零件加工的工艺过程、工艺参数和刀具运动等。通过将这些信息输入到数控装置,从而实现人对机床的控制,对零件进行切削加工,最终加工出人所期望的产品形状。程序的输入有多种形式,可通过手动数据输入方式(MDI)或通信接口将加工程序输入机床。
或通信接口将加工程序输入机床。")
27
数控机床加工工作原理 在数控加工中,编程人员首先按照零件加工的技术要求和工艺要求,编写零件的加工程序,并将加工程序输入到数控装置;数控装置对加工程序进行相应译码和运算,并将处理结果送到机床各个坐标的伺服系统;伺服系统接收来自数控装置输出的指令信息并且经过功率放大后,带动机床移动部件按照规定的轨迹和速度运动,从而使机床自动加工出符合图纸要求的零件。

28
在这一过程中,主轴运动、进给运动、更换刀具,以及工件的夹紧与松开,冷却、润滑泵的开与关、以及其他辅助装置等,严格按照加工程序规定的顺序、轨迹和参数进行工作,最终加工出符合图纸要求的零件。从数控机床的工作原理可以看出:数控机床在加工过程中无需人的干预,当加工零件发生变化时,只需改变加工程序即可,这就是数控加工“柔性”的体现。

29
数控机床运动轨迹的控制 数控机床对运动轨迹的控制主要有3种形式: 点位控制运动、直线控制运动、连续控制运动。

30
1. 点位控制运动 点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,点与点之间的运动轨迹没有严格要求,在移动过程中不进行任何切削加工。因此,为了提高加工效率,保证定位精度,一般移动按照“先快后慢”的原则,即先快速接近目标点,再低速趋近并准确定位。图1-12所示为数控钻床加工示意图。点位控制方式仅用于数控钻床、数控镗床和数控冲床等。

31
图1-12点位控制加工示意图

32
2. 直线控制运动 直线控制运动指刀具或工作台以给定的速度按直线运动。这类数控机床不仅要控制移动部件从一点准确地移动到另一点,而且要控制移动部件的运动速度和轨迹。刀具相对工件移动的轨迹是平行于机床某一坐标轴的直线,移动部件在移动过程中进行切削加工,加工示例如图1-13所示。直线控制方式仅用于简易数控车床、数控铣床等。

33
图1-13直线控制加工示意图

34
3. 连续控制运动 连续控制运动也称为轮廓控制运动,指刀具或工作台按工件的轮廓轨迹运动,它不仅能控制移动部件从一个点准确地移动到另一个点,而且还能控制整个加工过程每一点的速度与位移量,这样可以加工出由任意斜线、曲线或曲面组成的复杂零件。

35
图1-14所示为轮廓控制的加工轨迹,刀具在运动过程中对工件表面连续进行切削。能够进行轮廓控制的机床至少是两轴联动。所谓联动轴数是指:按照一定的函数关系能够同时协调运动的轴数。联动轴数越多,其空间曲面加工能力越强。大多数数控机床都具有轮廓切削控制功能,如数控车床、数控铣床、数控磨床、数控齿轮加工机床和数控加工中心等。这些机床根据所控制的联动坐标轴数不同,又可以分为下面几种形式。

36
图1-14轮廓控制加工示意图

37
(1) 两轴联动 主要用于数控车床加工回转体曲面或用于数控铣床加工箱板类零件的曲线轮廓,如图1-14所示。
 两轴联动 主要用于数控车床加工回转体曲面或用于数控铣床加工箱板类零件的曲线轮廓,如图1-14所示。")
38
(2) 两轴半联动 主要用于三轴以上机床的控制,其中两轴可以联动,而另外一根轴可以作周期性进给。图1-15所示就是采用这种方式用行切法加工三维空间曲面。
 两轴半联动 主要用于三轴以上机床的控制,其中两轴可以联动,而另外一根轴可以作周期性进给。图1-15所示就是采用这种方式用行切法加工三维空间曲面。")
39
图1-15二轴半联动加工曲面

40
(3) 三轴联动 一般分为两类,一类就是X、Y、Z三个直线坐标轴联动,比较多的用于数控铣床、加工中心等,图1-16所示是用球头铣刀铣切三维空间曲面。另一类是除了同时控制X、Y、Z其中两个直线坐标外,还同时控制围绕其中某一直线坐标轴旋转的旋转坐标轴。如车削加工中心,它除了控制Z轴和X轴两个直线坐标轴联动外,还需同时控制C轴(围绕Z轴旋转的主轴)联动,如图1-17所示。
联动,如图1-17所示。")
41
图1-16三轴联动加工曲面图 1-17 C轴Z轴进给在圆柱面上铣螺旋槽

42
(4) 四轴联动 四轴联动同时控制X、Y、Z三个直线坐标轴与某一旋转坐标轴联动,图1-18所示为同时控制X、Y、Z三个直线坐标轴与一个刀具摆动联动的数控机床。
 四轴联动 四轴联动同时控制X、Y、Z三个直线坐标轴与某一旋转坐标轴联动,图1-18所示为同时控制X、Y、Z三个直线坐标轴与一个刀具摆动联动的数控机床。")
43
图1-18四轴联动加工曲面

44
(5) 五轴联动 五轴联动除同时控制X、Y、Z三个直线坐标轴联动外,还同时控制围绕这些直线坐标轴旋转的A、B、C坐标轴中的两个坐标轴,形成5个轴联动。如图1-19所示,除了3个直线运动坐标外,工作台还还可以作回转运动,另外支撑工作台的托盘还可以摆动。这样3个直线坐标加上两个回转坐标形成了五轴联动。这时刀具可以被定在空间的任意方向,加工任意形状复杂的零件。

45
图1-19五轴联动

46
1.3 数控加工程序编制的内容和方法 编制数控加工程序是使用数控机床的一项重要技术工作,理想的数控程序不仅应该保证加工出符合零件图纸要求的合格零件,还应该使数控机床的功能得到合理的应用与充分的发挥,使数控机床能安全、可靠、高效地工作。

47
数控程序编制的内容及步骤 数控编程是指从零件图纸到获得数控加工程序的全部工作过程,如图1-20所示。编程工作主要包括:

48
1. 分析零件图样和制定工艺方案 这项工作是编程的第一步,内容包括:对零件图纸进行分析,明确加工的内容和要求;确定加工方案;选择适合的数控机床;选择或设计刀具和夹具;确定合理的走刀路线及选择合理的切削用量等。

49
图1-20数控编程的内容与步骤

50
要求编程人员能够对零件图纸的技术特性、几何形状、尺寸及工艺要求进行分析,并结合数控机床使用的基础知识,如数控机床的规格、性能、数控系统的功能等,确定加工方法和加工路线。

51
2. 数学处理 在确定了工艺方案后,就需要根据零件的几何尺寸、加工路线等,计算刀具中心运动轨迹,以获得刀位数据。通常需要计算出零件轮廓上相邻几何元素交点或切点的坐标值,得出各几何元素的起点、终点、圆弧的圆心坐标值等,以满足编程要求。 当零件的几何形状与控制系统的插补功能不一致时,就需要进行较复杂的数值计算,一般需要使用计算机辅助计算,否则难以完成。

52
3. 编写零件加工程序 在完成上述工艺处理及数值计算工作后,即可编写零件加工程序。程序编制人员使用数控系统的程序指令,按照规定的程序格式,逐段编写加工程序。程序编制人员应对数控机床的功能、程序指令及代码十分熟悉,才能编写出正确的加工程序。

53
4. 程序检验及首件试切 程序编好后,在正式加工之前,一般要对程序进行检验。可采用机床空运转的方式,来检查机床动作和运动轨迹的正确性,以检验程序。在具有图形模拟显示功能的数控机床上,可通过显示走刀轨迹或模拟刀具对工件的切削过程,对程序进行检查。 程序经过检验正确无误后,应进行首件试切。通过检查试件,不仅可确认程序是否正确,还可知道加工精度是否符合要求。若能采用与被加工零件材料相同的材料进行试切,则更能反映实际加工效果,当发现加工的零件不符合加工技术要求时,可修改程序或采取尺寸补偿等措施。

54
1.3.2 数控程序编制的方法 数控加工程序的编制方法主要有两种: 手工编制程序和自动编制程序。 1. 手工编程
数控程序编制的方法 数控加工程序的编制方法主要有两种: 手工编制程序和自动编制程序。 1. 手工编程 手工编程指主要由人工来完成数控编程中各个阶段的工作,如图1-21所示。对于加工形状简单、计算量小、程序不长的零件,采用手工编程比较容易,而且经济、及时。

55
图1-21手工编程

56
2. 自动编程 自动编程是指在编程过程中,除了分析零件图纸和制定工艺方案由人工进行外,其余工作均由计算机辅助完成。自动编程适用于:
2. 自动编程 自动编程是指在编程过程中,除了分析零件图纸和制定工艺方案由人工进行外,其余工作均由计算机辅助完成。自动编程适用于: (1) 形状复杂的零件(如空间曲线、曲面)。 (2) 工序多或形状虽不复杂但编程工作量很大的零件(如有数千个孔的零件)。 (3) 形状虽不复杂但计算工作量大的零件(如轮廓加工时,非 圆曲线的计算)。 图形交互式自动编程是目前使用最为广泛的自动编程方法。它是指将零件的图形信息直接输入计算机,由CAD/CAM软件的NC模块自动生成数控程序,或者通过其它应用程序,将零件图纸信息直接转换成数控程序。
 形状复杂的零件(如空间曲线、曲面)。 (2) 工序多或形状虽不复杂但编程工作量很大的零件(如有数千个孔的零件)。 (3) 形状虽不复杂但计算工作量大的零件(如轮廓加工时,非 圆曲线的计算)。 图形交互式自动编程是目前使用最为广泛的自动编程方法。它是指将零件的图形信息直接输入计算机,由CAD/CAM软件的NC模块自动生成数控程序,或者通过其它应用程序,将零件图纸信息直接转换成数控程序。")
57
图形交互自动编程系统处理信息的过程如下:
(1) 几何造型,即CAD(Computer Aided Design)。即将零件的几何实体准确绘制在计算机的屏幕上,作为下一步刀具轨迹计算的依据。 (2) 刀具路径的产生,即CAPP(Computer Aided Process Planning)和CAM(Computer Aided Manufacturing)。即根据加工要求,输入各种加工参数和制订工艺路线等,生成刀具位置数据,同时在屏幕上显示出刀具轨迹图形。 (3) 后置处理,即形成数控加工文件。在进行后置处理时,编程入员应根据具体的数控机床指令代码和编程格式,编写后置处理文件,或者通过菜单式对话的方式将相应的信息输入系统,形成后置处理文件,然后系统根据该后置处理文件,形成特定机床的指令代码(即数控加工程序)。该指令代码可直接传送到数控机床,进行工件的加工
 几何造型,即CAD(Computer Aided Design)。即将零件的几何实体准确绘制在计算机的屏幕上,作为下一步刀具轨迹计算的依据。 (2) 刀具路径的产生,即CAPP(Computer Aided Process Planning)和CAM(Computer Aided Manufacturing)。即根据加工要求,输入各种加工参数和制订工艺路线等,生成刀具位置数据,同时在屏幕上显示出刀具轨迹图形。 (3) 后置处理,即形成数控加工文件。在进行后置处理时,编程入员应根据具体的数控机床指令代码和编程格式,编写后置处理文件,或者通过菜单式对话的方式将相应的信息输入系统,形成后置处理文件,然后系统根据该后置处理文件,形成特定机床的指令代码(即数控加工程序)。该指令代码可直接传送到数控机床,进行工件的加工.")
58
1.4 数控加工的特点 1.4.1 数控机床加工的特点 1. 适应性强
1.4 数控加工的特点 数控机床加工的特点 1. 适应性强 数控机床的一个运动方向定义为一个坐标轴,数控机床能实现多个坐标轴的联动,所以数控机床能完成复杂型面的加工,特别是对于可用数学方程式和坐标点表示的形状复杂的零件,加工非常方便。并且同一台数控机床,在加工不同的零件时,只需变换加工程序、调整刀具参数等,不必用凸轮、靠模、样板或其它模具等专用工艺装备,且可采用成组技术的成套夹具。因此,零件生产的准备周期短,有利于机械产品的迅速更新换代,特别适合多品种、中小批量和复杂型面的零件加工。所以,数控机床的适应性非常强。

59
2. 加工质量稳定 对于同一批零件,由于使用同一类数控机床和刀具及同一个加工程序,刀具的运动轨迹完全相同,且数控机床是根据数控程序自动地进行加工,可以避免人为的误差,这就保证了零件加工的一致性好且质量稳定。

60
3. 生产效率高 数控机床跟普通机床相比较,其刚度大,功率大,主轴转速和进给速度范围大且为无级变速,所以每道工序都可选择较大而合理的切削用量,减少了机动时间。 数控机床加工可免去零件加工过程中的划线工作。数控机床加工的空行程速度大大高于普通机床,缩短了刀具快进、快退的时间。数控机床的定位精度、加工精度较稳定,一般省去加工过程中的中间检验,而只作关键工序间的尺寸抽样检验,减少了停机检验时间。 数控车床和加工中心能一次装夹,自动换刀加工,缩短了辅助加工时间。所以,数控机床比普通机床的生产效率高。数控机床的时间利用率高达90%,而普通机床仅为30%~50%。

61
4. 加工精度高 数控系统每输出一个脉冲,机床移动部件的移动量称为脉冲当量。数控机床的脉冲当量一般为0.001mm,高精度的数控机床可达0.0001mm,其运动分辨率远高于普通机床。另外,数控机床具有位置检测装置,可将移动部件的实际位移量或滚珠丝杆、伺服电机的转角反馈到数控系统中,并由数控系统自动进行补偿。因此数控加工可获得比机床本身精度还高的加工精度,所以零件加工尺寸的精度高。

62
5. 工序集中,一机多用 数控机床特别是带自动换刀的数控加工中心,在一次装夹的情况下,几乎可以完成零件的全部加工工序,一台数控机床可以代替数台普通机床。这样可以减少装夹误差,节约工序之间的运输、测量和装夹等辅助时间,还可以节省机加工车间的占地面积,带来较高的经济效益。

63
6. 减轻劳动强度 在输入数控程序并启动机床后,数控机床就自动地连续加工,直至零件加工完毕。只要对操作人员了进行专门的培训,操作人员只是观察机床的运行,这样就使工人的劳动强度大大降低。

64
7. 易于建立与计算机间的通信联络,容易实现群控。
数控机床使用数字信息与标准代码处理、传递信息,易于建立与计算机间的通信联络,一台计算机可以控制多台数控机床,容易实现群控。

65
数控加工零件的特点 在数控机床上加工的零件,可以是普通零件,但更多的零件是普通机床加工起来具有一定的难度或对操作人员的技术水平有相当高的要求,一般在数控机床上加工的零件有如下的特点: (1) 多品种、小批量生产的零件或新产品试制中的零件、短期急需的零件。 (2) 轮廓形状复杂,对加工精度要求较高的零件。 (3) 用普通机床加工较困难或无法加工(需昂贵的工艺装备)的零件。 (4) 价值昂贵,加工中不允许报废的关键零件。
 轮廓形状复杂,对加工精度要求较高的零件。 (3) 用普通机床加工较困难或无法加工(需昂贵的工艺装备)的零件。 (4) 价值昂贵,加工中不允许报废的关键零件。")
66
1.4.3 数控机床的合理使用 数控机床是高精度、高效率的加工母机。合理使用数控机床,有利于最大限度地发挥数控机床的功效。
数控机床的合理使用 数控机床是高精度、高效率的加工母机。合理使用数控机床,有利于最大限度地发挥数控机床的功效。 数控机床的正常使用条件为:数控机床所处位置的电源电压波动小,环境温度低于30摄氏度,相对湿度小于80%。

67
1. 机床位置环境要求 机床的位置应远离振源、应避免阳光直接照射和热辐射的影响,避免潮湿和气流的影响。如机床附近有振源,则机床四周应设置防振沟,否则将直接影响机床的加工精度及稳定性,并且将使数控系统中的电子元件因受振动而接触不良,发生故障,降低机床的可靠性。

68
2. 电源要求 一般数控机床安装在机加工车间,不仅环境温度变化大,使用条件差,而且各种机电设备多,致使电网电压波动大。因此,安装数控机床的位置,需要对电源电压有严格控制。电源电压波动必须在数控机床允许的范围内,并且保持相对稳定,否则会影响数控系统的正常工作。

69
3. 温度条件 一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,特别是中央处理器工作温度恒定或温差变化很小。过高的温度和湿度将导致控制系统的元件寿命降低,并导致故障增多。温度和湿度的增高,灰尘增多会在集成电路板上产生粘结,并导致短路,降低数控系统的寿命。

70
4. 按说明书的规定使用数控机床 用户在使用数控机床时,不允许随意改变控制系统内制造厂设定的参数。这些参数的设定直接关系到数控机床各部件的动态特征。数控系统中的参数只有间隙补偿参数值可根据实际情况予以调整。 用户不能随意更换机床附件,如使用超出说明书规定的液压卡盘等。数控机床制造厂在设置附件时,充分考虑了各项环节参数的匹配。盲目更换数控机床附件会造成各项环节参数的不匹配,甚至造成估计不到的事故。 使用液压卡盘、液压刀架、液压尾座、液压缸的压力,都应在许用压力范围内,不允许任意提高。

71
【本章小结】 本章主要介绍了数控机床加工编程概述,数控机床的组成、工作原理及运动轨迹控制,数控加工程序编制的内容和方法以及数控加工的特点。本章的内容是后面将要介绍的各类数控机床及数控系统编程方法的基本性知识。

72
练习题 一.填空题 1.数控机床主要由 、 、 等三部分组成。 2.数控机床加工程序的编制方法主要有 、 两种。
1.数控机床主要由 、 、 等三部分组成。 2.数控机床加工程序的编制方法主要有 、 两种。 3.伺服系统由 、 和 组成。

73
二.问答题 1.NC机床由哪几部分组成,试用框图表示各部分之间的关系,并简述各部分的基本功能。 2.简述数控机床的运动轨迹控制都有那些种,各有什么特点。 3.简述数控机床加工程序的编制步骤。 4.简述数控机床的加工特点。 5.简述数控机床合理使用都有那些要求。

74
三.自己动手查资料 1.了解数控机床的发展动向。 2.什么是直线电机,它的工作原理是什么?了解其应用场合及应用特点。 3 根据图1-27,了解数控机床的传动系统。

75
圈1-27传动系统简图

76
3.什么是直线电机,它的工作原理是什么?了解其应用场合及应用特点。

77
第二章 数控加工工艺基础 【学习目标】 (1) 了解数控加工工艺的主要内容及特点。 (2) 理解数控加工工艺分析过程及方法。
第二章 数控加工工艺基础 【学习目标】 (1) 了解数控加工工艺的主要内容及特点。 (2) 理解数控加工工艺分析过程及方法。 (3) 掌握典型零件的数控加工工艺分析方法。
 了解数控加工工艺的主要内容及特点。 (2) 理解数控加工工艺分析过程及方法。 (3) 掌握典型零件的数控加工工艺分析方法。")
78
2.1 数控加工工艺概述 2.1.1 数控加工工艺的主要内容及特点 1.数控加工工艺的主要内容
2.1 数控加工工艺概述 数控加工工艺的主要内容及特点 1.数控加工工艺的主要内容 (1) 分析加工零件的图纸,明确加工内容及技术要求,并根据数控编程的要求对零件图作数学处理。 (2) 制定数控加工路线,确定数控加工方法。 (3) 确定工件的定位与装夹方法,确定刀具、夹具。 (4) 调整数控加工工序,如对刀点、换刀点的选择、刀具的补偿等。 (5) 分配数控加工中的加工余量,确定各工序的切削参数。 (6) 填写数控加工工艺卡片。 (7) 填写数控加工刀具卡片。 (8) 绘制各道工序的数控加工路线图。
 分析加工零件的图纸,明确加工内容及技术要求,并根据数控编程的要求对零件图作数学处理。 (2) 制定数控加工路线,确定数控加工方法。 (3) 确定工件的定位与装夹方法,确定刀具、夹具。 (4) 调整数控加工工序,如对刀点、换刀点的选择、刀具的补偿等。 (5) 分配数控加工中的加工余量,确定各工序的切削参数。 (6) 填写数控加工工艺卡片。 (7) 填写数控加工刀具卡片。 (8) 绘制各道工序的数控加工路线图。")
79
2.数控加工工艺的特点 由于数控加工是利用程序进行加工,因此,数控加工工艺就必须有利于数控程序的编写并体现数控加工的特点,一般数控加工工艺具有如下的特点: (1) 数控加工工艺要充分考虑编程的要求。 (2) 数控加工工艺中工序相对集中。 因此,工件各部位的数控加工顺序可能与普通机床上的加工顺序有很大区别。数控工艺规程中的工序内容要求特别详细。如加工部位、加工顺序、刀具配置与使用顺序,刀具加工时的对刀点、换刀点及走刀路线、夹具及工件的定位与安装、切削参数等,都要清晰明确,数控加工工艺中的工序内容比普通机床加工工艺中的工序内容详细得多。
 数控加工工艺中工序相对集中。 因此,工件各部位的数控加工顺序可能与普通机床上的加工顺序有很大区别。数控工艺规程中的工序内容要求特别详细。如加工部位、加工顺序、刀具配置与使用顺序,刀具加工时的对刀点、换刀点及走刀路线、夹具及工件的定位与安装、切削参数等,都要清晰明确,数控加工工艺中的工序内容比普通机床加工工艺中的工序内容详细得多。")
80
3.常用的数控加工方法 (1) 平面孔系零件 常用点位、直线控制数控机床(如数控钻床)加工,选择加工方法时,主要考虑加工精度和加工效率两个原则,即:用什么加工方法能保证零件的加工精度,用什么加工方法能提高零件的加工效率。 (2) 旋转体类零件 常用数控车床或数控磨床加工。选择加工方法时,主要考虑加工效率和刀尖强度两个原则。 1) 考虑加工效率 在车床上加工时,通常加工余量大,必须合理安排粗加工路线,以提高加工效率。实际编程时,一般不宜采用循环指令(否则,以工进速度的空刀行程太大)。比较好的方法是用粗车尽快去除材料,再精车。 2) 考虑刀尖强度 数控车床上经常用到低强度刀具加工细小凹槽,在确定加工方法时必须考虑选用刀具的刀尖强度。 (3) 平面轮廓零件 常用数控铣床加工。选择加工方法时,主要考虑加工精度和加工效率两个原则,在确定加工方法时应注意: 1) 刀具的切入与切出方向的控制 如在图2-1中,铣削棱形,刀具沿切削边A1B的延长线方向切入、沿切削边DD1的延长线方向切出,工件表面轮廓光滑。如果刀具不是沿切削边的延长线方向切入、切出,则在工件表面轮廓上会留下刀具切削的痕迹。
 旋转体类零件. 常用数控车床或数控磨床加工。选择加工方法时,主要考虑加工效率和刀尖强度两个原则。 1) 考虑加工效率. 在车床上加工时,通常加工余量大,必须合理安排粗加工路线,以提高加工效率。实际编程时,一般不宜采用循环指令(否则,以工进速度的空刀行程太大)。比较好的方法是用粗车尽快去除材料,再精车。 2) 考虑刀尖强度. 数控车床上经常用到低强度刀具加工细小凹槽,在确定加工方法时必须考虑选用刀具的刀尖强度。 (3) 平面轮廓零件. 常用数控铣床加工。选择加工方法时,主要考虑加工精度和加工效率两个原则,在确定加工方法时应注意: 1) 刀具的切入与切出方向的控制. 如在图2-1中,铣削棱形,刀具沿切削边A1B的延长线方向切入、沿切削边DD1的延长线方向切出,工件表面轮廓光滑。如果刀具不是沿切削边的延长线方向切入、切出,则在工件表面轮廓上会留下刀具切削的痕迹。")
81
图2-1 刀具切入与切出方向

82
2) 一次逼近方法的选择 用微小直线段或圆弧段逼近非圆曲线轮廓的方法称为一次逼近。在只具有直线和圆弧插补功能的数控铣床上加工非圆曲线轮廓时,微小直线段或圆弧段与被加工轮廓之间的误差称为一次逼近误差,选择一次逼近方法时,应该使工件的轮廓误差在合格范围内,同时程序段的数量少为佳。 (4) 立体轮廓零件 常用多坐标轴联动数控机床(加工中心)加工。选择加工方法时,主要考虑加工精度和加工效率两个原则,在确定加工方法时应考虑: 1) 工件强度及表面质量:立体轮廓零件上的强度薄弱部位,常常难以承受粗加工时的切削量,同时对表面质量要求高的部位要采取相应的工艺措施。 2) 机床的插补功能。
 立体轮廓零件. 常用多坐标轴联动数控机床(加工中心)加工。选择加工方法时,主要考虑加工精度和加工效率两个原则,在确定加工方法时应考虑: 1) 工件强度及表面质量:立体轮廓零件上的强度薄弱部位,常常难以承受粗加工时的切削量,同时对表面质量要求高的部位要采取相应的工艺措施。 2) 机床的插补功能。")
83
2.2 数控加工工艺分析 制订数控加工工艺是数控加工的前期工艺准备工作。数控加工工艺贯穿于数控程序中,数控加工工艺制订的合理与否,对程序的编制、机床的加工效率和零件的加工精度都有重要影响。因此,应遵循一般的工艺原则并结合数控加工的特点认真而详细地分析零件的数控加工工艺。

84
2.2.1 零件图的工艺分析 分析零件图是工艺制订中的首要工作,它主要包括以下内容: 1. 零件结构工艺性分析
零件图的工艺分析 分析零件图是工艺制订中的首要工作,它主要包括以下内容: 1. 零件结构工艺性分析 零件结构工艺性是指零件对加工方法的适应性,即所分析的零件结构应便于加工成型。在进行零件结构分析时,若发现零件的结构不合理等问题应向设计人员或有关部门提出修改意见。

85
图2-2 零件的结构工艺性

86
【例2-1】:零件结构工艺性分析。在图2-2中,一个槽的槽宽为4mm,一个槽的槽宽为5mm,一个槽的槽宽为3mm,均不相等,三个槽的槽深也不相等,这给数控编程和加工增加了难度,如果不影响零件的强度和使用,建议把三个槽宽和三个槽深修改成一样的尺寸。

87
2. 轮廓几何要素分析 零件轮廓是数控加工的最终轨迹,也是数控编程的依据。在手工编程时,要计算零件轮廓上每个基点的坐标,在自动编程时,要对构成零件轮廓的所有几何元素进行定义,因此,在分析零件图时,要分析零件轮廓的几何元素的给定条件是否充分。由于设计等多方面的原因,可能在图样上出现构成零件加工轮廓的条件不充分,尺寸模糊不清及缺陷,增加了编程工作的难度,有的甚至无法编程。

88
图2-3 轮廓几何要素分析

89
【例2-2】:轮廓几何要素分析。在手柄零件轮廓图2-3中,R8的球面和R60的弧面相切,要确定切点,必须通过计算求出切点的位置,如图中的φ14.77和4.923,否则,不能编程。同理,R60的弧面和R40的弧面的相切点,也必须通过计算求出切点的位置,如图中的φ21.2和44.8,R40的弧面和φ24的外圆柱相交,也要通过计算求出交点的位置,如图中的φ24和73.436,只有这样,手工编程才能顺利进行。 分析轮廓要素时,以能在AutoCAD上准确绘制的轮廓为充分条件。

90
3. 精度及技术要求分析 对被加工零件的精度及技术要求进行分析,是零件工艺性分析的重要内容,只有在分析零件尺寸精度、形状精度、位置精度和表面粗糙度的基础上,才能对加工方法、装夹方式、刀具及切削用量进行正确而合理的选择。 精度及技术要求分析主要包括以下内容: (1) 分析精度及各项技术要求是否齐全、是否合理; (2) 分析每道工序的加工精度能否达到图样要求,若达不到,需采取其它措施(如磨削)弥补的话,则应给后续工序留有余量; (3) 找出图样上有位置精度要求的表面,这些表面应在一次安装下完成加工; (4) 对表面粗糙度要求较高的表面,应确定相应的工艺措施(如磨削)。
 分析精度及各项技术要求是否齐全、是否合理; (2) 分析每道工序的加工精度能否达到图样要求,若达不到,需采取其它措施(如磨削)弥补的话,则应给后续工序留有余量; (3) 找出图样上有位置精度要求的表面,这些表面应在一次安装下完成加工; (4) 对表面粗糙度要求较高的表面,应确定相应的工艺措施(如磨削)。")
91
4. 零件图的数学处理 零件图的数学处理主要是计算零件加工轨迹的尺寸,即计算零件加工轮廓的基点和节点的坐标,或刀具中心轮廓的基点和节点的坐标,以便编制加工程序。

92
数控加工工艺的制订 在进行了零件图的工艺分析之后,制订数控加工工艺时,要确定工序的划分、各工序间的加工余量、加工路线、工件的定位、安装与夹具的选择、刀具的选择、对刀点与换刀点的确定、切削用量的选择、加工方案的确定等等。

93
1. 数控加工工序的划分 划分数控加工工序时推荐遵循的原则 (1) 保证精度的原则 数控加工要求工序尽可能集中,常常粗、精加工在一次装夹下完成,为了减少热变形和切削力引起的变形对工件的形状精度、位置精度、尺寸精度和表面粗糙度的影响,应将粗、精加工分开进行。对既有内表面(内型、腔),又有外表面需加工的零件,安排加工工序时,应先进行内外表面的粗加工,后进行内外表面的精加工。切不可将零件上一部分表面(外表面或内表面)加工完毕后,再加工其它表面(内表面或外表面)。以保证工件的表面质量要求。同时,对一些箱体零件,为保证孔的加工精度,应先加工表面而后加工孔。遵循保证精度的原则,实现上就是以零件的精度为依据来划分数控加工的工序。
,又有外表面需加工的零件,安排加工工序时,应先进行内外表面的粗加工,后进行内外表面的精加工。切不可将零件上一部分表面(外表面或内表面)加工完毕后,再加工其它表面(内表面或外表面)。以保证工件的表面质量要求。同时,对一些箱体零件,为保证孔的加工精度,应先加工表面而后加工孔。遵循保证精度的原则,实现上就是以零件的精度为依据来划分数控加工的工序。")
94
(2) 提高生产效率的原则 数控加工中,为减少换刀次数,节省换刀时间,应将需用同一把刀加工的部位全部加工完成后,再换另一把刀来加工其它部位,同时应尽量减少刀具的空行程。用同一把刀加工工件的多个部位时,应以最短的路线到达各加工部位。遵循提高生产效率的原则,实现上就是以加工效率为依据来划分数控加工的工序。 实际中,数控加工工序要根据具体零件的结构特点、技术要求等情况综合考虑。

95
2. 加工余量的确定 加工余量是指毛坯实体尺寸与零件(图纸)尺寸之差。加工余量的大小对零件的加工质量和制造的经济性有较大的影响。余量过大会浪费原材料及机械加工工时,增加机床、刀具及能源的消耗;余量过小则不能消除上道工序留下的各种误差、表面缺陷和本工序的装夹误差,容易造成废品。因此,应根据影响余量的因素合理地确定加工余量。一般零件的加工通常要经过粗加工、半精加工、精加工才能达到最终的精度要求。因此,零件总的加工余量应等于各中间工序加工余量之和。
尺寸之差。加工余量的大小对零件的加工质量和制造的经济性有较大的影响。余量过大会浪费原材料及机械加工工时,增加机床、刀具及能源的消耗;余量过小则不能消除上道工序留下的各种误差、表面缺陷和本工序的装夹误差,容易造成废品。因此,应根据影响余量的因素合理地确定加工余量。一般零件的加工通常要经过粗加工、半精加工、精加工才能达到最终的精度要求。因此,零件总的加工余量应等于各中间工序加工余量之和。")
96
(1) 加工余量的确定原则: 1) 采用最小加工余量原则,以求缩短加工时间,降低零件的加工费用。 2) 应有充分的加工余量,防止造成废品。 (2) 确定加工余量时还应考虑的情况: 1) 由于零件的大小不同,切削力、内应力引起的变形也会有差异,工件大,加工过程中的变形增加,加工余量相应地应大一些。零件热处理时也会引起变形,应适当增大加工余量。 2) 加工方法、装夹方式和工艺装备的刚性可能引起零件的变形,过大的加工余量会由于切削力增大、切削热增加引起零件变形。故应控制零件的最大加工余量。 (3) 确定零件加工余量的方法 ① 查表法 这种方法是根据各工厂的生产实践和实验研究积累的数据,先制成各种切削条件下的加工余量表格,再汇集成手册。确定加工余量时查阅这些手册,再结合工厂的实际情况进行适当修改。目前我国各工厂普遍采用查表法来确定零件的加工余量。 ② 经验估算法 这种方法是根据工艺编制入员的实际经验来确定加工余量。一般情况下,为了防止因余量过小而产生废品,经验估算法的加工余量数值总是偏大。经验估算法常用于单件小批量生产。 ③ 分析计算法 这种方法是根据一定的试验资料数据和加工余量计算公式,分析影响加工余量的各项因素,通过计算确定零件的加工余量。这种方法比较合理,但必须有比较全面和可靠的试验资料数据,计算工作量较大。
 由于零件的大小不同,切削力、内应力引起的变形也会有差异,工件大,加工过程中的变形增加,加工余量相应地应大一些。零件热处理时也会引起变形,应适当增大加工余量。 2) 加工方法、装夹方式和工艺装备的刚性可能引起零件的变形,过大的加工余量会由于切削力增大、切削热增加引起零件变形。故应控制零件的最大加工余量。 (3) 确定零件加工余量的方法. ① 查表法. 这种方法是根据各工厂的生产实践和实验研究积累的数据,先制成各种切削条件下的加工余量表格,再汇集成手册。确定加工余量时查阅这些手册,再结合工厂的实际情况进行适当修改。目前我国各工厂普遍采用查表法来确定零件的加工余量。 ② 经验估算法. 这种方法是根据工艺编制入员的实际经验来确定加工余量。一般情况下,为了防止因余量过小而产生废品,经验估算法的加工余量数值总是偏大。经验估算法常用于单件小批量生产。 ③ 分析计算法. 这种方法是根据一定的试验资料数据和加工余量计算公式,分析影响加工余量的各项因素,通过计算确定零件的加工余量。这种方法比较合理,但必须有比较全面和可靠的试验资料数据,计算工作量较大。")
97
3. 加工路线的确定 (1) 加工方法的选择 在数控机床上加工零件,一般有以下两种情况:一是有零件图样和毛坯,要选择适合加工该零件的数控机床;二是己经有了数控机床,要选择适合该机床加工的零件。无论哪种情况,都应根据零件的种类和加工内容选择合适的数控机床和加工方法。

98
1) 机床的选择 数控车适合于加工形状比较复杂的轴类零件和由复杂曲线回转形成的模具内型腔;立式数控铣适合于加工平面凸轮、样板、形状复杂的平面或立体零件,以及模具的内、外型腔等;卧式数控铣适合于加工箱体、泵体、壳体类零件;多坐标轴联动的加工中心则可以用于加工各种复杂的曲线、曲面、叶轮、模具等。 2) 粗、精加工的选择 只经过粗加工的表面,尺寸精度可达IT12~IT14级,表面粗糙度(或Ra值)可达12.5μm~50μm。 经粗、精加工的表面,尺寸精度可达IT7~IT9级,表面粗糙度Ra值可达1.6μm~3.2μm。
 粗、精加工的选择. 只经过粗加工的表面,尺寸精度可达IT12~IT14级,表面粗糙度(或Ra值)可达12.5μm~50μm。 经粗、精加工的表面,尺寸精度可达IT7~IT9级,表面粗糙度Ra值可达1.6μm~3.2μm。")
99
3) 孔加工方法的选择 孔加工的方法比较多,有钻孔、扩孔、铰孔和镗孔等。大直径的孔还可采用圆弧插补方式进行铣削加工。 对于直径大于Φ30㎜且己铸出或锻出毛坯孔的孔加工,一般采用粗镗→半精镗→孔口倒角一精镗的加工方案。 大直径孔可采用立铣刀粗铣→精铣的加工方案。 对于直径小于Φ30㎜的无毛坯孔的孔加工,通常采用锪平端面→打中心孔→钻→扩→孔口倒角→铰加工方案。 有同轴度要求的小孔,通常采用锪平端面→打中心孔→钻→半精镗→孔口倒角→精镗(或铰)加工方案。为提高孔的位置精度,在钻孔工步前推荐安排锪平端面和打中心孔工步。孔口倒角安排在半精加工之后、精加工之前,以防孔内产生毛刺。
加工方案。为提高孔的位置精度,在钻孔工步前推荐安排锪平端面和打中心孔工步。孔口倒角安排在半精加工之后、精加工之前,以防孔内产生毛刺。")
100
④ 螺纹的加工 螺纹的加工根据孔径大小而定,一般情况下,直径在M5㎜~M200㎜之间的螺纹,通常采用攻螺纹的方法加工。直径在M6㎜以下的螺纹,通常在加工中心上完成底孔加工后,再用其他方法攻螺纹。因为在加工中心上攻螺纹不能随机控制加工状态,小直径丝锥容易拆断。直径在M25㎜以上的螺纹,可采用镗刀片镗削加工。 由于获得同一级精度及表面粗糙度的加工方法一般有许多,因而在实际选择加工方法时,要结合零件的形状、尺寸和热处理要求全面考虑。例如,对于IT7级精度的孔采用镗孔、铰孔、磨孔等方法加工可达到精度要求,但箱体上的孔一般采用镗孔或铰孔;而不采用磨孔。一般小尺寸的箱体孔选择铰削,当孔径较大时则应选择镗削。此外,还应考虑生产率和经济性的要求,以及工厂的生产设备等实际情况。

101
(2) 加工路线的确定 在数控加工中,刀具(严格说是刀位点)相对于工件的运动轨迹称为加工路线。即刀具从对刀点开始运动起,直至加工程序结束所经过的路径,包括切削加工的路径和刀具快退及刀具引入、返回等非切削空行程。 加工路线的确定首先必须保证被加工零件的尺寸精度和表面质量,其次考虑数值计算简单,走刀路线尽量短,效率较高等。 下面举例分析数控机床加工零件时常用的加工路线。

102
图2-4车圆锥的加工路线 【例2-3】:车圆锥的加工路线
在数控车床上车外圆锥,假设圆锥大径为D,小径为d,锥长为L,车圆锥的加工路线如图2-4所示。 图2-4车圆锥的加工路线

103
按图2-4a的阶梯切削路线,二刀粗车,最后一刀精车;二刀粗车的终刀距S要作精确的计算,可由相似三角形得:
此种加工路线,粗车时,刀具背吃刀量相同,但精车时,背吃刀量不同;同时刀具切削运动的路线最短。

104
按图2-4b的相似斜线切削路线,也需计算粗车时的终刀距S,同样由相似三角形可计算得:
按此种加工路线,刀具切削运动的距离较短。

105
按图2-4c的斜线加工路线,只需确定每次背吃刀量ap,而不需计算终刀距,编程方便。但在每次切削中背吃刀量是变化的,且刀具切削运动的路线较长。
车圆锥的三种加工路线均适合于手工编程。

106
【例2-4】:车圆弧的加工路线 车圆弧时,若用一刀粗车就把圆弧加工出来,这样吃刀量太大,容易打刀。所以,实际车圆弧时,需要多刀加工,先用粗车将大部分余量切除,最后才精车所需圆弧。 图2-5车圆弧的阶梯切削路线

107
图2-5为车圆弧的阶梯切削路线。即先粗车成阶梯形状,最后一刀精车出圆弧。此方法在确定了每次车削的背吃刀量ap后,须精确计算出粗车的终刀距S,即求圆弧与直线的交点。此方法刀具切削运动距离较短,但数值计算较繁。

108
图2-6车圆弧的同心圆弧切削路线

109
图2-6为车圆弧的同心圆弧切削路线。即用不同的半径圆来车削,最后将所需圆弧加工出来。此方法在确定了每次车削的背吃刀量ap后,对90°圆弧的起点、终点坐标较易确定,数值计算简单,编程方便,经常采用。但按图1-6b加工时,刀具的空行程时间较长。

110
图2-7车圆弧的车锥法切削路线

111
图2-7为车圆弧的车锥法切削路线。即先车一个圆锥,再车圆弧。此时要注意,车圆锥时的起点和终点的确定,若确定不好,则可能损坏圆弧表面,也可能将余量留得过大。
确定车圆锥时的起点和终点的方法如图2-7所示,连接OC交圆弧于D,过D点作圆弧的切线AB。由几何关系CD=OC-OD==0.414R知,CD为车圆锥时的最大切削余量,即车圆锥时,加工路线不能超过AB线。由图示关系,可得AC=BC=0.586R,这样可确定出车圆锥时的起点和终点。当R不太大时,可取AC=BC=0.5R。此方法数值计算较繁,刀具切削路线短。 在手工编程中常用同心圆弧加工路线来车圆弧。

112
图2-8车螺纹时的轴向进给距离

113
车螺纹时,刀具沿螺纹方向的进给应与工件主轴旋转保持严格的速比关系。考虑到刀具从停止状态加速到指定的进给速度或从指定的进给速度降至零时,驱动系统有一个过渡过程。因此,刀具沿轴向进给的加工路线长度,除保证螺纹加工的长度外,还应增加δ1(2~5mm)的刀具引入距离和δ2(1~2mm)的刀具切出距离,如图2-8所示,以便保证螺纹切削时,在升速完成后才使刀具接触工件,在刀具离开工件后再开始降速。
的刀具引入距离和δ2(1~2mm)的刀具切出距离,如图2-8所示,以便保证螺纹切削时,在升速完成后才使刀具接触工件,在刀具离开工件后再开始降速。")
114
【例2-6】:轮廓铣削的加工路线

115
对于连续铣削轮廓,特别是加工圆弧轮廓时,要注意安排好刀具的切入、切出,要尽量避免交接处重复加工,否则会出现明显的界限痕迹。如图2-9所示,用圆弧插补方式铣削外整圆时,要安排刀具从切向进入圆周铣削加工,当整圆加工完毕后,不要在切点处直接退刀,而让刀具多运动一段直线距离,最好沿切线方向,以免取消刀具补偿时,刀具与工件表面相碰撞,造成工件报废。铣削内圆弧时,也要遵守从切向切入、切出的原则,安排切入、切出过渡圆弧,如图2-10所示,设刀具从工件坐标原点出发,其加工路线为1→2→3→4→5,这样安排可以提高内孔表面的加工精度和质量。

116
图2-10铣削内孔的加工路线

117
图2-11孔加工路线

118
对于位置精度要求较高的孔系加工,特别要注意孔的加工顺序的安排,加工顺序安排不当时,就有可能将沿坐标轴的反向间隙带入,直接影响位置精度。如图2-11所示,图a为零件图,在该零件上加工六个尺寸相同的孔,有两种加工路线。当按b图所示路线加工时,由于5、6孔与1、2、3、4孔定位方向相反,在Y方向运动时,反向间隙会使定位误差增加,而影响5、6孔与其它孔的位置精度。按图c所示路线,加工完4孔后,往上移动一段距离到P点,然后再折回来加工5、6孔,这样Y方向运动方向一致,可避免反向间隙的引入,提高5、6孔与其它孔的位置精度。

119
【例2-8】:铣削曲面的加工路线 图2-12铣削曲面的加工路线

120
铣削曲面时,常用球头刀,采用“行切法”进行加工。所谓行切法,是指刀具与零件轮廓的切点轨迹是一行一行的,而行间的距离是按零件加工精度的要求来确定。对于边界敞开的曲面加工,可采用两种加工路线。如图2-12所示,对于发动机大叶片,当采用图2-12a的加工方案时,每次沿直线加工,刀位点计算简单,程序少,加工过程符合直纹面的形成,可以准确保证母线的直线度。当采用图2-12b的加工方案时,符合这类零件数据给出情况,便于加工后检验,叶形的准确度高,但程序较多。由于曲面零件的边界是敞开的,没有其他表面限制,所以曲面边界可以延伸,球头刀应由边界外开始加工。

121
为了充分发挥数控机床的高速度、高精度和自动化的效能,还应有相应的数控夹具进行配合。 (1) 工件定位、安装的基本原则
4. 工件的定位、安装与夹具的选择 为了充分发挥数控机床的高速度、高精度和自动化的效能,还应有相应的数控夹具进行配合。 (1) 工件定位、安装的基本原则 1) 力求设计基准、工艺基准与编程计算的基准统一。 2) 尽量减少工件的装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。 3) 避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。 (2) 选择夹具的基本原则 1) 当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其它通用夹具,以缩短生产准备时间,节省生产费用。 2) 零件在夹具上的装卸要快速、方便、可靠,以缩短机床的停机时间。 3) 夹具上各零部件应不妨碍机床对零件各加工表面的加工,即夹具要开敞,其定位夹紧元件不能影响加工中的走刀(如产生碰撞等)。 (3) 常用数控夹具
 工件定位、安装的基本原则. 1) 力求设计基准、工艺基准与编程计算的基准统一。 2) 尽量减少工件的装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。 3) 避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。 (2) 选择夹具的基本原则. 1) 当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其它通用夹具,以缩短生产准备时间,节省生产费用。 2) 零件在夹具上的装卸要快速、方便、可靠,以缩短机床的停机时间。 3) 夹具上各零部件应不妨碍机床对零件各加工表面的加工,即夹具要开敞,其定位夹紧元件不能影响加工中的走刀(如产生碰撞等)。 (3) 常用数控夹具.")
122
1) 数控车床夹具 数控车床夹具除了使用通用三爪自定心卡盘、四爪卡盘、大批量生产中使用便于自动控制的液压、电动及气动夹具外,数控车床加工中还有多种相应的夹具,它们主要分为两大类,即用于轴类工件的夹具和用于盘类工件的夹具。 ① 用于轴类工件的夹具 数控车床加工轴类工件时,坯件装卡在主轴顶尖和尾座顶尖之间,工件由主轴上的拔盘或拔齿顶尖带动旋转。这类夹具在粗车时可以传递足够大的转矩,以适应主轴高速旋转车削。用于轴类工件的夹具有自动夹紧拔动卡盘、拔齿顶尖、三爪拔动卡盘和快速可调万能卡盘等。车削空心轴时常用圆柱心轴、圆锥心轴或各种锥套轴或堵头作为定位装置。 ②. 用于盘类工件的夹具 这类夹具适用在无尾座的卡盘式数控车床上。用于盘类工件的夹具主要有可调卡爪式卡盘和快速可调卡盘等。 2) 数控铣床上的夹具 数控铣床上的夹具一般安装在工作台上,其形式根据被加工工件的特点可多种多样。如:通用台虎钳、数控分度转台等等。
 数控铣床上的夹具. 数控铣床上的夹具一般安装在工作台上,其形式根据被加工工件的特点可多种多样。如:通用台虎钳、数控分度转台等等。")
123
5. 刀具的选择 与普通机床加工方法相比,数控加工对刀具提出了更高的要求,不仅要求刀具的刚性好、精度高,而且要求尺寸稳定,耐用度高,断屑和排屑性能好;同时还要求安装调整方便。数控机床上所选用的刀具常采用适应高速切削的刀具材料(如高速钢、超细粒度硬质合金)并使用可转位刀片。
并使用可转位刀片。 .")
124
数控车削常用的车刀一般分尖形车刀、圆弧形车刀以及成型车刀三类。车削刀具形状与被加工表面的关系见图2-13。
(1) 车削用刀具及其选择 数控车削常用的车刀一般分尖形车刀、圆弧形车刀以及成型车刀三类。车削刀具形状与被加工表面的关系见图2-13。 图2-13 车削刀具形状与被加工表面
 车削用刀具及其选择. 数控车削常用的车刀一般分尖形车刀、圆弧形车刀以及成型车刀三类。车削刀具形状与被加工表面的关系见图2-13。 图2-13 车削刀具形状与被加工表面.")
125
0—圆弧车刀 1—切断刀 2—90°左偏刀 3—90°右偏刀 4—弯头车刀 5—直头车刀 6—成形车刀 7—宽刃精车刀 8—外螺纹车刀 9—端面车刀 10—内螺纹车刀 11—内槽车刀 12—通孔车刀 —盲孔车刀

126
1) 尖形车刀 以直线形切削刃为特征的车刀一般称为尖形车刀。这类车刀的刀尖由直线形的主副切削刃构成,如90°内外圆车刀、左右端面车刀、切槽(切断)车刀及刀尖倒棱很小的各种外圆和内孔车刀。 尖形车刀几何参数(主要是几何角度)的选择方法与普通车削时基本相同,但应结合数控加工的特点(如加工路线、加工干涉等)进行全面的考虑,并应兼顾刀尖本身的强度。 用这类车刀加工零件时,其零件的轮廓形状主要由一个独立的刀尖或一条直线形主切削刃位移后得到,它与另两类车刀加工时所得到零件轮廓形状的原理是截然不同的。 2) 圆弧形车刀 圆弧形车刀是较为特殊的数控加工用车刀。其特征是,构成主切削刃的刀刃形状为一圆度误差或轮廓误差很小的圆弧;该圆弧上的每一点都是圆弧形车刀的刀尖,因此,刀位点不在圆弧上,而在该圆弧的圆心上;车刀圆弧半径理论上与被加工零件的形状无关,并可按需要灵活确定或经测定后确认。 圆弧形车刀可以用于车削内外表面,特别适合于车削各种光滑连接(凹形)的成型面。 选择车刀圆弧半径时应考虑两点:一是车刀切削刃的圆弧半径应小于或等于零件凹形轮廓上的最小曲率半径,以免发生加工干涉;二是车刀圆弧半径不宜选择太小,否则不但制造困难,还会因刀尖强度太弱或刀体散热能力差而导致车刀损坏。 当某些尖形车刀或成型车刀(如螺纹车刀)的刀尖具有一定的圆弧形状时,也可作为这类车刀使用。
的选择方法与普通车削时基本相同,但应结合数控加工的特点(如加工路线、加工干涉等)进行全面的考虑,并应兼顾刀尖本身的强度。 用这类车刀加工零件时,其零件的轮廓形状主要由一个独立的刀尖或一条直线形主切削刃位移后得到,它与另两类车刀加工时所得到零件轮廓形状的原理是截然不同的。 2) 圆弧形车刀. 圆弧形车刀是较为特殊的数控加工用车刀。其特征是,构成主切削刃的刀刃形状为一圆度误差或轮廓误差很小的圆弧;该圆弧上的每一点都是圆弧形车刀的刀尖,因此,刀位点不在圆弧上,而在该圆弧的圆心上;车刀圆弧半径理论上与被加工零件的形状无关,并可按需要灵活确定或经测定后确认。 圆弧形车刀可以用于车削内外表面,特别适合于车削各种光滑连接(凹形)的成型面。 选择车刀圆弧半径时应考虑两点:一是车刀切削刃的圆弧半径应小于或等于零件凹形轮廓上的最小曲率半径,以免发生加工干涉;二是车刀圆弧半径不宜选择太小,否则不但制造困难,还会因刀尖强度太弱或刀体散热能力差而导致车刀损坏。 当某些尖形车刀或成型车刀(如螺纹车刀)的刀尖具有一定的圆弧形状时,也可作为这类车刀使用。")
127
3) 成型车刀 成型车刀俗称样板车刀,其加工零件的轮廓形状完全由车刀刀刃的形状和尺寸决定。数控车削加工中,常见的成型车刀有小半径圆弧车刀、非矩形车槽刀和螺纹车刀等。在数控加工中,应尽量少用或不用成型车刀,当确有必要选用时,则应在工艺文件或加工程序单上进行详细说明。 (2) 铣削用刀具及其选择
 铣削用刀具及其选择.")
128
1) 平底立铣刀(图2-14) 图2-15 粗加工铣刀直径估算 图2-14平底立铣刀
 平底立铣刀(图2-14) 图2-15 粗加工铣刀直径估算 图2-14平底立铣刀")
129
数控加工中,铣削平面零件及其内外轮廓时常用平底立铣刀,该刀具有关参数的经验数据如下:
铣刀半径RD应小于零件内轮廓面的最小曲率半径Rmin,一般取RD=(0.8~0.9)Rmin。 零件的加工高度H≤(1/4-1/6)RD,以保证刀具有足够的刚度。 粗加工内轮廓时,铣刀最大直径D可按下式计算(参见图2-15):
Rmin。 零件的加工高度H≤(1/4-1/6)RD,以保证刀具有足够的刚度。 粗加工内轮廓时,铣刀最大直径D可按下式计算(参见图2-15):")
130
式中: Rmin——轮廓的最小凹圆角半径; Δ——圆角邻边夹角等分线上的精加工余量; Δ1——精加工余量; ——圆角两邻边的最小夹角。 用平底立铣刀铣削内槽底部时,由于槽底两次走刀需要搭接,而刀具底刃起作用的半径为Re=R-r,如图2-14所示,即每次切槽的直径为d=2Re=2(R-r),故编程时应取刀具半径为Re=0.95(R-r),以避免两次走刀之间出现过高的刀痕。
,故编程时应取刀具半径为Re=0.95(R-r),以避免两次走刀之间出现过高的刀痕。")
131
对于一些立体型面和变斜角轮廓外形的加工,常用球形铣刀、环形铣刀、鼓形铣刀、锥形铣刀和盘铣刀。如图2-16所示。
2) 常用的其它铣刀 对于一些立体型面和变斜角轮廓外形的加工,常用球形铣刀、环形铣刀、鼓形铣刀、锥形铣刀和盘铣刀。如图2-16所示。 图2-16常用的其它铣刀
 常用的其它铣刀. 对于一些立体型面和变斜角轮廓外形的加工,常用球形铣刀、环形铣刀、鼓形铣刀、锥形铣刀和盘铣刀。如图2-16所示。 图2-16常用的其它铣刀.")
132
3) 标准化刀具 目前,数控机床上大多使用系列化、标准化刀具,对可转位机夹外圆车刀、端面车刀等的刀柄和刀头都有国家标准及系列化型号;对于加工中心及有自动换刀装置的机床,刀具的刀柄都已有系列化和标准化的规定,如锥柄刀具系统的标准代号为TSG—JT,直柄刀具系统的标准代号为DSG—JZ。 此外,对所选择的刀具,在使用前都需对刀具尺寸进行严格的测量以获得精确数据,并由操作者将这些数据输入到数控系统中,经程序在加工过程调用,从而加工出合格的工件。

133
① 标准化数控加工刀具从结构上可分为: a. 整体式; b. 镶嵌式,镶嵌式又可以分为焊接式和机夹式。机夹式根据刀体结构不同,又分为可转位和不转位两种; c. 减振式,当刀具的工作臂长与直径之比较大时,为了减少刀具的振动,提高加工精度,多采用此类刀具; d. 内冷式,切削液通过刀体内部由喷孔喷射到刀具的切削刃部; e. 特殊型式,如复合刀具、可逆攻螺纹刀具等。 ② 标准化数控加工刀具从制造所采用的材料上可分为: a. 高速钢刀具; b. 硬质合金刀具: c. 陶瓷刀具; d. 立方氮化硼刀具; e. 金刚石刀具: f. 涂层刀具。

134
6. 对刀点与换刀点的确定 (1) 刀位点 在进行数控加工编程时,往往是将整个刀具浓缩视为一个点,这就是“刀位点”,它是在加工上用于表现刀具位置的参照点。 一般来说,立铣刀、端铣刀的刀位点是刀具轴线与刀具底面的交点; 球头铣刀的刀位点为球心; 镗刀、车刀的刀位点为刀尖或刀尖圆弧中心; 钻头的刀位点是钻尖或钻头底面中心; (2) 对刀点 对刀操作就是要测定出在程序起点处刀具刀位点相对于机床原点以及工件原点的坐标位置,即确定对刀点(也称起刀点)。 正确选择“对刀点”的原则是: 1) 便于用数学处理和简化程序编制; 2) 在机床上找正容易,加工中便于检查; 3) 引起的加工误差小。 对刀点可以设置在零件上、夹具上或机床上,对刀点尽可能设在零件的设计基准或工艺基准上。 (3) 换刀点 换刀点则是指加工过程中需要换刀时刀具与工件的相对位置点。换刀点往往设在工件的外部,离工件有一定的换刀安全距离,以能顺利换刀、不碰撞工件和其它部件。 在铣床上,常以机床参考点为换刀点; 在加工中心上,以换刀机械手的固定位置点为换刀点; 在车床上,则以刀架远离工件的行程极限点为换刀点。
 对刀点. 对刀操作就是要测定出在程序起点处刀具刀位点相对于机床原点以及工件原点的坐标位置,即确定对刀点(也称起刀点)。 正确选择 对刀点 的原则是: 1) 便于用数学处理和简化程序编制; 2) 在机床上找正容易,加工中便于检查; 3) 引起的加工误差小。 对刀点可以设置在零件上、夹具上或机床上,对刀点尽可能设在零件的设计基准或工艺基准上。 (3) 换刀点. 换刀点则是指加工过程中需要换刀时刀具与工件的相对位置点。换刀点往往设在工件的外部,离工件有一定的换刀安全距离,以能顺利换刀、不碰撞工件和其它部件。 在铣床上,常以机床参考点为换刀点; 在加工中心上,以换刀机械手的固定位置点为换刀点; 在车床上,则以刀架远离工件的行程极限点为换刀点。")
135
7. 切削用量的选择 数控编程时,编程入员必须确定每道工序的切削用量,并以指令的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。 (1) 切削用量的选择原则 粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。 从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。 (2) 背吃刀量的确定 背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
 背吃刀量的确定 背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。")
136
确定背吃刀量的原则: 1) 在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。但在余量较大,工艺系统刚性较差或机床动力不足时,可分多次进给完成。 2) 在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。粗加工时的背吃刀量选取同前。粗加工后留0.5mm~1.0mm余量,在半精加工时切除。 3) 在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。半精加工时的背吃刀量取1.5mm~2mm。精加工时背吃刀量取0.3mm~0.5mm。
 在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。粗加工时的背吃刀量选取同前。粗加工后留0.5mm~1.0mm余量,在半精加工时切除。 3) 在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。半精加工时的背吃刀量取1.5mm~2mm。精加工时背吃刀量取0.3mm~0.5mm。")
137
(3) 进给量的确定 进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。最大进给速度受机床刚度和进给系统的性能限制。 确定进给速度的原则: 1) 当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般在100~200m/min范围内选取。 2) 在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。 3) 当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。 4) 刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。
 在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。 3) 当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。 4) 刀具空行程时,特别是远距离 回零 时,可以选择该机床数控系统设定的最高进给速度。")
138
(4) 主轴转速的确定 主轴转速应根据允许的切削速度和工件(或刀具)直径来选择。其计算公式为: 式(2-2) 式(2-2)中: v----切削速度,单位为m/min,由刀具的耐用度决定; n----主轴转速,单位为r/min; D----工件直径或刀具直径,单位为mm。 计算的主轴转速n最后要根据机床说明书选取机床有的或较接近的转速。 (5) 数控车削的切削条件
 数控车削的切削条件.")
143
8. 加工方案的确定 在进行了零件加工的工艺分析之后,就可以确定加工方案了。在确定加工方案时,首先应根据主要表面的尺寸精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法,即精加工的方法,再确定从毛坯到最终成形的加工方案。 通常对一个零件进行加工有多种加工方案,在确定加工方案时,要进行分析比较,从中选出比较好的加工方案。

144
9. 根据数控加工工艺,填写数控加工工艺卡片 为了使零件在加工过程中能及时地检验,也为了使零件的加工有序地进行,对于每个加工零件,在确定了数控加工方案之后,要制订详细的数控加工工艺,并且要填写数控加工工艺卡片,作为零件在加工过程中的工艺文件。

145
2.3 典型零件的数控加工工艺 2.3.1 车削零件的数控加工工艺 1. 最适合数控车削加工的零件。 (1) 精度要求高的回转体零件
2.3 典型零件的数控加工工艺 车削零件的数控加工工艺 1. 最适合数控车削加工的零件。 (1) 精度要求高的回转体零件 由于数控车床刚性好,制造和对刀精度高,以及能方便和精确地进行入工补偿和自动补偿,所以能加工尺寸精度要求较高的零件。在有些场合可以以车代磨。此外,数控车削的刀具运动是通过高精度插补运算和伺服驱动来实现的,再加上机床的刚性好和制造精度高,所以它能加工对母线直线度、圆度、圆柱度等形状精度要求高的零件。对于圆弧以及其它曲线轮廓,加工出的形状与图纸上所要求的几何形状的接近程度比用仿形车床要高得多。数控车削对提高位置精度特别有效,且加工质量稳定。
 精度要求高的回转体零件. 由于数控车床刚性好,制造和对刀精度高,以及能方便和精确地进行入工补偿和自动补偿,所以能加工尺寸精度要求较高的零件。在有些场合可以以车代磨。此外,数控车削的刀具运动是通过高精度插补运算和伺服驱动来实现的,再加上机床的刚性好和制造精度高,所以它能加工对母线直线度、圆度、圆柱度等形状精度要求高的零件。对于圆弧以及其它曲线轮廓,加工出的形状与图纸上所要求的几何形状的接近程度比用仿形车床要高得多。数控车削对提高位置精度特别有效,且加工质量稳定。")
146
(2) 表面粗糙度要求高的回转体零件 数控车床具有恒线速切削功能,能加工出表面粗糙度值小而均匀的零件。在材质、精车余量和刀具已定的情况下,表面粗糙度取决于进给量和切削速度。在普通车床上车削锥面和端面时,由于转速恒定不变,致使车削后的表面粗糙度不一致,只有某一直径处的粗糙度值最小。使用数控车床的恒线速切削功能,就可选用最佳线速度来切削锥面和端面,使车削后的表面粗糙度值既小又一致。数控车削还适合于车削各部位表面粗糙度要求不同的零件。粗糙度值要求大的部位选用大的进给量,要求小的部位选用小的进给量。

147
(3) 表面形状复杂的回转体零件 由于数控车床具有直线和圆弧插补功能,所以可以车削由任意直线和曲线组成的形状复杂的回转体零件。组成零件轮廓的曲线可以是数学方程式描述的曲线,也可以是列表曲线。对于由直线或圆弧组成的轮廓,直接利用机床的直线或圆弧插补功能,对于由非圆曲线组成的轮廓应先用直线或圆弧去逼近,然后再用直线或圆弧插补功能进行插补切削。

148
(4) 带特殊螺纹的回转体零件 普通车床所能车削的螺纹相当有限,它只能车等导程的直、锥面公、英制螺纹,而且一台车床只能限定加工若干种导程。数控车床不但能车削任何等导程的直、锥和端面螺纹,而且能车增导程、减导程,以及要求等导程与变导程之间平滑过渡的螺纹。数控车床车削螺纹时主轴转向不必像普通车床那样交替变换,它可以一刀又一刀不停顿地循环,直到完成,所以它车螺纹的效率很高。数控车床可以配备精密螺纹切削功能,再加上一般采用硬质合金成型刀片,以及可以使用较高的转速,所以车削出来的螺纹精度高、表面粗糙度小。

149
2. 数控车削零件加工工艺 【例2-9】:轴类零件数控车削加工工艺分析 下面以图2-17所示轴为例,介绍其数控车削加工工艺。所用机床为CJK6032-3数控车床。

150
(1) 零件图工艺分析 该零件表面由圆柱、圆锥、顺圆弧、逆圆弧及双线螺纹等表面组成。其中多个直径尺寸有较严的尺寸精度和表面粗糙度等要求;球面Sф50mm的尺寸公差还兼有控制该球面形状(线轮廓)误差的作用。尺寸标注完整,轮廓描述清楚。零件材料为45钢,无热处理和硬度要求。 通过上述分析,采取以下几点工艺措施。 1) 对图样上给定的几个精度(IT7~IT8)要求较高的尺寸,因其公差数值较小,故编程时不必取平均值,而全部取其基本尺寸即可。 2) 在轮廓曲线上,有三处为过象限圆弧,其中两处为既过象限又改变进给方向的轮廓曲线,因此在加工时应进行机械间隙补偿,以保证轮廓曲线的准确性。 3) 为便于装夹,坯件左端应预先车出夹持部分(双点划线部分),右端面也应先车出并钻好中心孔。毛坯选ф60mm棒料。
 对图样上给定的几个精度(IT7~IT8)要求较高的尺寸,因其公差数值较小,故编程时不必取平均值,而全部取其基本尺寸即可。 2) 在轮廓曲线上,有三处为过象限圆弧,其中两处为既过象限又改变进给方向的轮廓曲线,因此在加工时应进行机械间隙补偿,以保证轮廓曲线的准确性。 3) 为便于装夹,坯件左端应预先车出夹持部分(双点划线部分),右端面也应先车出并钻好中心孔。毛坯选ф60mm棒料。")
151
(2) 确定装夹方案 确定坯件轴线和左端大端面(设计基准)为定位基准。左端采用三爪自定心卡盘定心夹紧、右端采用活动顶尖支承的装夹方式。 (3) 确定加工顺序及进给路线 加工顺序按由粗到精、由近到远(由右到左)的原则确定。即先从右到左进行粗车(留0.25mm精车余量),然后从右到左进行精车,最后车削螺纹。 CJK6032-3数控车床具有粗车循环和车螺纹循环功能,只要正确使用编程指令,机床数控系统就会自行确定其进给路线,因此,该零件的粗车循环和车螺纹循环不需要入为确定其进给路线。但精车的进给路线需要入为确定,该零件是从右到左沿零件表面轮廓进给,如图2-18所示。
的原则确定。即先从右到左进行粗车(留0.25mm精车余量),然后从右到左进行精车,最后车削螺纹。 CJK6032-3数控车床具有粗车循环和车螺纹循环功能,只要正确使用编程指令,机床数控系统就会自行确定其进给路线,因此,该零件的粗车循环和车螺纹循环不需要入为确定其进给路线。但精车的进给路线需要入为确定,该零件是从右到左沿零件表面轮廓进给,如图2-18所示。")
152
图2-18轴的加工路线

153
(4) 选择刀具 1) 粗车选用硬质合金90°外圆车刀,副偏角不能太小,以防止与工件轮廓发生干涉,必要时应作图检验,本例取 Кr=35°。 ② 精车和车螺纹选用硬质合金60°外螺纹车刀,取刀尖角 εr=59°30′,取刀尖圆弧半径 rε=0.15~0.2mm。 (5) 选择切削用量 1) 粗车循环时的背吃刀量,确定为ap=3mm;精车时ap=0.25mm。 2) 主轴转速 ① 车直线和圆弧轮廓时的主轴转速 查表取粗车的切削速度 vc=90m/min,精车的切削速度 vc=120m/min,根据坯件直径(精车时取平均直径),利用式(2-2)计算,并结合机床说明书选取:粗车时,主轴转速n=500r/min;精车时,主轴转速n=1200r/min。 ② 车螺纹时的主轴转速用式(2-2)计算,取主轴转速n=320r/min。
 选择切削用量. 1) 粗车循环时的背吃刀量,确定为ap=3mm;精车时ap=0.25mm。 2) 主轴转速. ① 车直线和圆弧轮廓时的主轴转速. 查表取粗车的切削速度 vc=90m/min,精车的切削速度 vc=120m/min,根据坯件直径(精车时取平均直径),利用式(2-2)计算,并结合机床说明书选取:粗车时,主轴转速n=500r/min;精车时,主轴转速n=1200r/min。 ② 车螺纹时的主轴转速用式(2-2)计算,取主轴转速n=320r/min。")
154
3) 进给速度 先选取进给量,然后用公式v=nf计算。粗车时,选取进给量f=0.4mm/r,精车时,选取f=0.15mm/r,计算得:粗车进给速度 vf=200mm/min;精车进给速度 vf=180mm/min。车螺纹的进给量等于螺纹导程,即f=3mm/r。短距离空行程的进给速度取 vf=300mm/min。

155
(6) 编制工艺文件
 编制工艺文件")
157
【例2-11】:非圆曲面的加工工艺分析 数控车床一般只能作直线插补和圆弧插补。遇到回转轮廓是非圆曲线的零件时,数学处理的方法是用直线段或圆弧段去逼近非圆轮廓。 如图2-33所示工件,毛坯直径为φ40,选用刀具为900正偏刀。

158
图2-33 非圆零件的加工

159
(1) 工艺路线 1) 夹工件右端,车工件左端。 2) 粗精车工件左端圆柱Φ38、Φ 。 3) 调头,用三爪自定心卡盘夹信左端φ25mm处,工件伸出卡盘外30mm。 4) 车右端面 5) 粗车外圆至Φ33×25。 6) 用车锥法粗车椭圆。 7) 分别用直线、圆弧逼近法精车椭圆。 (2) 相关计算 1) 椭圆方程:(Z2/252)+(X2/162)=1 2) 直线插补点 在Z轴坐标上,以2.5mm为单位,正向等间距取点,通过椭圆方程算出相应的X坐标值,见表2-5:
 粗车外圆至Φ33×25。 6) 用车锥法粗车椭圆。 7) 分别用直线、圆弧逼近法精车椭圆。 (2) 相关计算. 1) 椭圆方程:(Z2/252)+(X2/162)=1. 2) 直线插补点. 在Z轴坐标上,以2.5mm为单位,正向等间距取点,通过椭圆方程算出相应的X坐标值,见表2-5:")
161
3) 圆弧插补点 从表2-3中可以看出,最后三点X轴数值差距较大,拟合误差也较大,所以一般在对椭圆进行拟合逼近时,通常对曲率半径较大的部分采用直线拟合计算,对曲率半径较小的部分采用圆弧拟合计算。 先用“不在一条直线上的三个点确定一个圆”的定理,求出该圆的圆心坐标和直径。 设圆心坐标为(a,b),半径为r,则由圆的方程有: (X-a)2+(Z-b)2=r2 (9.6-a)2+(20-b)2=r2 (6.97-a)2+(22.5-b)2=r2 (0-a)2+(25-b)2=r2 用待定系数法解得:a=-0.86,b=11.63,r=13.4。由此可用圆弧插补编程。
,半径为r,则由圆的方程有: (X-a)2+(Z-b)2=r2. (9.6-a)2+(20-b)2=r2. (6.97-a)2+(22.5-b)2=r2. (0-a)2+(25-b)2=r2. 用待定系数法解得:a=-0.86,b=11.63,r=13.4。由此可用圆弧插补编程。")
162
④ 拟合误差的计算 在AB两点之间取Z1=21.25,在BC两点之间取Z2=23.75,代入椭圆方程,求得X1=8.429,X2=4.996;代入圆方程,求得X1=8.407,X2=4.845。 ΔX1= =0.022,ΔX2= =0.151。 ΔX2小于轮廓精度0.2,故拟合方法能满足工件的加工要求。

163
2.3.2 铣削零件的数控加工工艺 【例2-12】:平面轮廓零件的加工工艺分析
铣削零件的数控加工工艺 【例2-12】:平面轮廓零件的加工工艺分析 对如图2-34所示纸垫落料模凸模轮廓进行加工。刀具直径为φ10,对刀号为01,切削深度为5mm,工件表面Z坐标为0。(给定毛坯为160×100×20,所有表面的粗糙度Ra为3.2)。
。")
164
a)平面轮廓图 b)加工后的立体图 图2-34 平面轮廓零件
平面轮廓图 b)加工后的立体图 图2-34 平面轮廓零件")
165
工艺分析如下: (1) 几何尺寸分析。 从平面轮廓图中知,所有尺寸的公差没有标注,即为一般公差,选用中等级(GB1804 —m),其极限偏差为:±0.3。数控机床在正常维护和操作情况下是完全可以达到的。 (2) 规划刀具路径。 根据零件表面粗糙度的要求,应有粗、精加工。 根据毛坯、刀具的直径,分二次进刀进行粗加工。留加工余量0.2mm。 加工的起刀点设置在工件轮廓外面,距工件边约10mm。并设置刀补。 为保证加工平稳不振动。起刀点与切入点在一条直线上,如图2-35。
 规划刀具路径。 根据零件表面粗糙度的要求,应有粗、精加工。 根据毛坯、刀具的直径,分二次进刀进行粗加工。留加工余量0.2mm。 加工的起刀点设置在工件轮廓外面,距工件边约10mm。并设置刀补。 为保证加工平稳不振动。起刀点与切入点在一条直线上,如图2-35。")
166
图2-35 刀具路径的规划

167
(3) 将典型零件的尺寸作如下变化:(达到IT7)
80→,40→,140→当尺寸带有公差时,必须对尺寸公差进行处理。 (4) 对尺寸公差处理的方法。 一是直接换算,将公差换算成几何尺寸,供编程和绘图用。二是用刀补值来完成对公差的处理。 平面轮廓零件的数控工艺特点是:保证轮廓的加工精度和位置要求,合理设置刀补,安排好刀具的切入与切出路线。
 对尺寸公差处理的方法。 一是直接换算,将公差换算成几何尺寸,供编程和绘图用。二是用刀补值来完成对公差的处理。 平面轮廓零件的数控工艺特点是:保证轮廓的加工精度和位置要求,合理设置刀补,安排好刀具的切入与切出路线。")
168
【例2-13】:钻孔、挖槽的加工工艺分析 如图2-36所示的槽形零件,其毛坯四周已加工(厚为20mm)。槽宽6mm,槽深2mm。 槽的表面粗糙度为Ra3.2,其余为Ra12.5。
。槽宽6mm,槽深2mm。 槽的表面粗糙度为Ra3.2,其余为Ra12.5。")
169
图2-36 槽形零件

170
该槽形零件的工艺分析如下: (1) 工艺和操作清单。 该槽形零件除了槽的加工外,还有螺纹孔的加工。其工艺安排为“钻孔→扩孔→攻螺纹→铣槽”,其工艺和操作清单见表2-6。
 工艺和操作清单。 该槽形零件除了槽的加工外,还有螺纹孔的加工。其工艺安排为 钻孔→扩孔→攻螺纹→铣槽 ,其工艺和操作清单见表2-6。")
172
(2) 钻孔 在数控机床和加工中心上钻孔都是无钻模直接钻孔。钻孔前最好用中心钻钻一个中心孔,或用一个刚性较好的短钻头划一个窝,解决铸件毛坯表面的引正。 当工件毛坯非常硬,钻头无法划窝时,可先用硬质合金立铣刀,在欲钻孔的部位先铣一个小平面,然后用中心钻钻孔,解决硬表面钻孔的引正问题。 (3) 刀具轴向进给的切入与切出距离的确定
 刀具轴向进给的切入与切出距离的确定.")
173
图2-37 钻孔的切入与切出

174
钻头钻孔如图2-37所示。钻头定位于R点,从R点以进给速度作Z向进给,钻到孔底后,快速退到R点,图中A为切入距离,λ为切出距离。刀具的轴向引入距离的经验数据为:
在已加工面上钻、镗、铰孔,A=1mm~3mm; 在毛坯表面上钻、镗、铰孔,A=5mm~8mm; 钻孔时刀具的轴向切出距离为1mm~3mm,当顶角θ=118°,切入、切出长度λ=Dcosθ/2≈0.3D。 钻孔零件的工艺特点是:准确定位,确定孔的加工方案,确定孔的轴向切入与切出距离。

175
【例2-14】:曲面零件的加工工艺分析 图2-38为某快餐盒凹模的零件图。快餐盒的主要结构是由多个曲面组成的凹型型腔,型腔四周的斜平面之间采用半径为20mm的圆弧过渡,斜平面与底平面之间采用半径为5mm的圆弧过渡,在凹模的底平面上有一个四周为斜平面的锥台。凹模上部型腔为锥面,用于压 边,模具的外形结构较为简单,为标准的长方体。

176
图2-38 快餐盒凹模

177
工艺分析如下: (1) 数控加工工艺 粗加工整个型腔,去除大部分加工余量;精加工上凹槽;精加工下凹槽;精加工底部锥台四周表面;精加工底部上表面;精加工上、下凹槽过渡平面。 (2) 工件的定位与夹紧 工件直接安装在机床工作台面上,用两块压板压紧。凹模中心为工件坐标系X、Y的原点,上表面为工件坐标系Z的零点。 (3) 刀具选择 根据工件的加工工艺,型腔粗加工选用φ20mm波刃立铣刀;上凹槽精加工采用φ20mm平底立铣刀;下凹槽精加工为φ6mm球头铣刀。底面锥台四周表面的精加工采用直径为φ4mm的平底立铣刀(因锥台直角边与底平面交线距离仅为4.113mm);用φ20mm的平底立铣刀精加工底部锥台上表面和上、下凹槽过渡平面。上下凹槽粗加工一起进行,精加工采用φ6mm的球头铣刀。
 刀具选择. 根据工件的加工工艺,型腔粗加工选用φ20mm波刃立铣刀;上凹槽精加工采用φ20mm平底立铣刀;下凹槽精加工为φ6mm球头铣刀。底面锥台四周表面的精加工采用直径为φ4mm的平底立铣刀(因锥台直角边与底平面交线距离仅为4.113mm);用φ20mm的平底立铣刀精加工底部锥台上表面和上、下凹槽过渡平面。上下凹槽粗加工一起进行,精加工采用φ6mm的球头铣刀。")
178
(4) 切削用量加工工序卡(表2-7)
 切削用量加工工序卡(表2-7)")
179
【说明】:曲面零件的工艺特点在于合理利用各种铣刀,确定合理的加工路线,以方便程序的编制。
【本章小结】 本章主要介绍了数控加工工艺的内容容及特点,着点讲解了数控加工工艺分析、安排中的注意事项,重点介绍了数控车削、数控铣削中几种典型零件的工艺分析、编制过程。 工艺分析是数控编程的前题,没有准确、合理的工艺分析及安排,就不可能编制出合格的数控加工程序,因此读者应对本章予以重视

180
第三章 数控编程基础 【学习目标】 (1) 了解数控编程中节点的计算方法。 (2) 理解数控机床坐标系及程序原理、对刀点的设定方法。
第三章 数控编程基础 【学习目标】 (1) 了解数控编程中节点的计算方法。 (2) 理解数控机床坐标系及程序原理、对刀点的设定方法。 (3) 掌握数控系统结构、标准代码的规定以及基点的计算方法
 了解数控编程中节点的计算方法。 (2) 理解数控机床坐标系及程序原理、对刀点的设定方法。 (3) 掌握数控系统结构、标准代码的规定以及基点的计算方法.")
181
3.1 数控机床的坐标系统 在数控机床上加工零件时,刀具与工件的相对运动必须在确定的坐标系中才能按规定的程序进行。数控机床的坐标系是一个十分重要的概念。每一个数控机床的编程员和操作者都必须对其有一个正确统一的理解,这样将给程序编制和使用维护带来极大的便利。否则,程序编制将发生混乱,操作时会发生事故。

182
3.1.1 坐标轴和运动方向的命名原则 1. 假定刀具运动,工件静止。
坐标轴和运动方向的命名原则 1. 假定刀具运动,工件静止。 由于机床的运动可以是刀具相对于工件的运动,也可以是工件相对于刀具的运动,所以统一规定:不带“′”的坐标表示工件固定、刀具运动的坐标;带“′”的坐标则表示刀具固定、工件运动的坐标。当运动件未确定时,都先假定刀具运动而工件静止。 标准的坐标系是一个右手笛卡尔坐标系。机床的每一个直线进给运动或圆周进给运动都定义一个坐标轴。规定对应直线运动的直角坐标系用X、Y、Z表示,常称基本坐标系。X、Y、Z轴的相互关系用右手定则确定,如图3-1所示。图中,大拇指的指向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。围绕X、Y、Z轴旋转的圆周进给坐标轴分别用A、B、C表示。根据右手螺旋法则,当大拇指分别指向+X、+Y、+Z方向时,其余手指的指向是圆周进给运动的+A、+B、+C方向。

184
根据相对运动的关系,可知: +X=-X′,+Y=-Y′,+Z=-Z′ +A=-A′,+B=-B′,+C=-C′ (+X、+Y、+Z表示三个直线进给的坐标,方向为工件固定、刀具远离工件的运动方向正方向,-X′、-Y′、-Z′方向为刀具不动,工件远离刀具的运动方向为正方向。两者运动方向正好相反。+A、+B、+C表示三个圆周进给的坐标。) 如果在基本的直角坐标X、Y、Z之外,另有轴线与坐标系中的坐标轴平行,则附加的直角坐标系为U、V、W和P、Q、R。这些附加坐标系的运动方向,可按确定基本坐标系运动方向的方法来确定。
 如果在基本的直角坐标X、Y、Z之外,另有轴线与坐标系中的坐标轴平行,则附加的直角坐标系为U、V、W和P、Q、R。这些附加坐标系的运动方向,可按确定基本坐标系运动方向的方法来确定。")
185
2. 运动方向的规定: 数控机床某一坐标轴的正方向是指工件固定、刀具远离工件的运动方向为该坐标轴的正方向。

186
3.1.2 机床坐标系的确定 1. Z坐标 只有一根主轴的机床,规定平行于主轴轴线的坐标为Z坐标。
机床坐标系的确定 1. Z坐标 只有一根主轴的机床,规定平行于主轴轴线的坐标为Z坐标。 对于没有主轴的机床,则规定垂直于工件装夹表面的坐标为Z坐标;如果机床上有几根主轴,可选垂直于工件装夹面的一根主轴作为主要主轴,Z坐标则平行于主要主轴的轴线;如果主轴能摆动,在摆动范围内只与标准坐标系中的一个坐标轴平行时,则这个坐标就是Z坐标,若摆动范围内能与基本坐标系中的多个坐标相平行时,则取垂直于工件装夹面的方向作为Z坐标的方向。 Z轴的正方向是使刀具远离工件的方向。

187
2. X坐标 在刀具旋转的机床上(如铣床、镗床等),若Z轴是水平的,则站在操作位时从刀具(主轴)向工件看,X轴的正方向指向右边;若Z轴是垂直的,则站在操作位时从主轴向立柱看,对于单立柱机床,X轴的正方向指向右边,对于双立柱机床,当从主轴向左侧立柱看时,X轴的正方向指向右边。 在工件旋转的机床上(如车床、磨床等),X轴的正方向是在工件的径向并平行于横向拖板,刀具离开工件旋转中心的方向是X轴的正方向。 在刀具和工件均不能旋转的机床上(如刨床),X轴平行于主要进给方向,并以该方向为X轴的正方向。
,X轴的正方向是在工件的径向并平行于横向拖板,刀具离开工件旋转中心的方向是X轴的正方向。 在刀具和工件均不能旋转的机床上(如刨床),X轴平行于主要进给方向,并以该方向为X轴的正方向。")
188
3. Y坐标 在确定了X、Z轴的正方向后,可按照右手法则来确定Y轴的正方向,如图3-2所示的卧式车床与立式铣床的坐标系。 机床坐标轴的方向取决于机床的类型和各组成部分的布局。对卧式车床Z轴与主轴轴线重合,正方向从主轴端指向尾座,X轴垂直于Z轴,上刀位车床与下刀位车床方向正好相反。对立式铣床而言,Z轴与主轴轴线重合,刀具远离工件的方向为正方向(+Z),X轴垂直于Z轴,并平行于工件的装卡面,如果为单立柱铣床(如华中1型ZJK7532铣床),面对刀具主轴向立柱方向看,其右运动的方向为X轴的正方向(+X),Y轴与X轴和Z轴一起构成遵循右手定则的坐标系统。
,X轴垂直于Z轴,并平行于工件的装卡面,如果为单立柱铣床(如华中1型ZJK7532铣床),面对刀具主轴向立柱方向看,其右运动的方向为X轴的正方向(+X),Y轴与X轴和Z轴一起构成遵循右手定则的坐标系统。")
189
(a)卧式车床 (b)立式铣床 图3-2数控机床坐标系示例
卧式车床 (b)立式铣床 图3-2数控机床坐标系示例")
190
对于在基本的直角坐标轴X、Y、Z之外,还有其他轴线平行于X、Y、Z轴时,则附加的直角坐标系指定为U、V、W和P、Q、R,如图3-3所示。
(a)卧式镗铣床 图3-3多轴数控机床坐标系示例 (b)六轴加工中心
卧式镗铣床. 图3-3多轴数控机床坐标系示例. (b)六轴加工中心.")
191
机床坐标系、机床零点和机床参考点 机床坐标系是机床固有的坐标系。机床坐标系的原点也称为机床原点或机床零点。这个原点在机床一经设计和制造调整后,便被确定下来,它是由生产厂家固定的点。 为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个机床参考点(机床坐标值的测量起点),机床起动时,通常要进行机动或手动回参考点,目的是建立机床坐标系。机床参考点可以与机床零点重合,也可以不重合,通过设置机床参数指定参考点到机床零点的距离。 数控机床在通电后,不论刀架位于什么位置,此时显示器上显示的X、Y、Z坐标值并不是刀架在机床坐标系中的正确坐标值,只有当完成回零操作后,则马上显示刀架中心在机床坐标系中的坐标值,此时机床坐标系才真正建立起来。通常在下列情况下要进行回零操作:
,机床起动时,通常要进行机动或手动回参考点,目的是建立机床坐标系。机床参考点可以与机床零点重合,也可以不重合,通过设置机床参数指定参考点到机床零点的距离。 数控机床在通电后,不论刀架位于什么位置,此时显示器上显示的X、Y、Z坐标值并不是刀架在机床坐标系中的正确坐标值,只有当完成回零操作后,则马上显示刀架中心在机床坐标系中的坐标值,此时机床坐标系才真正建立起来。通常在下列情况下要进行回零操作:")
192
(1) 在机床接通电源以后; (2) 当机床产生报警而复位清零以后; (3) 在机床急停以后。 然而并不是所有的数控机床在碰到上述情况都要回零,有些数控机床只需要开机回零,还有些数控机床根本不用回零。 机床坐标轴的有效行程范围是由数控系统软件限位来界定的,其值由制造商定义。机床的机械行程是各进给轴能运行的最大距离,用挡铁和限位开关设定,是机械硬限位;为确保安全,机床的进给轴都要进行有效行程的设定,机床坐标轴的有效行程范围比机械行程要短。机床零点(O)、机床参考点(M)、机床坐标轴的机械行程及有效行程的关系如图3-4所示。
、机床参考点(M)、机床坐标轴的机械行程及有效行程的关系如图3-4所示。")
193
图3-4 机床零点和机床参考点

194
工件坐标系、程序原点和对刀点 1. 工件坐标系 工件坐标系是编程人员在编程时使用的坐标系,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立,在该工件的加工过程中便一直有效,直到被新的工件坐标系所取代。 2. 对刀点 对刀点是零件程序加工的起始点,对刀的目的是确定工件坐标系原点(程序原点)在机床坐标系中的位置,对刀点可与程序原点重合,也可在任何便于对刀之处,但该点与程序原点之间必须有确定的坐标联系。
在机床坐标系中的位置,对刀点可与程序原点重合,也可在任何便于对刀之处,但该点与程序原点之间必须有确定的坐标联系。")
195
3. 工件原点偏置 在加工时,工件随夹具在机床上安装后,可通过测量某些基准面、基准线之间的距离来测量工件坐标系原点到机床原点间的距离,这个距离称为工件原点偏置。该偏置值需预存到数控系统中,在加工时,工件原点偏置值便能自动加到工件坐标系上,使数控系统可按机床坐标系来确定加工时的坐标值。因此,编程人员可以不考虑工件在机床上的安装位置,而利用数控系统的原点偏置功能,通过工件原点偏置值来补偿工件在工作台上的装夹位置误差,使用起来十分方便。机床坐标系与工件坐标系的位置关系如图3-5所示。

196
图3-5 机床坐标系与工件坐标系

197
绝对坐标与相对坐标 如果运动轨迹的终点坐标是相对于该段轨迹的运动起点来计算的坐标,称为相对坐标(或增量坐标)。如果运动轨迹的终点坐标是从某一坐标系的坐标原点计算的坐标,则称为绝对坐标。如图3-6所示,图中A、B两点,若以绝对坐标表示,坐标原点在O点,则 XA=21,YA=25;XB=8,YB=11 若以相对坐标表示,设以A点为运动起点,则B点的坐标是在以A为原点建立起来的新的坐标系内计算,即终点B的相对坐标为:XB=-13,YB=-14,其中负号表示B点在A点的X、Y轴的负向。

198
在编程时,可根据具体机床的坐标系,从编程方便(如根据图样尺寸的标注方式)出发,选用适当的坐标系及编程方式。
图3-6绝对坐标和相对坐标

199
3.2 数控加工程序的结构 数控加工零件程序是一组被传送到数控系统中去的指令和数据。 3.2.1 程序的一般结构
3.2 数控加工程序的结构 数控加工零件程序是一组被传送到数控系统中去的指令和数据。 程序的一般结构 一个零件程序是由遵循一定结构、句法和格式规则的若干个程序段组成的,而每个程序段是由若干个指令字组成的。如图3-7所示。

200
图3-7程序的结构

201
零件程序的结构组成如下: %**** 起始符 …… 程序段 M 结束符 一个零件程序必须包括起始符和结束符。 程序号:为了区别存储器中的不同程序,每个程序都要有程序编号。一般以规定的英文字母(多用O、P)或者(%)字符开头,后面跟若干数字组成。有些系统的程序号由英文字母、数字或英文、数字混合组成。 程序段:每段程序以“Enter”(回车键)、“;”号或者“LF”为结束符。程序段开始可以冠以该段的程序段号,也可以省略,程序段号由地址N及后续4位以内的数值1-9999构成,它排列的顺序可以是递增的,也可以是任意增大的,中间有间隔也无妨,在同一个程序中,程序段号不能重复。程序段前加“分号(;)”表示该程序段被注释,系统不执行此程序段。程序段前加“符号(/)”表示该程序段能被跳过,系统的跳段功能有效时不执行此程序段。 程序结束符:M30或M02 注释符:括号“()”内或分号“;”后的内容为注释文字。
或者(%)字符开头,后面跟若干数字组成。有些系统的程序号由英文字母、数字或英文、数字混合组成。 程序段:每段程序以 Enter (回车键)、 ; 号或者 LF 为结束符。程序段开始可以冠以该段的程序段号,也可以省略,程序段号由地址N及后续4位以内的数值1-9999构成,它排列的顺序可以是递增的,也可以是任意增大的,中间有间隔也无妨,在同一个程序中,程序段号不能重复。程序段前加 分号(;) 表示该程序段被注释,系统不执行此程序段。程序段前加 符号(/) 表示该程序段能被跳过,系统的跳段功能有效时不执行此程序段。 程序结束符:M30或M02. 注释符:括号 () 内或分号 ; 后的内容为注释文字。")
202
图3-7为一完整的零件加工程序。它由程序号和若干个程序段组成,每个程序段都包括了开始、内容及结束部分。程序段都以序号“N”开头,M02作为整个程序结束的字符。
每个程序段有若干个指令字,每个程序段都表示一个完整的加工工步或动作。大多数系统规定了一个程序段的字符数≤90个,90个字符对于一个程序段来说基本足够。 一个数控系统所允许的加工程序的最大长度取决于该系统中的零件程序存储区的容量。如日本的FANUC-7M系统,零件主程序存储区的最大容量为4K字节,另外还可以根据用户要求扩大存储区的容量,所以该系统可适应大型程序的编制。

203
程序段的格式 程序段格式是程序段中的字、字符和数据的安排形式,即排列书写方式和顺序。不同的数控系统往往有不同的程序段格式,格式不符合规定,则数控系统不能接受。常用的程序段格式有两类:

204
1. 地址符可变程序段格式 这种格式又称字-地址程序段格式,前面举例介绍的就是这种格式。程序段中每个字都以地址符开始,其后再跟有符号和数字,代码字的排列顺序没有严格的要求,不需要的代码字以及与上一个程序段相同的续效字可以不写。这种格式的特点是:程序简单,可读性强,易于检查,因此,现代数控机床广泛采用这种格式。 地址符可变程序段格式如下: N顺序号 G准备功能 X±坐标运动尺寸 Y±坐标运动尺寸 Z±坐标运动尺寸 F进给速度 S主轴转速 M辅助功能 附加指令 LF 例如: N120 G01 X20.9 Y-30.2 Z10.0 F120 S500 LF 每个程序段的开头是该程序段的序号,以字母N和几位(位数由数控系统决定)数字表示;接着是准备功能指令,由G和两位数字组成;再接着是坐标运动尺寸;进给速度指令、主轴转速指令、辅助功能指令等属于工艺指令;最后LF是程序段结束代码。 在程序段中,不用的字可省略不写,上一个程序段中已有的续效指令而本段又不必改变的字仍然有效,可不必重写。
数字表示;接着是准备功能指令,由G和两位数字组成;再接着是坐标运动尺寸;进给速度指令、主轴转速指令、辅助功能指令等属于工艺指令;最后LF是程序段结束代码。 在程序段中,不用的字可省略不写,上一个程序段中已有的续效指令而本段又不必改变的字仍然有效,可不必重写。")
205
2. 分隔符固定程序段格式 每个字的第一个字符为“HT”分隔符,而且每个字都是按规定的顺序出现的程序段格式称为分隔符固定程序段格式。这种格式用分隔符“HT”(在ELA中用“TAB”)代替地址符,而且预先规定了所有可能出现的字的固定排列顺序,根据分隔符出现的顺序,就可判定其功能。 例如某程序段写成分隔符固定程序段格式为: 02 HT HT01 HT10 HT50 HT HT HT150 HT300 HT12 HT03 LF 这种格式书写的程序不太直观,现在只用于功能不多的数控机床中。

206
指令字的格式 一个指令字是由地址符和带符号(如定义尺寸的字)或不带符号(如准备功能字G代码)的数字组成的。程序段中不同的指令字符及其后续数值确定了每个指令字的含义,如G00、X-20.6指令字。表3-1是数控系统指令字符一览表。
或不带符号(如准备功能字G代码)的数字组成的。程序段中不同的指令字符及其后续数值确定了每个指令字的含义,如G00、X-20.6指令字。表3-1是数控系统指令字符一览表。")
207
表3-1 数控系统指令字符一览表

208
数控编程的代码标准 关于编程代码,我国原机械工业部制定了有关的G指令和M指令的JB 标准,它与国际上使用的ISO E标准基本一致。 1. 准备功能G指令 准备功能G指令,用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作的准备工作。JB 标准中规定:G指令由字母G及其后面的二位数字组成,从G00到G99共有100种代码,如表3-2所示。 表3-2内第2栏中,标有英文小写字母的表示第一栏中对应的G代码为模态代码(又称续效代码),字母相同的为一组。模态代码的含义是;这种代码一经在一个程序段中指定,便保持有效到以后的程序段中出现同组的另一个代码时才失效,在某一程序段中一经应用某一模态G代码,如果其后续的程序段中还有相同功能的操作,且没有出现过同组的G代码时,则在后续的程序段中可以不再指定和书写这一功能代码。且同组的任意两个代码不能同时出现在一个程序段中。 表3-2中第4栏功能说明中的“不指定”代码用作将来修订标准时指定新功能之用。“永不指定”代码,说明即使将来修订标准时,也不指定新的功能。但这两类代码均可由数控系统设计者根据需要自行定义表中所列功能以外的新功能,但必须在机床使用说明书中予以说明,以便用户使用。
,字母相同的为一组。模态代码的含义是;这种代码一经在一个程序段中指定,便保持有效到以后的程序段中出现同组的另一个代码时才失效,在某一程序段中一经应用某一模态G代码,如果其后续的程序段中还有相同功能的操作,且没有出现过同组的G代码时,则在后续的程序段中可以不再指定和书写这一功能代码。且同组的任意两个代码不能同时出现在一个程序段中。 表3-2中第4栏功能说明中的 不指定 代码用作将来修订标准时指定新功能之用。 永不指定 代码,说明即使将来修订标准时,也不指定新的功能。但这两类代码均可由数控系统设计者根据需要自行定义表中所列功能以外的新功能,但必须在机床使用说明书中予以说明,以便用户使用。")
209
主子程序结构 在一个零件的加工程序中,若有一定量连续的程序段在几处完全重复出现(如在一块较大的材料上加工多个形状和尺寸相同的零件的加工程序),可将这些重复的程序段单独抽出,按一定的格式编成子程序,并存入子程序存储器中。加工程序中子程序以外的部分称为主程序。在执行主程序的过程中,如果需要,可调用子程序,并可以重复调用。某些数控系统,子程序在执行的过程中还可以调用其他的子程序,即所谓“多层嵌套”。从而大大简化编程工作,缩短了程序长度,节约了程序存储器的容量。子程序与主程序的关系举例如下: 主程序: N01 … N02 … … N11 M98 P01(调用子程序1) N28 M98 P08(调用子程序8) N□□… M30 子程序1: N01 … N□□ … M99 子程序8: N01 … 子程序的格式除有子程序名外,还要有子程序结束代码作为子程序结束并返回到主程序的指令,子程序其余部分的编写与主程序完全相同。其具体编程方法按所选用的具体机床的规定去操作。
,可将这些重复的程序段单独抽出,按一定的格式编成子程序,并存入子程序存储器中。加工程序中子程序以外的部分称为主程序。在执行主程序的过程中,如果需要,可调用子程序,并可以重复调用。某些数控系统,子程序在执行的过程中还可以调用其他的子程序,即所谓 多层嵌套 。从而大大简化编程工作,缩短了程序长度,节约了程序存储器的容量。子程序与主程序的关系举例如下: 主程序: N01 … N02 … … N11 M98 P01(调用子程序1) N28 M98 P08(调用子程序8) N□□… M30. 子程序1: N01 … N□□ … M99. 子程序8: N01 … 子程序的格式除有子程序名外,还要有子程序结束代码作为子程序结束并返回到主程序的指令,子程序其余部分的编写与主程序完全相同。其具体编程方法按所选用的具体机床的规定去操作。")
210
3.3 数控程序编制过程中的数值计算 根据零件图样,按照已确定的加工路线和允许的编程误差,计算出编程时所需要的有关各点的坐标值,称为数值计算。手工编程时,在完成工艺分析和确定进给路线以后,数值计算就成为程序编制中一个关键性的环节。作为一名编程入员,应做到对于一些由圆弧、直线组成的平面零件,能够通过数学方法(如三角函数、几何、解析几何等)手工计算出有关各点的坐标值;对于复杂零件能借助于计算机完成数值计算或直接采用计算机自动编程。
手工计算出有关各点的坐标值;对于复杂零件能借助于计算机完成数值计算或直接采用计算机自动编程。")
211
基点坐标计算 数控机床一般只有平面直线和圆弧插补功能,因此,对于由直线和圆弧组成的平面轮廓,编程时数值计算的主要任务是求各基点的坐标。 1. 基点的含义 构成零件轮廓的不同几何素线的交点和切点称为基点。如直线和直线的交点、直线和圆弧的交点或切点、圆弧和圆弧的交点或切点等。如图2-10中的A、B、C、D、E各点都是该零件轮廓上的基点。基点可以直接作为其运动轨迹的起点或终点。

212
图3-8 零件轮廓的基点

213
2. 基点的计算内容 根据直接填写加工程序单时的要求,基点直接计算的内容主要有:每条运动轨迹的起点或终点在选定坐标系中的坐标值和圆弧运动轨迹的圆心坐标值。 基点直接计算的方法比较简单,一般可根据零件图样所给已知条件由人工完成。即根据零件图样上给定的尺寸,运用代数、几何等有关知识,直接计算出数值。

214
3. 基点计算举例 现以图3-8所示的零件为例,说明平面轮廓中只有直线和圆弧两种几何元素的数值计算方法。图示零件轮廓由四段直线和一段圆弧组成,其中的A、B、C、D、E即为基点,它们的坐标值从图样尺寸可以很容易找出。C点是过B点的直线与中心为O2、半径为30mm的圆弧的切点。这个尺寸,图样上并未标注,所以要用解联立方程的方法,来找出切点C的坐标。 求C点的坐标可以用下述方法:求出直线BC的方程,然后与以O2为圆心的圆的方程联立求解。为了计算方便可将坐标原点选在B点上。

215
其中O2坐标为(80,14),可从图上尺寸直接计算出来。
过B点的直线方程为。从图上可以看出。这两个角的正切值从已知尺寸中可以很容易求出。然后将两方程联立求解 {即可求得现在C点坐标为(64.279,39.551)。换算成编程坐标系中的坐标为(64.279,51.551)。计算时,要注意将小数点以后的位数留够。
。换算成编程坐标系中的坐标为(64.279,51.551)。计算时,要注意将小数点以后的位数留够。")
216
C点也可以采用另一种求法。如果以BO2连线中点为圆心O1,以O1O2距离为半径作一圆。这个圆与以O2为圆心的圆相交于C点和另一对称点C´。将这两个圆的方程联立求解也可以求出C点的坐标。
在计算时,要注意将小数点后边的位数留够,以保证足够的精度。

217
节点坐标计算 在只有直线和圆弧插补功能的数控机床上加工零件时,有一些平面轮廓是非圆方程曲线,如渐开线、阿基米德螺线、双曲线、抛物线等。还有一些平面轮廓是用一系列实验或经验数据点表示的,没有表达轮廓形状的曲线方程(称为列表曲线)。这就使被加工的零件轮廓形状与机床的插补功能出现不一致。对于这类零件的加工就只能采用逼近法。
。这就使被加工的零件轮廓形状与机床的插补功能出现不一致。对于这类零件的加工就只能采用逼近法。")
218
1. 节点的含义 当采用不具备非圆曲线插补功能的数控机床加工非圆曲线轮廓的零件时,在加工程序的编制时,常常需要用多个直线段或圆弧段去近似代替非圆曲线,这个过程称为拟合(逼近)处理。拟合线段的交点或切点称为节点。图3-9中的G点为圆弧拟合非圆曲线的节点,图3-10中的A、B、C、D点均为直线逼近非圆曲线时的节点。
处理。拟合线段的交点或切点称为节点。图3-9中的G点为圆弧拟合非圆曲线的节点,图3-10中的A、B、C、D点均为直线逼近非圆曲线时的节点。")
219
图3-9 圆弧按拟合与节点 图3-10 直线拟合与节点

220
2. 节点的计算方法 节点计算的难度和工作量都较大,故宜通过计算机来完成;必要时,也可由人工计算完成,但这对编程者的数学处理能力要求较高。而且拟合结束后,还必须通过相应的计算,对每条拟合段的拟合误差进行分析、检验。 常用的逼近计算方法有:

221
(1) 等间距直线插补法 在一个坐标轴方向,将逼近轮廓的总增量进行等分后,按其设定节点所进行的坐标值计算方法,称为等间距法。 (2) 等插补段直线逼近法 当设定其相邻两节点间的弦长相等时,对该轮廓曲线所进行的节点坐标值的计算方法,称为等插补段法。 (3) 等误差直线逼近法 以满足各插补段的插补误差相等为条件,对轮廓曲线所进行的拟合方法,称为等误差法。该法是使每个直线段的逼近误差相等,并小于或等于所允许的误差限,所以比上面两种方法合理些,大型、复杂零件轮廓采用这种方法较合理。 (4) 圆弧逼近法 如果数控机床有圆弧插补功能,则可以用圆弧段去逼近工件的轮廓曲线,这就是圆弧逼近法。此时。需求出每段圆弧的圆心、起点、终点的坐标值及圆弧的半径等。当然,计算的依据仍然是要使每个圆弧段与工件轮廓曲线间的误差小于或等于允许的逼近误差。
 等误差直线逼近法. 以满足各插补段的插补误差相等为条件,对轮廓曲线所进行的拟合方法,称为等误差法。该法是使每个直线段的逼近误差相等,并小于或等于所允许的误差限,所以比上面两种方法合理些,大型、复杂零件轮廓采用这种方法较合理。 (4) 圆弧逼近法. 如果数控机床有圆弧插补功能,则可以用圆弧段去逼近工件的轮廓曲线,这就是圆弧逼近法。此时。需求出每段圆弧的圆心、起点、终点的坐标值及圆弧的半径等。当然,计算的依据仍然是要使每个圆弧段与工件轮廓曲线间的误差小于或等于允许的逼近误差。")
222
节点计算举例 图3-11 逼近计算示例 图3-12逼近计算示例分析

223
已知条件如图3-11所示,下面用最容易理解的等间距法对图3-12中曲率变化不大的AS曲线段进行逼近计算。
1. 分析 (1) 根据已知条件和所设定的编程坐标系,可建立轮廓曲线方程为: x2/a2 + y2/b2 = 1 式中:a——椭圆长轴 b——椭圆短轴 (2) 根据其曲线的走向位置,将轮廓曲线的总增量在横坐标轴上进行10等分后,得到B、C、G、H、N、P、Q、S和T等各节点。 (3) 将各等分点的纵坐标值按曲线的椭圆方程式进行计算后,列于表3—3。
 根据已知条件和所设定的编程坐标系,可建立轮廓曲线方程为: x2/a2 + y2/b2 = 1. 式中:a——椭圆长轴. b——椭圆短轴. (2) 根据其曲线的走向位置,将轮廓曲线的总增量在横坐标轴上进行10等分后,得到B、C、G、H、N、P、Q、S和T等各节点。 (3) 将各等分点的纵坐标值按曲线的椭圆方程式进行计算后,列于表3—3。")
224
(4) 通过以上节点坐标值的计算表,可知:S、T、U处的曲率变化较大,不宜采用直线逼近法进行计算。故考虑只在节点A到S间用直线逼近法。
(5) 在靠近Y轴处,曲线的曲率变化较小,可间隔5mm为一段进行插补。 (6) 直线拟合过程采用边逼近边分析误差的方式进行。
 在靠近Y轴处,曲线的曲率变化较小,可间隔5mm为一段进行插补。 (6) 直线拟合过程采用边逼近边分析误差的方式进行。")
225
1) 如果分析得逼近误差很小时,可将分段长度适当增大,再进行逼近误差分析,以此类推。
2) 如果逼近误差大于允许误差,则要相应缩小分段长度,再进行逼近误差分析,以此类推。 3) 如果分段长度已经很小,而逼近误差仍然大于允许误差,则要考虑改用其它插补算法,如圆弧逼近算法。
 如果逼近误差大于允许误差,则要相应缩小分段长度,再进行逼近误差分析,以此类推。 3) 如果分段长度已经很小,而逼近误差仍然大于允许误差,则要考虑改用其它插补算法,如圆弧逼近算法。")
226
2. 计算步骤 (1) 对A(x1,y1)、C(x3,y3)两点间的直线逼近 1) 由直线方程的两点式:(y—y1)/(y1—y3)=(x—x1)/(x1—x3) 可得直线AC的一般形式方程:ax+by+c = 0 式中a=y1—y3,b=x3—x1,c=y1(x1-x3)-x1(y1-y3) 利用表3-3中的数据,可求出a、b、c,得直线方程为 0.32x-5y-80=0
-x1(y1-y3) 利用表3-3中的数据,可求出a、b、c,得直线方程为. 0.32x-5y-80=0.")
227
2) 利用点B(x2,y2)到直线AC的距离公式,可近似分析逼近误差。距离d的计算公式为:d=│ax2+by2+c│/(a2+b2)1/2
3) 计算后的结果0.08mm已小于允许误差(图中所给定),故该逼近计算正确。 (2) 对C、H两点间的直线逼近 1) 建立直线CH的一般形式方程:1.02x-5y-83.5 =0 2) 按上面的点线距离公式计算得d=1.09mm 3) 因误差大大超过了允许值,故必须减小逼近的分段间隔。 (3) 减小分段间隔后,再对C、H两点间的直线逼近 1) 在C、H两点间,按椭圆方程式计算出中点R的坐标值 2) 重复上述CH段的计算过程,直到误差小于允许值 (4) 按上述方法及步骤,依次完成其余各节点的直线逼近。
 计算后的结果0.08mm已小于允许误差(图中所给定),故该逼近计算正确。 (2) 对C、H两点间的直线逼近. 1) 建立直线CH的一般形式方程:1.02x-5y-83.5 =0. 2) 按上面的点线距离公式计算得d=1.09mm. 3) 因误差大大超过了允许值,故必须减小逼近的分段间隔。 (3) 减小分段间隔后,再对C、H两点间的直线逼近. 1) 在C、H两点间,按椭圆方程式计算出中点R的坐标值. 2) 重复上述CH段的计算过程,直到误差小于允许值. (4) 按上述方法及步骤,依次完成其余各节点的直线逼近。")
228
图中SU曲线段因为曲率变化较大,若还用直线逼近的方法,则会产生较大的逼近误差,所以宜采用圆弧逼近的方法。具体方法可以查阅有关资料,在此就不详述了。
通过以上分析和计算可知,节点的计算是相当复杂的,如果节点位置选择不当,会大大增加工作量。因此,在对轮廓曲线进行分段确定节点位置时,首先要分析该曲线在编程坐标系中的位置和走向,合理选定插补算法。例如:对轮廓上曲率变化不大的部分,可选择较大间隔的等分增量;对轮廓上曲率变化较大的部分,则应选择较小间隔的等分增量,或采用圆弧插补方法。这样不仅有助于选定较少的节点数,还有助于选用合适的逼近计算方法。

229
辅助计算 1. 无刀具半径补偿功能的数值计算 在铣削加工中,是用刀具中心作为刀位点进行编程;在车削加工中,是用车刀的假想刀尖点作为刀位点,也可用刀尖圆弧半径的圆心作为刀位点进行编程。但在平面轮廓加工中,零件的轮廓形状总是由刀具切削刃部分直接参与切削形成的,因此有时编程轨迹和零件轮廓并不完全重合。对于具有刀具半径补偿功能的机床,只要在程序中加入有关的刀具补偿指令,就会在加工中进行自动偏置补偿。但对于没有刀具半径补偿功能的机床,只能在编程时作有关的补偿计算。

230
2. 增量坐标值的计算 在数值计算过程中,通常先在零件图样上设定编程坐标原点,然后按绝对坐标值计算出运动段的起点坐标及终点坐标。但在编程过程中,坐标尺寸不一定全部按绝对坐标值给出,也可以以增量方式表示,这时就要进行数值换算,其换算公式为: 增量坐标值=终点坐标值-起点坐标值 例如图3-8中已计算出C点绝对坐标为(64.279,51.551),D点的绝对坐标为(110.0,26.0)。那么D点相对于C点在X、Y坐标轴上的增量值为:
,D点的绝对坐标为(110.0,26.0)。那么D点相对于C点在X、Y坐标轴上的增量值为:")
232
3. 按进给路线进行一些辅助计算 在平面轮廓加工中,常要求刀具切向切入和切向切出。例如铣削图3-13所示内圆弧时,最好安排从圆弧过渡到圆弧的加工路线,以便提高内孔表面的加工精度,这时过渡圆弧的坐标值也要进行计算。 对边界敞开的零件,常要求从边界外进刀和退刀。例如图3-14所示,在最后单独加工中间R10圆弧时,刀具不应该从A点到B点进行加工,而应该从C点到D点进行加工。这时,应该计算C、D点的坐标,而不需要计算A、B点的坐标值。 所以,数值计算时,还应按进给路线的安排,计算出各相关点的坐标。

233
图3-13内圆弧铣削路线

234
图3-14 零件图的数值计算

235
【本章小结】 本章主要介绍了数控编程中的基础知识,包括数控机床坐标系、数控程序结构、数值计算。本章内容为后面数控车床、数控铣床和数控加工中心编程的基础,读者在学习过程中要学得扎实,为后面的编程奠定坚实的基础。

236
第四章 数控车床的编程与加工 【学习目标】 (1) 了解数控车削加工过程。
第四章 数控车床的编程与加工 【学习目标】 (1) 了解数控车削加工过程。 (2) 理解控制车床功能的基本指令、控制车削的基本指令和刀具补偿功能
 了解数控车削加工过程。 (2) 理解控制车床功能的基本指令、控制车削的基本指令和刀具补偿功能.")
237
4.1 控制车床功能的基本指令 4.1.1 控制车床硬件的基本指令 1. 控制主轴旋转的M代码 这一组M代码有:M03、M04、M05。
4.1 控制车床功能的基本指令 控制车床硬件的基本指令 1. 控制主轴旋转的M代码 这一组M代码有:M03、M04、M05。 M03启动主轴正转;M04启动主轴反转;M05停止主轴转动。主轴正转的方向,按标准为右手螺旋进入工件的方向。从主轴前端部看过去,主轴旋转为逆时针方向。不论主轴是在正转还是在反转,执行M05都能使主轴停止转动。 2. 控制冷却液开/关的M代码 这一组M代码有:M07、M08、M09。 M07开2号冷却液;M08开1号冷却液;M09关闭液却液。不论1号冷却液开还是2号冷却液开,执行M09,都能使冷却液关闭。 3. 自动换刀M代码 M06为自动换刀代码。在多刀加工的数控机床上,执行M06,机床实现自动换刀。即:主轴停转,刀具离开工件到达换刀点后按加工要求自动换刀。然后启动主轴,程序顺序往下执行。

238
4. S指令 S指令为主轴转速控制指令。有两种指令格式:一种是S**,用S和其后的两位数选择主轴速度。这个两位数是主轴转速的编码,不同编码表示主轴不同的转速级。如S12为主轴的第十二级转速。此时,机床主传动为有级变速。另一种是S****,用S和其后的四位数直接指令主轴的转速。如S2000为指令主轴转速为2000r/min,此时,机床主传动为无级变速。 指令了S代码后,主轴转与不转,是正转还是反转,转后是否停止,由控制主轴旋转的M代码决定。 在刀具旋转的机床中,主轴旋转单位一般采用r/min,但在工件旋转的机床中,可以采用m/min,此时为恒线速度控制。 S是模态指令,S指令只有在主轴速度可调时有效。 模态指令又称为续效指令。这类指令一旦在程序段中使用,便一直有效,直到在后面的程序段中出现同组另一指令(G指令)或被其它指令取消(M指令)时才失效。与上段程序中的模态指令相同时,下段程序中的同一模态指令可省略不写。不同组模态指令编在同一程序段中,不影响其续效。 非模态指令仅在其使用的程序段中有效。 S所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。所谓修调,就是主轴的实际转速按S所指令的转速的百分比变动。
或被其它指令取消(M指令)时才失效。与上段程序中的模态指令相同时,下段程序中的同一模态指令可省略不写。不同组模态指令编在同一程序段中,不影响其续效。 非模态指令仅在其使用的程序段中有效。 S所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。所谓修调,就是主轴的实际转速按S所指令的转速的百分比变动。")
239
5. T指令 T指令为选择刀具指令。指令格式:T****。用T及后面的四位数表示选择的刀具号和刀具补偿号。当机床上装有刀库时,使用该指令,使被指令的刀具处在换刀位置上。如T0202,执行该指令,将编号为T02的刀具转到换刀位,同时将刀补表中的02号刀偏值读入到数控系统中。再用换刀指令,将其交换到加工位置上。 在一个程序段中,可以指令一个T代码。刀具移动指令和T指令在同一程序段中时,指令执行的顺序由机床厂家决定。 6. F指令 F指令表示工件被加工时,刀具相对于工件的合成进给速度。指令格式:F**或F****,用F及后面的两位数或四位数表示。F的单位取决于G94(每分钟进给量mm/min,用F****指令)或G95(主轴每转一转刀具的进给量mm/r,用F**指令)。
或G95(主轴每转一转刀具的进给量mm/r,用F**指令)。")
240
控制车床软件的基本指令 1. 程序结束指令M02 M02为程序结束指令。一般放在主程序的最后一个程序段中。执行M02指令时,机床的主轴、进给、冷却液全部停止,加工结束。 2. 程序结束并返回到程序起点指令M30 M30与M02功能基本相同,只是M30指令还兼有使数控系统返回到程序源头的作用。使用M30结束程序后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。 3. 程序暂停指令M00 当数控系统执行到M00指令时,停止程序的自动运行,此时与单段程序运行相同。数控系统把前面的模态信息全部保存起来,用以停止主轴、冷却液,并停止作进一步的处理。 暂停时,可以方便操作者进行刀具和工件的测量、工件调头、手动变速等。按“循环启动”按钮,数控系统自动运行后续程序。 4. 选择暂停指令M01 M01与M00功能相同。只是M01功能是否执行,由机床操作面板上的“选择暂停”开关控制。当选择暂停开关处于ON状态时,M01指令起作用,程序暂停。若“选择暂停”开关处于OFF状态时,则M01指令在程序中不起作用。

241
4.2 控制车削的基本指令 4.2.1 单位设定G指令 1. 英制/米制单位设定指令G20、G21
4.2 控制车削的基本指令 单位设定G指令 1. 英制/米制单位设定指令G20、G21 指令格式:G20:其功能是:编程时使用的单位为英制单位。 指令格式:G21:其功能是:编程时使用的单位为米制单位。 2. 切削进给速度单位设定指令G94、G95 指令格式:G94[F ]; G95[F ]; 指令G94的功能是:刀具每分钟的进给速度。用F代码和后面的四位数值直接指令刀具每分钟的进给量。 指令G95的功能是:刀具每转的进给速度,用F代码和后面的两位数值直接指令主轴每转的进给量。使用指令G95,主轴上必须安装位置编码器。如果机床不具备车削功能,一般只用G94。 每分钟进给速度(G94)的倍率,可以用机床操作面板上的进给倍率开关调整。
的倍率,可以用机床操作面板上的进给倍率开关调整。")
242
3. 恒线速度设定G96、G97 指令格式:G96S G97S G96的功能为设定切削的线速度为恒定值。G96后面的S值为切削的恒定线速度,单位为mm/min。G97的功能之一为取消恒线速度切削,并用S值来指定主轴取消恒线速度切削后的转速,单位为r/min。若G97后无S值,则执行指令G97后,主轴转速回复到执行G96指令前的转速。 注意:使用恒线速度功能时,主轴必须能自动变速。同时在系统参数中要设定主轴的最高限速。

243
坐标系设定G指令 加工零件的编程是在工件坐标系内进行的。因此,设定工件坐标系对编程有着极其重要的作用。工件坐标系可用下述两种方法设定。

244
1. 工件坐标系设定指令G92 指令格式:G92 X Z 使用G92指令,先要在工件上选定一个特殊点作为工件坐标系的原点。同时还要在工件外选定一个特殊点作为刀具在加工之前快速靠近工件的终止点(又称为对刀点或程序原点)。G92指令后面的X、Z值为对刀点到工件坐标系原点的有向距离。由于工件坐标系的原点一旦选定后是不能改变的,因此,在执行G92指令之前,应通过对刀,确定对刀点。只有确定了对刀点,才确定了工件坐标系的原点。G92指令的功能就是建立工件坐标系的原点到刀具的对刀点之间的联系。在执行G92指令时,若刀具当前点不在对刀点上,则加工原点与程序原点不重合,加工出的产品就有误差或报废,甚至出现危险。
。G92指令后面的X、Z值为对刀点到工件坐标系原点的有向距离。由于工件坐标系的原点一旦选定后是不能改变的,因此,在执行G92指令之前,应通过对刀,确定对刀点。只有确定了对刀点,才确定了工件坐标系的原点。G92指令的功能就是建立工件坐标系的原点到刀具的对刀点之间的联系。在执行G92指令时,若刀具当前点不在对刀点上,则加工原点与程序原点不重合,加工出的产品就有误差或报废,甚至出现危险。")
245
图4-1工件坐标系G92

246
【例4-1】坐标系的设定如图4-1所示,当以工件左端面中心点为工件坐标系原点,对刀点在图示位置时,工件坐标系设定指令为:G92 X227 Z371;当以工件右端面中心点为工件坐标系原点时,工件坐标系设定指令为:G92 X227 Z71。显然,若刀具不在对刀点上,则会发生工件坐标系的移动,因此,在执行G92 X Z 前必须先对刀。 G92指令中的X、Z值一旦确定,即确定了对刀点在工件坐标系下的坐标值。 注意:执行G92指令时,刀具不产生移动。

247
图4-2工件坐标系G54~G59

248
2. 工件坐标系选择指令G54~G59 指令格式;G54 G55 G56 G57 G58 G59 G54~G59为六个工件坐标系。如图43-2所示。

249
每个工件坐标系的原点是在加工工件上选择的特殊点。各个工件坐标系原点的值,是机床坐标系中机床原点到各个工件坐标系原点的有向距离。这六个工件坐标系的原点在机床坐标系中的坐标值可用MDI方式输入,数控系统自动记忆。例如:选择G54作为工件坐标系,编程时用指令G54,而G54坐标系原点的值在编程时可以不考虑,加工时先在工件上选择一个特殊点作为工件坐标系的原点,然后通过对刀,用MDI方式将这个特殊点的值输入到数控系统中。 在G54~G59中,工件坐标系一旦选定,工件上各点的值均通过工件坐标系原点与机床坐标系建立起联系,程序与工件的位置无关,也与刀具的位置无关。更换工件时可省去重复对刀,也不需要修改程序。

250
3. 直接机床坐标系编程指令G53 G53是机床坐标系编程指令,在含有G53的程序段中,绝对值编程时的指令值是在机床坐标系中的坐标值。也就是把工件各点的值取为机床坐标系中的坐标值。用一个机床坐标系来编程和加工。

251
坐标值编程G指令 1. 绝对值编程G90与相对值编程G91 指令格式:G90 X Z G91X Z

252
绝对值编程指令G90后面的程序段中的编程值,都是相对于工件坐标系原点的编程坐标轴上的坐标值。用该坐标轴和其后的坐标值表示。如:X30、Z50等。
相对值编程指令G91后面的程序段中的编程值,都是当前编程点相对于前一个编程点的编程坐标轴上的增量值,X、Z的相对坐标值也可以用U、W来表达,但在固定循环指令中不要采用U、W这种相对坐标值表达方式。见图4-3。

253
图4-3绝对值编程G90与相对值编程G91

254
【例4-2】绝对值编程G90与相对值编程G91:在图4-3中A、B、C、D各点的坐标值编程如表3-1。

255
2. 直径方式编程G36与半径方式编程G37 指令格式:G36 G37 数控车床的工件外形通常是旋转体,其径向尺寸为X轴尺寸,可以用两种方式编程,即:G36为直径方式编程,在G36后面的程序段中的X值均为零件的直径值。G37为半径方式编程,在G37后面的程序段中的X值均为零件的半径值。见图4-4。

256
图3-4直径方式编程G36与半径方式编程G37

257
【例4-3】直径方式编程G36与半径方式编程G37编程举例见表4-2。

258
刀具定位G指令 1. 快速定位指令G00 指令格式:G00 X(U) Z(W) G00指令用于刀具快速定位。执行G00指令,刀具以数控系统默认的快速进给的速度移动到指令中X(U)、Z(W)值指定的位置。由于是快速,故只用于刀具的空行程。它的移动轨迹可以是直线,各坐标轴也可以按各自的快速进给速度移动,这时合成的轨迹通常为折线。 G00指令着眼于刀具快速移动后的刀具定位位置,对于刀具在快速移动前的位置没有要求,因此,在使用G00指令时,要防止刀具在移动过程中与工件发生碰撞。 G00指令中的快速移动速度由机床参数对各轴分别设定,不能用F 规定。 G00指令一般用于加工前的快速定位或加工后的快速退刀。
、Z(W)值指定的位置。由于是快速,故只用于刀具的空行程。它的移动轨迹可以是直线,各坐标轴也可以按各自的快速进给速度移动,这时合成的轨迹通常为折线。 G00指令着眼于刀具快速移动后的刀具定位位置,对于刀具在快速移动前的位置没有要求,因此,在使用G00指令时,要防止刀具在移动过程中与工件发生碰撞。 G00指令中的快速移动速度由机床参数对各轴分别设定,不能用F 规定。 G00指令一般用于加工前的快速定位或加工后的快速退刀。")
259
【例4-4】G00编程:见图4-5。 图4-5 G00编程

260
指令刀具快速到达D点程序段:G90 G00 X20 Z30 指令刀具快速到达B点程序段:G90 G00 X150 Z300 刀具由D点运动到B点的轨迹并非直线DB,原因在于:在执行G00指令时,各轴以各自的快速移动速度在移动,哪个轴先到达目标点,哪个轴就先停止,其他轴继续运动直至到达目标点。由于各轴的移动距离不同,不能保证各个轴同时到达目标点,所以联动轴的合成轨迹不一定是直线。

261
2. 刀具自动返回参考点指令G28 指令格式:G28 X(U) Z(W) G28指令中的X(U)、Z(W)值是选定的中间点在工件坐标系中的值。可以用绝对值指令或增量值指令,被指令的中间点坐标储存在数控系统的存储器中。编程时的中间点一般是换刀点,而参考点则是机床的坐标原点。 G28指令的动作如图4-6中的动作①、②。

262
图4-6 G28/G29指令动作

263
G28指令的轴,从A点以快速进给速度定位到中间点B,即动作①,然后再以快速进给速度定位到参考点R,即动作②。如果没有机械锁紧,该轴的参考点返回指示灯亮。不指令的轴不执行返回参考点的操作。
这个指令一般在换刀时使用,在执行该指令之前应取消刀尖半径补偿。 在G28的程序段中不仅产生坐标轴的移动指令,而且记忆了中间点B的坐标值,以供G29指令使用。 电源接通后,在没有手动返回参考点的状态下,指定G28时,从中间点自动返回参考点,与手动返回参考点相同。这时从中间点到参考点的方向就是机床参数“回参考点方向”。 G28指令仅在其规定的程序段中有效。 3、自动从参考点返回指令G29 指令格式:G29X(U) Z(W) G29指令中的X(U)、Z(W)值是选定的目标点在工件坐标系中的值。可以用绝对值指令或增量值指令,通常该指令紧跟在G28指令之后。 G29指令执行时,刀具从参考点R出发,快速到达G28指令的中间点B定位,如图4-6中的动作③,然后到达G29指令的目标点C定位,即动作④。 目标点若为增量值指令时,其值为从中间点到目标点的增量值。在程序中不必指令从中间点到参考点的移动量。 目标点一般选择在下段程序的对刀点。
 Z(W) G29指令中的X(U)、Z(W)值是选定的目标点在工件坐标系中的值。可以用绝对值指令或增量值指令,通常该指令紧跟在G28指令之后。 G29指令执行时,刀具从参考点R出发,快速到达G28指令的中间点B定位,如图4-6中的动作③,然后到达G29指令的目标点C定位,即动作④。 目标点若为增量值指令时,其值为从中间点到目标点的增量值。在程序中不必指令从中间点到参考点的移动量。 目标点一般选择在下段程序的对刀点。")
264
【例4-5】用G28、G29指令对图4-6所示的路径编程:要求由A经过中间点B并返回参考点R,然后暂停4秒再从参考点经中间点B运动到C。
参考程序如下: %3318 N1 T0101 N2 G00 X50 Z100 N3 G28 X80 Z200 N4G04 P4 N5 G29 X40 Z250 N6G00 X50 Z100 N7 M30

265
子程序调用指令M98、M99 数控车床程序的编写也可采用主、子程序的形式。数控系统按主程序的指令运行,但在主程序中遇见调用子程序的指令时,将开始按子程序的指令运行;在子程序中遇见调用结束指令时,自动返回到主程序,并重新按主程序的指令运行。 对程序中有一些顺序固定或反复出现的加工图形,可将其写成子程序,然后由主程序来调用,这样可以大大简化整个程序的编写。

266
M98指令中的P后面跟的是被调用的子程序的程序号,而L后面跟的是调用该子程序的次数。(默认值为1)。主、子程序的调用关系见图4-7。
图4-7 主、子程序调用关系

267
M99的功能就是结束子程序的运行并使数控系统返回到主程序,重新按主程序的指令运行。每个子程序的最后一条指令必须是M99。
图4-8 主、子程序编程

268
例4-6】主子程序调用编程:在图4-8中,轮廓的精加工用子程序编写,在主程序中,按轮廓的形状多次调用子程序,其参考程序如下:
O1000 N001 G92 X150.0 Z100.0; N002 M03 S800 M08; N003 G00 X35.0 Z0; N004 G01 X0 F0.3; N005 G00 X30.0 Z2.0; N006 G01 Z-55.0 F0.3; N007 G00 X150.0 Z100.0; N008 X32.0Z0T0303; N009 M98 P1500 L2; N010 G00 W-12.0; N011 G01 X0 F0.12; N012 G04 X2.0; N013 G00 X150.0 Z100.0 M09; N014 M30;

269
O1500 N101 G00 W-12.0; N102 G01 U-12.0 F0.15; N103 G04 X1.0; N104G00U12; N W-8; N106 G01 U-12 F0.15; N107 G04 X1.0; N108 G00U12; N109 M99; N010 G00 W-12.0; N011 G01 X0 F0.12; N012 G04 X2.0; N013 G00 X150.0 Z100.0 M09; N014 M30;

270
取工件左端面中心点为编程坐标原点,对刀点位置在编程坐标系中X150 Z100位置。
需要注意的是:在MDI方式下,使用子程序调用指令是无效的。

271
车削G指令及编程 1. 直线切削指令G01 指令格式:G01X(U) Z(W) F G01指令中的X(U)、Z(W)值是直线切削终点的值。用绝对值编程时是直线切削终点在工件坐标系中的坐标值;用增量值编程时是直线切削终点相对于直线切削起点的增量值。F为合成进给速度。 G01指令刀具以联动的方式,按F规定的合成进给速度,从当前位置按直线路径切削到程序段指令的终点位置。如果没有指令进给速度,就认为进给速度为零。故在G01指令中,F参数是必须要有的。

272
【例4-7】G01编程见图4-9。 (1) 绝对值编程: 选取工件右端面中心点为工件坐标系原点(精加工程序),参考程序如下: % ;程序号 G90 G36 G ;直径值绝对值编程,选G54为工件坐标系 M03 S ;启动主轴 G00 X70 Z ;刀具快速移到对刀点的位置 G01 X70 Z68 F ;刀具慢速靠近工件 G01 X-0.5 Z68 F ;车端面,切过中心线 G01 X20 Z68 C2 F ;车倒角 Z ;车φ20的圆柱 X ;车右边圆台小端 X40 Z ;车右边圆台 X60 Z ;车左边圆台 Z ;车φ60的圆柱 X ;慢速退刀 G00 Z ;快速退刀 M05 M ;主轴停,程序结束并返回程序起点

273
图4-9 G01编程图例

274
(2) 增量值编程: 选取工件右端面中心点为工件坐标系原点(精加工程序),参考程序如下: % ;程序号 G92 X70 Z ;设定坐标系,定义对刀点的位置 G00 X70 Z ;刀具快速移到对刀点的位置 G91 G ;直径值相对值编程 M03 S ;启动主轴 G00 X0 Z ;刀具快速移到车削起点 G01 X-70 Z0 F ;车端面 G01 X20 Z0 C2 F ;车倒角 G01 X0 Z-23 F ;车φ20的圆柱 X14 Z ;车右边圆台小端 X6 Z ;车右边圆台 X20 Z ;车左边圆台 X0 Z ;车φ60的圆柱 X ;慢速退刀 G00 X0 Z ;快速退刀 M05 M ;主轴停,程序结束并返回程序起点 注:增量值编程的X坐标增量也可以用U表示;增量值编程的Z坐标增量也可以用W表示。

275
(3) 混合编程 选取工件右端面中心点为工件坐标系原点(精加工程序),参考程序如下: % ;程序号 G90 G36 G ;直径值绝对值编程,选G55为工件坐标系 M03 S ;启动主轴 G00 X70 Z ;刀具快速移到车削起点 G01 Z68 F ;刀具沿Z轴进给到端面位置 G01 X-0.5 Z68 F ;车端面 G01 X20 Z68 C2 F ;车倒角 G01 U0 Z45 F ;混合编程,车φ20的圆柱 X34 W ;车右边圆台小端 X40 Z ;车右边圆台 X60 W ;车左边圆台 U0 Z ;车φ60的圆柱 G01 X70 Z ;慢速退刀 G00 X70 Z ;快速退刀 M05 M ;主轴停,程序结束并返回程序起点 注:在混合编程中的绝对坐标用X、Z,增量坐标用U、W。

276
2. 圆弧切削指令G02、G03 指令格式:G02 X(U) Z(W) I K F G02 X(U) Z(W) R F G03 X(U) Z(W) I K F G03 X(U) Z(W) R F
 Z(W) R F.")
277
(1) 切削方向 G02顺时针圆弧切削方向; G03逆时针圆弧切削方向。 切削方向的判别方法是:从与坐标平面垂直的轴的正方向向负方向看,坐标平面上的圆弧从起点到终点的移动方向是顺时针方向还是逆时针方向,如图4-10所示。
 切削方向 G02顺时针圆弧切削方向; G03逆时针圆弧切削方向。 切削方向的判别方法是:从与坐标平面垂直的轴的正方向向负方向看,坐标平面上的圆弧从起点到终点的移动方向是顺时针方向还是逆时针方向,如图4-10所示。")
278
图4-10顺时针/逆时针圆弧

279
对于上位刀(后置刀架),Y轴的正向(⊙方向)指向操作者,圆弧从起点到终点是顺时针时,用G02编程;圆弧从起点到终点是逆时针时,用G03编程;对于下位刀(前置刀架),Y轴的正向远离操作者,圆弧从起点到终点从背向看是顺时针,从正向看是逆时针时,用G02编程;圆弧从起点到终点从背向看是逆时针,从正向看是顺时针时,用G03编程。 (2) 终点位置 G02/G03指令中的X(U)、Z(W)值是圆弧切削终点的值。用绝对值指令是圆弧切削终点在工件坐标系中的坐标值;用增量值指令是圆弧切削终点相对于圆弧切削起点的增量值。当圆弧切削的终点和起点有一个坐标值相同时,有指令中可以省略这个坐标,当圆弧终点和起点的两个坐标值都相同,即整圆时,两个坐标都可以省略。 (3) 圆弧的圆心 a. 用I、K指令圆弧的圆心,见图4-11。
 终点位置. G02/G03指令中的X(U)、Z(W)值是圆弧切削终点的值。用绝对值指令是圆弧切削终点在工件坐标系中的坐标值;用增量值指令是圆弧切削终点相对于圆弧切削起点的增量值。当圆弧切削的终点和起点有一个坐标值相同时,有指令中可以省略这个坐标,当圆弧终点和起点的两个坐标值都相同,即整圆时,两个坐标都可以省略。 (3) 圆弧的圆心. a. 用I、K指令圆弧的圆心,见图4-11。")
280
a)后置刀 b)前置刀 图4-11 G02/G03参数说明
后置刀 b)前置刀 图4-11 G02/G03参数说明")
281
图中:I为圆心相对于圆弧切削起点的X坐标增量值; K为圆心相对于圆弧切削起点的Z坐标增量值。I、K始终为增量值,与X、Z值是否是增量值无关。在直径、半径编程时,I都是半径值。

282
【例4-8】G03编程。在图4-11 a)中,设O点坐标为(40,60),A点坐标为(120,40),B点坐标为(50,25),则编程时的I值为-40[(O点的X坐标-A点的X坐标)/2],编程时的K值为20(O点的Z坐标-A点的Z坐标)。圆弧的切削方向为逆时针,用G03编程。 用绝对坐标直径编程时的程序段为:G36 G90 G03 X50 Z25 I-40 K20 F100 用增量坐标半径编程时的程序段为:G37 G91 G03 U-35 W-15 I-40 K20 F100 b. 用半径R指令圆弧的圆心 过起点A和终点B的圆弧有两个,即小于180°的圆弧和大于180°的圆弧。如图4-12所示。
![【例4-8】G03编程。在图4-11 a)中,设O点坐标为(40,60),A点坐标为(120,40),B点坐标为(50,25),则编程时的I值为-40[(O点的X坐标-A点的X坐标)/2],编程时的K值为20(O点的Z坐标-A点的Z坐标)。圆弧的切削方向为逆时针,用G03编程。](http://slidesplayer.com/slide/11187551/60/images/282/%E3%80%90%E4%BE%8B4-8%E3%80%91G03%E7%BC%96%E7%A8%8B%E3%80%82%E5%9C%A8%E5%9B%BE4-11+a%29%E4%B8%AD%EF%BC%8C%E8%AE%BEO%E7%82%B9%E5%9D%90%E6%A0%87%E4%B8%BA%EF%BC%8840%EF%BC%8C60%EF%BC%89%EF%BC%8CA%E7%82%B9%E5%9D%90%E6%A0%87%E4%B8%BA%EF%BC%88120%EF%BC%8C40%EF%BC%89%EF%BC%8CB%E7%82%B9%E5%9D%90%E6%A0%87%E4%B8%BA%EF%BC%8850%EF%BC%8C25%EF%BC%89%EF%BC%8C%E5%88%99%E7%BC%96%E7%A8%8B%E6%97%B6%E7%9A%84I%E5%80%BC%E4%B8%BA-40%5B%EF%BC%88O%E7%82%B9%E7%9A%84X%E5%9D%90%E6%A0%87%EF%BC%8DA%E7%82%B9%E7%9A%84X%E5%9D%90%E6%A0%87%EF%BC%89%2F2%5D%EF%BC%8C%E7%BC%96%E7%A8%8B%E6%97%B6%E7%9A%84K%E5%80%BC%E4%B8%BA20%EF%BC%88O%E7%82%B9%E7%9A%84Z%E5%9D%90%E6%A0%87%EF%BC%8DA%E7%82%B9%E7%9A%84Z%E5%9D%90%E6%A0%87%EF%BC%89%E3%80%82%E5%9C%86%E5%BC%A7%E7%9A%84%E5%88%87%E5%89%8A%E6%96%B9%E5%90%91%E4%B8%BA%E9%80%86%E6%97%B6%E9%92%88%EF%BC%8C%E7%94%A8G03%E7%BC%96%E7%A8%8B%E3%80%82.jpg "用绝对坐标直径编程时的程序段为:G36 G90 G03 X50 Z25 I-40 K20 F100. 用增量坐标半径编程时的程序段为:G37 G91 G03 U-35 W-15 I-40 K20 F100. b. 用半径R指令圆弧的圆心. 过起点A和终点B的圆弧有两个,即小于180°的圆弧和大于180°的圆弧。如图4-12所示。")
283
图4-12 半径R指令圆弧的圆心

284
为了区分是切削哪个圆弧,对小于180°的圆弧,半径R用正值表示;对大于180°的圆弧,半径R用负值表示;对等于180°的圆弧,半径R用正值或负值均可。

285
【例4-9】R指令圆弧的圆心编程。在图4-12中,设圆弧半径R50,A点坐标(60,80)B点坐标(20,40),圆弧的切削方向为逆时针,用G03编程。
用绝对坐标直径编程时的程序段为:G36 G90 G03 X20 Z40 R50 F100 用增量坐标半径编程时的程序段为:G37 G91 G03 U-20 W-40 R50 F100 c. 整圆的圆心 切削整圆时,由于整圆的终点坐标与起点坐标重合,若用半径R指令圆心,则刀具不移动,即零度的圆弧。此时,必须用I、K指令整圆的圆心。 d. F为被编程的两个轴的合成进给速度。它是沿圆弧切线方向的速度。单位为mm/min。

287
【例4-10】圆弧切削指令编程。在图4-13中,设工件坐标系的原点在工件右端面中心点,刀具的对刀点在工件坐标系中的值为(40,5),该工件的精加工参考程序如下:
% ;程序号 G92 X40 Z ;选G92为工件坐标系,确定对刀点 M03 S ;启动主轴 G00 X0 Z ;刀具快速移动到车削起点 G01 Z0 F ;工进接触工件 G03 U24 W-24 R ;车削R15圆弧 G02 X26 Z-31 R ;车削R5圆弧 G01 Z ;车削φ26的外圆 G00 X40 Z ;刀具快速移动到对刀点 M ;主轴停 M ;程序结束并返回到程序起点 注:该程序还可以工件左端面中心点为工件坐标原点,对刀点不变来编写。 3. 倒角加工指令 (1) 直线后倒(直线)角指令 指令格式:G01X(U) Z(W) C 该指令用于加工两条相邻直线间倒(直线)角,如图4-14所示。 指令中的X(U)、Z(W)值,在绝对值编程时为没倒角前两条相邻直线的交点E的坐标值。在增量值编程时为交点E到先期加工的直线的起点A的增量值。指令中的C值为倒角终点相对于两条相邻直线的交点E的距离。实际上,C就是倒角的边长。
 直线后倒(直线)角指令. 指令格式:G01X(U) Z(W) C. 该指令用于加工两条相邻直线间倒(直线)角,如图4-14所示。 指令中的X(U)、Z(W)值,在绝对值编程时为没倒角前两条相邻直线的交点E的坐标值。在增量值编程时为交点E到先期加工的直线的起点A的增量值。指令中的C值为倒角终点相对于两条相邻直线的交点E的距离。实际上,C就是倒角的边长。")
288
4.3 刀具补偿功能 刀具补偿是补偿实际加工中所用的刀具与编程时使用的理想刀具或对刀时用的基准刀具之间的差值,这个差值的存在,使得实际加工出来的零件不符合图纸尺寸的要求,而数控加工是应该加工出高质量的零件,故在进行数控加工之前,必须进行刀具补偿。

289
刀具几何补偿和刀具磨损补偿 按图纸尺寸编程时,没有考虑刀具的几何形状和安装位置,加工时,要通过对刀来确定各个刀具的安装位置。刀具几何补偿就是把对刀时采集到的刀具数据准确地储存在刀具数据库中,然后通过程序中的刀补代码来提取并执行。刀具磨损补偿则是用于补偿当刀具使用磨损后刀具头部与原始尺寸的误差。 刀补指令用T代码表示。T代码后可跟四位数字,其中前两位数字表示刀具号,后两位数字表示刀具补偿号。如T0101,前两位数字01表示01号刀具,后两位数字01表示该刀具补偿值存放在刀具数据库中的01号存储器中。刀补值包括了几何补偿值和磨损补偿值。

290
将刀具补偿值存放在刀具数据库中的方式就是通过对刀、试切。其步骤如下:
(1) 先将机床回到零点; (2) 利用机床的MDI功能,按下“刀具偏置表”功能按键,调出刀具偏置表; (3) 用光标在刀具偏置表中选择与刀具位置号相同的刀具T代码,如1号刀具选T01,2号刀具选T02。刀位图见图4-42。
 先将机床回到零点; (2) 利用机床的MDI功能,按下 刀具偏置表 功能按键,调出刀具偏置表; (3) 用光标在刀具偏置表中选择与刀具位置号相同的刀具T代码,如1号刀具选T01,2号刀具选T02。刀位图见图4-42。")
291
图4-42刀位图

292
(4) 手动长度对刀。先试切工件端面,如编程时将工件坐标系的原点设在工件的前端面,则在选定刀具号的刀具偏置表的试切长度中填写长度值0(填写零之前刀具不得有Z轴位移),如编程时将工件坐标系的原点设在工件的后端面,则在选定刀具号的刀具偏置表的试切长度中填写工件长度值(填写工件长度值之前刀具不得有Z轴位移),系统源程序通过公式: Z机,=Z机-Z工

293
自动计算出工件原点相对于该刀刀位点的Z轴距离,如图4-43所示。
在图中,Z机,为刀具在机床零点时的刀位点到工件零点的Z轴距离,Z机为刀具在机床零点时的刀位点到工件前端面的Z轴距离,Z工为工件的长度。因为Z机是手动移动刀具时由系统储存在存储器中,所以,手动移动刀具到工件前端面并车削前端面后,再向刀具偏置表中填写工件长度值Z工,系统自动计算出工件原点相对于该刀刀位点的Z轴距离Z机,。

294
图4-43手动对刀时的Z、X值

295
(5) 手动直径对刀。用同一把刀试切工件外圆到一定长度(一般约10mm),测量已切削外圆表面的直径,在选定刀具号的刀具偏置表的试切直径中填写测量得到的直径值(填写直径值之前刀具不得有X轴位移),系统源程序通过公式: D机,=D机-D工

296
自动计算出工件原点相对于该刀刀位点的X轴距离,如图4-43所示。在图中,D机,为刀具在机床零点时的刀位点到工件零点的Z轴距离,D机为刀具在机床零点时的刀位点到工件外圆面的X轴距离,D工为工件的外圆直径。因为D机是手动移动刀具时由系统储存在存储器中,所以,手动移动刀具到工件并车削外圆面后,再向刀具偏置表中填写工件试切直径值D工,系统自动计算出工件原点相对于该刀刀位点的X轴距离D机,。 (6) 退刀换刀后,用下一把刀重复步骤(4)~(5),即可得到各刀的刀补值并保存在刀具偏置表中。
 退刀换刀后,用下一把刀重复步骤(4)~(5),即可得到各刀的刀补值并保存在刀具偏置表中。")
297
刀尖圆弧半径补偿指令G40、G41、G42 数控车床是按刀尖对刀的,因车刀的刀尖不可能绝对尖,有一个小圆弧,所以对刀时刀尖的位置是一个假想刀尖A如图4-44所示。

298
编程时按假想刀尖轨迹编程,即工件的轮廓与假想刀尖重合,车削时实际起作用的切削刃却是刀尖圆弧上的各个切点,在图中,A点为假想的刀尖,B点为刀尖圆弧的圆心,M点为外圆加工切削点,N点为端面加工切削点。由于刀具的切削点在变化,这样就会引起加工表面形状误差。 采用刀具半径补偿功能后,编程者按工件轮廓线编程,数控系统会自动计算刀心轨迹,并按刀心轨迹运动,从而消除了刀尖圆弧半径对工件形状的影响。如图4-45所示。

299
图4-45刀具半径补偿功能

300
指令格式:G40 G00 X(U) Z(W) G41 G00 X(U) Z(W) G42 G00 X(U) Z(W) G40 G01 X(U) Z(W) G41 G01 X(U) Z(W) G42 G01 X(U) Z(W)
 Z(W)")
301
指令功能:G41为刀具左补偿指令,顺着刀具切削运动的方向看,刀具在左边,工件在右边,此时刀心在工件的左边,需对刀具进行左补偿,用G41指令。G42为刀具右补偿指令,顺着刀具切削运动的方向看,刀具在右边,工件在左边,此时刀心在工件的右边,需对刀具进行右补偿,用G42指令。如图4-46所示。 G40为取消刀具半径补偿指令,使假想刀尖轨迹与编程轨迹重合。

302
图4-46左刀补、右刀补

304
【例4-30】刀尖圆弧半径补偿编程。在图4-47中,用T01号刀具,通过对刀,可以建立起工件坐标系和机床坐标系的联系,以工件的右端面为工件长度的计算起点,则工件坐标系原点为工件右端面的中心点。其参考程序如下: %3353 N1 T0101; N2 M03 S400; N3 G00 X40 Z5; N4 G00 X0; N5 G01 G42 Z0 F60; N6 G03 U24 W-24 R15; N7 G02 X26 Z-31 R5; N8 G01 Z-40; N9 G00 X30; N10 G40 X40 Z5; N11 M30;

305
4.4 华中世纪星系统数控车床编程与加工 华中世纪星数控车床操作简介 华中世纪星数控车床操作面板见图4-48所示:

306
华中世纪星数控车床编程与加工举例 【例4-31】:编制如图4-70所示螺纹特形轴的加工程序,材料为45钢,毛坯为Φ58㎜×100㎜棒材。数控车削前毛坯已粗车端面、钻好中心孔。 图4-70 编程与加工实例一

307
1. 刀具设置 1号刀:T01为粗加工刀,选90°外圆车刀;2号刀:T02为切槽刀,刀宽为3㎜;3号刀:T03为600外螺纹车刀。通过对刀,设置刀偏值。 2. 具设置 对细长轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持Φ58㎜外圆一头,使工件伸出卡盘175㎜,用顶尖顶持另一头,一次装夹完成粗精加工(注:切断时将顶尖退出)。 3. 工艺路线 (1) 粗车外圆。基本采用阶梯切削路线,粗车Φ56㎜、SΦS50㎜、Φ36㎜、M30㎜各外圆段以及锥长为10㎜的圆锥段,留1㎜的余量。 (2) 自右向左精车各外圆面:螺纹段右倒角—切削螺纹段外圆Φ30㎜—车锥长10㎜的圆锥—车Φ36㎜圆柱段—车Φ56㎜圆柱段。 (3) 车5㎜×Φ26㎜螺纹退刀槽,倒螺纹段左倒角,车锥长10㎜的圆锥以及车5㎜×φ34㎜的槽。 (4) 车螺纹。 (5) 自右向左粗车R15㎜、R25㎜、SΦ50㎜、R15㎜各圆弧面及30°的圆锥面。 (6) 自右向左精车R15㎜、R25㎜、SΦ50㎜、R15㎜各圆弧面及30°的圆锥面。 (7) 切断 4. 相关计算 1)螺纹加工余量计算 d`=d-2×0.62P=30-2×0.62×2=27.52mm。加工余量为30-27.52=2.48mm。 2)确定背吃刀量 分五次进刀,按递减规律分布:1.2mm,0.7mm,0.4mm,0.15mm,0.03mm。
。 3. 工艺路线. (1) 粗车外圆。基本采用阶梯切削路线,粗车Φ56㎜、SΦS50㎜、Φ36㎜、M30㎜各外圆段以及锥长为10㎜的圆锥段,留1㎜的余量。 (2) 自右向左精车各外圆面:螺纹段右倒角—切削螺纹段外圆Φ30㎜—车锥长10㎜的圆锥—车Φ36㎜圆柱段—车Φ56㎜圆柱段。 (3) 车5㎜×Φ26㎜螺纹退刀槽,倒螺纹段左倒角,车锥长10㎜的圆锥以及车5㎜×φ34㎜的槽。 (4) 车螺纹。 (5) 自右向左粗车R15㎜、R25㎜、SΦ50㎜、R15㎜各圆弧面及30°的圆锥面。 (6) 自右向左精车R15㎜、R25㎜、SΦ50㎜、R15㎜各圆弧面及30°的圆锥面。 (7) 切断. 4. 相关计算. 1)螺纹加工余量计算. d`=d-2×0.62P=30-2×0.62×2=27.52mm。加工余量为30-27.52=2.48mm。 2)确定背吃刀量. 分五次进刀,按递减规律分布:1.2mm,0.7mm,0.4mm,0.15mm,0.03mm。")
308
4.5 FANUC 0i系统数控车床编程与加工 FANUC 0i数控车床操作面板 FANUC 0i数控车床操作面板见图4-72

310
操作面板由四部分组成: (1) CRT显示器及软键区:是人机对话的窗口; (2) MDI键盘:由字母键、数字键、编辑键、功能键等组成,实现MDI输入。 (3) 机床操作面板:由监控灯和操作键组成,对机床和数控系统的运行模式进行设置和监控。 (4) 控制面板:由急停键、倍率键、启、停键、超程解除键等组成,实现对机床和数控系统的控制。
 控制面板:由急停键、倍率键、启、停键、超程解除键等组成,实现对机床和数控系统的控制。")
311
基本操作 1. 开机与停机 开机时,在打开数控车床电气柜总开关之前,先要检查急停键是否压下,在急停键压下的条件下,打开数控车床电气柜总开关,按启动按钮,此时机床电机和伺服控制的指示灯变亮,机床通电,CRT正常显示,完成开机。 停机时,在按停止按钮之前,先要检查急停键是否压下,在急停键压下的条件下,按停止按钮,关闭数控车床电气柜总开关,机床断电,完成停机。

312
2. 机床回零 (1) 检查急停按钮是否松开,若未松开,旋转急停按钮,将其松开。 (2) 检查操作面板上回原点指示灯是否亮,若指示灯亮,则已进入回原点模式;若指示灯不亮,则按按钮,转入回原点模式。 (3) 在回原点模式下,先将X轴回原点,按操作面板上的按钮,使X轴方向移动指示灯变亮,按,此时X轴将回原点,X轴回原点灯变亮,CRT上的X坐标变为“390.00”。同样,再按Z轴方向移动按钮,使指示灯变亮,按,此时Z轴将回原点,Z轴回原点灯变亮。此时CRT上的Z坐标变为“300.00”。回零后的CRT界面如图4-73所示。
 在回原点模式下,先将X轴回原点,按操作面板上的按钮,使X轴方向移动指示灯变亮,按,此时X轴将回原点,X轴回原点灯变亮,CRT上的X坐标变为 。同样,再按Z轴方向移动按钮,使指示灯变亮,按,此时Z轴将回原点,Z轴回原点灯变亮。此时CRT上的Z坐标变为 。回零后的CRT界面如图4-73所示。")
313
图4-73 回零后的CRT界面

314
3. 工件棒料与刀具的装夹 (1) 工件棒料的装夹 装夹工件棒料时,应使三爪自定心卡盘夹紧棒料,并有一定的夹持长度。棒料的伸出长度应考虑到零件的加工长度及必要的安全距离等。棒料的中心线尽可能与主轴中心线重合。如装夹外圆已经精车的工件,必须在工件的外圆上包一层铜皮,以防损伤外圆表面。

315
(2) 刀具的装夹 刀具的装夹与在卧式车床上装夹一样,但应注意以下几个问题: 1) 车刀不能伸出过长; 2) 刀尖应与主轴中心线等高; 3) 螺纹刀装夹时,应用螺纹样板进行装夹; 4) 切槽刀要装正,以保证两副偏角对称。
 刀具的装夹 刀具的装夹与在卧式车床上装夹一样,但应注意以下几个问题: 1) 车刀不能伸出过长; 2) 刀尖应与主轴中心线等高; 3) 螺纹刀装夹时,应用螺纹样板进行装夹; 4) 切槽刀要装正,以保证两副偏角对称。")
316
4. 导入、输入并编辑数控程序 (1) 导入数控程序 数控程序可以通过记事本或写字板等编辑软件输入并保存为文本格式文件,也可直接用FANUC 0i系统的MDI键盘输入。 1) 按操作面板上的编辑键,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的键,CRT界面转入编辑页面。再按软键“操作”,在出现的下级子菜单中按软键,可见软键“F检索”,按此软键,在弹出的对话框中选择所需的NC程序,如图3-50所示。按“打开”确认。在同一菜单级中,按软键“读入”,按MDI键盘上的数字/字母键,输入“Ox”(x为任意不超过四位的数字),按软键“执行”,则数控程序显示在CRT界面上。
 按操作面板上的编辑键,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的键,CRT界面转入编辑页面。再按软键 操作 ,在出现的下级子菜单中按软键,可见软键 F检索 ,按此软键,在弹出的对话框中选择所需的NC程序,如图3-50所示。按 打开 确认。在同一菜单级中,按软键 读入 ,按MDI键盘上的数字/字母键,输入 Ox (x为任意不超过四位的数字),按软键 执行 ,则数控程序显示在CRT界面上。")
317
2) 按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的,CRT界面转入编辑页面。点击菜单“机床/DNC传送”,在弹出的对话框中选择所需的NC程序,如图4-74所示。按“打开”确认。按软键“读入”,按MDI键盘上的数字/字母键,输入“ Ox ”( x为任意不超过四位的数字),按软键“执行”,则数控程序显示在CRT界面上。
 按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的,CRT界面转入编辑页面。点击菜单 机床/DNC传送 ,在弹出的对话框中选择所需的NC程序,如图4-74所示。按 打开 确认。按软键 读入 ,按MDI键盘上的数字/字母键,输入 Ox ( x为任意不超过四位的数字),按软键 执行 ,则数控程序显示在CRT界面上。")
318
图4-74导入数控程序对话框 注:软键在CRT界面下方,与CRT界面上的提示相对应。如图4-75。

319
图4-75 CRT界面下方的软键

320
(2) 数控程序管理 1) 显示数控程序目录 经过导入数控程序操作后,按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的,CRT界面转入编辑页面。按软键“LIB” 经过DNC传送的数控程序名显示在CRT界面上。如图4-76所示

321
图4-76 显示数控程序目录界面

322
2) 选择一个数控程序 经过导入数控程序操作后,按MDI键盘上的,CRT界面转入编辑页面。利用MDI键盘输入“ Ox” ( x为数控程序目录中显示的程序号),按键开始搜索,搜索到 “OXXXX” 后,显示在屏幕首行程序编号位置,NC程序显示在屏幕上。 3) 删除一个数控程序 按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。利用MDI键盘输入“ Ox ”( x为要删除的数控程序在目录中显示的程序号),按键,程序即被删除。
 删除一个数控程序. 按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。利用MDI键盘输入 Ox ( x为要删除的数控程序在目录中显示的程序号),按键,程序即被删除。")
323
4) 新建一个NC程序 按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的,CRT界面转入编辑页面。利用MDI键盘输入“Ox”(x为程序编号,但不可以与已有程序编号的重复)按键,CRT界面上显示一个空程序,可以通过MDI键盘开始程序输入。输入一段代码后,按键,输入域中的内容显示在CRT界面上,用回车换行键结束一行的输入后换行。
按键,CRT界面上显示一个空程序,可以通过MDI键盘开始程序输入。输入一段代码后,按键,输入域中的内容显示在CRT界面上,用回车换行键结束一行的输入后换行。")
324
5) 删除全部数控程序 按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的,CRT界面转入编辑页面。利用MDI键盘输入“O-9999”,按键,全部数控程序即被删除。
 删除全部数控程序 按操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态。按MDI键盘上的,CRT界面转入编辑页面。利用MDI键盘输入 O-9999 ,按键,全部数控程序即被删除。")
325
4.6 SIEMENS 802D系统数控车床编程与加工 4.6.1 SIEMENS 802D数控车床操作简介

326
操作面板由四部分组成: (1) CRT显示器及软键:是人机对话的窗口; (2) MDI键盘:由字母键、数字键、编辑键、功能键等组成,实现MDI输入。 (3) 机床操作面板:由监控灯和操作键组成,对机床和数控系统的运行模式进行设置和监控。 (4) 急停键:实现对机床和数控系统的紧急干预。
 急停键:实现对机床和数控系统的紧急干预。")
327
【例4-38】:编制如图4-99所示的轴类零件的加工程序。毛坯为直径60mm,长280mm的棒料,右端面已加工并钻有中心孔,材料为45钢。
4.7 典型车削零件的编程与加工 【例4-38】:编制如图4-99所示的轴类零件的加工程序。毛坯为直径60mm,长280mm的棒料,右端面已加工并钻有中心孔,材料为45钢。 图4-99典型零件的编程与加工实例一

328
1. 刀具设置 根据加工要求,考虑加工时刀具与工件不发生干涉,可用一把尖头外圆车刀(或可转位机夹外圆车刀)完成外轮廓的粗精加工(T01)。另外用(T02)宽4mm的切断刀切断工件。 2. 夹具设置 用三爪自定心卡盘夹持毛坯外圆,工件伸出卡盘外200mm,工件右端用顶尖。一次装夹完成粗精加工。 3. 工艺路线 根据零件的外形,采用有凹槽粗车复合循环进行加工。采用工件右端面中心点为工件坐标系原点。用G54作为工件坐标系。

329
【本章小结】 本章主要介绍了数控车削编程中的基础知识,包括控制车床功能的基本指令、控制车削的基本指令、刀具补偿功能。着重讲解了华中世纪星、FANUC 0i和SIEMENS 802D系统数控车床的编程与加工方法。本章是本教材的重点章节之一,读者可以根据自已的需要从上述三种常用数控系统车床编程与加工方法中有选择地学习。

330
第五章 数控铣床的编程与加工 【学习目标】 (1) 了解数控铣削加工过程。
第五章 数控铣床的编程与加工 【学习目标】 (1) 了解数控铣削加工过程。 (2) 理解控制铣床功能的基本指令、控制铣削的基本指令和刀具补偿功能
 了解数控铣削加工过程。 (2) 理解控制铣床功能的基本指令、控制铣削的基本指令和刀具补偿功能.")
331
5.1 控制铣床功能的基本指令 5.1.1控制铣床硬件的基本指令 1. 控制主轴旋转的M代码
5.1 控制铣床功能的基本指令 5.1.1控制铣床硬件的基本指令 1. 控制主轴旋转的M代码 这一组M代码有:M03、M04、M05。M03启动主轴正转;M04启动主轴反转;M05停止主轴转动。主轴正转的方向,从主轴前端看过去为逆时针方向。不论主轴是在正转还是在反转,执行M05都能使主轴停止转动。 2. 控制冷却液开/关的M代码 这一组M代码有:M07、M08、M09。M07开2号冷却液;M08开1号冷却液;M09关闭液却液。不论1号冷却液开,还是2号冷却液开,执行M09,都能使冷却液关闭。 3. S指令 S指令为主轴转速控制指令。有两种指令格式:一种是S**;用S和其后的两位数选择主轴速度。这个两位数是主轴转速级的编码,表示主轴的不同的转速级。如S12为主轴第十二级转速。此时,机床主传动为有级变速。另一种是S****;用S和其后的四位数直接指令主轴的转速。如S2000为指令主轴转速为2000r/min,此时,机床主传动为无级变速。指令了S代码后,主轴转与不转,是正转还是反转,转后是否停止由M代码决定。 在刀具旋转的机床中,主轴旋转单位一般采用r/min。 S是模态指令,S指令只有在主轴速度可调时有效。 S所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。 4. F指令 F指令表示工件被加工时,刀具相对于工件的合成进给速度。有两种指令格式:一种是F**,用F及后面的两位数表示,用指令G95(主轴每转一转刀具的进给量mm/r)。另一种是F****,用F及后面的四位数表示,用指令G94(每分钟进给量mm/min)。
。另一种是F****,用F及后面的四位数表示,用指令G94(每分钟进给量mm/min)。")
332
控制铣床软件的基本指令 1. 程序结束指令M02 M02为程序结束指令。一般放在主程序的最后一个程序段中。执行M02指令时,机床的主轴、进给、冷却液全部停止,加工结束。 2. 程序结束并返回到程序起点指令M30 M30与M02功能基本相同,只是M30指令还兼有使数控系统返回到程序源头的作用。使用M30结束程序后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。 3. 程序暂停指令M00 当数控系统执行到M00指令时,停止自动运行,把前面的模态信息全部保存起来,用以使操作人员手工停止主轴、停止冷却液,并作进一步的处理。 暂停时,可以方便操作者进行刀具和工件的测量、工件调头、手动变速等。按“循环启动”按钮,数控系统自动运行后续程序。 4. 选择暂停指令M01 M01与M00功能基本相同。只是M01功能是否执行,由机床操作面板上的“选择暂停”开关控制。当选择暂停开关处于ON状态时,则M01起作用,程序暂停。若选择暂停开关处于OFF状态时,则M01不起作用。

333
5.2 控制铣削的基本指令 5.2.1 单位设定G指令 1. 尺寸单位选择G20、G21、G22 指令格式:G20 G21 G22
5.2 控制铣削的基本指令 单位设定G指令 1. 尺寸单位选择G20、G21、G22 指令格式:G20 G21 G22 G20:编程时使用的单位为英制单位。G21:编程时使用的单位为米制单位。G22:编程时使用的单位为脉冲当量。数控系统的默认单位为米制,即为G21。这三个G代码必须在程序的开头坐标系设定之前用单独的程序段指令,不能在程序的中途切换。 2. 进给速度单位设定G94、G95 指令格式:G94[F ]; G95[F ]; 使用每分钟进给速度指令G94时,F代码后面的数值直接指令刀具每分钟的进给量。使用每转进给速度指令G95时,F代码后面的数值直接指令主轴每转的进给量。此时,主轴上必须安装位置编码器。 每分钟进给速度(G94)的倍率,可以用机床操作面板上的倍率开关调整。 3. 程序段间过渡方式指令G09、G61、G64、G04 所谓程序段间过渡,是指从前一段程序向后一段程序过渡,即程序段的转接。由于机床的实际运动滞后于数控系统的运行,当数控系统的下段程序已经启动时,机床的上一段程序的实际运动并未结束,所以在程序段转接时,会产生两个运动的叠加,当上段程序为沿一个坐标轴的移动,下段程序为沿另一个坐标轴的移动时,两轴相交处不能形成尖角。如图5-1所示。
的倍率,可以用机床操作面板上的倍率开关调整。 3. 程序段间过渡方式指令G09、G61、G64、G04. 所谓程序段间过渡,是指从前一段程序向后一段程序过渡,即程序段的转接。由于机床的实际运动滞后于数控系统的运行,当数控系统的下段程序已经启动时,机床的上一段程序的实际运动并未结束,所以在程序段转接时,会产生两个运动的叠加,当上段程序为沿一个坐标轴的移动,下段程序为沿另一个坐标轴的移动时,两轴相交处不能形成尖角。如图5-1所示。")
334
图5-1 不能尖角过渡

335
当程序段间过渡有严格要求时,可用过渡方式控制指令。
(1) 准停指令G09 指令格式:G09 有准停指令G09的程序段结束时,数控系统待指令进给速度减速到零并进行到位检查,当检查到达指令指定的位置后,系统才进入下个程序段。这样,避免了两个程序段的重叠,从而保证在工件拐角处能切出尖角棱边。 (2) 精确停止指令G61 指令格式:G61 如果程序使用了精确停止指令G61,则在G61后的各个程序段的移动指令都要准确停止在本程序段的终点,然后再继续执行下个程序段。在G61后面的每个切削进给程序段都执行到位检查。 (3) 连续切削方式指令G64 指令格式:G64 如果程序段使用了连续切削方式指令G64,则在该程序段及后面的切削进给程序段中,其终点不再进行减速和到位检查,而是在插补完成后直接进入下一个程序段。但在下列情况下,进给速度减速到零,并执行到位检查: 1) 下个程序段为定位指令G00或单方向定位指令G60。 2) 下个程序段含有准停指令G09。 3) 下个程序段没有移动指令。 (4) 暂停指令G04 指令格式:G04 P G04 X 如果程序段使用了暂停指令G04,则在该程序段的进给速度降到零时开始暂停动作,使刀具作短暂停留,以获得圆整而光滑的表面。暂停时间由P或X后面的数值确定。P的单位为ms,X的单位为s。 G04仅在其被规定的程序段中有效。
 准停指令G09. 指令格式:G09. 有准停指令G09的程序段结束时,数控系统待指令进给速度减速到零并进行到位检查,当检查到达指令指定的位置后,系统才进入下个程序段。这样,避免了两个程序段的重叠,从而保证在工件拐角处能切出尖角棱边。 (2) 精确停止指令G61. 指令格式:G61. 如果程序使用了精确停止指令G61,则在G61后的各个程序段的移动指令都要准确停止在本程序段的终点,然后再继续执行下个程序段。在G61后面的每个切削进给程序段都执行到位检查。 (3) 连续切削方式指令G64. 指令格式:G64. 如果程序段使用了连续切削方式指令G64,则在该程序段及后面的切削进给程序段中,其终点不再进行减速和到位检查,而是在插补完成后直接进入下一个程序段。但在下列情况下,进给速度减速到零,并执行到位检查: 1) 下个程序段为定位指令G00或单方向定位指令G60。 2) 下个程序段含有准停指令G09。 3) 下个程序段没有移动指令。 (4) 暂停指令G04. 指令格式:G04 P. G04 X. 如果程序段使用了暂停指令G04,则在该程序段的进给速度降到零时开始暂停动作,使刀具作短暂停留,以获得圆整而光滑的表面。暂停时间由P或X后面的数值确定。P的单位为ms,X的单位为s。 G04仅在其被规定的程序段中有效。")
336
坐标系设定G指令 加工零件的编程是在工件坐标系内进行的。因此,设定工件坐标系对编程有着极其重要的作用。工件坐标系可用下述两种方法设定。 1. 工件坐标系设定指令G92 指令格式:G92 X Y Z 式中:X、Y、Z后面的值为刀具所在的位置到工件坐标系原点的有向距离。由于工件坐标系的原点一旦选定后是不变的,因此,在执行G92指令时,刀具应移到G92指令后面的X值、Y值和Z值所规定的位置,即刀具应在对刀点上。若刀具当前点不在对刀点上,则加工原点与程序原点不重合,加工出的产品就有误差或报废,甚至出现危险。

337
图5-2 工件坐标系的设定

338
例如:图5-2所示工件坐标系的设定,程序段为G92X40Y80Z100;执行此程序段只是在工件坐标系中确定了刀具起点相对于程序原点的位置,刀具并不产生运动。执行此程序段之前必须保证刀具在对刀点上。
G92指令需要后续坐标值指定刀具当前点在工件坐标系中的位置,因此必须用一个单独的程序段。G92指令段一般放在一个零件程序的首段。 2. 工件坐标系选择指令G54~G59 指令格式;G54 G55 G56 G57 G58 G59

339
G54~G59为六个工件坐标系。如图5-3所示。 图5-3 G54~G59工件坐标系

340
这六个工件坐标系的原点值,是机床原点到各个坐标系原点的有向距离。这六个工件坐标系的原点在机床坐标系中的坐标值可用MDI方式输入,数控系统自动记忆。例如:选择G54作为工件坐标系,编程时用指令G54,而G54坐标系原点的值可通过对刀时用MDI方式输入到数控系统中。 在G54~G59中,工件坐标系一旦选定,工件上各点的值均通过工件坐标系原点与机床坐标系建立起联系,零件程序与工件的位置无关,也与刀具的位置无关。更换工件时可省去重复对刀,也不需要修改程序。

341
图5-4 局部坐标系

342
3. 局部坐标系设定指令G52 指令格式:G52 X Y Z G52后面的坐标值为局部坐标系的原点在工件坐标系中的坐标值。如图5-4所示。 编程时,若对某部分图形再用一个坐标系来描述更简单,即可用局部坐标系设定指令G52。 G52指令能在所有的工件坐标系(G54~G59)内形成子坐标系。含有G52指令的程序段中,绝对值编程(G90)时的移动指令就是在该局部坐标系中的坐标值。G52指令仅在其被规定的程序段中有效。 在工件坐标系内若要变更局部坐标系,可用G52指令在工件坐标系中设定新的局部坐标系原点。 在缩放及坐标系旋转状态下,不能使用G52指令,但在G52指令后能进行缩放及坐标系旋转。 4. 直接机床坐标系编程指令G53 指令格式:G53 G53是机床坐标系编程,在含有G53的程序段中,绝对值编程时的指令值是工件在机床坐标系中的坐标值。也就是把工件各点的值取为机床坐标系中的坐标值。只用一个机床坐标系来编程和加工。
内形成子坐标系。含有G52指令的程序段中,绝对值编程(G90)时的移动指令就是在该局部坐标系中的坐标值。G52指令仅在其被规定的程序段中有效。 在工件坐标系内若要变更局部坐标系,可用G52指令在工件坐标系中设定新的局部坐标系原点。 在缩放及坐标系旋转状态下,不能使用G52指令,但在G52指令后能进行缩放及坐标系旋转。 4. 直接机床坐标系编程指令G53. 指令格式:G53. G53是机床坐标系编程,在含有G53的程序段中,绝对值编程时的指令值是工件在机床坐标系中的坐标值。也就是把工件各点的值取为机床坐标系中的坐标值。只用一个机床坐标系来编程和加工。")
343
坐标值编程G指令 1. 绝对值编程G90 指令格式:G90X Y Z 2. 相对值编程G91 指令格式:G91X Y Z

344
图5-6 相对值编程G91 图5-5 绝对值编程G90

345
绝对值编程指令G90后面的编程坐标值,都是相对于工件坐标系原点的编程坐标轴上的坐标值。用该坐标轴和其后的坐标值表示。如:G90X30Y30Z40等。如图5-5所示。
相对值编程指令G91后面的编程值,都是当前编程点相对于前一个编程点的编程坐标轴上的增量值。用U表示X轴方向的增量值;用V表示Y轴方向的增量值;用W表示Z轴方向的增量值。如:G91U30V30W50等。如图5-6所示。注意:此程序段执行时,与刀具是否移动无关。

346
坐标平面选择G指令 数控系统的圆弧插补和刀具半径补偿都是在坐标平面中进行的,因此,在加工前,必须选择坐标平面。 指令格式:G17 G18 G19 G17选择XY平面;G18选择XZ平面;G19选择YZ平面;如图5-7所示。

347
图5-7 坐标平面选择指令G17、G18、G19

348
定位G指令 1. 快速定位指令G00 指令格式:G00 X(U) Y(V) Z(W) G00指令用于刀具的快速定位。执行G00指令,刀具以快速进给的速度移动到指令中X(U)、Y(V)、Z(W)值指定的位置。由于是快速,故只用于空行程。它的移动轨迹可以是直线,也可以是按各轴各自的快速进给速度移动,这时合成的轨迹通常为折线。 G00指令着眼于刀具快速移动后的刀具位置,对于刀具在快速移动前的位置没有要求,因此,在使用G00指令时,要防止刀具在移动过程中与工件发生碰撞。 G00指令中的快速移动速度由机床参数对各轴分别设定,不能用F 规定。 G00指令一般用于加工前的快速定位或加工后的快速退刀。
、Y(V)、Z(W)值指定的位置。由于是快速,故只用于空行程。它的移动轨迹可以是直线,也可以是按各轴各自的快速进给速度移动,这时合成的轨迹通常为折线。 G00指令着眼于刀具快速移动后的刀具位置,对于刀具在快速移动前的位置没有要求,因此,在使用G00指令时,要防止刀具在移动过程中与工件发生碰撞。 G00指令中的快速移动速度由机床参数对各轴分别设定,不能用F 规定。 G00指令一般用于加工前的快速定位或加工后的快速退刀。")
349
【例5-1】G00指令应用于快速定位。图5-8:

350
在图5-8中,设A点坐标为(30,30,20),B点坐标为(60,60,50),C点坐标为(90,90,80),A点为刀具的快速定位点。
当刀具在B点时,执行程序段G90G00X30Y30Z20,刀具由B点快速到达A点。执行程序段G91G00U-30V-30W-30,刀具同样由B点快速到达A点。 当刀具在C点时,执行程序段G90G00X30Y30Z20,刀具由C点快速到达A点。执行程序段G91G00U-60V-60W-60,刀具同样由C点快速到达A点。

351
【例5-2】G00指令应用于快速退刀,如图5-9: 图5-9 快速退刀G00

352
在图5-9中,设A点坐标为(30,30,20),B点坐标为(60,60,50),C点坐标为(90,90,80)。
当刀具在A点,B点为快速退刀点时,执行程序段G90G00X60Y60Z50,刀具由A点快速到达B点。执行程序段G91G00U30V30W30,刀具同样由A点快速到达B点。 当刀具在A点,C点为快速退刀点时,执行程序段G90G00X90Y90Z80,刀具由A点快速到达C点。执行程序段G91G00U60V60W60,刀具同样由A点快速到达C点。 2. 单方向定位指令G60 指令格式:G60 X(U) Y(V) Z(W) 指令中的坐标值为单方向定位终点的坐标值。在G90时的X、Y、Z为定位终点在工件坐标系中的坐标值。在G91时的U、V、W为定位终点相对于刀具当前点的位移量。 在单方向定位时,每一轴的定位方向是由机床参数确定的。执行G60指令时,刀具先以G00的速度快速定位到一个中间点,然后以一个固定速度移动到定位终点。中间点与定位终点的距离是一常量,由机床参数决定,且从中间点到定位终点的方向即为单方向定位指令G60的定位方向。 G60指令仅在其被规定的程序段中有效。
 Y(V) Z(W) 指令中的坐标值为单方向定位终点的坐标值。在G90时的X、Y、Z为定位终点在工件坐标系中的坐标值。在G91时的U、V、W为定位终点相对于刀具当前点的位移量。 在单方向定位时,每一轴的定位方向是由机床参数确定的。执行G60指令时,刀具先以G00的速度快速定位到一个中间点,然后以一个固定速度移动到定位终点。中间点与定位终点的距离是一常量,由机床参数决定,且从中间点到定位终点的方向即为单方向定位指令G60的定位方向。 G60指令仅在其被规定的程序段中有效。")
353
3. 自动返回到参考点指令G28 指令格式:G28 X(U) Y(V) Z(W) 图5-10 G28、G29指令的动作
 Y(V) Z(W) 图5-10 G28、G29指令的动作")
354
使用G28指令时,先要选定中间点。G28指令中的X(U)、Y(V)、Z(W)值是选定的中间点在工件坐标系中的值,不是机床参考点的值。G28指令可以用绝对值指令或增量值指令编程,被指令的中间点坐标值储存在存储器中。编程时一般选换刀点作为中间点。 G28指令的动作如图5-10所示。G28指令的轴,从A点以快速进给速度定位到中间点B,即动作①,然后再以快速进给速度定位到参考点R,即动作②。如果没有机械锁紧,该轴的参考点返回指示灯亮。不指令的轴不执行返回参考点的操作。 这个指令一般在换刀时使用,在执行该指令之前应取消刀具半径补偿。 在G28的程序段中不仅产生坐标轴的移动指令,而且记忆了中间点的坐标值,以供G29指令使用。 电源接通后,在没有手动返回参考点的状态下,指定G28时,从中间点自动返回到参考点,与手动返回参考点相同。这时从中间点到参考点的方向就是机床参数“回参考点方向”设定的方向。G28指令仅在其规定的程序段中有效。

355
4. 自动从参考点返回指令G29 指令格式:G29 X(U) Y(V) Z(W) 使用G29指令时,要先选定目标点。G29指令中的X(U)、Y(V)、Z(W)值是选定的目标点在工件坐标系中的值。可以用绝对值指令或增量值指令,通常该指令紧跟在G28指令之后。G29指令中的目标点一般是下段程序的切削起点。 G29指令执行时,刀具从参考点R出发,快速到达G28指令的中间点B定位,如图5-10中的动作③,然后到达G29指令的目标点C,即动作④。 目标点若为增量值指令时,其值为从中间点到目标点的增量值。由于中间点到参考点的有向距离被系统储存在存储器中,故在程序中不必指令从中间点到参考点的移动量。
、Y(V)、Z(W)值是选定的目标点在工件坐标系中的值。可以用绝对值指令或增量值指令,通常该指令紧跟在G28指令之后。G29指令中的目标点一般是下段程序的切削起点。 G29指令执行时,刀具从参考点R出发,快速到达G28指令的中间点B定位,如图5-10中的动作③,然后到达G29指令的目标点C,即动作④。 目标点若为增量值指令时,其值为从中间点到目标点的增量值。由于中间点到参考点的有向距离被系统储存在存储器中,故在程序中不必指令从中间点到参考点的移动量。")
356
子程序调用指令M98、M99 数控铣床程序的编写也可采用主、子程序的形式。数控系统按主程序的指令运行,但在主程序中遇见调用子程序的指令时,数控系统将开始按子程序的指令运行;在子程序中遇见调用结束指令时,自动返回到调用该子程序的主程序,并重新按主程序的指令运行。 编程时,对程序中有一些顺序固定或反复出现的加工图形,可将其写成子程序,然后由主程序来调用,这样可以极大地简化整个程序的编写。

357
M98指令中的P后面跟的是被调用的子程序号,而L后面跟的是调用该子程序的次数。(默认值为1)。主、子程序的调用关系见图5-11。
图5-11主、子程序的调用关系

358
在编写程序时,主、子程序必须写在同一个文件中,并且都是以字母“O”开头,以“O
2. 子程序结束指令M99 M99的功能就是在子程序中结束子程序的运行并使数控系统返回到调用该子程序的主程序中,重新按主程序的指令运行。每个子程序的最后一条指令必须是M99作程序的结束行,一个子程序可被主程序多次调用。 需要注意的是:在MDI方式下,使用子程序调用指令是无效的。

359
1. 直线切削指令G01 指令格式:G01 X(U) Y(V) Z(W) F G01指令中的X(U)、Y(V)、Z(W)值是直线切削终点的值。用绝对值编程时是切削终点在工件坐标系中的坐标值;用增量值编程时是切削终点相对于切削起点的增量值。F为合成进给速度。 G01指令刀具以联动的方式,按F规定的合成进给速度,从当前位置按直线路径切削到程序段指令值所指定的终点。如果没有指令进给速度,就认为进给速度为零。

360
【例5-3】G01绝对值编程,如图5-12。 图 G01编程

361
在图5-12中,设A点坐标为(30,30,20),B点坐标为(60,60,50),C点坐标为(90,90,80),D点坐标为(40,55,70),E点坐标为(55,10,60)。
A点为直线切削终点,是G01编程的目标点。 当刀具在B点时,执行程序段G90G01X30Y30Z20,刀具由B点到达A点。 当刀具在C点时,执行程序段G90G01X30Y30Z20,刀具由C点到达A点。 当刀具在D点时,执行程序段G90G01X30Y30Z20,刀具由D点到达A点。 当刀具在E点时,执行程序段G90G01X30Y30Z20,刀具由E点到达A点。

362
【例5-4】G01增量值编程。 在图5-12中,设已知A、B、C、D、E点的坐标。A点为直线切削终点,是G01编程的目标点。 当刀具在B点时,执行程序段G91G01U-30V-30W-30,刀具由B点到达A点。 当刀具在C点时,执行程序段G91G01U-60V-60W-60,刀具由C点到达A点。 当刀具在D点时,执行程序段G91G01U-10V-25W-50,刀具由D点到达A点。 当刀具在E点时,执行程序段G91G01U-25V20W-40,刀具由E点到达A点。

363
【例5-5】G01混合值编程。 在图5-12中,设已知A、B、C、D、E点的坐标。A点为直线切削终点,是G01编程的目标点。 当刀具在B点时,执行程序段G90G01X30Y30Z20,刀具由B点到达A点。 当刀具在B点时,执行程序段G91G01X-30Y-30Z-30,刀具同样由B点到达A点。 当刀具在C点时,执行程序段G90G01X30Y30Z20,刀具由C点到达A点。 当刀具在C点时,执行程序段G91G01X-60Y-60Z-60,刀具同样由C点到达A点。 当刀具在D点时,执行程序段G90G01X30Y30Z20,刀具由D点到达A点。 当刀具在D点时,执行程序段G91G01X-10Y-15Z-50,刀具同样由D点到达A点。 当刀具在E点时,执行程序段G90G01X30Y30Z20,刀具由E点到达A点。 当刀具在E点时,执行程序段G91G01X-25Y200Z-40,刀具同样由E点到达A点。

364
2. 圆弧切削指令G02或G03 指令格式: 在XY平面内的圆弧:G17G02X(U) Y(V) I J F G17G02X(U) Y(V) R F G17G03X(U) Y(V) I J F G17G03X(U) Y(V) R F 在XZ平面内的圆弧:G18G02X(U) Z(W) I K F G18G02X(U) Z(W) R F G18G03X(U) Z(W) I K F G18G03X(U) Z(W) R F 在YZ平面内的圆弧:G19G02 Y(V) Z(W) J K F G19G02 Y(V) Z(W) R F G19G03 Y(V) Z(W) J K F G19G03 Y(V) Z(W) R F
 Y(V) R F. 在XZ平面内的圆弧:G18G02X(U) Z(W) I K F. G18G02X(U) Z(W) R F. G18G03X(U) Z(W) I K F. G18G03X(U) Z(W) R F. 在YZ平面内的圆弧:G19G02 Y(V) Z(W) J K F. G19G02 Y(V) Z(W) R F. G19G03 Y(V) Z(W) J K F. G19G03 Y(V) Z(W) R F.")
365
(1) 切削方向 G02顺时针圆弧切削方向; G03逆时针圆弧切削方向。 切削方向的判别方法是:从坐标平面垂直轴的正方向往负方向看,坐标平面上的圆弧从起点到终点的移动方向是顺时针方向用G02编程;是逆时针方向,用G03编程。如图5-13所示。
 切削方向 G02顺时针圆弧切削方向; G03逆时针圆弧切削方向。 切削方向的判别方法是:从坐标平面垂直轴的正方向往负方向看,坐标平面上的圆弧从起点到终点的移动方向是顺时针方向用G02编程;是逆时针方向,用G03编程。如图5-13所示。")
366
图5-13 G02/G03的圆弧切削方向

367
(2) 终点位置 X(U)、Y(V)、Z(W)中的两轴,G17时为X、Y,G18时为X、Z, G19时为Y、Z,其值是圆弧切削终点的值。用绝对值指令是圆弧终点在工件坐标系中的坐标值;用增量值指令是圆弧终点相对于圆弧起点的增量值。当圆弧终点和起点的一个坐标值相同时,在指令中可以省略这个相同的坐标值,当圆弧终点和起点的两个坐标值相同,即整圆时,两个坐标值都可以省略。
、Y(V)、Z(W)中的两轴,G17时为X、Y,G18时为X、Z, G19时为Y、Z,其值是圆弧切削终点的值。用绝对值指令是圆弧终点在工件坐标系中的坐标值;用增量值指令是圆弧终点相对于圆弧起点的增量值。当圆弧终点和起点的一个坐标值相同时,在指令中可以省略这个相同的坐标值,当圆弧终点和起点的两个坐标值相同,即整圆时,两个坐标值都可以省略。")
368
(3) 圆弧的圆心 1) 用I、J、K指令圆弧的圆心 如图5-14所示,G17时为I、J,G18时为I、K,G19时为J、K,其值为增量值,即是圆心相对于圆弧的起点的坐标增量值。I、J、K始终为增量值,与X、Y、Z值是否是增量值无关。

369
图5-14 I、J、K指令圆弧的圆心

370
2) 用半径R指令圆弧的圆心 过起点和终点的圆弧可以有两个,即小于180°的圆弧和大于180°的圆弧。如图5-15所示,为了区分是指令哪个圆弧,对小于180°的圆弧,半径R用正值表示;对大于180°的圆弧,半径R用负值表示;对等于180°的圆弧,半径R用正值或负值均可。
 用半径R指令圆弧的圆心 过起点和终点的圆弧可以有两个,即小于180°的圆弧和大于180°的圆弧。如图5-15所示,为了区分是指令哪个圆弧,对小于180°的圆弧,半径R用正值表示;对大于180°的圆弧,半径R用负值表示;对等于180°的圆弧,半径R用正值或负值均可。")
371
图5-15 半径R指令圆弧的圆心

372
【例5-6】半径R指令圆弧的圆心编程。 在图5-15中,对于圆心为O的圆弧,用G90编程时,G90G02X0Y30R30F100。 用G91编程时,G91G02X30Y30R30F100。 对于圆心为O1的圆弧,用G90编程时,G90G02X0Y30R-30F100。 用G91编程时,G91G02X30Y30R-30F100。

373
3) 整圆的圆心 切削整圆时,由于整圆的终点坐标与起点坐标重合,若用半径R指令圆心,则刀具不移动,即零度的圆弧。此时,必须用I、J或K指令整圆的圆心,如图5-16所示。
 整圆的圆心 切削整圆时,由于整圆的终点坐标与起点坐标重合,若用半径R指令圆心,则刀具不移动,即零度的圆弧。此时,必须用I、J或K指令整圆的圆心,如图5-16所示。")
374
图5-16 整圆的圆心

375
【例5-7】整圆编程。在图5-16中,整圆O1的圆心为(-30,30),以A点为整圆的切削起点和切削终点,按顺时针方向切削,则:I=0,J=-30。
用G90编程有:G90G02X-30Y0I0J-30F100或G90G02J-30F100。 用G91编程有:G91G02X0Y0I0J-30F100或G91G02J-30F100 若I、J或K与R同时指令圆心时,R有效,I、J或K无效。 F为被编程的两个坐标轴的合成进给速度。它是沿圆弧切线方向的速度。单位为mm/min。

376
5.2.7铣削G指令的编程与加工 1. 直线切削指令G01 指令格式:G01 X(U) Y(V) Z(W) F G01指令中的X(U)、Y(V)、Z(W)值是直线切削终点的值。用绝对值编程时是切削终点在工件坐标系中的坐标值;用增量值编程时是切削终点相对于切削起点的增量值。F为合成进给速度。 G01指令刀具以联动的方式,按F规定的合成进给速度,从当前位置按直线路径切削到程序段指令值所指定的终点。如果没有指令进给速度,就认为进给速度为零。 【例5-3】G01绝对值编程,如图5-12。 图 G01编程
、Y(V)、Z(W)值是直线切削终点的值。用绝对值编程时是切削终点在工件坐标系中的坐标值;用增量值编程时是切削终点相对于切削起点的增量值。F为合成进给速度。 G01指令刀具以联动的方式,按F规定的合成进给速度,从当前位置按直线路径切削到程序段指令值所指定的终点。如果没有指令进给速度,就认为进给速度为零。 【例5-3】G01绝对值编程,如图5-12。 图5-12 G01编程.")
378
在图5-12中,设A点坐标为(30,30,20),B点坐标为(60,60,50),C点坐标为(90,90,80),D点坐标为(40,55,70),E点坐标为(55,10,60)。
A点为直线切削终点,是G01编程的目标点。 当刀具在B点时,执行程序段G90G01X30Y30Z20,刀具由B点到达A点。 当刀具在C点时,执行程序段G90G01X30Y30Z20,刀具由C点到达A点。 当刀具在D点时,执行程序段G90G01X30Y30Z20,刀具由D点到达A点。 当刀具在E点时,执行程序段G90G01X30Y30Z20,刀具由E点到达A点。

379
刀具补偿功能指令的编程与加工 1. 刀具长度补偿指令G43、G44、G49 刀具基准点是用标准长度的刀具对刀时的刀位点。工件坐标系设定是以刀具基准点为依据的,零件加工程序中的指令值是刀位点的值。由于各个刀具的长度不一致,其刀位点与基准点不一定重合,故要用刀具长度补偿。用了刀具长度补偿后,改变刀具,只需改变刀具长度补偿值,而不必变更零件加工程序。 (1) 刀具长度补偿 在G17指令后的刀具长度补偿,只能将刀具长度的补偿值补偿到Z轴。在G18指令后的刀具长度补偿,只能将刀具长度的补偿值补偿到Y轴。在G19指令后的刀具长度补偿,只能将刀具长度的补偿值补偿到X轴。 刀具长度补偿分正向偏置和负向偏置。正向偏置用指令G43H ;负向偏置用指令G44H 。如图5-25所示。所谓正向偏置,就是实际使用的刀具长度比编程时的标准刀具长,用G43指令,使刀具朝Z轴正方向移动一个偏置量;所谓负向偏置,就是实际使用的刀具长度比编程时的标准刀具短,用G44指令,使刀具朝Z轴负方向移动一个偏置量。各个刀具的偏置量存放在偏置存储器中,用H00~H99来指定偏置号。 刀具长度补偿指令通常用在下刀及提刀的直线段程序G00或G01中,使用多把刀具时,通常是每一把刀具对应一个刀长补偿号,下刀时使用G43或G44,该刀具加工结束后提刀时使用G49取消刀长补偿。
 刀具长度补偿. 在G17指令后的刀具长度补偿,只能将刀具长度的补偿值补偿到Z轴。在G18指令后的刀具长度补偿,只能将刀具长度的补偿值补偿到Y轴。在G19指令后的刀具长度补偿,只能将刀具长度的补偿值补偿到X轴。 刀具长度补偿分正向偏置和负向偏置。正向偏置用指令G43H ;负向偏置用指令G44H 。如图5-25所示。所谓正向偏置,就是实际使用的刀具长度比编程时的标准刀具长,用G43指令,使刀具朝Z轴正方向移动一个偏置量;所谓负向偏置,就是实际使用的刀具长度比编程时的标准刀具短,用G44指令,使刀具朝Z轴负方向移动一个偏置量。各个刀具的偏置量存放在偏置存储器中,用H00~H99来指定偏置号。 刀具长度补偿指令通常用在下刀及提刀的直线段程序G00或G01中,使用多把刀具时,通常是每一把刀具对应一个刀长补偿号,下刀时使用G43或G44,该刀具加工结束后提刀时使用G49取消刀长补偿。")
380
图5-25刀具长度补偿

381
在实际使用时,鉴于习惯,一般仅使用G43指令,而G44指令使用的较少。正或负方向的移动,靠变换H代码的正负值来实现。
(2) 取消刀具长度补偿 取消刀具长度补偿用指令G49。补偿一旦取消,以后的程序段便没有补偿。同样地,也可采用G43H00或G44H00来替代G49的取消刀具长度补偿功能。
 取消刀具长度补偿. 取消刀具长度补偿用指令G49。补偿一旦取消,以后的程序段便没有补偿。同样地,也可采用G43H00或G44H00来替代G49的取消刀具长度补偿功能。")
382
5.2.9简化编程指令的编程与加工 1. 镜像指令G24、G25 (1) 镜像功能
当零件轮廓相对于某一个坐标轴具有对称形状时,可以用子程序先对零件轮廓的一部分编程,再利用镜像功能和子程序,加工出零件的对称部分,这就是镜像功能。在镜像功能中,当某一个坐标轴的镜像有效时,该坐标轴执行与编程方向相反的切削运动。 (2) 镜像指令G24、G25 指令格式:G24X Y Z U V W M98P G25 在G17指令后的镜像指令,只能在XY平面上镜像;在G18指令后的镜像指令,只能在XZ平面上镜像;在G19指令后的镜像指令,只能在YZ平面上镜像。 G24指令的功能是建立镜像,其镜像位置就是该指令坐标轴后的坐标值。如G24X0,其镜像位置就是Y轴。 用G24指令建立镜像后,要用M98指令调用对称轮廓的子程序,才能实现镜像加工。镜像加工完成后,要用指令G25来取消这一次的镜像。如果还需要镜像加工,则要重复使用G24、M98、G25指令。
 镜像指令G24、G25. 指令格式:G24X Y Z U V W. M98P. G25. 在G17指令后的镜像指令,只能在XY平面上镜像;在G18指令后的镜像指令,只能在XZ平面上镜像;在G19指令后的镜像指令,只能在YZ平面上镜像。 G24指令的功能是建立镜像,其镜像位置就是该指令坐标轴后的坐标值。如G24X0,其镜像位置就是Y轴。 用G24指令建立镜像后,要用M98指令调用对称轮廓的子程序,才能实现镜像加工。镜像加工完成后,要用指令G25来取消这一次的镜像。如果还需要镜像加工,则要重复使用G24、M98、G25指令。")
383
(3) 镜像指令编程与加工举例: 图5-29镜像指令编程与加工
 镜像指令编程与加工举例: 图5-29镜像指令编程与加工")
384
孔加工循环指令的编程与加工 数控加工中的孔加工,其动作循环已经典型化。例如:钻孔、镗孔的循环通常由六个顺序动作组成,如图5-32所示。 图5-32 实线—切削进给;虚线—快速进给

385
(a)G90编程 (b)G91编程 图5-33 固定循环的数据形式
G90编程 (b)G91编程 图5-33 固定循环的数据形式")
386
动作1:孔中心定位。刀具快速进给到孔中心定位。
动作2:刀具快速进给到转换点R。R点一般离工件表面有一个距离,这个距离叫引入距离。在已加工表面上加工孔,引入距离为2~5mm;在毛坯面上加工孔,引入距离为5~10mm。 动作3:刀具慢速切削到孔底。根据孔的深度,可以一次加工到孔底,也可以分段加工到孔底,分段加工到孔底又称为间歇进给。 动作4:刀具在孔底的动作。根据孔的不同,刀具在孔底的动作也不同。有的不需要孔底动作;有的需要刀具在孔底短暂停留;有的需要主轴反转;有的需要主轴停止。 动作5:刀具返回到转换点R。刀具从孔中退出,可以是快速退出、慢速退出、手动退出等。 动作6:快速返回到初始平面。初始平面是开始执行孔加工时,刀位点所在的平面。 不同的孔加工动作可能不同,有的没有孔底动作,有的不退回到初始平面,但是这样一系列典型的加工动作已经预先编好程序,存储在内存中,可用包含G代码的一个程序段调用,从而简化编程工作。这种包含了典型动作循环的G代码称为循环指令。又称为固定循环指令。

387
5.3 华中世纪星系统编程与加工举例

388
(1) 液晶显示器:用于汉字菜单、系统状态、故障报警和加工轨迹的图形仿真。
(2) MDI键盘:实现MDI输入。 (3) 机床控制面板:用于控制机床的运用和加工过程。 (4) 功能键:F1~F10:是华中数控系统的菜单命令条。 (5) 急停键:用于对机床和数控系统的紧急干预。
 MDI键盘:实现MDI输入。 (3) 机床控制面板:用于控制机床的运用和加工过程。 (4) 功能键:F1~F10:是华中数控系统的菜单命令条。 (5) 急停键:用于对机床和数控系统的紧急干预。")
389
5.4 FANUC0i系统数控铣床编程与加工

390
FANUC 0i数控铣床操作面板由四部分组成:
(1) 监视器CRT,是人机对话的窗口; (2) MDI键盘,由字母键、数字键、编辑键等组成; (3) 机床操作面板,由监控灯和控制键等组成; (4) 辅助功能区,由急停键、倍率键、启、停键等组成。
 监视器CRT,是人机对话的窗口; (2) MDI键盘,由字母键、数字键、编辑键等组成; (3) 机床操作面板,由监控灯和控制键等组成; (4) 辅助功能区,由急停键、倍率键、启、停键等组成。")
391
5.5 SIEMENS 802D系统编程与加工举例

392
操作面板由四部分组成: (1) 监视器CRT:是人机对话的窗口; (2) MDI键盘:由字母键、数字键、编辑键等组成,实现MDI操作。 (3) 机床操作面板:由监控灯和控制键等组成,实现对机床的控制。 (4) 辅助功能区:由急停键、倍率键、启、停键等组成。实现对系统的干预。
 辅助功能区:由急停键、倍率键、启、停键等组成。实现对系统的干预。")
393
第六章 加工中心的编程与加工 【学习目标】 (1) 了解加工中心的基本概念、分类及组成。 (2) 理解加工中心工艺分析方法。
 了解加工中心的基本概念、分类及组成。 (2) 理解加工中心工艺分析方法。")
394
6.1 数控加工中心概述 加工中心的基本概念 加工中心是数控机床发展到一定阶段的产物,至今人们对加工中心还没有一个确切的定义,一般认为带有自动刀具交换装置(ATC)的数控镗铣床,称为加工中心,实际上可以概括为“具有自动刀具交换装置,并能够进行多种工序加工的数控机床”。加工中心是一种功能较全的数控加工机床,一般它把几种机床的功能集中在一台设备上,使其具有多种工艺手段。加工中心配置有刀库和回转工作台,在加工过程中由程序控制选用或更换刀具,也由程序控制工作台的回转或分度。它能在一次装夹中完成铣、镗、钻、扩、铰、锪和攻螺纹等工序。加工中心与其他数控机床相比结构复杂,控制系统功能较全。加工中心至少可控制三个坐标轴,其控制功能最少可实现两轴联动控制,多的可实现五轴、六轴联动,从而保证刀具能进行复杂表面的加工。加工中心除具有直线插补和圆弧插补功能外,还具有各种固定加工循环、刀具半径自动补偿、刀具长度自动补偿、在线监测、刀具寿命管理、故障自动诊断、加工过程图形显示、人机对话、离线编程等功能。
的数控镗铣床,称为加工中心,实际上可以概括为 具有自动刀具交换装置,并能够进行多种工序加工的数控机床 。加工中心是一种功能较全的数控加工机床,一般它把几种机床的功能集中在一台设备上,使其具有多种工艺手段。加工中心配置有刀库和回转工作台,在加工过程中由程序控制选用或更换刀具,也由程序控制工作台的回转或分度。它能在一次装夹中完成铣、镗、钻、扩、铰、锪和攻螺纹等工序。加工中心与其他数控机床相比结构复杂,控制系统功能较全。加工中心至少可控制三个坐标轴,其控制功能最少可实现两轴联动控制,多的可实现五轴、六轴联动,从而保证刀具能进行复杂表面的加工。加工中心除具有直线插补和圆弧插补功能外,还具有各种固定加工循环、刀具半径自动补偿、刀具长度自动补偿、在线监测、刀具寿命管理、故障自动诊断、加工过程图形显示、人机对话、离线编程等功能。")
395
加工中心的类型 1. 按工艺特征分类 (1) 车削加工中心 在数控车床基础上增加附设主轴,可进行回转零件的车削、铣削、钻镗孔的加工。 (2) 镗铣加工中心 主轴轴线一般为水平的,也称卧式加工中心。以镗、铣为主,适用于加工箱体、壳体、以及各种复杂零件的特殊曲线轮廓的多工序加工。这种加工中心一般具有回转工作台,一次装夹,可对箱体的四个表面进行加工。 (3) 钻削加工中心 以钻削为主,刀库形式以转塔头形式为主。适用于中、小零件的钻孔、扩孔、铰孔、攻螺纹及连续轮廓铣削等多工序加工。 (4) 复合加工中心 复合加工中心主要指能进行五面复合加工,可自动回转主轴头,进行立卧加工。主轴自动回转后,在水平和垂直面实现刀具自动交换。
 钻削加工中心. 以钻削为主,刀库形式以转塔头形式为主。适用于中、小零件的钻孔、扩孔、铰孔、攻螺纹及连续轮廓铣削等多工序加工。 (4) 复合加工中心. 复合加工中心主要指能进行五面复合加工,可自动回转主轴头,进行立卧加工。主轴自动回转后,在水平和垂直面实现刀具自动交换。")
396
2. 按结构特征分类 按工作台种类可把加工中心分成单工作台、双工作台和多工作台的加工中心等几种。设置工作台的目的是为了缩短零件的辅助准备时间,提高生产效率和机床自动化程度。工作台可自动分度或回转,便于加工和工件的装卸。最常见的加工中心是单工作台和双工作台的加工中心两种形式。 3. 按主轴种类分类 按主轴结构特征可分为单轴、双轴、三轴及可换主轴的加工中心。

397
4. 按自动换刀装置分类 (1) 转塔头加工中心 有立式和卧式两种。主轴数一般为6~12个,换刀时间短,数量少,主轴转塔头刚性和承载能力较弱,定位精度要求较高。因此,只能用于小型加工中心。 (2) 带刀库的加工中心 这种加工中心的换刀方式有无机械手式主轴换刀和机械手式主轴换刀等。无机械手式主轴换刀方式的特点是利用工作台运动及刀库相对转动,由主轴箱上下运动进行选刀和换刀。而用机械手式主轴换刀的加工中心结构多种多样,由于机械手卡爪可同时分别抓住刀库上所选的刀和主轴上的刀,换刀时间短。并且选用时间可与机械加工时间重合,因此得到广泛的应用。还有机械手式双主轴转塔头换刀,这种加工中心在主轴上刀具进行切削时,通过机械手将下一步所用的刀具换在转塔的非切削主轴上。当主轴上的刀具切削完毕后,转塔头即回转,完成换刀工作,节省了换刀时间。

398
加工中心的组成 加工中心主要由以下几部分组成:自动换刀装置(ATC)、数控系统、操作面板、床身、主轴伺服系统、进给伺服系统、冷却系统和气动装置等。如图6-1和图6-2所示
、数控系统、操作面板、床身、主轴伺服系统、进给伺服系统、冷却系统和气动装置等。如图6-1和图6-2所示")
399
图 6-1 卧式数控加工中心

400
图 6-2 立式数控加工中心

401
加工中心的工艺分析 加工中心是一种工艺范围较大的数控加工机床,能进行铣削、镗削、钻削和螺纹加工等多项工作。加工中心特别适合于箱体类零件和孔系的加工。 1. 工艺特点: 由于加工中心配置了自动换刀系统和回转工作台,与传统制造工艺相比,具有以下显著特点: (1) 在工件成形过程中,没有中间时效处理环节,内应力难以消除。 (2) 由于加工中心工序集中,使用很多刀具,此时既要考虑粗加工时的大切削力,又要考虑精加工时的定位精度,因此机床的强度和刚度要满足这两方面的要求。 (3) 由于机床加工经常处于粗、精加工交替的情况,所以要保证机床有良好的抗振性和精度保持性。 (4) 多工序集中加工,切屑多,切屑的堆积对已加工表面产生影响,加工中应引起注意。 (5) 零件每道工序的内容、切削用量和工艺参数可以随时改变,有很大的加工柔性。适应现代化制造的要求。 根据加工中心工艺特点,要充分发挥加工中心的特长,提高产品质量,必须注意以下几点: (1) 工件须经过高温时效处理,消除内应力。 (2) 安排其他设备完成准备工序。 (3) 选择合适的刀具及夹具,使用优化的切削用量。 (4) 选用复合刀具,尽量采用刀具机外预调,提高精度和机床利用率。 (5) 合理安排加工工序。 2. 加工中心加工零件的工艺性分析 (1) 零件图样的工艺性分析 1) 选择加工内容 加工中心最适合加工形状复杂、工序较多、要求较高,需使用多种类型的通用机床、刀具和夹具,经多次装夹和调整才能完成加工的零件。 2) 检查零件图样 零件图样应表达正确,标注齐全。同时要特别注意,图样上应尽量采用统一的设计基准,从而简化编程,保证零件的精度要求。
 在工件成形过程中,没有中间时效处理环节,内应力难以消除。 (2) 由于加工中心工序集中,使用很多刀具,此时既要考虑粗加工时的大切削力,又要考虑精加工时的定位精度,因此机床的强度和刚度要满足这两方面的要求。 (3) 由于机床加工经常处于粗、精加工交替的情况,所以要保证机床有良好的抗振性和精度保持性。 (4) 多工序集中加工,切屑多,切屑的堆积对已加工表面产生影响,加工中应引起注意。 (5) 零件每道工序的内容、切削用量和工艺参数可以随时改变,有很大的加工柔性。适应现代化制造的要求。 根据加工中心工艺特点,要充分发挥加工中心的特长,提高产品质量,必须注意以下几点: (1) 工件须经过高温时效处理,消除内应力。 (2) 安排其他设备完成准备工序。 (3) 选择合适的刀具及夹具,使用优化的切削用量。 (4) 选用复合刀具,尽量采用刀具机外预调,提高精度和机床利用率。 (5) 合理安排加工工序。 2. 加工中心加工零件的工艺性分析. (1) 零件图样的工艺性分析. 1) 选择加工内容. 加工中心最适合加工形状复杂、工序较多、要求较高,需使用多种类型的通用机床、刀具和夹具,经多次装夹和调整才能完成加工的零件。 2) 检查零件图样. 零件图样应表达正确,标注齐全。同时要特别注意,图样上应尽量采用统一的设计基准,从而简化编程,保证零件的精度要求。")
402
图6-3 零件加工的基准统一

403
例如图6-3中所示零件图样。在图6-3a中,A、B两面均已在前面工序中加工完毕,在加工中心上只进行所有孔的加工。以A、B两面定位时,由于高度方向没有统一的设计基准,ф48H7孔和上方两个ф25H7孔与B面的尺寸是间接保证的,欲保证32.5±0.1和52.5±0.04尺寸,须在上道工序中对105±0.1尺寸公差进行压缩。若改为图6-3b所示标注尺寸,各孔位置尺寸都以A面为基准,基准统一,且工艺基准与设计基准重合,各尺寸都容易保证。

404
3) 分析零件的技术要求 根据零件在产品中的功能,分析各项几何精度和技术要求是否合理;考虑在加工中心加工,能否保证其精度和技术要求;选择哪一种加工中心最为合理。 4) 审查零件的结构工艺性 分析零件的结构刚度是否足够,各加工部位的结构工艺性是否合理等。
 分析零件的技术要求 根据零件在产品中的功能,分析各项几何精度和技术要求是否合理;考虑在加工中心加工,能否保证其精度和技术要求;选择哪一种加工中心最为合理。 4) 审查零件的结构工艺性 分析零件的结构刚度是否足够,各加工部位的结构工艺性是否合理等。")
405
(2) 工艺过程设计 工艺设计时,主要考虑精度和效率两个方面,一般遵循先面后孔、先基准后其它、先粗后精的原则。加工中心在一次装夹中,尽可能完成所有能够加工表面的加工。对位置精度要求较高的孔系加工,要特别注意安排孔的加工顺序,安排不当,就有可能将传动副的反向间隙带入,直接影响位置精度。例如,安排图6-4a所示零件的孔系加工顺序时,若按图6-4b的路线加工,由于5、6孔与1、2、3、4孔在Y向的定位方向相反,Y向反向间隙会使误差增加,从而影响5、6孔与其它孔的位置精度。按图6-4c所示路线,可避免反向间隙的引入。

406
图6-4 镗孔加工路线

407
加工过程中,为了减少换刀次数,可采用刀具集中工序,即用同一把刀具把零件上相应的部位都加工完,再换第二把刀具继续加工。但是,对于精度要求很高的孔系,若零件是通过工作台回转确定相应的加工部位时,因存在重复定位误差,不能采取这种方法。

408
(3) 零件的装夹 1) 定位基准的选择 在加工中心加工时,零件的定位仍应遵循六点定位原则。同时,还应特别注意以下几点: ① 进行多工位加工时,定位基准的选择应考虑能完成尽可能多的加工内容,即便于各个表面都能被加工的定位方式。例如,对于箱体零件,尽可能采用一面两销的组合定位方式。 ② 当零件的定位基准与设计基准难以重合时,应认真分析装配图样,明确该零件设计基准的设计功能,通过尺寸链的计算,严格规定定位基准与设计基准间的尺寸位置精度要求,确保加工精度。

409
③ 编程原点与零件定位基准可以不重合,但两者之间必须要有确定的几何关系。编程原点的选择主要考虑便于编程和测量。例如,图6-5中的零件在加工中心上加工Φ80H7孔和4-Φ25H7孔,其中4-Φ25H7都以Φ80H7孔为基准,编程原点应选择在Φ80H7孔的中心线上。当零件定位基准为A、B两面时,定位基准与编程原点不重合,但同样能保证加工精度。

410
图6-5 编程原点与定位基准

411
2) 零件的夹紧 在考虑夹紧方案时,应尽量减小夹紧变形。零件在粗加工时,切削力大,需要的夹紧力大,因此必须慎重选择定位基准和确定夹紧力。夹紧力应作用在主要支承范围内,并尽量靠近切削部位及刚性好的部位。如采用这些措施仍不能控制零件的变形,只能将粗、精加工工序分开,或者在粗加工程序后编人一段选择停止指令,粗加工后松开工件,使零件变形消除后,再重新夹紧零件继续进行精加工。

412
3) 夹具的选用 在加工中心上,夹具的任务不仅仅是装夹零件,而且要以定位基准为参考基准,确定零件的加工原点。加工中心的自动换刀功能又决定了在加工中不能使用钟套、钻套及对刀块等元件。因此,在选用夹具结构形式时要综合考虑各种因素,尽量做到经济、合理。在加工中心台面上有基准T形槽、转台中心定位孔、工作台侧面基准定位元件。

413
夹具的安装必须利用这些定位件,夹具底面表面粗糙度值不低于Ra3.2μm和平面度误差为0.01~0.02mm的要求。夹具选择必须注意以下几点:
① 定位夹具必须有高的切削刚性。由于零件在一次装夹中要同时完成粗加工和精加工,夹具既要满足零件的定位要求,又要承受大的切削力。 ② 夹紧零件后必须为刀具运动留有足够的空间。由于钻夹头、弹簧夹头、镗刀杆很容易与夹具发生干涉,尤其是零件外轮廓的加工,很难安排定位夹紧元件的位置,箱体零件可利用零件内部空间来安排夹紧方式。 ③ 夹具必须保证零件最小变形。由于零件在粗加工时切削力较大,当粗加工后松开压板零件可能产生变形,夹具必须谨慎地选择支承点、定位点和夹紧点。夹紧点尽量接近支承点,避免夹紧力在零件中间空的区域。如果上述方法仍不能控制零件变形,就只能分开零件的精加工程序,或者在编制精加工前使用机床暂停指令,让操作者放松夹具夹紧力,使零件消除变形再进行精加工。 ④ 对于批量不大又经常换品种的零件来说,可优先使用组合或成组夹具。但是组合夹具的精度必须满足零件加工的要求。 ⑤ 对小型、宽度小的工件可考虑在工作台上装夹几个零件同时加工。 常用的夹具有组合夹具、成组夹具、可调整夹具、拼装夹具和专用夹具。 夹具在机床上的安装误差和零件在夹具中的装夹误差对加工精度都将产生直接的影响。即使在编程原点与定位基准重合的情况,也要求对零件在机床坐标系中的位置进行准确的调整。夹具中零件定位支承的磨损及污垢都会引起加工误差,因此,操作者在装夹零件时一定将污物去除干净。

414
3. 刀具的选择 加工中心上使用的刀具分刃具部分和联刀柄部分。刃具部分包括钻头、铣刀、铰刀、丝锥等。加工中心有自动换刀装置。联接刀柄要满足机床主轴自动松开和拉紧、定位准确、安装方便、适应机械手的夹持和搬运、适应在自动化刀库中的储存和识别的要求,通常用ISO40、45、50锥孔数据。 (1) 刀柄的选择 标准刀柄与机床主轴联接结合面的锥度是7:24,国际标准(ISO)有40,45,50,30,35等。刀柄尺寸的选择需考虑机械手夹持尺寸和机床主轴夹紧刀柄的尾拉钉尺寸的要求。TSG工具系统中有一部分刀柄不带刃具,必须配置相应的刀具如铣刀、钻头、镗刀头、丝锥和附件,如钻夹头、弹套、丝锥转矩保护套等。用户可根据典型零件的工艺分析,编制刀具卡片,考虑易损的备件。刀柄的选择直接影响机床效能的发挥,刀柄数量少,不能充分发挥机床的功能;刀柄数量多,又会影响投资。如何恰当地选择,只有根据典型零件和批量情况而定。如果刀库容量大,刀具更换频繁,可选用模块式刀柄。对批量大又反复生产的典塑零件,可选用复合刀柄。对特殊刀柄的选用,可扩大加工范围,如把增速刀柄用于小孔加工,则转速比主轴转速增高几倍;多轴加工动力头刀柄可同时加工小孔;万能铣头刀柄可改变刀具与主轴轴线夹角,扩大工艺范围;内冷却刀具刀柄冷却液通过刀柄,经过刃具内通孔,直接在切削刃区冲击,可得到很好的冷却效果,适用于深孔加工;高速磨头刀柄适于在加工中心磨削淬火加工面或抛光模具面等。特殊刀柄的选用必须考虑对机床主轴端面安装位置要求,并考虑可否实现。 (2) 对刀具的要求 加工中心用刀具必须具有能够承受高速切削和强力切削的性能,并且性能稳定。在选刀具材料时,一般应尽可能选用硬质合金涂层刀片,精密镗孔等还可选用性能好、耐磨的立方氮化硼和金钢石刀具。加工中心的ATC功能要求能快速准确地完成自动换刀,同时加工的零件日益复杂和精密,这就要求刀具必须具备较高的形状精度。例如,加工中心上不能使用钻模板等辅助装置,钻孔精度除受机床结构因素影响外,主要取决于钻头本身,这就要求钻头的两切削刃必须有较高的对称度精度(一般为依靠钻模板加工时钻头对称度值的一半)。同时,对刀具装夹装置也应提出较高要求,必须保证刀具同心地夹持在刀具装夹装置内。 近年来发展起来的模块式工具系统是配备完善的工具系统,能更好地适应多品种零件的加工要求,且有利于工具的生产、使用和管理,能有效地减少使用厂家的工具储备。配备完善的、先进的工具系统,是用好加工中心的重要一环。 另外,在根据工艺卡片确定所用的刃具及刀柄、编制刀具卡片时,还应注意下列因素: (1) 机床允许的最大直径和质量。 (2) 注意刀具与夹具及零件发生干涉的可能性,零件形状越复杂,此项检验越重要。 (3) 零件精度要求高、材料硬度高时,要注意刀具寿命的控制和备用刀具的准备。 (4) 采用通用还是专用夹具,要根据生产批量、零件精度及刀库容量等因素决定。
 刀柄的选择. 标准刀柄与机床主轴联接结合面的锥度是7:24,国际标准(ISO)有40,45,50,30,35等。刀柄尺寸的选择需考虑机械手夹持尺寸和机床主轴夹紧刀柄的尾拉钉尺寸的要求。TSG工具系统中有一部分刀柄不带刃具,必须配置相应的刀具如铣刀、钻头、镗刀头、丝锥和附件,如钻夹头、弹套、丝锥转矩保护套等。用户可根据典型零件的工艺分析,编制刀具卡片,考虑易损的备件。刀柄的选择直接影响机床效能的发挥,刀柄数量少,不能充分发挥机床的功能;刀柄数量多,又会影响投资。如何恰当地选择,只有根据典型零件和批量情况而定。如果刀库容量大,刀具更换频繁,可选用模块式刀柄。对批量大又反复生产的典塑零件,可选用复合刀柄。对特殊刀柄的选用,可扩大加工范围,如把增速刀柄用于小孔加工,则转速比主轴转速增高几倍;多轴加工动力头刀柄可同时加工小孔;万能铣头刀柄可改变刀具与主轴轴线夹角,扩大工艺范围;内冷却刀具刀柄冷却液通过刀柄,经过刃具内通孔,直接在切削刃区冲击,可得到很好的冷却效果,适用于深孔加工;高速磨头刀柄适于在加工中心磨削淬火加工面或抛光模具面等。特殊刀柄的选用必须考虑对机床主轴端面安装位置要求,并考虑可否实现。 (2) 对刀具的要求. 加工中心用刀具必须具有能够承受高速切削和强力切削的性能,并且性能稳定。在选刀具材料时,一般应尽可能选用硬质合金涂层刀片,精密镗孔等还可选用性能好、耐磨的立方氮化硼和金钢石刀具。加工中心的ATC功能要求能快速准确地完成自动换刀,同时加工的零件日益复杂和精密,这就要求刀具必须具备较高的形状精度。例如,加工中心上不能使用钻模板等辅助装置,钻孔精度除受机床结构因素影响外,主要取决于钻头本身,这就要求钻头的两切削刃必须有较高的对称度精度(一般为依靠钻模板加工时钻头对称度值的一半)。同时,对刀具装夹装置也应提出较高要求,必须保证刀具同心地夹持在刀具装夹装置内。 近年来发展起来的模块式工具系统是配备完善的工具系统,能更好地适应多品种零件的加工要求,且有利于工具的生产、使用和管理,能有效地减少使用厂家的工具储备。配备完善的、先进的工具系统,是用好加工中心的重要一环。 另外,在根据工艺卡片确定所用的刃具及刀柄、编制刀具卡片时,还应注意下列因素: (1) 机床允许的最大直径和质量。 (2) 注意刀具与夹具及零件发生干涉的可能性,零件形状越复杂,此项检验越重要。 (3) 零件精度要求高、材料硬度高时,要注意刀具寿命的控制和备用刀具的准备。 (4) 采用通用还是专用夹具,要根据生产批量、零件精度及刀库容量等因素决定。")
415
6.2 加工中心的编程 加工中心的编程和数控铣床编程的不同之处,主要在于增加了用M06、M19和T指令进行自动换刀的功能外,其他与数控铣床基本相同。

416
编程要点 1. 进行合理的工艺分析,安排加工工序。 由于零件加工工序多,使用的刀具种类多,甚至在一次装夹下,要完成粗、半精、精加工,周密合理地安排各工序加工顺序,有利于提高精度和生产率。加工顺序按铣大平面、粗镗孔、半粗镗孔、立铣刀加工、打中心孔、钻孔、攻螺纹、精加工、铰镗精铣等的加工次序。

417
2. 根据批量等情况,决定采用自动换刀还是手动换刀
一般对批量在10件以上,而刀具更换频繁时,以采用自动换刀为宜。但当加工批量很小而使用的刀具种类又不多时,把自动换刀安排到程序中,反而会增加机床的调整时间,当然,这时就相当于把加工中心当数控铣床来使用了。

418
3. 自动换刀要留出足够的换刀空间 有些刀具直径较大或尺寸较长,自动换刀时要注意避免发生撞刀事故。为安全起见,有的机床要求换刀前必须先回到参考点(或Z轴回到参考点高度)后进行换刀。如XHK716型立式加工中心机床,若没有回参考点的信号,则机械手将不能动作。
后进行换刀。如XHK716型立式加工中心机床,若没有回参考点的信号,则机械手将不能动作。 .")
419
4. 为提高机床利用率,尽量采用刀具机外预调,并将测量尺寸填写到刀具卡片中,以便操作者在运行程序前,及时修改刀具补偿参数。
5. 对于编好的程序,应认真检查,并于加工前安排好试运行。 从编程的出错率来看,采用手工编程出错率高,特别是在生产现场,为临时加工而编程时,出错率更高,认真检查程序并安排好试运行就更为必要。 6. 尽量把不同工序内容的程序,分别安排到不同的子程序中,或按工序顺序添加程序段号标记。 当零件加工程序较多时,为便于程序调试,一般将各工序内容分别安排到不问的子程序中。主程序内容主要是完成换刀及子程序调用的指令。这样安排便于按每一工序独立地调试程序,也便于因加工顺序不合理而作出重新调整。对需要多次重复调用的子程序,可考虑采用G91增量编程方式处理其中的关键程序段,以便于在主程序中用M98P****L**方式调用,这样可简化程序量。

420
7. 尽可能地利用机床数控系统本身所提供的镜像、旋转、固定循环和宏指令编程处理的功能,以简化程序量。
8. 对加工时所要使用的第一把刀具,可以把它直接安装在主轴上,并将这把刀的刀号输入设置到某地址号中。 这样,在加工程序的开头就可以不进行换刀操作。但在程序结束前必须要有换刀程序段,以便使加工最后用的刀具换为加工开始时用的刀具,使这个程序还能继续进行下一个零件的加工。若在调整时,主轴上先不装刀,所要用的几把刀具个装在刀库上。那么,在程序的一开头,就要是换刀的程序段,以便使主轴装上刀具。当然,这次换刀时,主轴上是空的,只是把刀库上的刀具装上主轴,再以后的程序则与前述相同以后再要重复使用这个程序加工时,这种最前面安排的装刀程序段就没有用了。这样可以使用系统提供的选择跳跃功能,即在程序段前增加“/”,按下操作面板上的“选择跳跃”键至灯亮(有效),则以后这些带“/”的程序段就跳过不执行。当需要运行这些程序段时,可在重复运行这些程序前,再按下“选择跳跃”键至灯灭(无效)。这些程序段可按下述形式编制。 / T01 选01号刀具 / M06T02 换刀,再预选好02号刀具备用 如果刀库参考点位置的刀座上安装的是T01号刀具,则前一段程序可省去。
,则以后这些带 / 的程序段就跳过不执行。当需要运行这些程序段时,可在重复运行这些程序前,再按下 选择跳跃 键至灯灭(无效)。这些程序段可按下述形式编制。 / T01 选01号刀具. / M06T02 换刀,再预选好02号刀具备用. 如果刀库参考点位置的刀座上安装的是T01号刀具,则前一段程序可省去。")
421
6.3 加工中心的操作 加工中心操作要点 由于加工中心有很多高技术因素,因此有别于普通机床,在操作上比普通机床要复杂很多, 必须严格按照操作规程操 作,才能保证机床正常运行.此外,加工中心的运行速度相 对较高,需要在执行操作指令之前,预先判断操作指令的正 确性和运行结果,做到心中有数,然后再操作,以尽量避免 事故的发生。

422
1. 加工中心工作之前的开机 (1) 接通机床总电源及CRT显示器电源,启动机床液压系统。 (2) 在CRT上检查机床有无各种报警信息,及时排除报警,检查机床外围设备是否正常。 (3) 检查机床换刀机械手及刀库位置是否正确。 (4) 检查机床各坐标是否处于安全位置,其中包括各坐标必须远离机床零点,以防止坐标回参考点时出现过冲现象(超程),并保证回参考点时刀具与加工工件不发生干涉。 (5) 各项坐标回参考点,一般情况下Z向坐标优先回零,使机床主轴上刀具远离加工工件,同时观察各坐标运行是否正常。 (6) 检查主轴、机械手、刀库上的加工刀具有无异常情况。若刀库中刀具位置错、刀具出现破损等,应在开始加工前及时更换. (7) 启动机床,开始加工工件。
 检查机床各坐标是否处于安全位置,其中包括各坐标必须远离机床零点,以防止坐标回参考点时出现过冲现象(超程),并保证回参考点时刀具与加工工件不发生干涉。 (5) 各项坐标回参考点,一般情况下Z向坐标优先回零,使机床主轴上刀具远离加工工件,同时观察各坐标运行是否正常。 (6) 检查主轴、机械手、刀库上的加工刀具有无异常情况。若刀库中刀具位置错、刀具出现破损等,应在开始加工前及时更换. (7) 启动机床,开始加工工件。")
423
2. 关机 (1) 停止运行加工程序,记录加工中心所执行的加工程序的当前程序段。 (2) 将主轴上的刀具移开加工工件,如果有必要,将机械手上抓的刀具还回刀库. (3) 将机床各坐标移开机床零点并开到安全位置,以备下次开机时回参考点。 (4) 将手动进给修调和快速进给修调开关拨到零位,防止因误操作而使机床运动。 (5) 切断机床液压,压缩空气等. (6) 切断机床CRT显示器电源。 (7) 切断机床总电源,做好交接班记录。
 将手动进给修调和快速进给修调开关拨到零位,防止因误操作而使机床运动。 (5) 切断机床液压,压缩空气等. (6) 切断机床CRT显示器电源。 (7) 切断机床总电源,做好交接班记录。")
424
3. 机床自动加工 机床自动加工也称为存储器方式加工。它是利用加工中心内存储的加工程序,使机床对工件进行连续加工,是加工中心运用得最多的操作方式。加工中心在存储器方式下运行时间越长,其机床利用率也就越高。 4. 手动程序输入 MDI方式也称为键盘操作方式。它在修整工件个别遗留问题或单件加工时经常用到。 MDI方式加工的特点是输入灵活,随时输入指令随时执行,但运行效率较低,且执行完指令以后对指令没有记忆,再次执行时必须重新输入指令,该操作方式一般不用于批量工件的加工。 5. 手动JOG 手动工作方式,主要用于工件及夹具相对于机床各坐标的找正、工件加工零点的粗测量以及开机时回参考点。 将“工作方式选择开关”拨到于动,“坐标选择开关”选定需要运行的坐标,按“正向进给(负向进给)键”,在手动操作调整速度时,用“手动进给修凋开关”调整。手动工作方式一般不用于工件加工。
键 ,在手动操作调整速度时,用 手动进给修凋开关 调整。手动工作方式一般不用于工件加工。")
425
6. 手轮操作 手轮也即是手摇脉冲发生器。手轮每摇一格发出一个脉冲指挥机床移动相应的坐标。 7. ATC和APC面板操作 加工中心的操作在很大程度上与数控铣床相似,只是在刀具交换和托板交换中与数控铣床不同。加工中心的换刀和交换托板的方法,一种是通过加工程序或用键盘方式输入指令实现的,这是通常使用的方法。另一种是依靠ATC面板和APC面板手动分步操作实现的。由于加工中心机械手的换刀动作和托板交换动作比较复杂,手动操作时前后顺序必须完全正确,并保证每—步动作到位,因此在手动操作交换托板和换刀时必须非常小心.避免出现事故。于动分步换刀和手动托板交换一般只在机床出现故障需要维修时才使用。

426
6.4 加工中心编程与加工综合应用举例 采用华中数控系统的加工中心编程实例 ZH7640立式加工中心由北京第三机床厂生产,采用华中铣床、加工中心数控系统;加工范围600mm×400mm×500mm;刀库可容纳20把刀;可用于镗、铣、钻、铰、攻丝等各种加工。 【例6-10】:在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图6-31所示的零件,其中正五边形外接圆直径为80mm。

427
图6-31 华中数控系统加工实例

428
1. 工艺分析 本例中毛坯较为规则,采用平口钳装夹即可,选择以下4种刀具进行加工:1号刀为Φ20mm两刃立铣刀,用于粗加工;2号刀为Φ10mm中心钻,用于打定孔位;4号刀为Φ10mm钻刀,用于加工孔。通过测量刀具,设定补偿值用于刀具补偿。 该零件的加工工艺为:加工90mm×90mm×15mm的四边形→加工五边形×加工Φ40mm的内圆→精加工四边形、五边形、Φ40mm的内圆→加工4个Φ10mm的孔。 2. 编程说明 手工编程时应根据加工工艺编制加工的主程序,零件的局部形状由子程序加工。该零件由1个主程序和5个子程序组成,其中,P1001为四边形加工子程序,P1002为五边形加工子程序,P1003为圆形加工子程序,P9888为中心孔加工子程序,P9777为加工孔子程序。 用CAD/CAM软件系统辅助编程。首先进行零件几何造型,生成零件的几何模型。然后用CAM软件再生成NC程序。本例先从Pro/E中造型,用IGES格式转化到MasterCAM9.2中(也可以直接用MasterCAM进行零件几何造型),由MasterCAM生成NC程序。 3. NC程序
,由MasterCAM生成NC程序。 3. NC程序.")
429
6.5 加工中心编程与加工实训 实训课题一 加工中心的基本操作 一、实训目的 1.了解加工中心的结构特点与功能特性。
6.5 加工中心编程与加工实训 实训课题一 加工中心的基本操作 一、实训目的 1.了解加工中心的结构特点与功能特性。 2.熟悉加工中心数控系统的操作面板; 3.练习手动启停主轴,手工驱动各坐标轴; 4.熟悉加工中心的数控系统的界面,掌握MDI的基本操作。

430
二、实训内容 1.开机与停机; 2.手动启停主轴; 3.手工驱动各坐标轴; 4.熟悉加工中心的数控系统界面,练习MDI的基本操作; 5.调用系统程序进行图形仿真运行。 三、实训要求 1.注意安全,文明生产; 2.按实训内容写出实训操作步骤; 3.注意记录实训操作内容和步骤; 4.对MDI的各项操作做详细记录; 5.任何时候都只能一个人操作机床。 四、实训时间 每人两学时。 五、实训报告

431
练习题 一、填空题 1、加工中心是具有自动刀具交换装置,并能够()的数控机床。 2、加工中心能在一次装夹中完成()等工序。
3、车削加工中心是在数控车床基础上增加(),可进行回转零件的()的加工。 4、镗铣加工中心一般具有回转工作台,一次装夹,可对箱体的()进行加工。 5、复合加工中心主要指能进行()加工。 6、最常见的加工中心是单工作台和()。 7、加工中心主要由()等部分组成。
,可进行回转零件的()的加工。 4、镗铣加工中心一般具有回转工作台,一次装夹,可对箱体的()进行加工。 5、复合加工中心主要指能进行()加工。 6、最常见的加工中心是单工作台和()。 7、加工中心主要由()等部分组成。")
432
二、判断题(正确的打“√”,错误的打“×”)
1、固定循环功能中的K指重复加工次数,一般在增量方式下使用。( ) 2、固定循环只能由G80撤消。( ) 3、加工中心与数控铣床相比具有高精度的特点。( ) 4、具有自动刀具交换装置,并能够进行多种工序加工的数控机床是加工中心。( ) 5、立式加工中心与卧式加工中心相比,加工范围较宽。( )
 2、固定循环只能由G80撤消。( ) 3、加工中心与数控铣床相比具有高精度的特点。( ) 4、具有自动刀具交换装置,并能够进行多种工序加工的数控机床是加工中心。( ) 5、立式加工中心与卧式加工中心相比,加工范围较宽。( )")
433
三、选择题 1.加工中心用刀具与数控铣床用刀具的区别________ A、刀柄; B、刀具材料; C、刀具角度; D、拉钉。 2.加工中心编程与数控铣床编程的主要区别________ A、指令格式; B、换刀程序; C、宏程序; D、指令功能。 3.下列字符中,_________不适合用于B类宏程序中文字变量。 A、 F; B、 G; C、 J; D、 Q。 4.Z轴方向尺寸相对较小的零件加工,最适合用_______加工。 A、立式加工中心; B、卧式加工中心; C、卧式数控铣床; D、车削加工中心。 5.FANUC系统极坐标用于圆周上分布孔的加工指令是______。 A、 G71; B、G72; C、G73; D、G70。

434
四、简答题 1、加工中心可分为哪几类?其主要特点有哪些? 2、请总结加工中心刀具的选用方法。 3、加工中心的编程与数控铣床的编程主要有何区别? 4、试说明在使用机械手换刀的加工中心上,执行程序“T02 M06”和“M06 T02”有什么不同? 5、与数控铣床相比,加工中心的对刀有什么特色? 6、试叙述加工中心操作的基本步骤与内容。 7、编程练习。加工中心加工图6-43~图6-46各平面曲线零件,加工内容:各孔,深5mm;外轮廓表面,深5mm。试编写加工程序。

436
第七章 用户宏程序 【学习目标】 (1) 了解宏程序的类别及特点。 (2) 理解各类宏程序的运行模式。
第七章 用户宏程序 【学习目标】 (1) 了解宏程序的类别及特点。 (2) 理解各类宏程序的运行模式。 (3) 掌握FANUC系统、华中数控系统、SIEMENS系统的宏程序编制方法。
 了解宏程序的类别及特点。 (2) 理解各类宏程序的运行模式。 (3) 掌握FANUC系统、华中数控系统、SIEMENS系统的宏程序编制方法。")
437
7.1 FANUC系统宏指令编程 A类宏功能应用 用户宏功能是提高数控机床性能的一种特殊功能。使用中,通常把能完成某一功能的一系列指令像子程序一样存入存储器,然后用一个总指令代表它们,使用时只需给出这个总指令就能执行其功能。 用户宏功能主体是一系列指令,相当于子程序体。既可以由机床生产厂提供,也可以由机床用户自己编制。 宏指令是代表一系列指令的总指令,相当于子程序调用指令。 用户宏功能的最大特点是,可以对变量进行运算,使程序应用更加灵活、方便。 用户宏功能有A、B两类。

438
1. 变量 在常规的主程序和子程序内,总是将一个具体的数值赋给一个地址。为了使程序更具通用性、更加灵活,在宏程序中设置了变量,即将变量赋给一个地址。 (1) 变量的表示 变量可以用“#”号和跟随其后的变量序号来表示:#i ( i=1,2, ) 例:#5,#109,#501。

439
(2) 变量的引用 将跟随在一个地址后的数值用一个变量来代替,即引入了变量。 例:对于F#103,若#103=50时,则为F50; 对于Z-#110,若#110=100时,则Z为-100; 对于G#130,若#130=3时,则为G03。
 变量的引用 将跟随在一个地址后的数值用一个变量来代替,即引入了变量。 例:对于F#103,若#103=50时,则为F50; 对于Z-#110,若#110=100时,则Z为-100; 对于G#130,若#130=3时,则为G03。")
440
(3) 变量的类型 0MC系统的变量分为公共变量和系统变量两类。 1) 公共变量 公共变量是在主程序和主程序调用的各用户宏程序内公用的变量。也就是说,在一个宏指令中的#i与在另一个宏指令中的#i是相同的。 公共变量的序号为:#100~#131;#500~#531。其中#100~#131公共变量在电源断电后即清零,重新开机时被设置为“0”;#500~#531公共变量即使断电后,它们的值也保持不变,因此也称为保持型变量。

441
2) 系统变量 系统变量定义为:有固定用途的变量,它的值决定系统的状态。系统变量包括刀具偏置变量,接口的输入/输出信号变量,位置信息变量等。 系统变量的序号与系统的某种状态有严格的对应关系。例如,刀具偏置变量序号为#01~#99,这些值可以用变量替换的方法加以改变,在序号1~99中,不用作刀偏量的变量可用作保持型公共变量#500~#531。 接口输入信号#1000~#1015,#1032。通过阅读这些系统变量,可以知道各输入口的情况。当变量值为“1”时,说明接点闭合;当变量值为“0”时,表明接点断开。这些变量的数值不能被替换。阅读变量#1032,所有输入信号一次读入。

442
2. 宏指令G65 宏指令G65可以实现丰富的宏功能,包括算术运算、逻辑运算等处理功能。 一般形式: G65 Hm P#i Q#j R#k 式中: m--宏程序功能,数值范围01~99; #i--运算结果存放处的变量名; #j--被操作的第一个变量,也可以是一个常数; #k--被操作的第二个变量,也可以是一个常数。 例如,当程序功能为加法运算时: 程序 P#100 Q#101 R# 含义为#100=#101+#102 程序 P#100 Q-#101 R# 含义为#100=-#101+#102 程序 P#100 Q#101 R 含义为#100=#101+15

443
7.2 华中数控宏指令编程 华中数控系统采用目前广泛应用的C类宏程序,其结构与高级语言最为近似。 7.2.1宏变量及常量 1. 宏变量
7.2 华中数控宏指令编程 华中数控系统采用目前广泛应用的C类宏程序,其结构与高级语言最为近似。 7.2.1宏变量及常量 1. 宏变量 #0~# 当前局部变量 #50~#99 全局变量 #100~#199 刀补号 100~199的补偿值 #200~#249 0层局部变量 #250~#299 1层局部变量 #300~#349 2层局部变量 #350~#399 3层局部变量 #400~#449 4层局部变量 #450~#499 5层局部变量 #500~#549 6层局部变量 #550~#599 7层局部变量 #600~#699 刀具长度寄存器H0~H99 #700~#799 刀具半径寄存器D0~D99 #800~#899 刀具寿命寄存器 #1195~#1199为固定循环使用

444
2. 常量 PI:圆周率π TRUE:真 FALSE:假
运算符与表达式 (1) 算术运算符: +,-,×,/ (2) 条件运算符: EQ(=),NE(≠),GT(>),GE(≥),LT(<),LE(≤) (3) 逻辑运算符: AND,OR,NOT (4) 函数 SIN—正弦,COS—余弦,TAN—正切,ATAN—反正切,ABS—求绝对值,INT—取整,IGN—取符号,SQRT--求平方根,EXP—指数函数 (5) 表达式: 用运算符连接起来的常数,宏变量构成表达式。 例如:175/SQRT[2] * COS[55 * PI/180 ] #3*6 GT 14 ENDW
 算术运算符: +,-,×,/ (2) 条件运算符: EQ(=),NE(≠),GT(>),GE(≥),LT(<),LE(≤) (3) 逻辑运算符: AND,OR,NOT. (4) 函数. SIN—正弦,COS—余弦,TAN—正切,ATAN—反正切,ABS—求绝对值,INT—取整,IGN—取符号,SQRT--求平方根,EXP—指数函数. (5) 表达式: 用运算符连接起来的常数,宏变量构成表达式。 例如:175/SQRT[2] * COS[55 * PI/180 ] #3*6 GT 14. ENDW.")
445
(6) 赋值语句 格式:宏变量=常数或表达式 把常数或表达式的值送给一个宏变量称为赋值。 例如: #2 = 175/SQRT[2] * COS[55 * PI/180 ] #3 = 124.0 (7) 条件判别语句IF, ELSE,ENDIF 格式①:IF [条件表达式] … … ELSE ENDIF 格式②:IF [条件表达式] (8) 循环语句WHILE,ENDW 格式:WHILE [条件表达式]
![(6) 赋值语句 格式:宏变量=常数或表达式. 把常数或表达式的值送给一个宏变量称为赋值。 例如: #2 = 175/SQRT[2] * COS[55 * PI/180 ] #3 =](http://slidesplayer.com/slide/11187551/60/images/445/%286%29+%E8%B5%8B%E5%80%BC%E8%AF%AD%E5%8F%A5+%E6%A0%BC%E5%BC%8F%EF%BC%9A%E5%AE%8F%E5%8F%98%E9%87%8F%3D%E5%B8%B8%E6%95%B0%E6%88%96%E8%A1%A8%E8%BE%BE%E5%BC%8F.+%E6%8A%8A%E5%B8%B8%E6%95%B0%E6%88%96%E8%A1%A8%E8%BE%BE%E5%BC%8F%E7%9A%84%E5%80%BC%E9%80%81%E7%BB%99%E4%B8%80%E4%B8%AA%E5%AE%8F%E5%8F%98%E9%87%8F%E7%A7%B0%E4%B8%BA%E8%B5%8B%E5%80%BC%E3%80%82+%E4%BE%8B%E5%A6%82%EF%BC%9A+%232+%3D+175%2FSQRT%5B2%5D+%2A+COS%5B55+%2A+PI%2F180+%5D+%233+%3D.jpg "(7) 条件判别语句IF, ELSE,ENDIF. 格式①:IF [条件表达式] … … ELSE. ENDIF. 格式②:IF [条件表达式] (8) 循环语句WHILE,ENDW. 格式:WHILE [条件表达式]")
446
7.3 SIEMENS系统宏程序应用 7.3.1 计算参数 SIEMENS系统宏程序应用的计算参数如下: R0~R99----可自由使用;
计算参数 SIEMENS系统宏程序应用的计算参数如下: R0~R99----可自由使用; R100~R 加工循环传递参数(如程序中没有使用加工循环,这部分参数可自由使用); R250~R 加工循环内部计算参数(如程序中没有使用加工循环,这部分参数可自由使用)。
; R250~R 加工循环内部计算参数(如程序中没有使用加工循环,这部分参数可自由使用)。")
447
赋值方式 为程序的地址字赋值时,在地址字之后应使用“=”,N、G、L除外。 例:G00 X=R2 控制指令 控制指令主要有: IF 条件 GOTOF 标号 IF 条件 GOTOB 标号 说明: IF——如果满足条件,跳转到标号处;如果不满足条件,执行下一条指令; GOTOF——向前跳转; GOTOB——向后跳转; 标号——目标程序段的标记符,必须要由2~8个字母或数字组成,其中开始两个符号必须是字母或下划线。标记符必须位于程序段首;如果程序段有顺序号字,标记符必须紧跟顺序号字;标记符后面必须为冒号。

448
【本章小结】 本章介绍了宏程序的分类及特点,着重讲解了FANUC系统、华中数控系统和SIEMENS系统宏程序的指令格式,运行方式及编制方法。宏程序运用得当会大大地减化编程,并能够在一定程序上处理各类非圆曲线及轮廓。本章是本教材的重点章节之一,读者可以根据自已的需要从上述三种常用数控系统宏程序编制方法中有选择地学习。

449
7.4 宏指令编程实训 实训课题一、宏指令应用 一、实训目的 1.掌握宏指令的编程特点; 2.进一步练习数控铣床的编程与基本操作;
7.4 宏指令编程实训 实训课题一、宏指令应用 一、实训目的 1.掌握宏指令的编程特点; 2.进一步练习数控铣床的编程与基本操作; 3.将数控加工工艺贯穿于数控编程与加工之中; 二、实训内容 毛坯200㎜×100㎜×30㎜块料,要求铣出如图7-10所示的四棱台,工件材料为蜡块。

450
图7-10 四棱台

451
1.对零件进行工艺分析:确定加工方案,选择刀具、选择夹具、按图示走刀路线进行加工、选择工艺参数。
1) 编写宏指令加工程序,并输入到数控系统中,对其进行图形仿真校验。 2) 安装工件 3) 对刀并进行参数设置。 4) 自动加工 5) 检验加工零件 三、实训要求 1.仔细分析零件的加工图纸,明确图纸的加工要求; 2.仔细分析切削用量,确定加工顺序; 3.输入程序要细心; 4.对刀要精确; 5.自动加工之前要仔细校验程序; 6.仔细分析零件的加工质量,对不足之处提出改进意见。 四、实训时间 每人上机四小时。 五、实训报告
 编写宏指令加工程序,并输入到数控系统中,对其进行图形仿真校验。 2) 安装工件. 3) 对刀并进行参数设置。 4) 自动加工. 5) 检验加工零件. 三、实训要求. 1.仔细分析零件的加工图纸,明确图纸的加工要求; 2.仔细分析切削用量,确定加工顺序; 3.输入程序要细心; 4.对刀要精确; 5.自动加工之前要仔细校验程序; 6.仔细分析零件的加工质量,对不足之处提出改进意见。 四、实训时间. 每人上机四小时。 五、实训报告.")
452
练习题 一、判断题(正确的打“√”,错误的打“×”) 1.宏程序的特点是可以使用变量,变量之间不能进行运算。( ) 2.A类宏指令与B类宏指令只是调动格式不一样。( ) 3.在“G65 H01 P#100 Q1” 中,H01是指01号偏移量。( ) 4.一般规定加工中心的宏编程采用A类宏指令,数控铣床编程采用B类宏指令。( ) 5.SIEMENS宏指令主要应用在钻孔加工循环中。( ) 二、选择题 1.华中数控系统采用的是 。 A、A类 B、B类 C、C类 D、D类 2.宏程序中的#110属于___________。 A、公共变量; B、局部变量; C、系统变量; D、常数。 3.G65 P9201属于 宏程序 A、A类 B、B类 C、SIEMENS D、华中数控 4.华中数控系统宏指令中SQRT为 A、取符号 B、求平方根 C、求绝对值 D、取整数 5.HNC-21系统中,下列( )变量属于当前局部变量。 A、# B、# C、# D、#5201
 5.SIEMENS宏指令主要应用在钻孔加工循环中。( ) 二、选择题. 1.华中数控系统采用的是 。 A、A类 B、B类 C、C类 D、D类. 2.宏程序中的#110属于___________。 A、公共变量; B、局部变量; C、系统变量; D、常数。 3.G65 P9201属于 宏程序. A、A类 B、B类 C、SIEMENS D、华中数控. 4.华中数控系统宏指令中SQRT为. A、取符号 B、求平方根 C、求绝对值 D、取整数. 5.HNC-21系统中,下列( )变量属于当前局部变量。 A、#30 B、#140 C、#2000 D、#5201.")
453
三、简答题 1.宏程序的功能是什么?宏程序变量有哪些? 2.A类宏程序中,宏指令G65的一般形式? 3.B类宏程序中,为何英文字母G、L、N、O、P一般不作为文字变量名? 4.B类宏程序中,有哪些变量类型,其含义如何? 5.SIEMENS系统宏程序是如何实现的?

454
6.用华中数控系统宏程序编制如图7-12所示抛物线Z=X2/8在区间[0,16]内的车床加工程序。
![6.用华中数控系统宏程序编制如图7-12所示抛物线Z=X2/8在区间[0,16]内的车床加工程序。](http://slidesplayer.com/slide/11187551/60/images/454/6%EF%BC%8E%E7%94%A8%E5%8D%8E%E4%B8%AD%E6%95%B0%E6%8E%A7%E7%B3%BB%E7%BB%9F%E5%AE%8F%E7%A8%8B%E5%BA%8F%E7%BC%96%E5%88%B6%E5%A6%82%E5%9B%BE7-12%E6%89%80%E7%A4%BA%E6%8A%9B%E7%89%A9%E7%BA%BFZ%3DX2%2F8%E5%9C%A8%E5%8C%BA%E9%97%B4%5B0%EF%BC%8C16%5D%E5%86%85%E7%9A%84%E8%BD%A6%E5%BA%8A%E5%8A%A0%E5%B7%A5%E7%A8%8B%E5%BA%8F%E3%80%82.jpg "6.用华中数控系统宏程序编制如图7-12所示抛物线Z=X2/8在区间[0,16]内的车床加工程序。")
455
7.如图7-13所示在边长为100毫米的正方形上钻8个孔,正方形的中心作为O点,Z向零点设在工件的上表面,孔深为35毫米,采用用户宏程序编写其加工程序。

456
第八章 数控电火花线切割编程 【学习目标】 (1) 了解线切割加工设备的基本结构、型号、参数和工作原理。
第八章 数控电火花线切割编程 【学习目标】 (1) 了解线切割加工设备的基本结构、型号、参数和工作原理。 (2) 理解电火花线切割加工的安全技术规程、使用规则及维护保养方法。 (3) 掌握电火花线切割加工工艺的制定及3B格式、4B格式和ISO格式的编程方法。
 了解线切割加工设备的基本结构、型号、参数和工作原理。 (2) 理解电火花线切割加工的安全技术规程、使用规则及维护保养方法。 (3) 掌握电火花线切割加工工艺的制定及3B格式、4B格式和ISO格式的编程方法。")
457
8.1 数控线切割加工概述 电火花线切割加工(Wire Cut EDM,简称WEDM)是在电火花加工基础上于20世纪50年代末最早在前苏联发展起来的一种新的工艺形式,是用线状电极(钥丝、钨丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。它已获得广泛的应用,目前国内外的线切割机床已占电加工机床的60%以上。 线切割加工为新产品试制、精密零件加工及模具制造开辟了一条新的工艺途径,现在它主要应用于加工模具、加工电火花成形加工用的电极以及试制新产品时直接加工零件等几个方面。
是在电火花加工基础上于20世纪50年代末最早在前苏联发展起来的一种新的工艺形式,是用线状电极(钥丝、钨丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。它已获得广泛的应用,目前国内外的线切割机床已占电加工机床的60%以上。 线切割加工为新产品试制、精密零件加工及模具制造开辟了一条新的工艺途径,现在它主要应用于加工模具、加工电火花成形加工用的电极以及试制新产品时直接加工零件等几个方面。")
458
线切割加工的特点 电火花线切割加工精度可达±0.01mm,表面粗糙度为Ra1.25~2.5μm。线切割可以加工用一般切割加工方法难以加工或无法加工的硬质合金和淬火钢等一切导电的高硬度、复杂轮廓形状的板状金属工件。数控线切割加工是机械制造中不可缺少的一种先进的加工方法,具有以下特点:

459
(1) 由于电极工具采用直径较小的金属丝,省掉了成形的工具电极,大大降低了成形工具电极的设计和制造费用,用简单的工具电极,靠数控技术实现复杂的切割轨迹,缩短了生产准备时间,加工周期短,这不光对新产品的试制是很有意义,对大批生产也增加了快速性和柔性。 (2) 由于电极丝比较细,可以加工微细异形孔、窄缝和复杂形状的工件。由于切缝很窄,且只对工件材料进行“套料”加工,实际金属去除量很少,材料的利用率很高,这对加工、节约贵重金属有重要意义。 (3) 电极与工件之间存在着“疏松接触”式轻压放电现象。 (4) 采用水或水基工作液,不会引燃起火,容易实现安全无入运转。 (5) 由于采用移动的长电极丝进行加工,使单位长度电极丝的损耗较少,从而对加工精度的影响比较小,特别在低速走丝线切割加工时,电极丝一次性使用,电极丝损耗对加工精度的影响更小。
 由于电极丝比较细,可以加工微细异形孔、窄缝和复杂形状的工件。由于切缝很窄,且只对工件材料进行 套料 加工,实际金属去除量很少,材料的利用率很高,这对加工、节约贵重金属有重要意义。 (3) 电极与工件之间存在着 疏松接触 式轻压放电现象。 (4) 采用水或水基工作液,不会引燃起火,容易实现安全无入运转。 (5) 由于采用移动的长电极丝进行加工,使单位长度电极丝的损耗较少,从而对加工精度的影响比较小,特别在低速走丝线切割加工时,电极丝一次性使用,电极丝损耗对加工精度的影响更小。")
460
电火花线切割加工设备 电火花线切割加工设备主要由机床本体、脉冲电源、控制系统、工作液循环系统和机床附件等几部分组成。图8-1和图8-2分别为高速和低速走丝电火花线切割加工设备组成图。

461
图8-1高速走丝电火花线切割加工设备组成

462
电火花线切割机床的型号及主要技术参数 1. 电火花线切割机床的型号 电火花线切割机床型号编制方法是根据GB/T 《金属切削机床型号编制方法》中的相应规定进行的,机床型号有汉语拼音字母和阿拉伯数字组成,它表示机床的类别、特性和基本参数。如DK7725,其含义为: D:机床类代号(电加工机床) K:机床特性代号(数控) 7:组别代号(电火花加工机床) 7:系代号(线切割机床,高速走丝为7,低速走丝为6) 25:基本参数代号(工作台横向行程为250mm)
 K:机床特性代号(数控) 7:组别代号(电火花加工机床) 7:系代号(线切割机床,高速走丝为7,低速走丝为6) 25:基本参数代号(工作台横向行程为250mm)")
463
电火花线切割加工的安全技术规程 作为电火花线切割的安全技术规程,可从两方面考虑:一方面是入身安全;另一方面是设备安全。具体有以下几点。 (1) 操作者必须熟悉线切割机床的操作技术,开机前应按设备润滑要求,对机床有关部位注油润滑(润滑油必须符合机床说明书的要求)。 (2) 操作者必须熟悉线切割加工工艺,恰当的选取加工参数,按规定操作顺序操作,防止造成断丝等故障。 (3) 用手摇柄操作储丝筒后,应及时将摇柄拔出,防止储丝筒转动时将摇柄甩出伤人。装卸电极丝时,注意防止电极丝扎手。换下的废丝要放在规定的容器内,防止混入电路和走丝系统中造成电器短路、触电和断丝等事故。注意防止因丝筒惯性造成断丝及传动件碰撞。为此,停机时,要在储丝筒刚换向后再尽快按下停止按钮。 (4) 正式加工工件之前,应确认工件位置已安装正确,防止碰撞线架和因超程撞坏丝杆、螺母等传动部件。对于无超程限位的工作台,要防止超程坠落事故。 (5) 尽量消除工件的残余应力,防止切割过程中工件爆炸伤入。加工之前应安装好防护罩。 (6) 机床附近不得放置易燃、易爆物品,防止因工作液一时供应不足;产生的放电火花引起事故。 (7) 在检修机床、机床电器、脉冲电源、控制系统时,应注意适当的切断电源,防止触电和损坏电路元件。 (8) 定期检查机床的保护接地是否可靠,注意各部位是否漏电,尽量采用触电开关。合上加工电源后,不可用手或手持导电主具同时接触脉冲电源的两输出端(床身与工件),以防触电。 (9) 禁止用湿手按开关或接触电器部分。以防止工作液等导电物进入电器部分,一旦发生因电器短路造成火灾时,应首先切断电源,立即用四氯化碳、干冰等合适的灭火器灭火,不准用水救火。 (10) 停机时,应先停高频脉冲电源,后停工作液、让电极运行一段时间,并等储丝筒反向后再停走丝。工作结束后,关掉总电源,擦净工作台及夹具,并润滑机床。
 操作者必须熟悉线切割加工工艺,恰当的选取加工参数,按规定操作顺序操作,防止造成断丝等故障。 (3) 用手摇柄操作储丝筒后,应及时将摇柄拔出,防止储丝筒转动时将摇柄甩出伤人。装卸电极丝时,注意防止电极丝扎手。换下的废丝要放在规定的容器内,防止混入电路和走丝系统中造成电器短路、触电和断丝等事故。注意防止因丝筒惯性造成断丝及传动件碰撞。为此,停机时,要在储丝筒刚换向后再尽快按下停止按钮。 (4) 正式加工工件之前,应确认工件位置已安装正确,防止碰撞线架和因超程撞坏丝杆、螺母等传动部件。对于无超程限位的工作台,要防止超程坠落事故。 (5) 尽量消除工件的残余应力,防止切割过程中工件爆炸伤入。加工之前应安装好防护罩。 (6) 机床附近不得放置易燃、易爆物品,防止因工作液一时供应不足;产生的放电火花引起事故。 (7) 在检修机床、机床电器、脉冲电源、控制系统时,应注意适当的切断电源,防止触电和损坏电路元件。 (8) 定期检查机床的保护接地是否可靠,注意各部位是否漏电,尽量采用触电开关。合上加工电源后,不可用手或手持导电主具同时接触脉冲电源的两输出端(床身与工件),以防触电。 (9) 禁止用湿手按开关或接触电器部分。以防止工作液等导电物进入电器部分,一旦发生因电器短路造成火灾时,应首先切断电源,立即用四氯化碳、干冰等合适的灭火器灭火,不准用水救火。 (10) 停机时,应先停高频脉冲电源,后停工作液、让电极运行一段时间,并等储丝筒反向后再停走丝。工作结束后,关掉总电源,擦净工作台及夹具,并润滑机床。")
464
8.1.5 电火花线切割机床的使用规则及维护保养方法
1. 数控电火花线切割机床的使用规则 数控线切割机床是技术密集型产品,属于精密加工设备,为了安全、合理、有效地使用机床,要求操作入员必须遵守以下几项规则: (1) 对机床的性能、结构要有较充分的了解,能掌握操作规程和遵守安全生产制度。 (2) 在机床的允许规格范围内进行加工,不要超重或超行程工作。 (3) 经常检查机床的电源线、超程开关和换向开关是否安全可靠,不允许带故障工作。 (4) 按机床操作说明书所规定的润滑部位,定时注入规定的润滑油或润滑脂,以保证机构运转灵活,特别是导轮和轴承,要定时检查和更换。 (5) 加工前检查工作液箱中的工作液是否足够,水管和喷嘴是否通畅。 (6) 完工后清理工作区域,擦净夹具和附加等。 (7) 定期检查机床电器设备受潮和可靠,并清除尘埃,防止金属物落入。 (8) 定期维护保养。
 对机床的性能、结构要有较充分的了解,能掌握操作规程和遵守安全生产制度。 (2) 在机床的允许规格范围内进行加工,不要超重或超行程工作。 (3) 经常检查机床的电源线、超程开关和换向开关是否安全可靠,不允许带故障工作。 (4) 按机床操作说明书所规定的润滑部位,定时注入规定的润滑油或润滑脂,以保证机构运转灵活,特别是导轮和轴承,要定时检查和更换。 (5) 加工前检查工作液箱中的工作液是否足够,水管和喷嘴是否通畅。 (6) 完工后清理工作区域,擦净夹具和附加等。 (7) 定期检查机床电器设备受潮和可靠,并清除尘埃,防止金属物落入。 (8) 定期维护保养。")
465
2. 数控电火花线切割机床的保养方法 数控电火花线切割机床维护保养的目的是为了保持机床能正常可靠的工作,延长其使用寿命。一般维护保养方法如下: (1) 定期润滑数控线切割机床上需定期润滑的部位主要有机床导轨、丝杆螺母、传动齿轮、导轮轴承等,一般用油枪注入。轴承和滚珠丝杆有保护套式的,可以经半年或一年后拆开注油。 (2) 定期调整对于丝杆螺母、导轨及电极丝挡块和进电块等,要根据使用时间、间隙大小或沟槽深浅进行调整。部分线切割机床采用锥形开槽时的调节螺母,则需适当的拧紧一些,但要保持转动灵活。滚动导轨的调整方法为松开工作台一边的导轨固定螺钉,拧调节螺钉,看百分表的反应,使其紧靠另一边。挡丝块和进电块如使用了很长时间,摩擦出沟痕,须转动或移动一下,以改变接触位置。 (3) 定期更换线切割机床上的导轮、馈电刷(有的为进电块)、挡丝块及导轮轴承等易损件,磨损后应更换。
 定期润滑数控线切割机床上需定期润滑的部位主要有机床导轨、丝杆螺母、传动齿轮、导轮轴承等,一般用油枪注入。轴承和滚珠丝杆有保护套式的,可以经半年或一年后拆开注油。 (2) 定期调整对于丝杆螺母、导轨及电极丝挡块和进电块等,要根据使用时间、间隙大小或沟槽深浅进行调整。部分线切割机床采用锥形开槽时的调节螺母,则需适当的拧紧一些,但要保持转动灵活。滚动导轨的调整方法为松开工作台一边的导轨固定螺钉,拧调节螺钉,看百分表的反应,使其紧靠另一边。挡丝块和进电块如使用了很长时间,摩擦出沟痕,须转动或移动一下,以改变接触位置。 (3) 定期更换线切割机床上的导轮、馈电刷(有的为进电块)、挡丝块及导轮轴承等易损件,磨损后应更换。")
466
8.2 电火花线切割加工工艺 电火花线切割加工技术已广泛用于国防和民用的生产和科研工作中,用于加工各种难加工材料、复杂表面和有特殊要求的零件、刀具和磨具等。电火花线切割加工时应注意以下的一些工艺问题。

467
电火花线切割加工的步骤及要求 电火花线切割加工是实现工件尺寸加工的一种技术。在一定设备条件下,合理的制定加工工艺路线是保证工件加工质量的重要环节。 电火花线切割加工模具或零件的过程,一般可分以下几个步骤。 1. 对图样进行分析和审核 分析图样对保证工件加工质量和工件的综合技术指标是有决定意义的第一步。以冲裁模为例、在理解图样时首先要挑出不能或不宜用电火花线切割加工的工件图样,大致有如下几种: (1) 表面粗糙度和尺寸精度要求很高,切割后无法进行手工研磨的工件。 (2) 窄缝小于电极丝直径加放电间隙的工件,或图形内拐角处不允许带有电极丝半径加放电间隙所形成的圆角的工件。 (3) 非导电材料。 (4) 厚度超过丝架跨距的零件。 (5) 加工长度超过x、y拖板的有效行程长度,且精度要求较高的工件。 在符合线切割加工工艺的条件下,应着重考虑以下几个方面: (6) 凹角和尖角的尺寸要符合线切割加工的特点线切割加工是用电极丝作为工具电极来加工的。因为电极丝有一定半径R,加工时又有一加工间隙δ,使电极丝中心运动轨迹与给定图线相差距离f,如图8-3所示,f=R+δ这样,加工凸模类零件时,电极丝中心轨迹应放大;加工凹模类零件时,电极丝中心轨迹应缩小,如图8-4所示。 线切割加工,在工件的凹角处不能得到“清角’,而是半径等于f的圆弧。对于形状复杂的精密冲模,在凸凹模设计图样上应注明拐角的过渡圆弧半径R'。加工凹角时:R'≥δ+R;加工尖角时:R' = R-Δ,其中Δ为配合间隙。
 表面粗糙度和尺寸精度要求很高,切割后无法进行手工研磨的工件。 (2) 窄缝小于电极丝直径加放电间隙的工件,或图形内拐角处不允许带有电极丝半径加放电间隙所形成的圆角的工件。 (3) 非导电材料。 (4) 厚度超过丝架跨距的零件。 (5) 加工长度超过x、y拖板的有效行程长度,且精度要求较高的工件。 在符合线切割加工工艺的条件下,应着重考虑以下几个方面: (6) 凹角和尖角的尺寸要符合线切割加工的特点线切割加工是用电极丝作为工具电极来加工的。因为电极丝有一定半径R,加工时又有一加工间隙δ,使电极丝中心运动轨迹与给定图线相差距离f,如图8-3所示,f=R+δ这样,加工凸模类零件时,电极丝中心轨迹应放大;加工凹模类零件时,电极丝中心轨迹应缩小,如图8-4所示。 线切割加工,在工件的凹角处不能得到 清角’,而是半径等于f的圆弧。对于形状复杂的精密冲模,在凸凹模设计图样上应注明拐角的过渡圆弧半径R 。加工凹角时:R ≥δ+R;加工尖角时:R = R-Δ,其中Δ为配合间隙。")
468
图8-3电极丝与工件放电位置关系

469
图8-4电极丝中心轨迹与给定图线的关系 a)加工凸模类零件图 b)加工凹模类零件
加工凸模类零件图 b)加工凹模类零件")
470
(7) 合理选择表面粗糙度和加工精度线切割加工是由无数的小坑和凸起组成的,粗细较均匀,所以在相同的粗细程度下,耐用度比机械加工的表面好。采用线切割加工时,工件表面粗糙度的要求可以较机械加工法减低半级到一级;同时,线切割加工的表面粗糙度等级提高一级,加工速度将大幅度地下降。所以,图样中要合理的给定表面粗糙度。线切割加工所能到达的最好粗糙度是有限的。若无特殊需要,对表面粗糙度的要求不能太高。同样,加工精度的给定也要合理,目前,绝大多数数控线切割机床的脉冲当量一般为每步0.001mm,由于工作台传动精度所限,加上走丝系统和其他方面的影响,切割加工精度一般为6级左右,如果加工精度要求很高,是难于实现的。 (8) 材料的选用和热处理以线切割加工为主要工艺时,钢的加工路线是:下料→锻造→退火→机械粗加工→淬火与回火→磨削加工→线切割加工→钳工修整。这种工艺路线的特点之一是工件在加工的全过程中会出现两次较大的变形。经过机械粗加工的整块坯料先经过热处理,材料在该过程中会产生第一次较大变形,材料内部的残余应力显著的增加了。热处理后的坯件进行切割加工时,由于大面积去除金属和切断加工,会使材料内部残余应力的相对平衡状态受到破坏,材料又会产生第二次较大变形。如果在加工中发现各处的缝隙变窄了,原来的电极丝也不能通过,说明材料内部残存着压应力。这种由残余应力造成的变形有时比机床精度等因素对加工精度的影响还严重,可使变形达到宏观可见的程度。
 材料的选用和热处理以线切割加工为主要工艺时,钢的加工路线是:下料→锻造→退火→机械粗加工→淬火与回火→磨削加工→线切割加工→钳工修整。这种工艺路线的特点之一是工件在加工的全过程中会出现两次较大的变形。经过机械粗加工的整块坯料先经过热处理,材料在该过程中会产生第一次较大变形,材料内部的残余应力显著的增加了。热处理后的坯件进行切割加工时,由于大面积去除金属和切断加工,会使材料内部残余应力的相对平衡状态受到破坏,材料又会产生第二次较大变形。如果在加工中发现各处的缝隙变窄了,原来的电极丝也不能通过,说明材料内部残存着压应力。这种由残余应力造成的变形有时比机床精度等因素对加工精度的影响还严重,可使变形达到宏观可见的程度。")
471
2. 编制程序 (1) 冲模间隙和过渡圆半径的确定 1) 合理确定冲模间隙冲模间隙的合理选用,是关系到模具的寿命及冲制件毛刺大小的关键因素之一。不同材料的冲模间隙一般选择在如下范围: 软的冲裁材料,如纯铜、软铝、半硬铝、胶木板、红纸板、云母片等,凸凹模间隙可选为冲裁厚度的8%~10%。 半硬冲裁材料,如黄铜、磷铜、青铜、硬铝等,凸凹模可选为冲材厚度的10%~15%。 硬质冲裁材料,如铁皮、钢片、硅钢片等,凸凹模间隙可选为冲材厚度的15%~20%。

472
2) 合理确定过渡圆半径为了提高一般冷冲模具的使用寿命,在线线、线圆、圆圆相交处,特别是小角度的拐角上都应加过渡圆。过渡圆的大小可根据冲裁材料厚度、模具形状和要求寿命及冲制件的技术条件考虑,随着冲制件的增厚,过渡圆也可相应增大。一般可在0.1~0.5mm范围内选用。 对于冲件材料较薄、模具配合间隙很小、冲件又不允许加大的过渡圆,为了得到良好的凸凹模配合间隙,一般在凸形拐角处也要加一个过渡圆。因为电极丝加工轨迹会在内拐角处自然加工出半径等于电极丝半径加单面放电间隙的过渡圆。 (2) 计算和编写加工用的程序编程时,要根据坯料的情况,选择一个合理的装夹位置,同时确定一个合理的起割点和切割路线。切割点应取在图形的拐角处,或在容易将凸尖修去的部位。切割路线主要以防止或减少模具变形为原则,一般应考虑使靠近装夹这一边的图形最后切割为宜。
 计算和编写加工用的程序编程时,要根据坯料的情况,选择一个合理的装夹位置,同时确定一个合理的起割点和切割路线。切割点应取在图形的拐角处,或在容易将凸尖修去的部位。切割路线主要以防止或减少模具变形为原则,一般应考虑使靠近装夹这一边的图形最后切割为宜。")
473
(3) 程序输入和试切根据实际情况,程序可以直接由键盘输入,或从编程机直接把程序传输到控制器中。对简单有把握的工件可以直接加工,对尺寸精度要求高、凸凹模配合间隙小的模具,必须要用薄料试切,从试切件上可检查其精度和配合间隙。如发现不符合要求,应及时分析,找出问题,修改程序直至合格后才能正式加工模具。这一步骤是避免工件报废的一个重要环节。
 程序输入和试切根据实际情况,程序可以直接由键盘输入,或从编程机直接把程序传输到控制器中。对简单有把握的工件可以直接加工,对尺寸精度要求高、凸凹模配合间隙小的模具,必须要用薄料试切,从试切件上可检查其精度和配合间隙。如发现不符合要求,应及时分析,找出问题,修改程序直至合格后才能正式加工模具。这一步骤是避免工件报废的一个重要环节。")
474
3. 加工前的准备 (1) 机床的检查与调整。加工前,特别是加工精密工件之前,要对机床进行检查与调整。 1) 检查导轮。加工前,应仔细检查导轮V形槽是否受损。因导轮与电极丝间的电腐蚀及滑动摩擦等,宜使导轮V形槽出现沟槽,这不但会引起电极丝产生抖动,也易被卡断。所以要经常检查和更换。另外应注意去除堆积在V形槽内的电蚀产物。 2) 检查保持器。电极丝导向定位采用保持器或辅助导轮时,必须经常检查其工作面是否出现沟槽。如果出现沟槽,应调换保持器工作台面位置或更换辅助导轮。 3) 检查纵、横方向拖板丝杠副间隙。纵、横方向拖板丝杠副的配合间隙,由于频繁往复运动会发生变化,因此在加工微精工件前,要认真检查与调整,符合相应精度标准后,再开始加工。
 检查导轮。加工前,应仔细检查导轮V形槽是否受损。因导轮与电极丝间的电腐蚀及滑动摩擦等,宜使导轮V形槽出现沟槽,这不但会引起电极丝产生抖动,也易被卡断。所以要经常检查和更换。另外应注意去除堆积在V形槽内的电蚀产物。 2) 检查保持器。电极丝导向定位采用保持器或辅助导轮时,必须经常检查其工作面是否出现沟槽。如果出现沟槽,应调换保持器工作台面位置或更换辅助导轮。 3) 检查纵、横方向拖板丝杠副间隙。纵、横方向拖板丝杠副的配合间隙,由于频繁往复运动会发生变化,因此在加工微精工件前,要认真检查与调整,符合相应精度标准后,再开始加工。")
475
(2) 选配工作液与检验工作液循环系统。根据线切割机床的类型和加工对象,选择工作液的种类、浓度及电导率等。对于快速走丝系统常用乳化液,浓度为10%左右。对于慢速走丝系统,选用去离子水或煤油等。使用去离子水时,应注意调节离子浓度。工作液应保持一定的清洁度,如果发现过脏,应及时更换。然后检查工作液循环系统工作是否正常,并调节工作液喷流压力。 (3) 电极丝的选择、盘绕和调整。根据加工要求选用一定直径、质量合格的电极丝。盘绕电极丝时应掌握好松紧程度,一般在抗拉强度允许条件下,可绷紧些。采用单丝筒快速走丝机构时,排丝距应大于丝径。采用双机双丝轮结构时,要调整好电极之间的拉力与张力,使之既能将电极丝绷直,又能使电极丝在使用中不被拉断。加工前应校正和调整电极丝对工作台面的垂直度。目前多借助校正工具来调整电极丝对工作台面的垂直度。 (4) 加工基准的准备为了便于线切割加工,根据工件外形和加工要求,应准备相应的校正和加工基准。此基准应尽量与图样的设计基准一致。
 电极丝的选择、盘绕和调整。根据加工要求选用一定直径、质量合格的电极丝。盘绕电极丝时应掌握好松紧程度,一般在抗拉强度允许条件下,可绷紧些。采用单丝筒快速走丝机构时,排丝距应大于丝径。采用双机双丝轮结构时,要调整好电极之间的拉力与张力,使之既能将电极丝绷直,又能使电极丝在使用中不被拉断。加工前应校正和调整电极丝对工作台面的垂直度。目前多借助校正工具来调整电极丝对工作台面的垂直度。 (4) 加工基准的准备为了便于线切割加工,根据工件外形和加工要求,应准备相应的校正和加工基准。此基准应尽量与图样的设计基准一致。")
476
1) 以外形为校正加工基准。外形是矩形状的工件,一般需要有两个相互垂直的基准面,并垂直于工件的上下平面,如图8-5所示。
图8-5 矩形工件的校正与加工基准

477
2) 以外形为校正基准,内孔为加工基准无论外形是矩形还是圆形或其他异形的工件,都应准备一个与工件的上下面保持垂直的校正基准,此时其中一个内孔可作为加工基准,如图8-6所示。在大多数情况下,外形基面在线切割加工前的机械加工中就已制备了。工件淬硬后,若基面变形后很小,可稍加打光便可用线切割加工;若变形较大,则基面应当重新修磨。
 以外形为校正基准,内孔为加工基准无论外形是矩形还是圆形或其他异形的工件,都应准备一个与工件的上下面保持垂直的校正基准,此时其中一个内孔可作为加工基准,如图8-6所示。在大多数情况下,外形基面在线切割加工前的机械加工中就已制备了。工件淬硬后,若基面变形后很小,可稍加打光便可用线切割加工;若变形较大,则基面应当重新修磨。")
478
图8-6以工件外形为校正基准

479
(5) 加工穿丝孔 1) 切割凸模类零件加工凸模类零件通常由外向内顺序切割。但坯件材料的割断,会在很大程度上破坏材料内部应力平衡状态,使材料变形。因此电极丝最好不由坯件的外部切进去,而是将切割的起始点取在坯件预制的穿丝孔中,如图8-7所示。
 加工穿丝孔 1) 切割凸模类零件加工凸模类零件通常由外向内顺序切割。但坯件材料的割断,会在很大程度上破坏材料内部应力平衡状态,使材料变形。因此电极丝最好不由坯件的外部切进去,而是将切割的起始点取在坯件预制的穿丝孔中,如图8-7所示。")
480
图8-7在坯件内部预制穿丝孔 a)不正确 b) 不好 c)好
不正确 b) 不好 c)好")
481
2) 切割孔类工件 ① 确定穿丝孔位置。穿丝孔位置选在工件待切割型孔的中心时,操作加工较方便。选在靠近待切割型孔的边角处时,切割无用轨迹最短。选在已知坐标尺寸的交点处时,有利于尺寸的推算。因此,要根据实际情况妥善选取穿丝孔位置。 ② 确定穿丝孔的大小。穿丝孔的大小要适宜,一般不宜太小。如果穿丝孔很小,不但增加钻孔困难,而且不便穿丝。太大也会增加工艺上的困难。一般选用直径为3~10mm范围内。如预制孔可用车削等方法加工,在允许的范围内可加大直径。

482
4. 加工 (1) 加工时的调整 1) 调整电极丝垂直度。在装夹工件前必须以工作台为基准,先将电极丝垂直度调整好,再根据技术要求装夹坯料。条件许可时最好以角尺刀口再复测一次电极丝对装夹好工件的垂直度。如发现不垂直,说明工件装夹可能有翘起或低头,也可能工件有毛刺或电极丝没挂进导轮,需立即修正。因为模具加工面垂直与否直接影响模具质量。 2) 调整脉冲电源的电参数。脉冲电源的电参数选择是否恰当,对加工模具的表面粗糙度、精度及切割速度起着决定性的作用。电参数与加工工件技术工艺指标的关系是:脉冲宽度增加、脉冲间隔减小、脉冲电压幅值增大(电源电压升高)、峰值电流增大(功率管增多)都会使切割速度提高,但加工的表面粗糙度和精度则会下降;反之则可改善表面粗糙度和提高加工精度。随着峰值电流的增大,脉冲间隔减小、频率提高、脉冲宽度增大、电极丝损耗增大,脉冲波形前沿变陡,电极丝损耗也增大。 3) 调整进给速度。当电参数选好后,再采用第一条程序切割时,要对变频进给速度进行调整,这是保证稳定加工的必要步骤。如果加工不稳,工件表面质量会大大下降,工件的表面粗糙度和精度变差,还会造成断丝。如果电参数选择恰当,同时变频调得比较稳定,才能获得好的加工质量。变频进给跟踪是否处于最佳状态,可用示波器监视工件和电极丝之间的电压波形。
 调整电极丝垂直度。在装夹工件前必须以工作台为基准,先将电极丝垂直度调整好,再根据技术要求装夹坯料。条件许可时最好以角尺刀口再复测一次电极丝对装夹好工件的垂直度。如发现不垂直,说明工件装夹可能有翘起或低头,也可能工件有毛刺或电极丝没挂进导轮,需立即修正。因为模具加工面垂直与否直接影响模具质量。 2) 调整脉冲电源的电参数。脉冲电源的电参数选择是否恰当,对加工模具的表面粗糙度、精度及切割速度起着决定性的作用。电参数与加工工件技术工艺指标的关系是:脉冲宽度增加、脉冲间隔减小、脉冲电压幅值增大(电源电压升高)、峰值电流增大(功率管增多)都会使切割速度提高,但加工的表面粗糙度和精度则会下降;反之则可改善表面粗糙度和提高加工精度。随着峰值电流的增大,脉冲间隔减小、频率提高、脉冲宽度增大、电极丝损耗增大,脉冲波形前沿变陡,电极丝损耗也增大。 3) 调整进给速度。当电参数选好后,再采用第一条程序切割时,要对变频进给速度进行调整,这是保证稳定加工的必要步骤。如果加工不稳,工件表面质量会大大下降,工件的表面粗糙度和精度变差,还会造成断丝。如果电参数选择恰当,同时变频调得比较稳定,才能获得好的加工质量。变频进给跟踪是否处于最佳状态,可用示波器监视工件和电极丝之间的电压波形。")
483
(2) 正式切割加工 经过以上各方面的调整准备工作,可以正式加工模具,一般是先加工固定板、卸料板,后加工凸模,最后加工凹模。凹模加工完毕,先不要松压板取下工件,而要把凹模中的废料芯拿开,把切割好的凸模试插入凹模中,看看模具间隙是否符合要求,如过小可再修大一些,如凹模有差错,可根据加工的坐标进行必要的修补。

484
5. 检验 检验内容如下: (1) 模具的尺寸精度和配合间隙 落料模:凹模尺寸应是图样零件的基本尺寸;凸模尺寸应是图样零件的基本尺寸减去冲模间隙。 冲孔模:凸模尺寸应是图样零件的基本尺寸;凹模尺寸应是图样零件的基本尺寸加上冲模间隙。 固定板:应与凸模静配合。 卸料板:大于或等于凹模尺寸。 级进模:检查步距尺寸精度。 检验工具:根据不同精度的模具,可选用游标卡尺、内外径千分尺、塞规、投影仪等量具。模具间隙均匀性也可用透光法目测。 (2) 垂直度检验工具:可采用平板、刀口角尺。 (3) 表面粗糙度检验工具:在现场可采用电火花加工表面粗糙度等级比较样板目测或凭手感;在实验室采用轮廓仪检测。
 垂直度检验工具:可采用平板、刀口角尺。 (3) 表面粗糙度检验工具:在现场可采用电火花加工表面粗糙度等级比较样板目测或凭手感;在实验室采用轮廓仪检测。")
485
工件的装夹方法 工件装夹的形式对加工精度有直接影响。电火花线切割加工机床的夹具比较简单,一般是在通用夹具上采用压板螺钉固定工件。为了适应各种形状工件加工的需要,还可使用磁性夹具、旋转夹具或专用夹具等。 1. 工件装夹的一般要求 (1) 工件的基准面应清洁无毛刺,经热处理的工件,在穿丝孔内及扩孔的台阶处,要清除热处理残物及氧化皮。 (2) 夹具应具有必要的精度,将其稳固地固定在工作台上,拧紧螺丝时用力要均匀。 (3) 工件装夹的位置应有利于工件找正,并应与机床行程相适应,工作台移动时工件与丝架相撞。 (4) 对工件的夹紧力要均匀,不得使工件变形或翘起。 (5) 大批量零件加工时,最好采用专用夹具,以提高生产效率。 (6) 细小、精密、薄壁的工件应固定在不易变形的辅助夹具上。
 工件的基准面应清洁无毛刺,经热处理的工件,在穿丝孔内及扩孔的台阶处,要清除热处理残物及氧化皮。 (2) 夹具应具有必要的精度,将其稳固地固定在工作台上,拧紧螺丝时用力要均匀。 (3) 工件装夹的位置应有利于工件找正,并应与机床行程相适应,工作台移动时工件与丝架相撞。 (4) 对工件的夹紧力要均匀,不得使工件变形或翘起。 (5) 大批量零件加工时,最好采用专用夹具,以提高生产效率。 (6) 细小、精密、薄壁的工件应固定在不易变形的辅助夹具上。")
486
2. 工件支撑装夹的几种方法 (1) 悬臂支撑方式如图8-8所示,悬臂支撑通用性强、装夹方便。但由于工件单端压紧,另一端悬空,使得工件不易与工作台平行,所以易出现上仰或倾斜的情况,致使切割表面与工件上下平面不垂直或达不到预定的精度。因此,只有在工件的技术要求不高或悬臂部分较小的情况下才能采用。
 悬臂支撑方式如图8-8所示,悬臂支撑通用性强、装夹方便。但由于工件单端压紧,另一端悬空,使得工件不易与工作台平行,所以易出现上仰或倾斜的情况,致使切割表面与工件上下平面不垂直或达不到预定的精度。因此,只有在工件的技术要求不高或悬臂部分较小的情况下才能采用。 .")
487
图8-8悬臂式支撑夹具

488
(2) 两端支撑方式,如图8-9所示,两端支撑是把工件两端都固定在夹具上,这种方法装夹支撑稳定、平面定位精度高、工件底面与切割面垂直度好,但对较小的零件不适用。
图8-9两端支撑夹具

489
(3) 桥式支撑方式,如图8-10所示,桥式支撑是在双端夹具体下垫上两个支撑铁架。其特点是通用性强、装夹方便,对大、中、小工件装夹都比较方便。
图8-10桥式支撑夹具

490
(4) 板式支撑方式,如图8-11所示,板式支撑夹具可以根据经常加工工件的尺寸而定,可呈矩形或圆形孔,并增加X和Y两方向的定位基准,装夹精度较高,适于常规生产和批量生产。
 板式支撑方式,如图8-11所示,板式支撑夹具可以根据经常加工工件的尺寸而定,可呈矩形或圆形孔,并增加X和Y两方向的定位基准,装夹精度较高,适于常规生产和批量生产。")
491
图8-11板式支撑夹具

492
(5) 复式支撑方式,如图8-12所示,复式支撑夹具是在桥式夹具上,再装上专用夹具组合而成,它装夹方便,特别适用于成批零件加工,既可节省工件找正和调整电极丝相对位置等辅助工时,又保证了工件加工的一致性。
 复式支撑方式,如图8-12所示,复式支撑夹具是在桥式夹具上,再装上专用夹具组合而成,它装夹方便,特别适用于成批零件加工,既可节省工件找正和调整电极丝相对位置等辅助工时,又保证了工件加工的一致性。")
493
图8-12复式支撑夹具

494
3. 工件的找正 (1) 拉表法,如图8-13所示,拉表法是利用磁力表架,将百分表固定在线架或其他“接地”位置上,百分表触头接触在工件基面上,然后,旋转纵(横)向丝杠手柄使拖板往复移动,根据百分表指示数值相应调整工件。校正应在三个坐标方向上进行。 (2) 划线法找正,如图8-14所示,固定在线架上的一个带有顶丝的零件将划针固定,划针尖指向工件图形的基准线或基准面,移动纵(或横)向拖板,根据目测调整工件找正。 1) 线切割加工型腔的位置和其他已成型的型腔位置要求不严时,可靠紧基面后,穿丝可按划线定位。 2) 同一工件上型孔之间的相互位置要求严,但与外形要求不严,又都是只用线切割一道工序加工时,也可按基面靠紧,按划线定位、穿丝,切割一个型孔后卸丝,走一段规定的距离,再穿丝切第二个型孔,如此重复,直至加工完毕。
 划线法找正,如图8-14所示,固定在线架上的一个带有顶丝的零件将划针固定,划针尖指向工件图形的基准线或基准面,移动纵(或横)向拖板,根据目测调整工件找正。 1) 线切割加工型腔的位置和其他已成型的型腔位置要求不严时,可靠紧基面后,穿丝可按划线定位。 2) 同一工件上型孔之间的相互位置要求严,但与外形要求不严,又都是只用线切割一道工序加工时,也可按基面靠紧,按划线定位、穿丝,切割一个型孔后卸丝,走一段规定的距离,再穿丝切第二个型孔,如此重复,直至加工完毕。")
495
图8-14划线法找正 图8-13拉表法找正

496
(3) 按基准孔或已成型孔找正 1) 按已成型的孔找正,当线切割型孔位置与外形要求不严,但与工件上其他工艺已成型的型腔位置要求严时,可靠紧基面后按成型孔找正后走步距再加工。 2) 按基准孔找正,线切割加工工件较大,但切割型孔总的行程未超过机床行程,又要求按外形找正时,可按外形尺寸做出基准孔,线切割时按基面靠直后再按基准孔定位。 3) 按外形找正,当线切割型孔位置与外形要求较严时,可按外形尺寸来定位。此时最少要磨出侧垂直基面,有的甚至要磨六面。圆形工件通常要求圆柱面和端面垂直。这样,靠圆柱面即可定位。当切割型孔在中心且与外形同轴度要求不严,又无方向性时,可直接穿丝,然后用钢尺比一下外形,丝在中间既可。若与外形同轴度虽要求不严但有方向性时,可按线找正。若同轴度要求严,方向性也严时,则要求磨基准孔和基面。当基准孔无法磨时,也可按线仔细找正。按外形找正有两种,一是直接按外形找正,二是按工件外形配做胎具。
 按基准孔找正,线切割加工工件较大,但切割型孔总的行程未超过机床行程,又要求按外形找正时,可按外形尺寸做出基准孔,线切割时按基面靠直后再按基准孔定位。 3) 按外形找正,当线切割型孔位置与外形要求较严时,可按外形尺寸来定位。此时最少要磨出侧垂直基面,有的甚至要磨六面。圆形工件通常要求圆柱面和端面垂直。这样,靠圆柱面即可定位。当切割型孔在中心且与外形同轴度要求不严,又无方向性时,可直接穿丝,然后用钢尺比一下外形,丝在中间既可。若与外形同轴度虽要求不严但有方向性时,可按线找正。若同轴度要求严,方向性也严时,则要求磨基准孔和基面。当基准孔无法磨时,也可按线仔细找正。按外形找正有两种,一是直接按外形找正,二是按工件外形配做胎具。")
497
4. 电极丝初始位置的确定。 在线切割加工中,需要确定电极丝相对工件的基准面、基准线,或基准孔的坐标位置。对加工要求较低的工件,可直接目测来确定电极丝和工件的相互位置,也可以借助于2~8倍的放大镜进行观测。也可采用火花法,即利用电极丝与工件在一定间隙下发生放电的火花来确定电极丝的坐标位置。 对加工要求较高的零件,可采用电阻法,利用电极丝与工件基面由绝缘到短路接触的瞬间,两者间电阻突变的特点来确定电极丝相对工件基准的坐标位置。 而对于微处理器控制的数控电火花线切割机床,一般具有电极丝自动找中心坐标位置的功能。

498
合理选择电参数 由于脉冲电源的波形及参数对电火花线切割加工工艺指标的影响是相当大的,所以根据不同的加工对象选择合理的电参数是非常必要的。 (1) 要求切割速度高时,当脉冲电源的空载电压高、短路电流大、脉冲宽度大时,则切割速度高。但是切割速度和表面粗糙度的要求是互相矛盾的两个工艺指标,所以,必须在满足表面粗糙度的前提下再追求高的切割速度。而且切割速度还受到间隙消电离的限制,也就是说,脉冲间隔也要适宜。 (2) 要求表面粗糙度好时,若切割的工件厚度在80 mm以内,则选用分组波的脉冲电源为好。它与同样能量的矩形波脉冲电源相比,在相同的切割速度条件下,可以获得较好的表面粗糙度。 无论矩形波还是分组波,其单个脉冲能量小,则Ra值小。也就是说,脉冲宽度小、脉冲间隔适当、峰值电压低、峰值电流小时,表面粗糙度较小。 (3) 要求电极丝损耗小时,多选用前阶梯脉冲波形或脉冲前沿上升缓慢的波形,由于这种波形电流的上升率低,故可以减小丝损。 (4) 要求切割厚工件时,选用矩形波、高电压、大电流、大脉冲宽度和大的脉冲间隔,可充分消电离,从而保证加工的稳定性。 若加工模具厚度为20~60mm,表面粗糙度Ra值为1.6~3.2μm,脉冲电源的电参数可在如下范围内选取: 脉冲宽度4~20Ls 脉冲幅值60~80V 功率管数3~6个 加工电流0.8~2A 切割速度约为15~40mm2/min 选择上述的下限参数,表面粗糙度为Ra=1.6μm,随着参数的增大,表面粗糙度值增至Ra=3.2μm.。 加工薄工件和试切样板时,电参数应取小些,否则会使放电间隙增大。 加工厚工件(如凸模)时,电参数应适当取大些,否则会使加工不稳定,模具质量下降。
 要求切割速度高时,当脉冲电源的空载电压高、短路电流大、脉冲宽度大时,则切割速度高。但是切割速度和表面粗糙度的要求是互相矛盾的两个工艺指标,所以,必须在满足表面粗糙度的前提下再追求高的切割速度。而且切割速度还受到间隙消电离的限制,也就是说,脉冲间隔也要适宜。 (2) 要求表面粗糙度好时,若切割的工件厚度在80 mm以内,则选用分组波的脉冲电源为好。它与同样能量的矩形波脉冲电源相比,在相同的切割速度条件下,可以获得较好的表面粗糙度。 无论矩形波还是分组波,其单个脉冲能量小,则Ra值小。也就是说,脉冲宽度小、脉冲间隔适当、峰值电压低、峰值电流小时,表面粗糙度较小。 (3) 要求电极丝损耗小时,多选用前阶梯脉冲波形或脉冲前沿上升缓慢的波形,由于这种波形电流的上升率低,故可以减小丝损。 (4) 要求切割厚工件时,选用矩形波、高电压、大电流、大脉冲宽度和大的脉冲间隔,可充分消电离,从而保证加工的稳定性。 若加工模具厚度为20~60mm,表面粗糙度Ra值为1.6~3.2μm,脉冲电源的电参数可在如下范围内选取: 脉冲宽度4~20Ls. 脉冲幅值60~80V. 功率管数3~6个. 加工电流0.8~2A. 切割速度约为15~40mm2/min. 选择上述的下限参数,表面粗糙度为Ra=1.6μm,随着参数的增大,表面粗糙度值增至Ra=3.2μm.。 加工薄工件和试切样板时,电参数应取小些,否则会使放电间隙增大。 加工厚工件(如凸模)时,电参数应适当取大些,否则会使加工不稳定,模具质量下降。")
499
8.3 数控线切割编程方法 数控线切割机床的控制系统是根据入的“命令”控制机床进行加工的。所以必须先将要进行线切割加工工件的图形用线切割控制系统所能接受的“语言”编好“命令”,输入控制系统(控制器),这种“命令”就是线切割程序,编写这种“命令”的工作叫做数控线切割编程,简称编程。 编程方法分为手工编程和微机自动编程。手工编程能使你比较清楚地了解编程所需要进行的各种计算和编程过程。但手工编程的计算工作比较繁杂,费时间。因此,近年来由于微机的飞速发展,线切割目前大都采用微机自动编程。微机有很强的计算功能,大大减轻了编程的劳动强度,并大幅度地减少了编程所需的时间。 线切割程序格式有3B、4B、5B、ISO和EIA等,使用最多的是3B格式,慢走丝多采用4B格式,目前也有许多系统直接采用ISO代码格式。

500
B代码编程 1. 编程方法介绍 3B代码编程格式是数控电火花线切割机床上最常用的程序格式,在该程序格式中无间隙补偿,但可通过机床的数控装置或一些自动编程软件,自动实现间隙补偿。具体格式见表8-3。

502
当程序输入控制器时,读入第一个B后,它使控制器做好接受X坐标值的准备,读入第二个B后做好接受Y坐标值的准备,读入第三个B后做好接受J值的准备。加工圆弧时,程序中的X、Y必须是圆弧起点对其圆心的坐标值。加工斜线时,程序中的X, Y必须是该斜线段终点对其起点的坐标值,斜线段程序中的X、Y值允许把它们同时缩小相同的倍数,只要其比值保持不变即可。对于与坐标轴重合的线段,在其程序中的X或Y值,均不必写出。

503
(1) 坐标系与坐标值X、Y的确定: 平面坐标系是这样规定的:面对机床操作台,工作台平面为坐标系平面,左右方向为X轴,且右方向为正;前后方向为Y轴,前方为正。编程时,采用相对坐标系,即坐标系的原点随程序段的不同而变化。加工直线时,以该直线的起点为坐标系的原点,X、Y取该直线终点的坐标值;加工圆弧时,以该圆弧的圆心为坐标系的原点,X、Y取该圆弧起点的坐标值,单位为 μm,坐标值的负号不写。 (2) 计数方向G的确定: 不管是加工直线还是圆弧,计数方向均按终点的位置来确定。加工直线时,终点靠近何轴,则计数方向取该轴,加工与坐标轴成45度角的线段时,计数方向取X轴、Y轴均可,记作:GX或GY,如图8-15a所示;加工圆弧时,终点靠近何轴,则计数方向取另一轴,加工圆弧的终点与坐标轴成45度时,计数方向取X轴、Y轴均可,记作:GX或GY,如图8-15b所示。
 计数方向G的确定: 不管是加工直线还是圆弧,计数方向均按终点的位置来确定。加工直线时,终点靠近何轴,则计数方向取该轴,加工与坐标轴成45度角的线段时,计数方向取X轴、Y轴均可,记作:GX或GY,如图8-15a所示;加工圆弧时,终点靠近何轴,则计数方向取另一轴,加工圆弧的终点与坐标轴成45度时,计数方向取X轴、Y轴均可,记作:GX或GY,如图8-15b所示。")
505
(3) 计数长度J的确定: 计数长度是在计数方向的基础上确定的。计数长度是被加工的直线或圆弧在计数方向坐标轴上投影的绝对值总和,其单位为μm。 例如:在图8-16中,加工直线OA时计数方向为x轴,计数长度为OB,数值等于A点的x坐标值;在图8-17中加工半径为500的圆弧MN时,计数方向为x轴,计数长度为500×3=1500。

506
图8-16加工直线时计数长度的确定图

507
8-17加工圆弧时计数长度的确定

508
(4) 加工指令Z的确定 加工直线时有四种加工指令: Ll,L2,L3,L4。如图8-18a所示,当直线在第I象限(包括X轴而不包括Y轴)时,加工指令记作L1;当处于第II象限(包括Y轴而不包括Y轴)时,记作L2;L3、I4依此类推。 加工顺时针圆弧时有四种加工指令:SR1、SR2、SR3、SR4。如图8-18b所示,当圆弧的起点在第I象限(包括Y轴而不包括X轴)时,加工指令记作SRI;当起点在第B象限(包括X轴而不包括Y轴)时,记作SR2;SR3、SR4依此类推。 加工逆时针圆弧时有四种加工指令: NRl、NR2、NR3、NR4。如图8-18b所示,当圆弧的起点在第I象限(包括X轴而不包括Y轴)时,加工指令记作 NRl;当起点在第II象限(包括Y轴而不包括X轴)时,记作NR2;NR3、NR4依此类推。
时,加工指令记作SRI;当起点在第B象限(包括X轴而不包括Y轴)时,记作SR2;SR3、SR4依此类推。 加工逆时针圆弧时有四种加工指令: NRl、NR2、NR3、NR4。如图8-18b所示,当圆弧的起点在第I象限(包括X轴而不包括Y轴)时,加工指令记作 NRl;当起点在第II象限(包括Y轴而不包括X轴)时,记作NR2;NR3、NR4依此类推。")
509
a)加工直线时的指令范围 b)加工圆弧时的指令范围
图8-18加工指令的确定范围 a)加工直线时的指令范围 b)加工圆弧时的指令范围
加工直线时的指令范围 b)加工圆弧时的指令范围.")
510
(5) 编程实例 【例8-1】 图8-19为典型零件,用3B格式编写该零件的线切割加工程序。 1) 确定加工路线起始点为A,加工路线按照图中所标的①、②、…⑧段的顺序进行。①段为切入,⑧段为切出,②一⑦段为切割零件轮廓。 2) 分别计算各段曲线的坐标值。 3) 按3B格式编写程序清单,程序如下:
 分别计算各段曲线的坐标值。 3) 按3B格式编写程序清单,程序如下:")
512
001.3b;扩展名为.3b的文件名 B0 B2000 B2000 GY L2 B0 B10000 B10000 GY L2 B0 B10000 B20000 GX NR4 B30000 B8040 B30000 GX L3 B0 B23920 B23920 GY L4 B30000 B8040 B30000 GX L4 B0 B2000 B2000 GY 14 MJ;结束语句

513
2. 有公差尺寸的编程计算法 根据大量的统计表明,加工后的实际尺寸大部分是在公差带的中值附近。因此,对标注有公差的尺寸,应采用中差尺寸编程。中差尺寸的计算公式为:

514
【例8-2】 槽mm的中间尺寸为

515
【例8-3】 半径为㎜的中间尺寸为:

516
第九章 CAD/CAM自动编程系统 【学习目标】 1.了解 MasterCAM软件的基本操作命令以及在机械加工生产当中的作用和功能。
2.理解并掌握三维实体模型和曲面模型的构建方法。 3.掌握利用CAM软件进行刀具轨迹生成和后置处理的方法。

517
9.1 MasterCAM9.0功能说明 MasterCAM9.0系统是由美国CNC SOFTWARE公司开发的CAD/CAM软件,由于其价格低并且功能齐全,而为工业界广泛采用。 MasterCAM系统是基于PC平台的一类CAD/CAM软件,虽然其不如工作站类软件那样强大,但其对硬件要求不高,操作灵活,易学易用,能使企业以较小的投人、在较短的时间内大幅度提高其制造能力。 MasterCAM系统是较早进人我国的制造软件,在国内有众多的用户。 MasterCAM包括四大标准模块:Design设计模块、Lathe车削模块、Mill铣削模块和Wire线切割模块,同时还有一些选购功能模块。在Lathe模块、Mill模块和Wire模块中也包含有Design设计模块中的完整设计功能,这三个模块均可单独使用,也可以和Design设计模块配合使用。

518
工作流程 MasterCAM系统作为一个制造软件,其最终目的是要生成机床数控系统可以识别的数控加工程序。其工作流程如图9-1所示。

519
1. 零件几何建模 零件几何模型的建立可以通过以下三种方式来实现: (1) 由 MasterCAM软件自身的CAD设计建立零件的几何模型。 (2)通过 MasterCAM软件提供的DXF、IGES、VDA、STL、PARASLD、DWG等标准图形转换接口,把其他CAD软件生成的产品模型转换为本系统的图形文件,实现图形文件的交换和共享。 (3)通过三坐标测量仪或激光扫描仪测得零件的三维数据,利用 MasterCAM软件提供的ASCII图形转换接口,把其三维数据转换为图形文件。
通过 MasterCAM软件提供的DXF、IGES、VDA、STL、PARASLD、DWG等标准图形转换接口,把其他CAD软件生成的产品模型转换为本系统的图形文件,实现图形文件的交换和共享。 (3)通过三坐标测量仪或激光扫描仪测得零件的三维数据,利用 MasterCAM软件提供的ASCII图形转换接口,把其三维数据转换为图形文件。")
520
2. 加工模型确定 加工模型是用于生成刀具轨迹的模型。应根据零件模型的加工要求,删除或隐藏不用的部分或增加辅助面、辅助线等,形成加工模型。 3. 刀具轨迹生成(. nci文件) 根据加工要求,选择合理的粗加工、精加工刀具轨迹,定义加工区域、加工参数,生成刀具轨迹后进行模拟加工检查。刀具轨迹生成是自动编程的主要步骤。 4. 后置处理(. pst文件) 根据所使用的数控系统,将所生成的刀具运动轨迹处理为机床数控系统所识别的NC代码。 5. 传输程序数控加工 MasterCAM系统可以通过计算机接口与数控系统接口连接,将生成的数控加工代码由软件的Communication通信功能传输给数控机床,也可以通过专用传输软件将生成的数控程序传输给数控机床。
 根据所使用的数控系统,将所生成的刀具运动轨迹处理为机床数控系统所识别的NC代码。 5. 传输程序数控加工. MasterCAM系统可以通过计算机接口与数控系统接口连接,将生成的数控加工代码由软件的Communication通信功能传输给数控机床,也可以通过专用传输软件将生成的数控程序传输给数控机床。")
521
MasterCAM9.0基本命令 1. 窗口界面 MasterCAM9.0的窗口界面如图9-2所示(Mill模块界面,其他模块界面基本一样)。该界面主要包括:标题栏、工具栏、主菜单、副菜单、系统提示区、绘图区和坐标轴图标等。
。该界面主要包括:标题栏、工具栏、主菜单、副菜单、系统提示区、绘图区和坐标轴图标等。 .")
522
(1) 标题栏 窗口界面的最上面为标题栏,显示系统模块名称以及系统打开的文件名称与路径。
(2) 工具栏 标题栏下面的一排按钮即为工具栏。用户可以通过单击工具栏中的箭头按钮来改变工具栏的显示,也可以通过“屏幕”菜单中的“系统规则”命令来设置用户自己的工具栏。 (3) 主菜单及主菜单区 在主菜单中选择一个命令后,系统将在主菜单区域显示该命令菜单的下一级菜单。依次为分析、创建图元、文件管理、图元修改、图元编辑、删除、屏幕设定、产生实体、刀具轨迹生成、后处理及验证菜单。如图9-3所示单击“BACKUP”或“MAINMENU”可返回上一级菜单或主菜单。 (4) 次菜单 次菜单主要包含了工作深度、颜色、图层、属性、组、用户坐标系、刀具平面、构图平面和视角等参数的设置,单击各按钮可进行设置,如图9-4所示。
 工具栏 标题栏下面的一排按钮即为工具栏。用户可以通过单击工具栏中的箭头按钮来改变工具栏的显示,也可以通过 屏幕 菜单中的 系统规则 命令来设置用户自己的工具栏。 (3) 主菜单及主菜单区 在主菜单中选择一个命令后,系统将在主菜单区域显示该命令菜单的下一级菜单。依次为分析、创建图元、文件管理、图元修改、图元编辑、删除、屏幕设定、产生实体、刀具轨迹生成、后处理及验证菜单。如图9-3所示单击 BACKUP 或 MAINMENU 可返回上一级菜单或主菜单。 (4) 次菜单 次菜单主要包含了工作深度、颜色、图层、属性、组、用户坐标系、刀具平面、构图平面和视角等参数的设置,单击各按钮可进行设置,如图9-4所示。")
523
图9-4次菜单 图9-3主菜单

524
(5)系统提示区 在窗口的最下部为系统提示区,该区域用来给出操作过程中的相应提示。有些命令的操作结果也在该提示区显示。
2. 绘图基本命令 (1)点的构建 点的构建步骤为“Create-Point”进入绘点模式菜单,选取其中的命令,绘制所需的各类点,如图9-5所示。
点的构建 点的构建步骤为 Create-Point 进入绘点模式菜单,选取其中的命令,绘制所需的各类点,如图9-5所示。")
525
图9-5 点模式菜单

526
1) Position指定位置点 如表9-1所示 2) Along ent等分点 在图素的两个端点之间产生一系列的等距离的点。 3 ) Node pts曲线节点 用于在参数式曲线的节点处构建点。 4) Cpts NURBS控制点 用于构建NURBS曲线的控制点。 5) Dynamic动态终点 沿着一个现有的图素,用鼠标的移动动态绘制所需要的点,用【ESC】键退出动态点的绘制。 6 ) Length指定长度 在所选取的图索上,于端点一定距离的位置处产生一个点。 7) Slice剖切点 此功能用于构建由一系列相互平行的平面与直线、圆弧或曲线所产生的剖切交点。 8 ) Srf project投影至面 此功能利用点投影到曲面上来构建所需要的点。投影时可选取投影于构图平面或沿曲面的法线方向投影。 9) Gid网格点 此功能用于产生一个网格状矩形阵列点。 10) Boltcircle圆周点 此功能用于构建沿圆弧排列的阵列点。
 Cpts NURBS控制点 用于构建NURBS曲线的控制点。 5) Dynamic动态终点 沿着一个现有的图素,用鼠标的移动动态绘制所需要的点,用【ESC】键退出动态点的绘制。 6 ) Length指定长度 在所选取的图索上,于端点一定距离的位置处产生一个点。 7) Slice剖切点 此功能用于构建由一系列相互平行的平面与直线、圆弧或曲线所产生的剖切交点。 8 ) Srf project投影至面 此功能利用点投影到曲面上来构建所需要的点。投影时可选取投影于构图平面或沿曲面的法线方向投影。 9) Gid网格点 此功能用于产生一个网格状矩形阵列点。 10) Boltcircle圆周点 此功能用于构建沿圆弧排列的阵列点。")
527
1) 水平线(Horizontal) Create-Line-Horizontal,分别用鼠标选取两点作为第一个端点和第二个端点,请输入Y轴坐标:从键盘键入0,回车。此时构建了一条Y坐标值为0的水平直线。 2) 垂直线(Vertical) 垂直线的构建方法与水平线构建类似。 3) 任意线段(Endpoints) 选取任意线段时,用户只需输入两个点,则可构建一条通过两个点的直线。当构图平面设置为空间绘图时,任意线段功能可构建出一条空间的三维直线。 4) 连续线(Multi ) 连续线是通过多点产生的连续折线,按【ESC】键完成退出。此功能也可以绘制空间的三维连续线。 5)极坐标线(Polar) 极坐标线是通过极坐标的方式构建的直线。 6)切线(Tangent) 切线可以产生与一弧或多弧相切的切线。可以在其下级菜单中选取某种构建方法来进行绘制。 7) 法线( Perpendclr) 法线用于产生一条与直线、圆弧或曲线相垂直的直线。 8) 平行线(Parallel) 平行线可以构建与已有直线平行的直线,可以在其下级菜单中选取某种构建方法来进行绘制。 9) 分角线(Bisect) 分角线用于构建两条直线的角度平分线。 10) 近距线(Closest) 连近距线用来构建直线、圆弧或曲线与点、直线、圆弧或曲线之间的最近距离的连线。
 垂直线(Vertical) 垂直线的构建方法与水平线构建类似。 3) 任意线段(Endpoints) 选取任意线段时,用户只需输入两个点,则可构建一条通过两个点的直线。当构图平面设置为空间绘图时,任意线段功能可构建出一条空间的三维直线。 4) 连续线(Multi ) 连续线是通过多点产生的连续折线,按【ESC】键完成退出。此功能也可以绘制空间的三维连续线。 5)极坐标线(Polar) 极坐标线是通过极坐标的方式构建的直线。 6)切线(Tangent) 切线可以产生与一弧或多弧相切的切线。可以在其下级菜单中选取某种构建方法来进行绘制。 7) 法线( Perpendclr) 法线用于产生一条与直线、圆弧或曲线相垂直的直线。 8) 平行线(Parallel) 平行线可以构建与已有直线平行的直线,可以在其下级菜单中选取某种构建方法来进行绘制。 9) 分角线(Bisect) 分角线用于构建两条直线的角度平分线。 10) 近距线(Closest) 连近距线用来构建直线、圆弧或曲线与点、直线、圆弧或曲线之间的最近距离的连线。")
528
1) 极坐标(Polar) 以极坐标方式产生一个圆弧,可以在其下级菜单中选取某种构建方法。
2) 两点画弧(End points) 两点画弧是通过指定两点及半径并指定所需要的圆弧。 3) 三点画弧(3 points) 三点画弧是以不在同一条直线上的三个点来确定一段圆弧。 4) 切弧(Tangent) 切弧是指构建与已存在的直线或圆弧相切的圆弧,构建方法有6种方式,可以在其下级菜单中选取某种构建方法来进行绘制。 5) 两点画圆(Circ 2 pts) 两点画圆是指通过指定的两个点,以其连线的长度为直径值,连线的中点为圆心来绘制所需要的圆。 6) 三点画圆(Circ 3 pts ) 三点画圆是指通过指定的三个点来绘制所需要的圆。 7) 点半径圆(Cir cpt+ rad) 点半径圆是指输人半径值,输入回心点来绘制圆。 8) 点直径圆(Cir cpt+ dia) 点直径圆是指输人直径值,输人圆心点来绘制圆。 9) 点边界圆(Cir cpt+ edg) 点边界圆是指指定回心点,指定所经过的点来确定圆,圆心点和边界的确定可以用鼠标点取,也可以直接从键盘上键人坐标值来确定。
 两点画弧(End points) 两点画弧是通过指定两点及半径并指定所需要的圆弧。 3) 三点画弧(3 points) 三点画弧是以不在同一条直线上的三个点来确定一段圆弧。 4) 切弧(Tangent) 切弧是指构建与已存在的直线或圆弧相切的圆弧,构建方法有6种方式,可以在其下级菜单中选取某种构建方法来进行绘制。 5) 两点画圆(Circ 2 pts) 两点画圆是指通过指定的两个点,以其连线的长度为直径值,连线的中点为圆心来绘制所需要的圆。 6) 三点画圆(Circ 3 pts ) 三点画圆是指通过指定的三个点来绘制所需要的圆。 7) 点半径圆(Cir cpt+ rad) 点半径圆是指输人半径值,输入回心点来绘制圆。 8) 点直径圆(Cir cpt+ dia) 点直径圆是指输人直径值,输人圆心点来绘制圆。 9) 点边界圆(Cir cpt+ edg) 点边界圆是指指定回心点,指定所经过的点来确定圆,圆心点和边界的确定可以用鼠标点取,也可以直接从键盘上键人坐标值来确定。")
529
(4) 修整Modify与转换 Xform 修整功能可用于修整已绘出的图素。其操作步骤为:“ MainMenu一Modify”弹出如图9-8所示的修整菜单,选取相应选项便可进行图素的修整。修整菜单的各选项说明请参见表9-2。
 修整Modify与转换 Xform 修整功能可用于修整已绘出的图素。其操作步骤为: MainMenu一Modify 弹出如图9-8所示的修整菜单,选取相应选项便可进行图素的修整。修整菜单的各选项说明请参见表9-2。")
530
图9-8修整菜单

531
1) 以举升方式产生曲面(Loft) 在菜单区中选择Create-Surface-Loft选项,在绘图区选取两个或多个曲线串联并设置相应参数既可创建举升曲面。举升面是通过将选取的两个或多个截面外形,利用参数化最小光滑熔接方式形成的光滑曲面。在串联各截面曲线时需注意串联起始点应对齐、串联方向应相同,否则产生的曲面将发生扭曲。 2) 昆式曲面(Coons) 在主菜单区中选择Create-Surface-Coons选项,在绘图区选取各曲面片的边界曲线并设置相应参数即可创建Coons曲面。昆式曲面是用四条边界曲线定义,由许多缀面组合形成的一张曲面。 3) 直纹曲面(Ruled) 在主菜单区中选择Create-Surface-Ruled选项,在绘图区选取两个或多个曲线串联并设置相应参数既可创建直纹曲面。直纹曲面是通过将选取的两个或多个截面外形,利用直线熔接方式形成的曲面。 4) 旋转曲面(Revolve) 在主菜单区中选择Create-Surface-Revolve选项,在绘图区选取一条或多条曲线串联和旋转轴并设置相应参数既可创建旋转曲面。 5) 扫掠曲面(Sweep) 在主菜单区中选择Create-Surface-Sweep选项,在绘图区选取截面曲线串联和扫掠路径,串联并设置相应参数可创建扫掠曲面。扫掠曲面是将选取的截面外形沿扫掠路径移动并变形而形成的一个曲面。 6) 牵引曲面(Draft) 在主菜单区中选择Create-Surface-Draft选项,在绘图区选取一条或多条曲线串联并设置相应参数可创建牵引曲面。牵引曲面是将断面外形或基本曲线,沿一直线拉伸生成的曲面。 7) Fillet曲面倒圆角命令,Trim/extend曲面修整命令,2surfbind两曲面熔接命令,3surfbind三曲面熔接命令, Filletblnd倒圆角熔接命令, Fromsolid曲面来自于实体。 8) 基本曲面(Primitive) 该命令可创建圆柱面、圆锥面、立方面、球面、圆环面等基本曲面。
 昆式曲面(Coons) 在主菜单区中选择Create-Surface-Coons选项,在绘图区选取各曲面片的边界曲线并设置相应参数即可创建Coons曲面。昆式曲面是用四条边界曲线定义,由许多缀面组合形成的一张曲面。 3) 直纹曲面(Ruled) 在主菜单区中选择Create-Surface-Ruled选项,在绘图区选取两个或多个曲线串联并设置相应参数既可创建直纹曲面。直纹曲面是通过将选取的两个或多个截面外形,利用直线熔接方式形成的曲面。 4) 旋转曲面(Revolve) 在主菜单区中选择Create-Surface-Revolve选项,在绘图区选取一条或多条曲线串联和旋转轴并设置相应参数既可创建旋转曲面。 5) 扫掠曲面(Sweep) 在主菜单区中选择Create-Surface-Sweep选项,在绘图区选取截面曲线串联和扫掠路径,串联并设置相应参数可创建扫掠曲面。扫掠曲面是将选取的截面外形沿扫掠路径移动并变形而形成的一个曲面。 6) 牵引曲面(Draft) 在主菜单区中选择Create-Surface-Draft选项,在绘图区选取一条或多条曲线串联并设置相应参数可创建牵引曲面。牵引曲面是将断面外形或基本曲线,沿一直线拉伸生成的曲面。 7) Fillet曲面倒圆角命令,Trim/extend曲面修整命令,2surfbind两曲面熔接命令,3surfbind三曲面熔接命令, Filletblnd倒圆角熔接命令, Fromsolid曲面来自于实体。 8) 基本曲面(Primitive) 该命令可创建圆柱面、圆锥面、立方面、球面、圆环面等基本曲面。")
532
(6) 实体命令实体构建步骤为在主菜单下点击Solid进入实体模式菜单,如图9-11所示,选取其中的命令生成所需的实体。
图9-11 实体菜单

533
实体模型与曲面模型一样也是描述三维物体的一种表达形式,其不但具备有面积的特征,并且还具备有体积的特征。实体模型可进行布尔Boolean运算,即利用两个或多个已有实体通过求和、求差和求交运算创建一个新的实体,且创建的实体可以通过实体管理器(Solids mgr)了解实体的构建记录、改变特征的次序、修改特征的参数和图形。因此实体建模更方便快捷。在 MasterCAM中可通过Ex- trude挤出、Revolve旋转、Sweep扫掠、Loft举升、Primitive基本实体来构建三维实体的基本特征,在此基础上进行Fillet倒圆角、Chamfer、倒角、Shell抽壳、Boolean布尔运算、draft、牵引、Trim修剪等操作,最终构建出实体模型。
了解实体的构建记录、改变特征的次序、修改特征的参数和图形。因此实体建模更方便快捷。在 MasterCAM中可通过Ex- trude挤出、Revolve旋转、Sweep扫掠、Loft举升、Primitive基本实体来构建三维实体的基本特征,在此基础上进行Fillet倒圆角、Chamfer、倒角、Shell抽壳、Boolean布尔运算、draft、牵引、Trim修剪等操作,最终构建出实体模型。")
534
9.2 CAD几何造型及其实例 本节通过两个实例让用户熟悉 MasterCAM的几何造型方法和步骤。
【例1】:完成如图9-12所示的零件几何造型。 图 零件图

535
1. 绘制外轮廓 C绘图一R矩形一1一点一出现图9-13所示的对话框,设置矩形宽度为150,高度为100,且点的位置为中心点,OK一O原点,按【ESC】键结束矩形绘制。此时构建好一个中心点位于坐标原点的矩形。 图9-13矩形对话框

536
2. 绘制4×Ф10孔 主菜单一C绘图一A圆弧一D点直径圆一输入直径:10一输入圆心坐标(55,35)(55,-35)(-55,35)(-55,-35),按【ESC】键退出圆的绘制。此时构建出四个直径为10的圆,如图9-14所示。
(55,-35)(-55,35)(-55,-35),按【ESC】键退出圆的绘制。此时构建出四个直径为10的圆,如图9-14所示。 .")
537
图9-14屏幕显示:4×Ф10圆

538
3. 绘制凸台轮廓 设置工作深度,点击Z:0.000键盘输入数值30,工作深度变为Z:30.000 主菜单一C绘图一R矩形一1一点一出现矩形参数对话框,设置矩形宽度为104、高度为64,且点的位置为中心点,OK一0原点,按【ESC】键结束矩形绘制。 主菜单一C绘图一A圆弧一D点直径圆一输入半径:10一分别捕捉矩形的四个顶点作为圆的圆心,按【ESC】键退出圆的绘制。此时构建出四个直径为20的圆和矩形,如图9-15所示。

539
图9-15屏幕显示:4×Ф20圆

540
主菜单一M修整一T修剪一3三个物体一鼠标选取要修剪的矩形两直线及圆,即可完成修剪,依次对其他三个角点进行修剪,按【ESC】键退出。结果如图9-16所示。
图9-16屏幕显示:修剪圆弧

541
4. 绘制凹槽 主菜单一C绘图一R矩形一Options选项出现如图9-17所示的矩形选项对话框。在对话框中选中Corner Fillet为on状态,并设置圆角半径为6,点击OK,完成选项设置且回到矩形菜单下。接着点击1一点一矩形参数对话框,设置矩形宽度为30、高度为20,且定位点的位置为矩形左下角点。点击OK一输入坐标(3,3),按【ESC】键结束矩形绘制,如图9-18所示。
,按【ESC】键结束矩形绘制,如图9-18所示。")
542
图9-17

543
图9-18屏幕显示:小矩形

544
主莱单一 Xform一M镜像一鼠标串联选取要镜像的矩形,按Done一 Xaxis出现镜像选项对话框如图9-19所示,点选copy项,点击OL即完成对X轴镜像,同样可形成对Y轴的镜像,完成四个槽的绘制,结果如图9-19所示。 图9-19屏幕显示:镜像矩形

545
5. 挤出方式产生外轮廓实体 主莱单一S实体一Extrude一用鼠标串联选取矩形外轮廓和四个Ф10圆,按Done,串联拉伸结果,如图9-20所示。如果挤出方向不向上,可以点击Reverse one,用鼠标点选向下的箭头即可改变方向。再按Done,出现如图9-21所示的挤出对话框。设置挤出距离为20,按OK,即完成外轮廓实体的生成。

546
图9-20串联拉伸

547
图9-21挤出对话框

548
6. 产生凸台实体 Extrude一用鼠标串联选取凸台外轮廓,按Done箭头向下,再按Done,出现挤出对话框,点选增加实体Add Boss,并设置挤出距离为10,按OK,选取外轮廓实体为目标体,即完成凸台的构建。 7. 产生凹槽 Extrude一用鼠标依次串联选取四个凹槽轮廓,按Done箭头向下,再按Done,出现如图9-22所示的挤出对话框,点选切除实体Cut Body,并设置挤出距离为10,按OK,选取外轮廓实体为目标体,即完成凹槽的构建,如图9-23所示。

549
图9-22拉伸剪切设置

550
图9-23三维零件图

551
【例2】完成如图9-24所示的旋钮的几何造型 图9-24 旋钮零件图

552
1. 绘制六边形外轮廓 C绘图一Next menu一Polygon一出现图9-25所示的对话框。设置多边形边数为6、外接圆半径为40,点击OK一O原点,按【ESC】键结束六边形绘制。主菜单一M修整一F倒圆角一设置半径为8,鼠标依次选取要倒圆角的六边形的相邻两直线,即完成倒圆角,按【ESC】键退出。此时构建好一个中心点位于坐标原点的六边形。

553
9.3 机械加工CAM基础 在 MasterCAM系统中,工件的几何外形可由其CAD功能完成或读人外部数据文件生成,CAM制造则主要是根据工件的几何外形设置相关的切削加工数据并生成刀具路径,刀具路径实际上就是工艺数(NCI),它包含了一系列刀具运动轨迹以及加工信息,如进给量、主轴转速、切削液控制指令等。再由后处理器将NCI文件转换为CNC控制器可以解读的NC码,通过介质传送到数控机床就可以加工出所需的零件。
,它包含了一系列刀具运动轨迹以及加工信息,如进给量、主轴转速、切削液控制指令等。再由后处理器将NCI文件转换为CNC控制器可以解读的NC码,通过介质传送到数控机床就可以加工出所需的零件。")
554
基本刀具路径 刀具路径及参数的选择直接影响加工效率和加工质量。如何保证较高的加工效率和加工质量,是数控加工过程中必须重视的问题。MasterCAM9.0铣削模块中提供了多种铣加工刀具路径,下面介绍各刀路的特点。

555
主菜单一 Toolpaths一出现如图9-31所示的刀具路径菜单。
1. 二维曲线加工 主菜单一 Toolpaths一出现如图9-31所示的刀具路径菜单。 图9-31 刀具路径菜单

556
(1) 外形加工(contour) 刀具沿所选曲线移动,用于外形粗、精加工,操作简单、实用。通常采用平刀、圆鼻刀、斜度刀加工。外形铣加工可在工件外进刀,且下刀点合适位置。如选择三维曲线,则自动转为三维曲线外形铣削啊。 (2) 挖槽加工(Pocket) 选择封闭曲线确定加工范围,常用于对凹槽特征的加工,限制加工深度时可用于对平面光刀。挖槽加工在坯料上进刀,下刀时可选用螺旋或斜向下刀。 (3) 面加工(Face) 用于对平面加工。 (4) 钻孔加工(Drill) 有钻孔、攻螺纹、幢孔等多种加工方式,以点确定加工位置。
 挖槽加工(Pocket) 选择封闭曲线确定加工范围,常用于对凹槽特征的加工,限制加工深度时可用于对平面光刀。挖槽加工在坯料上进刀,下刀时可选用螺旋或斜向下刀。 (3) 面加工(Face) 用于对平面加工。 (4) 钻孔加工(Drill) 有钻孔、攻螺纹、幢孔等多种加工方式,以点确定加工位置。")
557
主菜单一 Toolpaths一Surface,出现如图9-32所示的曲面刀具路径菜单一Rough进入曲面粗加工菜单。
2. 曲面粗加工 主菜单一 Toolpaths一Surface,出现如图9-32所示的曲面刀具路径菜单一Rough进入曲面粗加工菜单。 图9-32曲面粗加工菜单

558
(1) 平行加工(Parallel) 分层平行切削加工,可以稳定地加工所有类型的曲面,但刀路计算时间长,提刀次数多,粗加工时效率不高。
(2) 等高外形加工(Contour) 刀具沿曲面等高曲线加工,对陡峭曲面加工效果较好,曲面平坦时效果不佳。 (3) 曲面挖槽加工(Pocket) 分层清除曲面与加工范围之间的所有材料,刀路计算时间短,刀具切削负荷均匀,加工效率高。常作为粗加工的首选方案。 (4) 放射状加工(Radial) 刀具以指定点为径向中心,放射状分层切削加工,加工完毕的工件表面刀路呈中心放射状。较适合加工中心对称性的曲面。刀路在工件径向中心密集,刀路重叠较多,工件边缘刀路间距大,提刀次数多,加工效率一般。 (5) 投影加工(Project) 将已有的刀路数据投影到曲面上进行加工。 (6) 曲面流线加工(Flowline) 刀具沿着构成曲面形状的自然走向进行加工。 (7) 粗加工残料清除(Restmill) 依据已加工刀路数据进一步加工以清除残料,计算时间长。 (8) 插入式加工(Plunge) 类似于钻孔方式的加工方法,可快速去除余量,但对机床和刀具的刚性要求较高。
 等高外形加工(Contour) 刀具沿曲面等高曲线加工,对陡峭曲面加工效果较好,曲面平坦时效果不佳。 (3) 曲面挖槽加工(Pocket) 分层清除曲面与加工范围之间的所有材料,刀路计算时间短,刀具切削负荷均匀,加工效率高。常作为粗加工的首选方案。 (4) 放射状加工(Radial) 刀具以指定点为径向中心,放射状分层切削加工,加工完毕的工件表面刀路呈中心放射状。较适合加工中心对称性的曲面。刀路在工件径向中心密集,刀路重叠较多,工件边缘刀路间距大,提刀次数多,加工效率一般。 (5) 投影加工(Project) 将已有的刀路数据投影到曲面上进行加工。 (6) 曲面流线加工(Flowline) 刀具沿着构成曲面形状的自然走向进行加工。 (7) 粗加工残料清除(Restmill) 依据已加工刀路数据进一步加工以清除残料,计算时间长。 (8) 插入式加工(Plunge) 类似于钻孔方式的加工方法,可快速去除余量,但对机床和刀具的刚性要求较高。")
559
主莱单一Toolpaths一Surface一Finish,进人曲面精加工菜单,如图9-33所示。
3. 曲面光刀(曲面精加工) 主莱单一Toolpaths一Surface一Finish,进人曲面精加工菜单,如图9-33所示。 图9-33曲面精加工菜单
 主莱单一Toolpaths一Surface一Finish,进人曲面精加工菜单,如图9-33所示。 图9-33曲面精加工菜单.")
560
(1) 平行加工(Parallel) 刀具沿着相互平行的方向铣削零件,与平行粗加工相比只是无深度方向的分层控制。对坡度小的曲面加工效果较好,是精加工阶段最常用的刀路。
(2) 平行陡斜面加工(Par steep) 平行方式加工陡斜面效果不佳时的补充方案。 (3) 径向加工(Radial) 刀具从径向中心向外放射状移动加工。 (4) 投影加工(project) 将已有的刀路数据投影到曲面上进行加工。 (5) 曲面流线加工(Flow line) 与曲面流线粗加工相似。 (6) 等高外形加工(Contour) 与粗加工等高外形刀路相似,常作为粗加工后的半精加工的刀路,以小直径刀具去除残料。精加工时常用于侧壁外形曲面光刀及清角。 (7) 浅平面加工(Shallow) 等高外形方式加工小坡度曲面效果不佳时的补充方案。 (8) 交线清角加工(Pencil) 对曲面相交位置进行加工以清除残料。 (9) 残料清除加工(Left over) 用小直径刀具清除大直径刀具粗加工时留下的残料,计算时间长。 (10) 环绕等距加工(Scall) 产生的刀路以等距离环绕加工曲面,刀路较匀均,计算时间长。
 平行陡斜面加工(Par steep) 平行方式加工陡斜面效果不佳时的补充方案。 (3) 径向加工(Radial) 刀具从径向中心向外放射状移动加工。 (4) 投影加工(project) 将已有的刀路数据投影到曲面上进行加工。 (5) 曲面流线加工(Flow line) 与曲面流线粗加工相似。 (6) 等高外形加工(Contour) 与粗加工等高外形刀路相似,常作为粗加工后的半精加工的刀路,以小直径刀具去除残料。精加工时常用于侧壁外形曲面光刀及清角。 (7) 浅平面加工(Shallow) 等高外形方式加工小坡度曲面效果不佳时的补充方案。 (8) 交线清角加工(Pencil) 对曲面相交位置进行加工以清除残料。 (9) 残料清除加工(Left over) 用小直径刀具清除大直径刀具粗加工时留下的残料,计算时间长。 (10) 环绕等距加工(Scall) 产生的刀路以等距离环绕加工曲面,刀路较匀均,计算时间长。")
561
刀具设置 在MasterCAM中,用户可以直接从系统的刀具库中选择要使用的刀具,也可以自己定义新刀具。 1. 从刀具库中选择刀具 当在主功能表中选择Tool paths,选择某一种加工路径,如选择Poocket挖槽加工时,系统提示定义要加工的对象。用鼠标串联外形,选定加工对象后,点击Done,此时系统弹出挖槽参数对话框,如图9-34所示。

562
图9-34挖槽参数对话框

563
第一个Tool parameters签下是刀具对话框,将鼠标移到刀具区,点击鼠标右键,出现快捷菜单。选择刀具来源于刀具库,系统弹出图9-35所示的刀具管理对话框。移动下拉条从中选择要用的刀具,如选择直径是16mm的平刀。点击确定即可选定该刀具,系统返回所示刀具参数对话框,此时在对话框中刀具区出现一把直径为16mm的平刀。

564
图9-35刀具管理对话框

565
2. 定义新刀具 系统允许用户从刀具库中选取刀具的形状,通过设置刀具参数,在刀具列表中添加一个新刀具。在右键快捷菜单中选择建立新刀具,系统弹出图9-36所示的定义刀具对话框。系统给出的默认刀具为直径10mm的平刀。

566
图9-36定义刀具对话框

567
9.4 CAM刀具轨迹生成与后置处理 本节通过两个零件的加工实例,进一步说明在 MasterCAM系统中刀具轨迹的生成与后置处理时的刀路选择和参数设置,以便大家对其加工过程有一个全面的了解。

568
二维加工实例 1. 绘制图形与工作设定 根据图9-12所示尺寸在俯视构图面中绘制图形,可参见第二节中的例题1,构图深度Z可设为0。设定工件毛坯为155mm×105mm×32mm的方料,因零件对称,毛坯中心与构图原点重合。

569
2. 工艺分析 (1) 毛坯厚度为32mm,首先安排面铣,铣削深度为2mm,考虑加工效率,可采用大直径平刀或面铣刀加工,现选用25mm平刀加工。 (2) 矩形外轮廓和凸台加工可采用外形铣削方式加工,先进行凸台加工,再进行外轮廓加工,凸台加工因余量较多需进行X、Y方向分层铣削。凸台内凹圆角半径为l0mm,刀具可选用直径为16mm的平刀。也可以采用大直径刀具去除大部分余量,再用小刀完成凸台内凹圆角内的残料加工,以提高加工效率。 (3) 4个矩形槽圆角为6mm,槽宽为20mm,刀具可采用Φl0mm平刀,挖槽刀路。 (4) 4个直径为l0mm的通孔,因无特殊要求,直接用直径为10mm的钻头加工完成。
 矩形外轮廓和凸台加工可采用外形铣削方式加工,先进行凸台加工,再进行外轮廓加工,凸台加工因余量较多需进行X、Y方向分层铣削。凸台内凹圆角半径为l0mm,刀具可选用直径为16mm的平刀。也可以采用大直径刀具去除大部分余量,再用小刀完成凸台内凹圆角内的残料加工,以提高加工效率。 (3) 4个矩形槽圆角为6mm,槽宽为20mm,刀具可采用Φl0mm平刀,挖槽刀路。 (4) 4个直径为l0mm的通孔,因无特殊要求,直接用直径为10mm的钻头加工完成。")
570
3. 刀具路径规划 (1) 端铣 采用直径为25mm平刀对毛坯表面进行端铣,端削厚度为2mm,其步骤如下: 1) 选择主菜单一Toolpaths一Face一Done,系统将对整个毛坯范围进行端铣,然后出现端铣加工参数对话框。选择被加工工件材料,在对话框刀具参数标签下的刀具区域空白处,单击鼠标右键,在弹出的右键菜单中选Job setup。弹出工作设定对话框,选择工件材料按钮,出现材料列表,选择加工的工件材料。设定所需刀具,在对话框刀具参数标签下的刀具区域空白处单击鼠标右键。在弹出的右键菜单中选“刀具来源于刀具库”,弹出刀具管理器对话框,选择需要的4把刀,并设定刀具参数,如图9-41所示。
 选择主菜单一Toolpaths一Face一Done,系统将对整个毛坯范围进行端铣,然后出现端铣加工参数对话框。选择被加工工件材料,在对话框刀具参数标签下的刀具区域空白处,单击鼠标右键,在弹出的右键菜单中选Job setup。弹出工作设定对话框,选择工件材料按钮,出现材料列表,选择加工的工件材料。设定所需刀具,在对话框刀具参数标签下的刀具区域空白处单击鼠标右键。在弹出的右键菜单中选 刀具来源于刀具库 ,弹出刀具管理器对话框,选择需要的4把刀,并设定刀具参数,如图9-41所示。")
571
图9-41端铣削刀具参数对话框

572
2) 设定端铣加工参数如图9-42所示。因毛坯厚度为32mm,所以参数表中“要加工的表面”设为绝对值坐标数值为32,“背吃刀量”设为绝对值坐标数值为30,“参考高度”设为绝对值40,“进给下刀位置”可设为增量坐标3,“截断方向重叠量”和“切削方向重叠量”可取默认值。
 设定端铣加工参数如图9-42所示。因毛坯厚度为32mm,所以参数表中 要加工的表面 设为绝对值坐标数值为32, 背吃刀量 设为绝对值坐标数值为30, 参考高度 设为绝对值40, 进给下刀位置 可设为增量坐标3, 截断方向重叠量 和 切削方向重叠量 可取默认值。")
573
图9-42端铣削加工参数对话框

574
3) 设定完参数后,选择Done,绘图区将产生端铣刀具路径。
4) 进行路径模拟,选按下Toolpaths1-Operation,出现操作管理器对话框,选择Backplot按钮,自动转人路径模拟菜单,选择Step或Run进行手动或自动路径模拟,以验证路径的正确性。 5) 进行实体切削验证,在操作管理器中选择Verify按钮,进入实体验证界面,可进行实体验证。
 进行路径模拟,选按下Toolpaths1-Operation,出现操作管理器对话框,选择Backplot按钮,自动转人路径模拟菜单,选择Step或Run进行手动或自动路径模拟,以验证路径的正确性。 5) 进行实体切削验证,在操作管理器中选择Verify按钮,进入实体验证界面,可进行实体验证。")
575
(2) 外形铣削 首先采用16mm的平刀铣削凸台外形,因余量较多需进行X、Y方向和Z方向分层加工,步骤如下: 1) 选择主菜单一 Toolpaths一Contour,要求定义外形图素时,逆时针串联选取凸台轮廓线。这样在加工时为逆铣方式,适宜粗加工,选择Done,出现外形铣削对话框。 2) 设定刀具,在刀具区域选择16mm平刀,并设置刀具参数。
 设定刀具,在刀具区域选择16mm平刀,并设置刀具参数。")
576
图9-43 外形铣削参数对话框

577
3) 设定外形铣削参数如图9-43所示,因已经将毛坯面铣去2mm,所以参数表中“要加工的表面”设为绝对值坐标数值为30,凸台为10mm,“背吃刀量”设为绝对值坐标数值为20,“参考高度”设为绝对值40,“进给下刀位置”可设为培量坐标3。因余量较多,设置X、Y方向分层铣削,点击X、Y分层铣削按钮,出现X、Y分层对话框,如图9-44所示,设置粗铣3次,间距12,精铣1次,精修余量0.5。设置Z轴方向分层铣削,点击Z分层铣削按钮,出现Z轴分层铣削设定对话框,如图9-45所示,设定最大粗切量为6,精修次数为1,精修量为0.5。进退刀设置,点击进退刀向量进入进退刀控制,对话框如图9-46所示,设置 进退刀圆弧及引线。

578
9.5 MasterCAM加工实训 实训课题:模具零件三维曲面建模与加工 一、实训目的:
2.要学会把课程知识结合起来,运用数控工艺知识进行加工模块的选取和刀路的编制。 3.利用后处理的NC文件进行数控机床的模拟加工。

579
二、实训内容: 1.对零件进行设计上的分析,选用适当的设计方法(昆氏曲面、举升曲面、扫描曲面、实体模型等)。 2.按照给定的尺寸构建出三维曲面或三维实体模型,并进行相应的编辑。 3.根据曲面模型的特点选取不同的加工模块,编制出刀具路径,包括刀具、加工余量、材料和加工参数等的确定。 4.在数控机床上进行模拟加工。

580
三、实训项目 课题一:昆氏曲面造型1

581
课题二:昆氏曲面造型2

582
课题四:瓶盖造型

584
练习题: 1. MasterCAM的工作深度是什么意思? 2. MasterCAM有几种串联方式? 3.绘制矩形有哪些方法? 4.如何修剪一个图素,两个图素,三个图素? 5. MasterCAM有哪些转换功能? 6.什么叫昆氏曲面?构建昆氏曲面有几种串联方法? 7.构建一个实体模型的基本方法是什么? 8.布尔运算有几种功能? 9.定义刀具有什么作用? 10.曲面加工分几大类? 11.曲面粗加工有几种方法? 12.简述十种曲面精加工的方法。

585
参考文献 1.杨伟群。数控工艺培训教程。北京:清华大学出版社,2004 2.周虹。数控加工工艺与编程。北京:人民邮电出版社,2004 3.关雄飞。数控机床与编程。北京:清华大学出版社,2006 4. 袁锋。数控车床培训教程。北京:机械工业出版社,2005 5.宋放之。数控工艺培训教程。北京:清华大学出版社,2003 6.蒋建强。数控加工技术与实训。北京:电子工业出版社,2003 7.张安全主编。数控加工与编程。北京:中国轻工业出版社,2005 8.韩鸿鸾、孙翰英主编。数控编程。济南:山东科学技术出版社,2005 9.雷保静主编。数控加工工艺与编程。中国林业出版社、北京希望电子出版社,2006 10.詹华西。加工与编程。西安:西安电子科技大学出版社,2004 11.王爱玲主编。数控机床加工工艺。北京;机械工业出版社,2006 12.黄康美。数控加工实训教程。北京:电子工业出版社,2004 13.蔡兰、王霄主编。数控加工工艺学。北京:化学工业出版社,2005 14.顾京。数控加工编程及操作。北京:高等教育出版社,2003 15.韩鸿鸾、李建刚主编。数控铣床和加工中心编程与操作实例。北京:中国电力出版社,2006 16.蒋建强。数控编程技术200例。北京:科学出版社,2004 17.陈洪涛。数控编程与工艺。北京:高等教育出版社,2003 18.赵长明、刘万菊主编程。数控加工工艺与设备。北京:高等教育出版社,2003 19.华中数控公司。华中世纪星车削编程手册 20.华中数控公司。华中世纪星铣削编程手册 21.西门子公司。SINUMERIK 802D操作编程-车床用户手册 22.西门子公司。SINUMERIK 802D操作编程-铣床用户手册 23.FANUC 0i操作说明书

Similar presentations
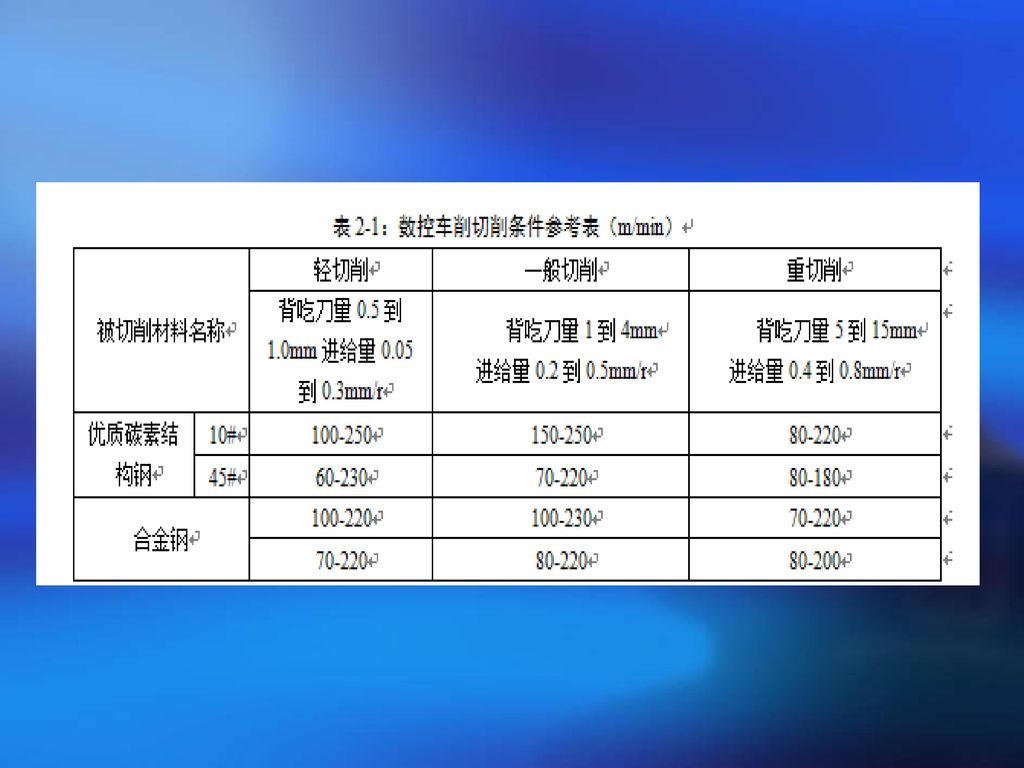
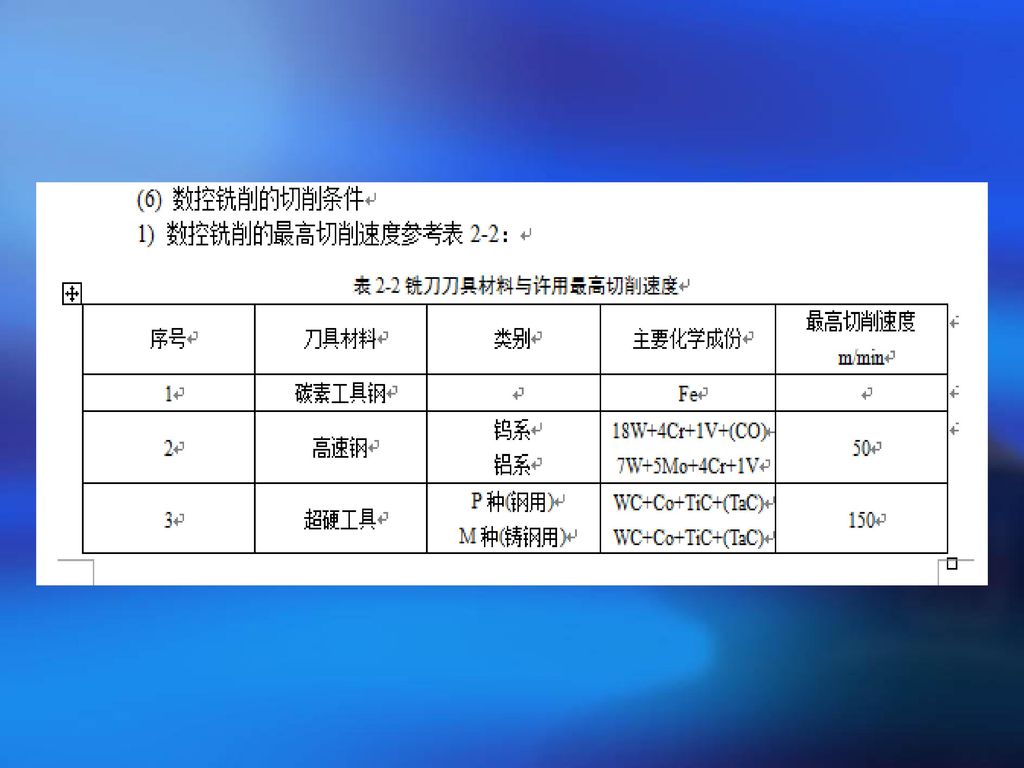

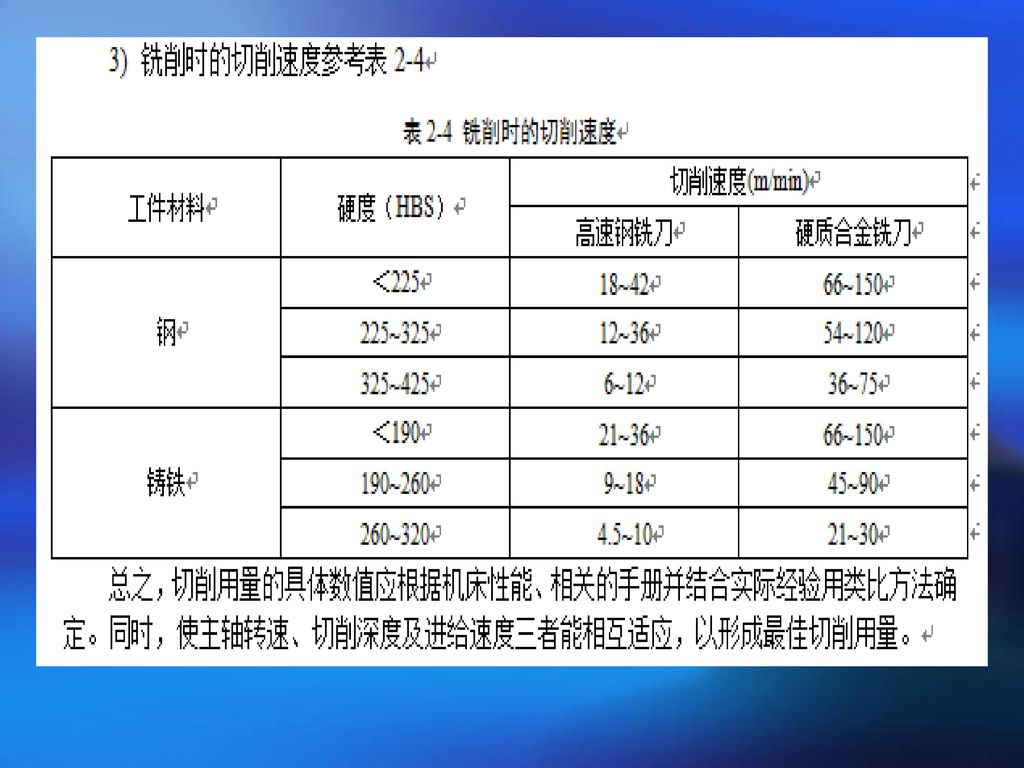
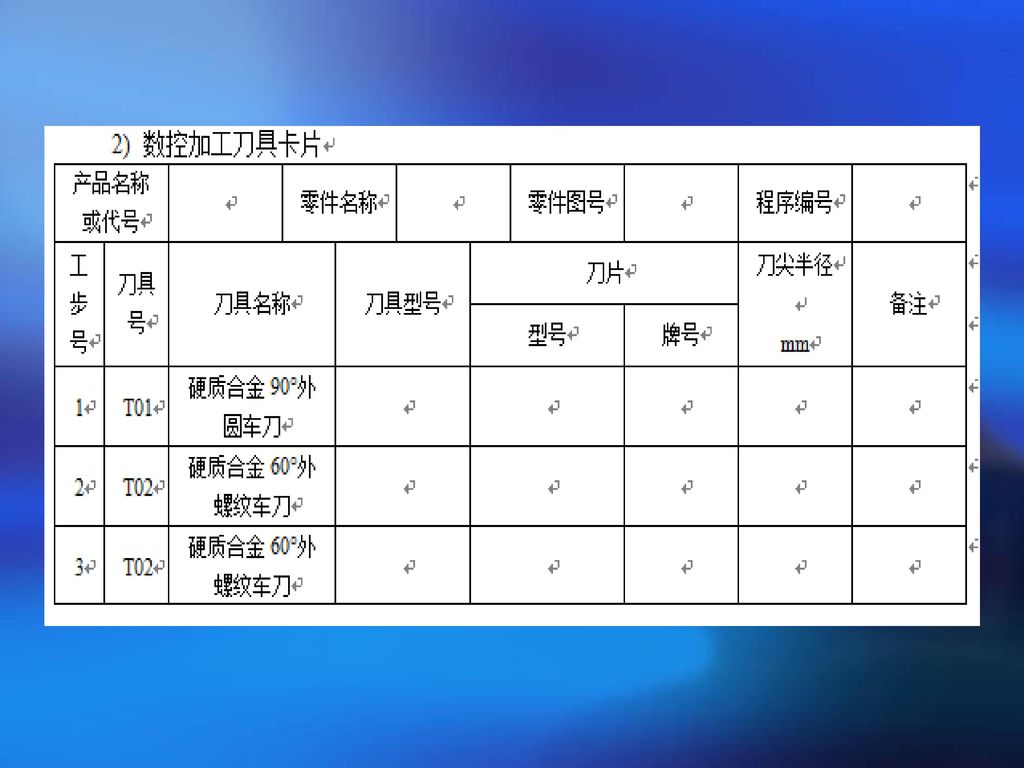
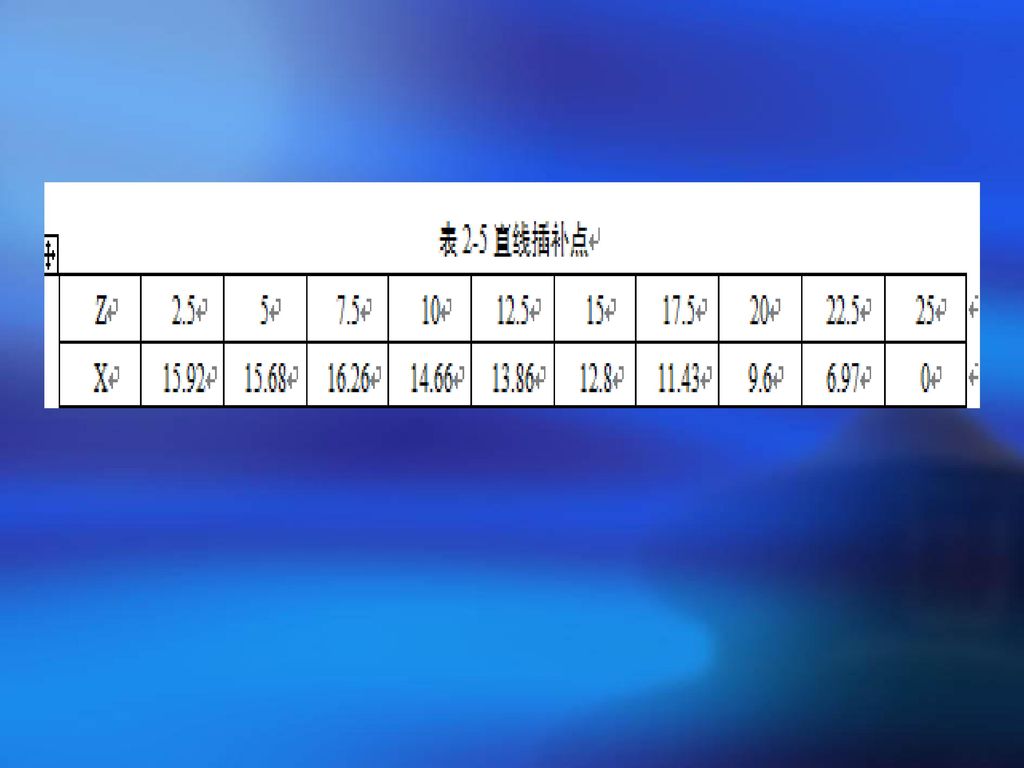
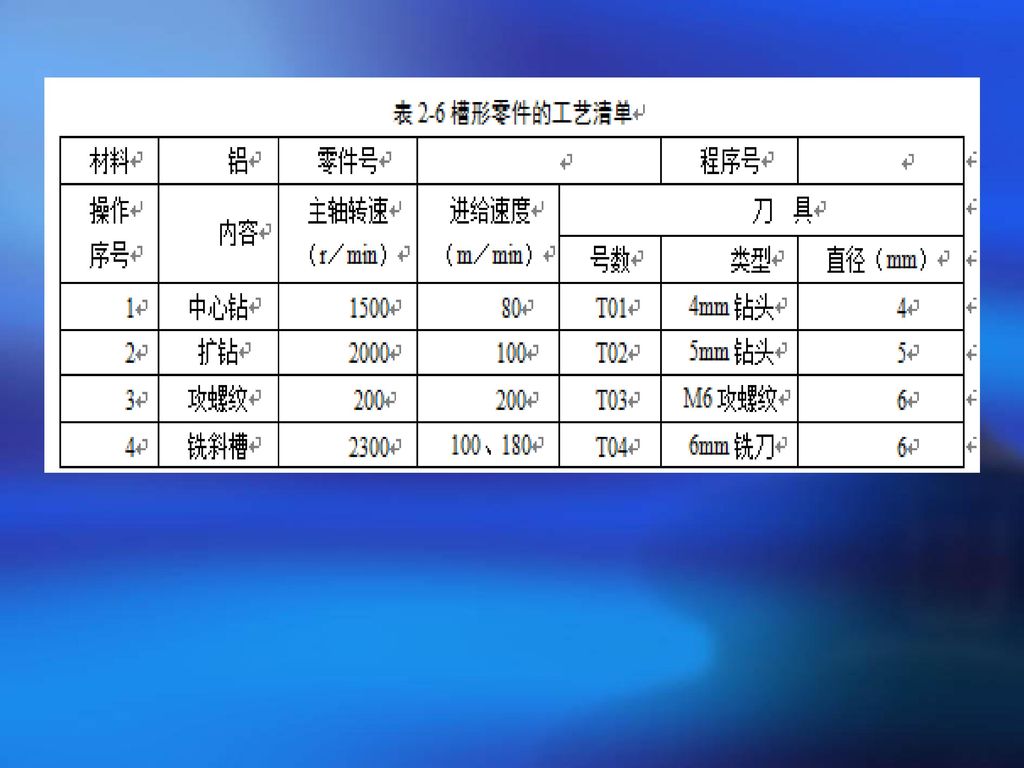
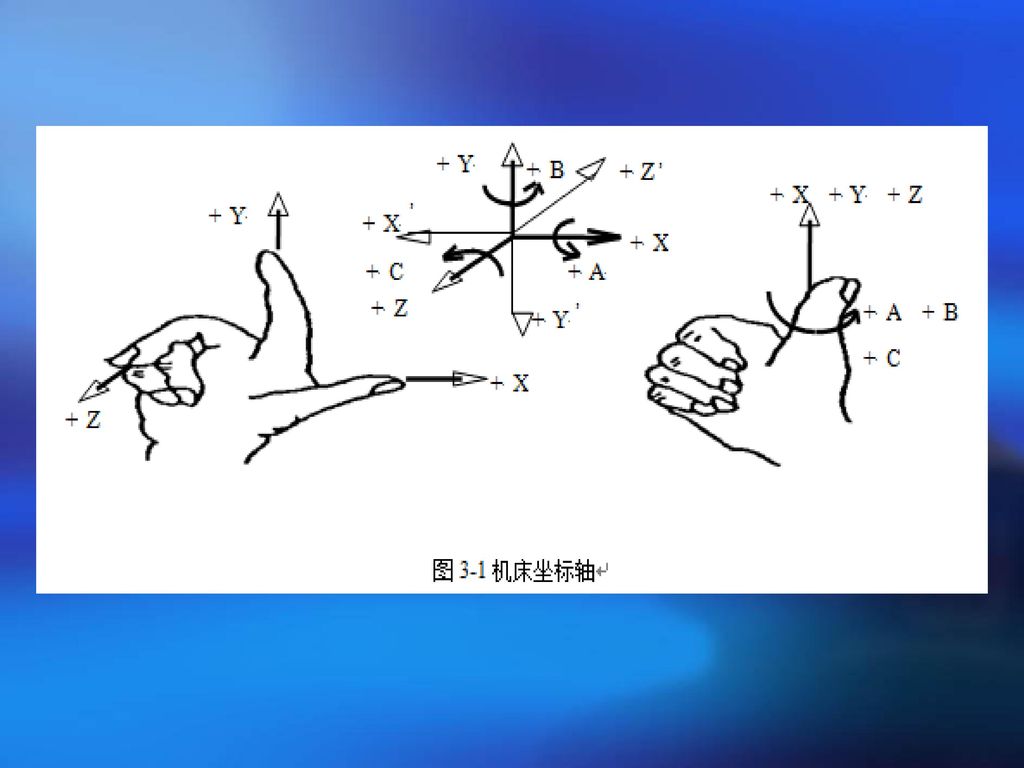
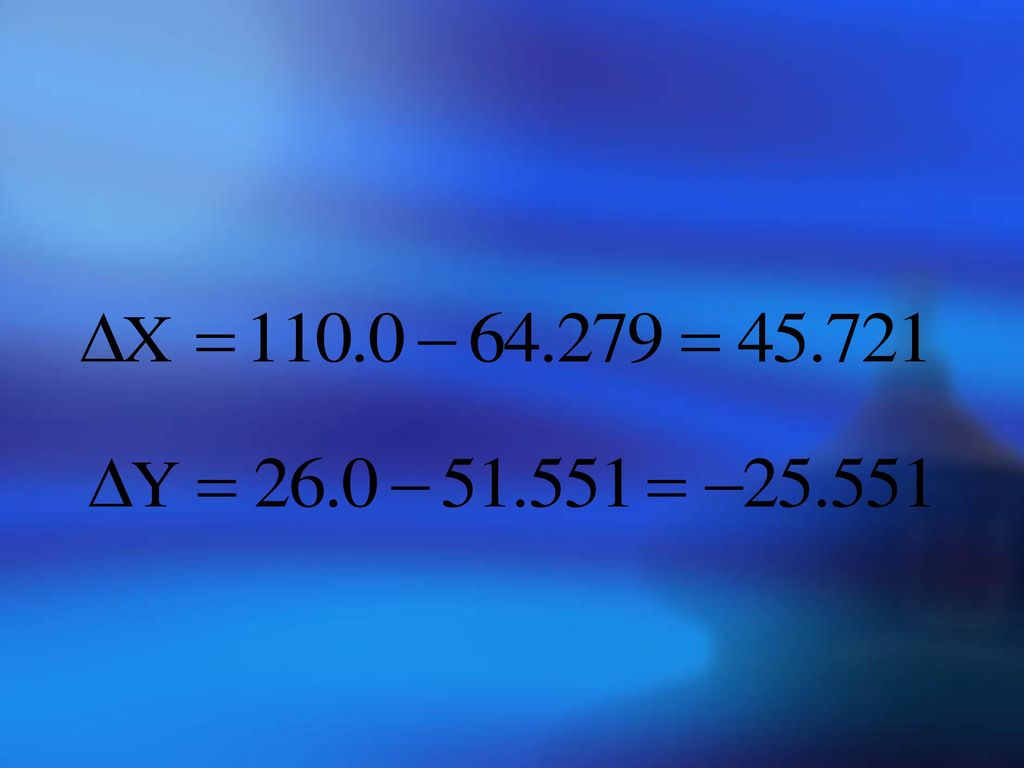
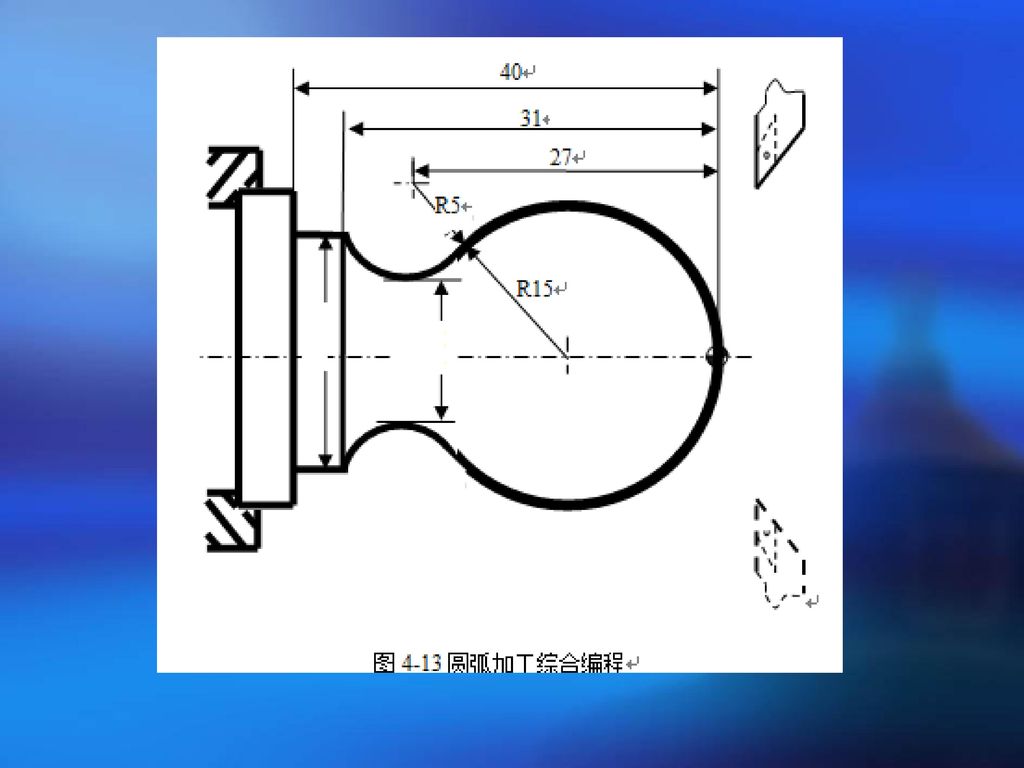
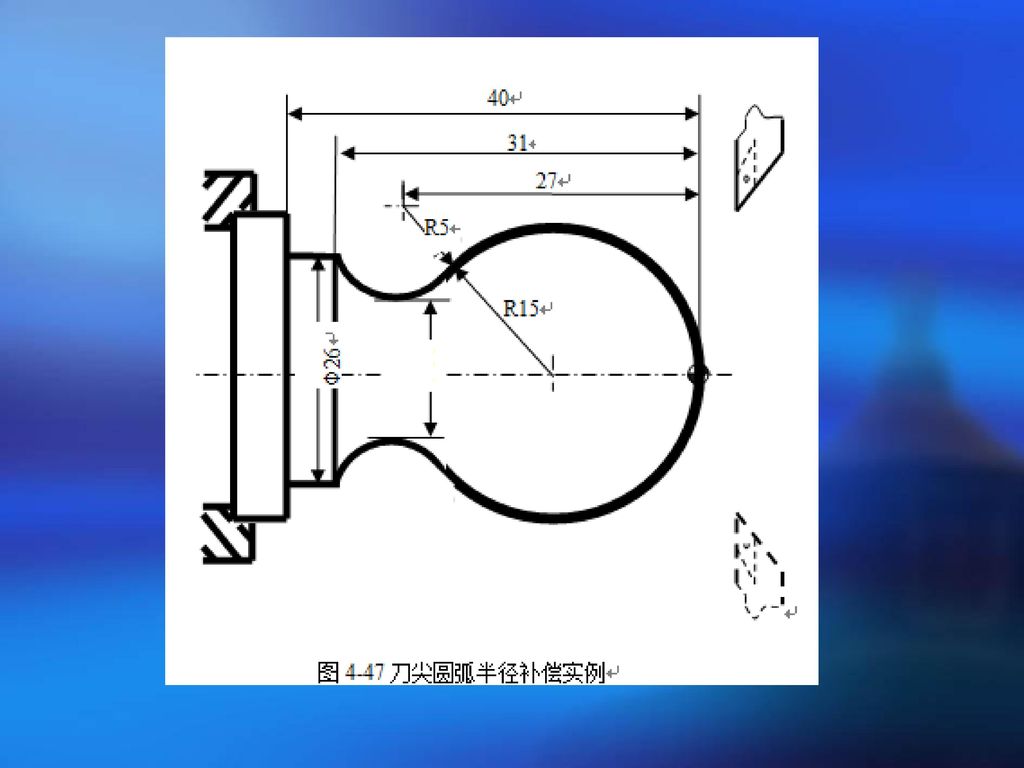

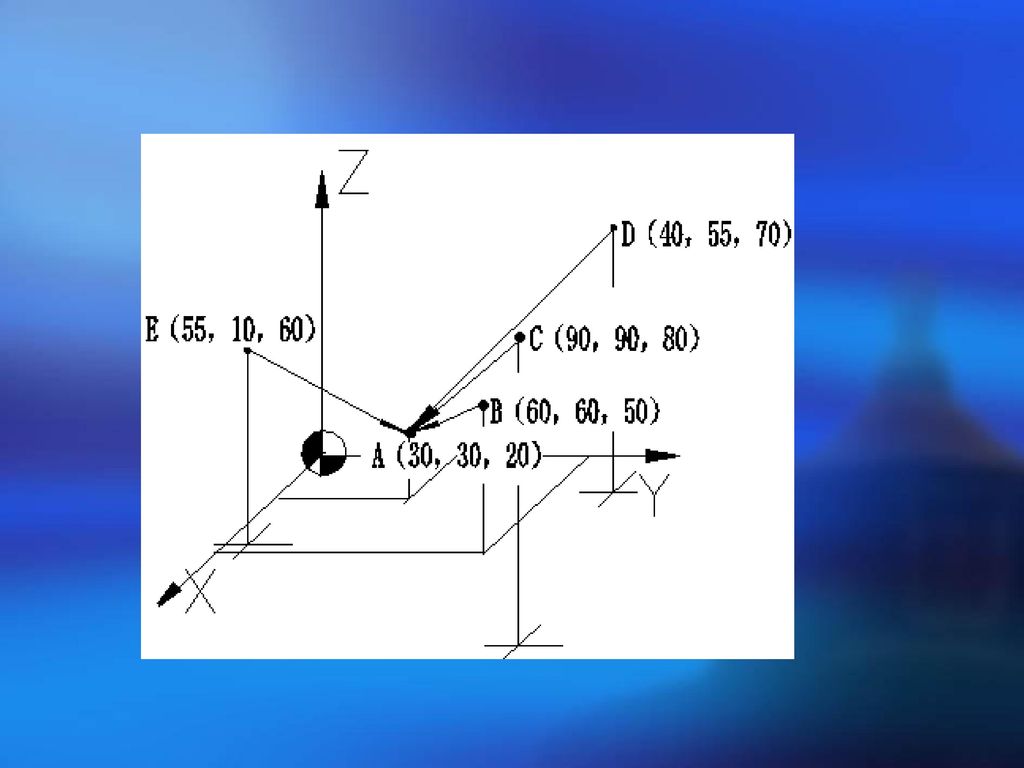
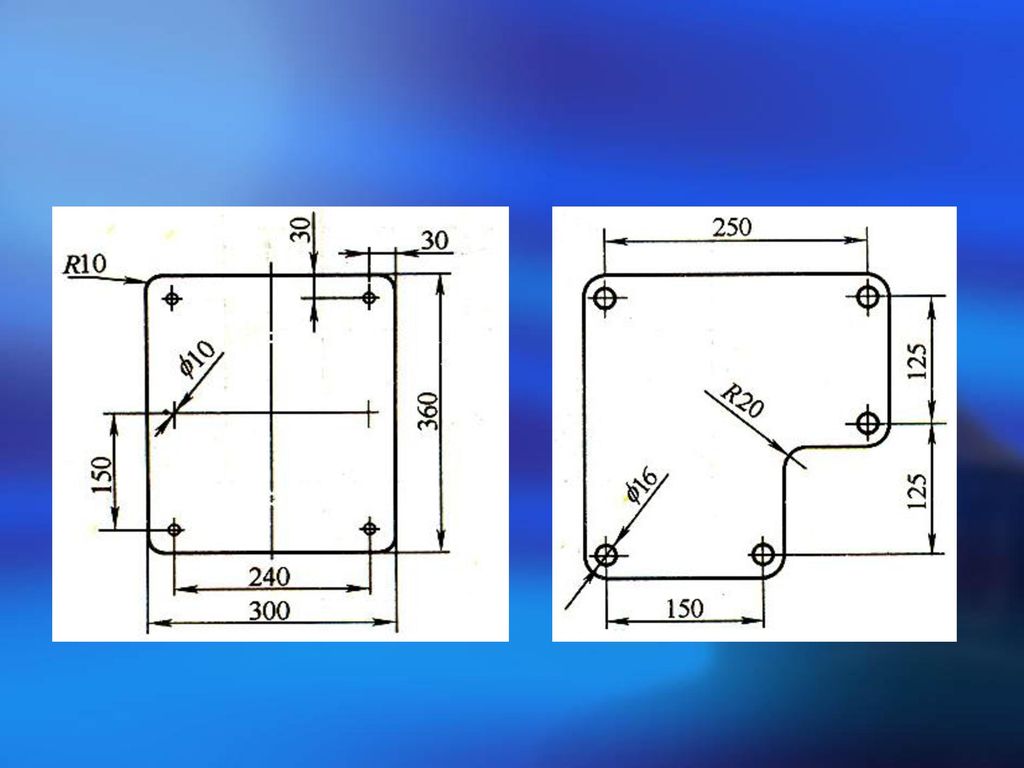
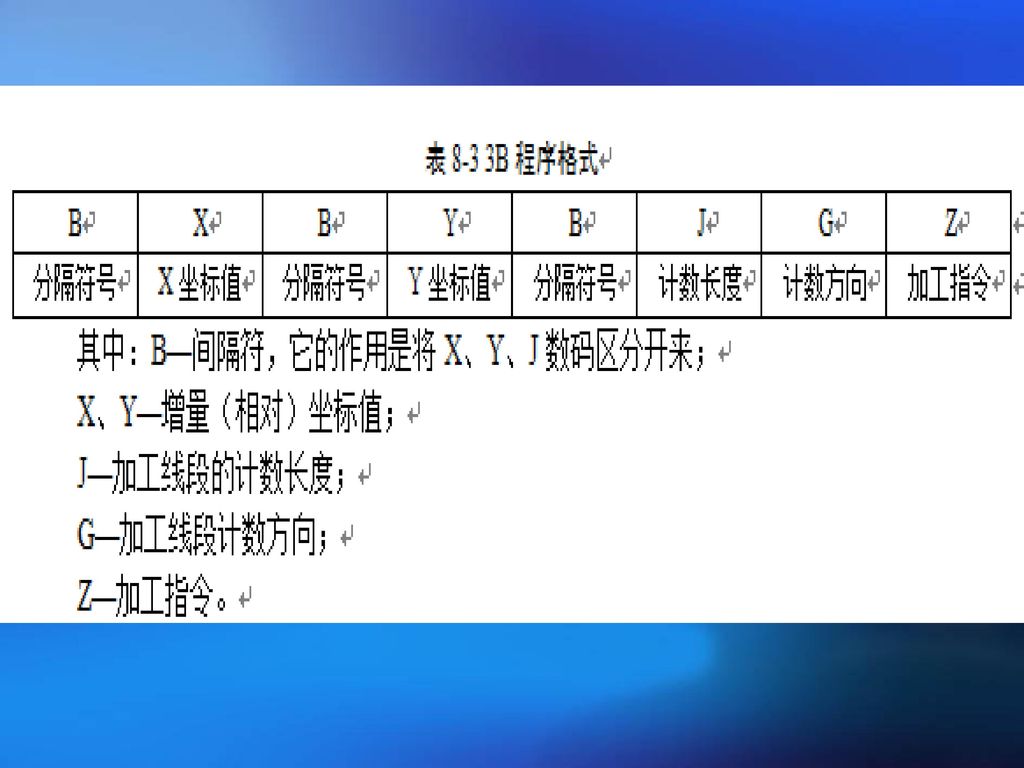
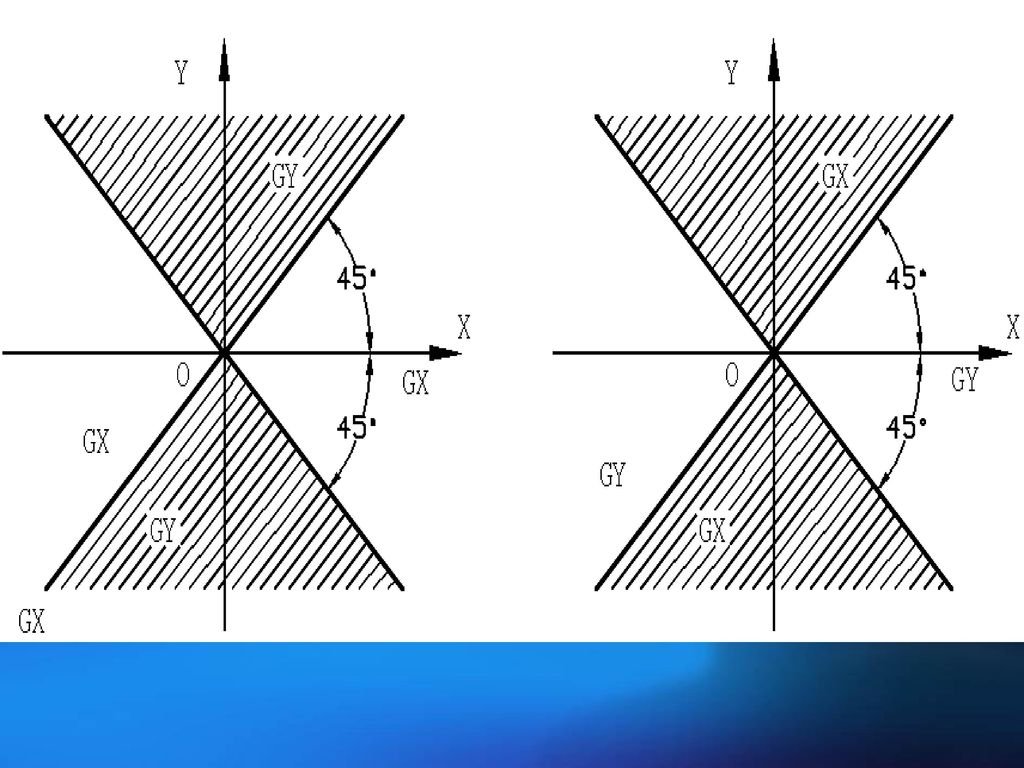
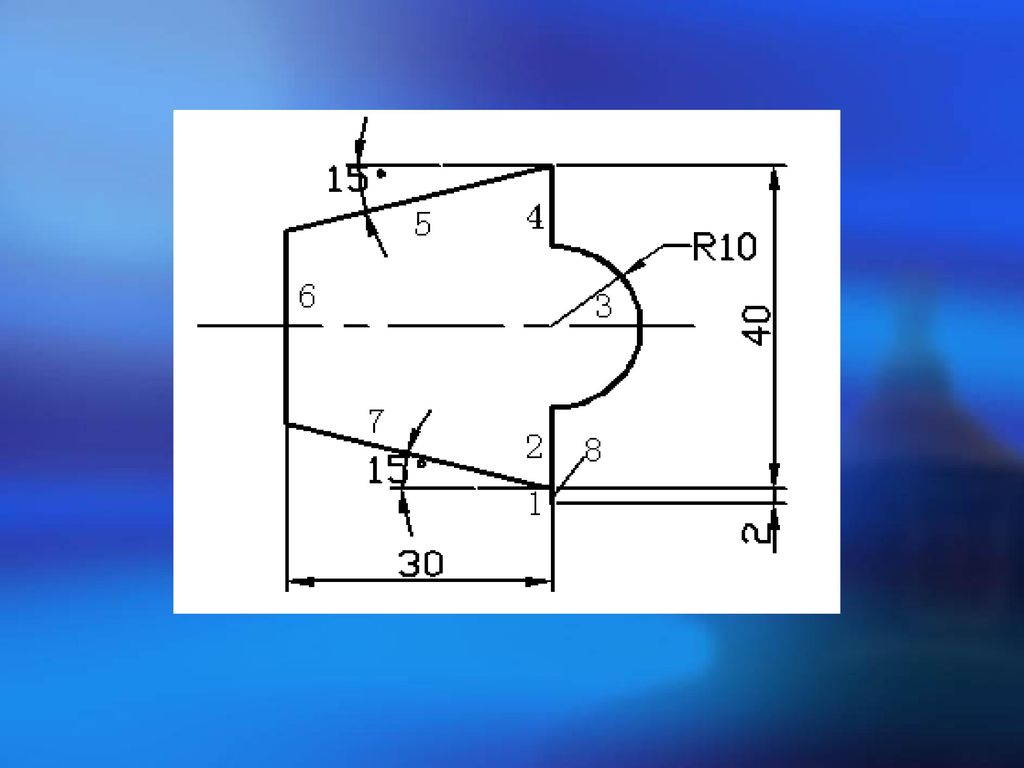
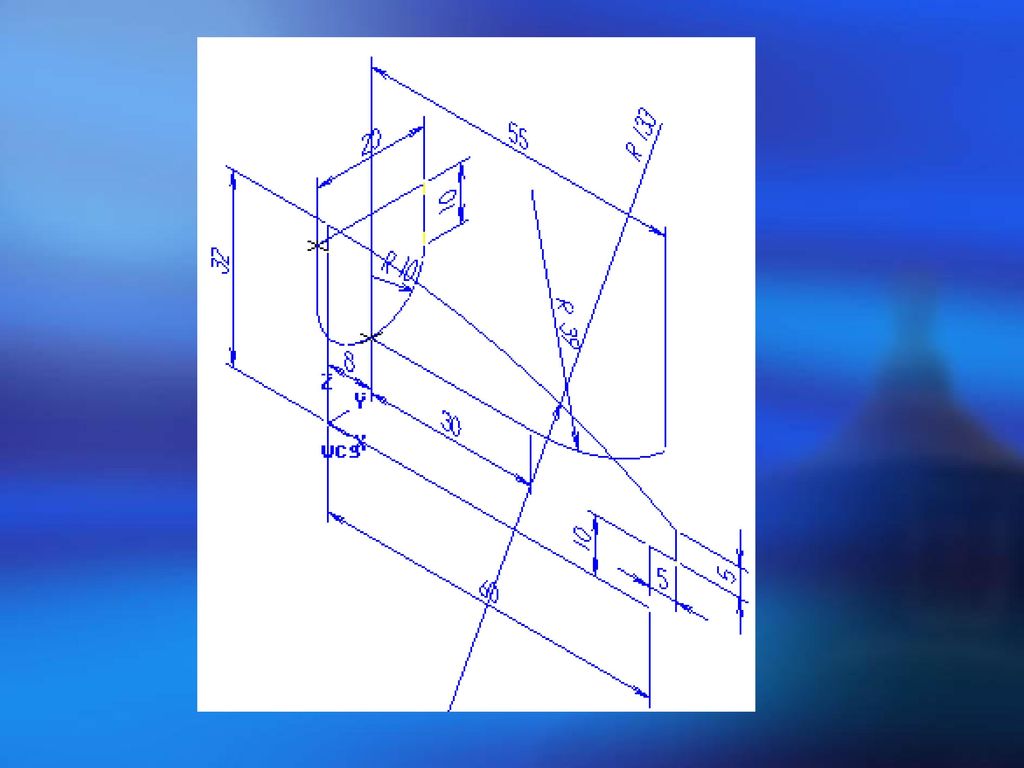
技术基础. 定义 数控是数字控制( Numerical Control )的简称,其含义 是用数字和符号构成的数字信息自动控制机床的运转, 因此,数控机床也简称 NC 机床。>")
















 四川财经职业学院.>")

