Download presentation
Presentation is loading. Please wait.

1
第七章 铸锭常见缺陷分析 7.1 偏析 7.2 缩孔与缩松 7.3 裂纹 7.4 气孔 7.5 非金属夹杂物
第七章 铸锭常见缺陷分析 7.1 偏析 7.2 缩孔与缩松 7.3 裂纹 7.4 气孔 7.5 非金属夹杂物 在有色金属材料生产过程中,约有70%的废品是与铸锭中存在的缺陷有关。因此,如何识别和分析铸淀中的缺陷及共成因,寻求防止或减少缺陷的方法,对提高铸锭和加工产品的质量,具有很现实的意义。

2
7.1 偏析 铸锭中化学成分不均匀的现象称为偏析。 显微偏析:一个晶粒范围内的偏析; 宏观偏析两类:较大区域内的偏析,故又称为区域偏析。

3
7.1 偏析 枝晶偏析一般通过加工和热处理可以消除,但在枝晶臂间距较大时则不能消除,会给制品造成电化学性能不均匀。
晶界偏析是低熔点物质聚集于晶界,使铸锭热裂倾向增大,并使制品易发生晶界腐蚀。 宏观偏析会使铸锭及加工产品的组织和性能很不均匀。宏观偏析不能靠均匀化退火予以消除或减轻,所以在铸锭生产中要特别防止这类偏析。 如高镁铝合金中的钠脆,铜及铜合金中的铋脆等,都是晶界偏忻的结果。 如铅黄铜易发生铅的重力偏析,降低合金的切削及耐磨性能;锡青铜和硬铝铸锭中锡及铜的反偏祈,导致铸锭的加工性能和成品率降低。增加切削废料。

4
7.1.1 显微偏析 由于铸锭冷凝饺快,固液两相中溶质来不及扩散均匀,枝晶内部先后结晶部分的成分不同,这就是枝晶偏析,或称为晶内偏析。

5
7.1.1 显微偏析 影响枝晶偏析的因素还有:合金原始成分,溶质分布系数k,扩散系数D及凝固速度R等。
其他因素一定时,合金的液相线和固相线之间的水平距离越大、合金越易产生枝晶偏析。 合金一定时,影响枝晶偏析的主要因素是R。R大,溶质难于扩散均匀,故偏析大。但是,随着冷却速度增大,R也增大,晶粒变细.枝晶偏析度反而降低。

6
7.1.1.2 晶界偏析 k<1的合金凝固时,溶质会不断自固相向液相排出,导致最后凝固的晶界含有较多的溶质和杂质,形成晶界偏析。
当固溶体合金铸锭定向凝固得到胞状晶时,k<l的溶质也会在胞状晶晶界偏析,形成胞状偏析,胞状晶是一种亚结构,故胞状偏析实际是一种亚晶界偏析。 晶界偏析不能通过均匀化退火予以消除。

7
晶界偏析

8
晶界偏析

9
7.1.2 宏观偏析 正偏桥与反偏杆:正偏是在顺序凝固条件下,溶质k<1的合金,固/液界面处液相中的溶质含量会越来越高,因此愈是后结晶的固相,溶质含量也就愈高; k>1的合金愈是后结晶的固相,溶质含量愈低。铸锭断面上此种成分不均匀现象称为正偏桥。这意味着,k<1的合金铸锭,其表面和底部的溶质量低于合金的平均成分,中心和头部的溶质量高于合金的平均成分。 正偏析的结果,易使单相合金的铸锭中部出现低熔点共晶组织和聚集较多的杂质。

10
7.1.2 宏观偏析 反偏析与正偏析相反。k<1的合金铸锭发生反偏析时,铸锭表面的溶质高于合金的平均成分,中心的溶质低于合金的平均成分。

11
7.1.2 宏观偏析 通常,铸锭中的正偏折分布状况与铸锭组织的形成过程有关。表面细等轴晶是在激冷条件下形成的,合金来不及在宏观范围内选分结晶,故不产生宏观偏析。 柱状晶区的凝固速度小于激冷区,凝固由外向内进行。K<1时,柱状晶区先结晶部分,含溶质较低,而与之接触的液相含溶质较高,故随后结晶部分溶质员逐渐升高。与此同时,游离到中心区的晶体由内向外缓慢生长,并不断排出镕质,形成中心等轴晶区,直至与柱状晶区相交为止,铸锭的凝固即告完成。因此,铸锭断面柱状晶区与中心等轴晶区交界区域偏析最大。 通常,钩锭中的正偏折分布状况4铸锭组织的形成过程有关。宏面细等釉晶虽在激冷条件下形成的,合金来不及在宏观范围内选分结晶,故不产生宏观偏析。柱状晶区的凝固速度小于激冷区,凝固由外向内进行。A<1时,栓状晶区先结品部分,台镕质较低,而与之接触的液相台溶质较高,故随后结品部分解质员逐渐升高。与此同时,游离到小心区的晶体由内向外缓慢生长,并不断徘出镕质,形成小心等轴晶区,直至与柱状晶区相交为止,铸锭的凝固即告完成。因此,铸锭断面栓状晶区与中心等轴晶区交界区域焰析最大。

12
7.1.2 宏观偏析

13
带状偏析 当金属液中溶质的扩散速度小于凝固速度时,如图(a)所示,在固/液界面前沿出现偏析层,使界面处过冷度降低(b),界面生长受到抑制,但在界面上偏析度较小的地方,晶体将优先生长穿过偏析层,并长出分枝,富溶质的液体被封闭在枝晶间,当枝晶继续生长并与相邻枝晶连接一起时,再一次形成宏观的平界面(c)。 带状偏析出现在定向凝固的铸锭中,其特征是偏析带平行于固/液界面,并沿着凝固方向周期性地出现。 此时,界面前沿液体的过冷图如(d)所示。平界面均匀向前生长一段距离后,又出现偏析和界面过冷(e,f),界面生长重新受到抑制。如此周期性地重复,在定向凝固地铸锭纵断面就形成一条一条地带状偏析。 当固/液界面过冷度降低生长受阻时,如果界面前沿过冷度足够大,则可能由侧壁形成新晶粒,并在界面局部突出生长茜,很快长大而横穿富溶质带前沿,将其封闭在界面和新晶粒之间,于是也形成带状偏析。
所示,在固/液界面前沿出现偏析层,使界面处过冷度降低(b),界面生长受到抑制,但在界面上偏析度较小的地方,晶体将优先生长穿过偏析层,并长出分枝,富溶质的液体被封闭在枝晶间,当枝晶继续生长并与相邻枝晶连接一起时,再一次形成宏观的平界面(c)。 带状偏析出现在定向凝固的铸锭中,其特征是偏析带平行于固/液界面,并沿着凝固方向周期性地出现。 此时,界面前沿液体的过冷图如(d)所示。平界面均匀向前生长一段距离后,又出现偏析和界面过冷(e,f),界面生长重新受到抑制。如此周期性地重复,在定向凝固地铸锭纵断面就形成一条一条地带状偏析。 当固/液界面过冷度降低生长受阻时,如果界面前沿过冷度足够大,则可能由侧壁形成新晶粒,并在界面局部突出生长茜,很快长大而横穿富溶质带前沿,将其封闭在界面和新晶粒之间,于是也形成带状偏析。")
14
带状偏析

15
重力偏析

16
7.1.3 防止偏析的主要途径

17
7.2 缩孔与缩松 在铸锭中部、头部、晶界及枝晶间等地方,常常有一些宏观和显微的收缩孔洞,通称为缩孔。 容积大面集中的缩孔称为集中缩孔;
细小而分散的缩孔称为缩松,其中出现在晶界或枝晶间的缩松又称为显微缩松。 缩孔和缩松的形状不规则,表面不光滑,故易与较圆滑的气孔相区别。但铸锭中有些缩孔常为析出的气体所充填,孔壁表面变得较平滑,此时既是缩孔也是气孔。 任何形态的缩孔或缩松都会减小铸锭受力的有效面积,并在缩孔和缩松处产生应力集中,因而显著降低铸锭阳机械性能。加工时缩松一股可以压合,但聚集有气体和非金属夹杂物的纳孔不能压分、只能伸长,甚至造成铸链沿缩儿轧裂或分启,在退火过程小出现起皮起泡等缺陷,降低成材率和产品的表面质量。

18
7.2 缩孔与缩松 7.2.1 金属的凝固收缩 凝固过程中金属的收缩包括凝固前的液态收缩、由液态变为固态的凝固收缩及凝固后的固态收缩。液态及凝固收缩常以体积的变化率来表示,称为体收缩率 : 产生缩孔和缩松的最直接原因,是金属液凝固时发生的凝固体收缩。

19
7.2.1 金属的凝固收缩 总的体收缩率为: 纯金属和共品合金的凝圆体收缩只是相交引起的,故cr?与温度无关。具有一定结晶温度范围的合金,凝出体收缩是川兜扣温度变化引赵的,故其4r M与结品温度范围有关,因而与合金成分有关。这类合金的N态收缩并非是凝固完成后才开始的。如图7—7所示,

20
7.2.2 缩孔与缩松的形成 集中缩孔(简称为缩孔)是铸锭在顺序凝固的条件下,由金属的体收缩引起的。金属浇入锭模后,凝固主要是由底向上和由外向里逐层地进行,经过一段时间后便形成一层凝壳,由于液态和凝固收缩,因而液面下降。以后随着温度的继续降低,凝壳一层一层地加厚,液面不断降低,直至凝固完成为止。在铸被最后凝团的中上部,形成一个如图7-8(e)所示的倒锥形缩孔。
是铸锭在顺序凝固的条件下,由金属的体收缩引起的。金属浇入锭模后,凝固主要是由底向上和由外向里逐层地进行,经过一段时间后便形成一层凝壳,由于液态和凝固收缩,因而液面下降。以后随着温度的继续降低,凝壳一层一层地加厚,液面不断降低,直至凝固完成为止。在铸被最后凝团的中上部,形成一个如图7-8(e)所示的倒锥形缩孔。")
21
7.2.2 缩孔与缩松的形成 集中缩孔(简称为缩孔)是铸锭在顺序凝固的条件下,由金属的体收缩引起的。金属浇入锭模后,凝固主要是由底向上和由外向里逐层地进行,经过一段时间后便形成一层凝壳,由于液态和凝固收缩,因而液面下降。以后随着温度的继续降低,凝壳一层一层地加厚,液面不断降低,直至凝固完成为止。在铸被最后凝团的中上部,形成一个如图7-8(e)所示的倒锥形缩孔。
是铸锭在顺序凝固的条件下,由金属的体收缩引起的。金属浇入锭模后,凝固主要是由底向上和由外向里逐层地进行,经过一段时间后便形成一层凝壳,由于液态和凝固收缩,因而液面下降。以后随着温度的继续降低,凝壳一层一层地加厚,液面不断降低,直至凝固完成为止。在铸被最后凝团的中上部,形成一个如图7-8(e)所示的倒锥形缩孔。")
22
7.2.2 缩孔与缩松的形成 缩孔容积为: 综上所述,集中缩孔是在顺序凝固条件下,因金属液态和凝固体收缩造成的孔洞得不到金属液的补缩而产小的。缩孔多出现在铸锭的中部和头部,或铸件的厚壁处、内浇口附近以及两壁相交的“热节”处。 (7.3)
")
23
7.2.2 缩孔与缩松的形成 缩松是在同时凝固的条件下.最后凝固的地方因收缩造成的孔洞得不到金属的补缩而产生的。
形成缩松的基本原因同于缩孔,但形成的条件有所不同。缩松是在同时凝固的条件下.最后凝固的地方因收缩造成的孔洞得不到金属的补缩而产生的。缩松分布面广,铸锭轴线附近尤为严重。

24
7.2.2 影响缩孔及缩松的因素 (1) 金属性质:金属液体和凝固体的平均体收缩系数、结晶温度范围、吸气性等。
 金属性质:金属液体和凝固体的平均体收缩系数、结晶温度范围、吸气性等。")
25
7.2.3 影响缩孔及缩松的因素 (2) 工艺及铸锭结构:凡是提高铸锭断面温度梯度的措施,如铁模铸锭时,提高浇温和浇速,均有利于绵儿的形砌反之,降低浇温和浇速,提高模温,则有利于缩松的形成。 铸锭尺寸越大,形成缩松的倾向也越大。对于大型铸锭,不管合金的导热性和结晶温度范围如何提高烧温和浇速,均会促使铸锭中部的缩松增多浇注时供流集中、结晶器高、液穴深,不利于补缩,也易于形成缩松。 合金一定时,铸锭中缩孔及缩松的形成和分布状况主要取决于浇注工艺、铸造方法和铸锭结构等。连铸时冷却强度大,凝固区通常较窄,但内于浇注与凝固同时进行,因而不产生缩孔,缩松一般也较少。但对于大型铸锭,共中部热量的散失主要由凝壳的导热能力来决定,故冷凝较缓慢,导致中部凝固区变宽并进行同时凝固,所以连铸时也易于形成缩松。

26
7.2.4 防止缩孔及缩松的途径 防止缩孔及缩松的基本途径,是根据合金的体收缩特性、结晶温度范围大小及铸锭结构等,制定正确的铸锭工艺,在保证铸锭自下而上顺序凝固的条件下,尽可能使缩松转化为铸锭头部的缩孔,然后通过人工补缩来消除。

27
7.3 裂纹 在凝固过程中产生的裂纹称为热裂纹。凝固后冷却过程中产生的裂纹称为冷裂纹。
根据裂纹形状和在铸锭中的位置,裂纹又可分为多种,如热裂纹可分为表面裂纹、皮下裂纹、晶间微裂纹、中心裂纹、环状裂纹、放射状裂纹等;冷裂纹可分为顶裂纹、底裂纹,侧裂纹、纵向表面裂纹等。 热裂纹多沿晶界扩展,曲折而不规则。常出现分枝.表面略呈氧化色。冷裂纹常为穿晶裂纹,多呈直线扩展且较规则,裂纹表面较光洁。铸锭中有些裂纹既具有热裂纹特征又具有冷裂纹特征,这是铸锭先热烈而后发展成冷裂所致。

28
7.3.1 铸造应力的形成 铸锭在凝固和冷却过程中,收缩受到阻碍而产生的应力称为铸造应力,按其形成的原因,可分为热应力、相变应力和机械应力。

29
7.3.2 热裂形成机理及影响因素 热裂是在线收缩开始温度至非平衡固相线温度范围内形成的。热裂形成机理主要有液膜理论、强度理论反裂纹形成功理论。

30
7.3.2 热裂形成机理及影响因素 影响因素:金属性质、浇注工艺及铸锭结构等。
非平衡凝固时的热裂倾向与平衡凝固时基本一致,因此可根据合金的平期凝固温度范围大小组略地估计合金的热裂倾向的大小。该团还表明,成分愈靠近共晶点合金,热裂倾向众小。当合金元素合虽较低时,它们对凝固收缩率的影响不明显,但对高温塑性的影响则较大。因其沿晶界的偏聚状况,不仅影响液膜的厚度和宽度,而且也影响品粒的形状和大小,进面影响到塑性。因此,通过调整合金小菜些元素或杂质含量,可以改变铸锭热裂倾向的大小。

31
7.3.2 热裂形成机理及影响因素

32
7.3.2 热裂形成机理及影响因素

33
7.3.3 冷裂的形成及影响因素 冷裂一般是铸锭冷却到温度较低的弹性状态时,因铸锭内外温差大、铸造应力超过合金的强度极限而产生的,并且往往是由热裂纹扩展而成的。 铸锭是否产生冷梨,主要取决于合金的导热性和低温时的塑性。 防止裂纹的途径:合理控制成分、选择合适的工艺、变质处理。

34
7.4 气孔 气孔一投是圆形的,表面较光滑,据此可与缩孔及缩松相区别。加工时气孔可被压缩,但难以压合,常常在热加工和热处理过程中产生起皮起泡现象。这是铝及其合余最常见的缺陷之一。 根据气孔在铸锭中出现的位置,可将其分为表面气孔、皮下气孔和内部气孔三类。

35
7.4 气孔 根据气孔的形成方式可分为: 析出型气孔:在凝固速度大或有枝晶阻拦时,形成的气泡来不及上浮逸出,便留在铸锭内称为气孔。
只有析出气体的压力p大于外部总压力时,才可能形成气泡。否则,气体将呈固溶状态存在于铸锭中。 气体能否在铸锭中形成气孔,与许多条件有关: Co大,容易形成气孔; 冷却强度大,凝固区窄,不易形成气孔; 结晶温度范围宽,凝固区宽,枝晶发达,易于形成枝晶间的缩松气孔。 防止析出型气孔的有效方法:搞好精练去气去渣,浇注时加大冷却强度。

36
7.4 气孔 反应型气孔:金属凝固过程中,与模壁表面水份、涂料及润滑剂之间或金属液内部发生化学反应,产生的气体形成气泡后,来不及上浮逸出而形成的气孔。 主要是:高温下金属与水蒸气反应产生的氢气。润滑油燃烧产生的气体。二次冷却水的水蒸气、涂料和润滑油挥发产生的气体。 防止方法:注意干燥,供流均匀,适当减小结晶器喷水角以免水气侵入,模壁经常清理。

37
7.5 非金属夹杂物 铸锭中的氧化物、硫化物、氢化物和硅酸盐、熔剂、炉衬剥落物、涂料或润滑剂残焦等非金属夹杂物,通称为夹渣。
防止措施:尽可能彻底精练去渣,适当提高浇温和降低浇速,供流平稳,工模具保持干燥。

38
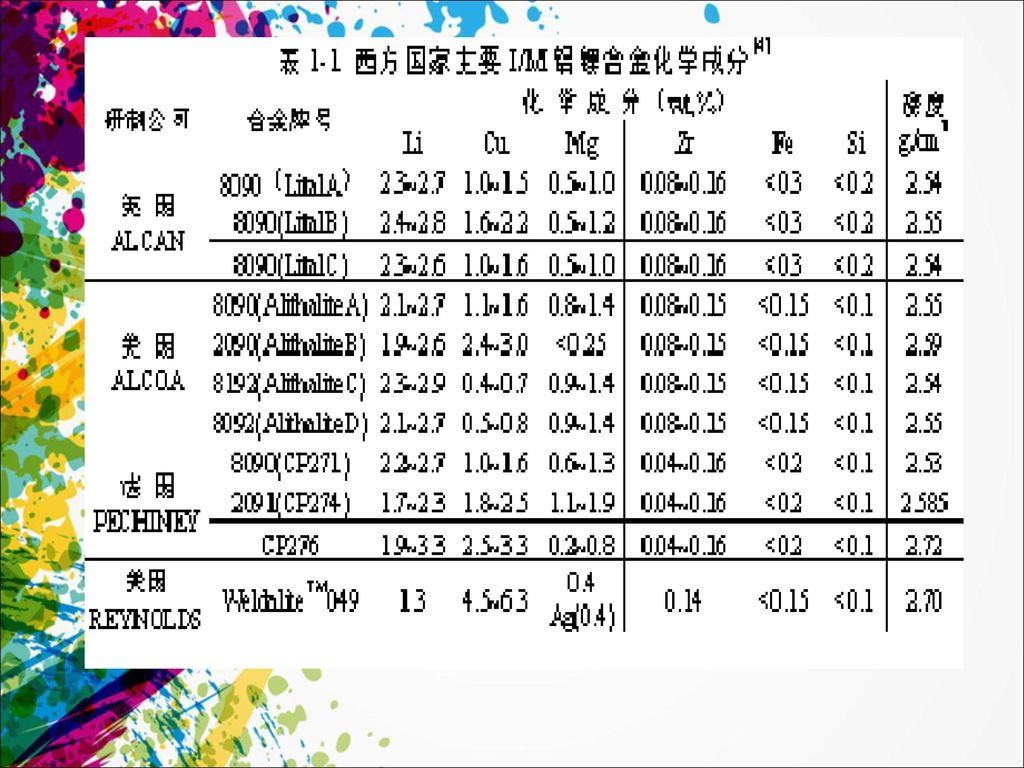
铝锂合金的特点:低密度、高比强度、高比刚度、优良的低温性能、良好的耐腐蚀性能和卓越的超塑成型性能。
铝 锂 合 金 铝锂合金的特点:低密度、高比强度、高比刚度、优良的低温性能、良好的耐腐蚀性能和卓越的超塑成型性能。 Li是世界上最轻的金属元素,其密度只有0.53g/cm3,在铝中每加入1%(wt%)的Li,可使合金密度下降3%,弹性模量提高6%[1]。由于Al-Li合金具有低密度、高比强度、高比刚度、优良的低温性能、良好的耐腐蚀性能和卓越的超塑成形性能,用其取代常规铝合金,可使构件质量减轻15%,刚度提高15~20%[2],被认为是航天航空工业中的理想结构材料。据美国宇航局预测,到2005年在航空航天器结构中,Al-Li合金将取代65%~75%的常规铝合金的用量。
的Li,可使合金密度下降3%,弹性模量提高6%[1]。由于Al-Li合金具有低密度、高比强度、高比刚度、优良的低温性能、良好的耐腐蚀性能和卓越的超塑成形性能,用其取代常规铝合金,可使构件质量减轻15%,刚度提高15~20%[2],被认为是航天航空工业中的理想结构材料。据美国宇航局预测,到2005年在航空航天器结构中,Al-Li合金将取代65%~75%的常规铝合金的用量。")
39
铝锂合金研究概况: 美、俄、英、法、德、日等国高度重视,进入其航天航空领域的实用阶段:如美国“发现号”航天飞机的外贮箱、F-16战机和俄罗斯“能源号”运载火箭的低温贮箱、雅克及米格系列战机等均大量使用铝锂合金 。

40
飞机 导弹 铝锂合金主要 应用领域 火箭 舰船 卫星

41
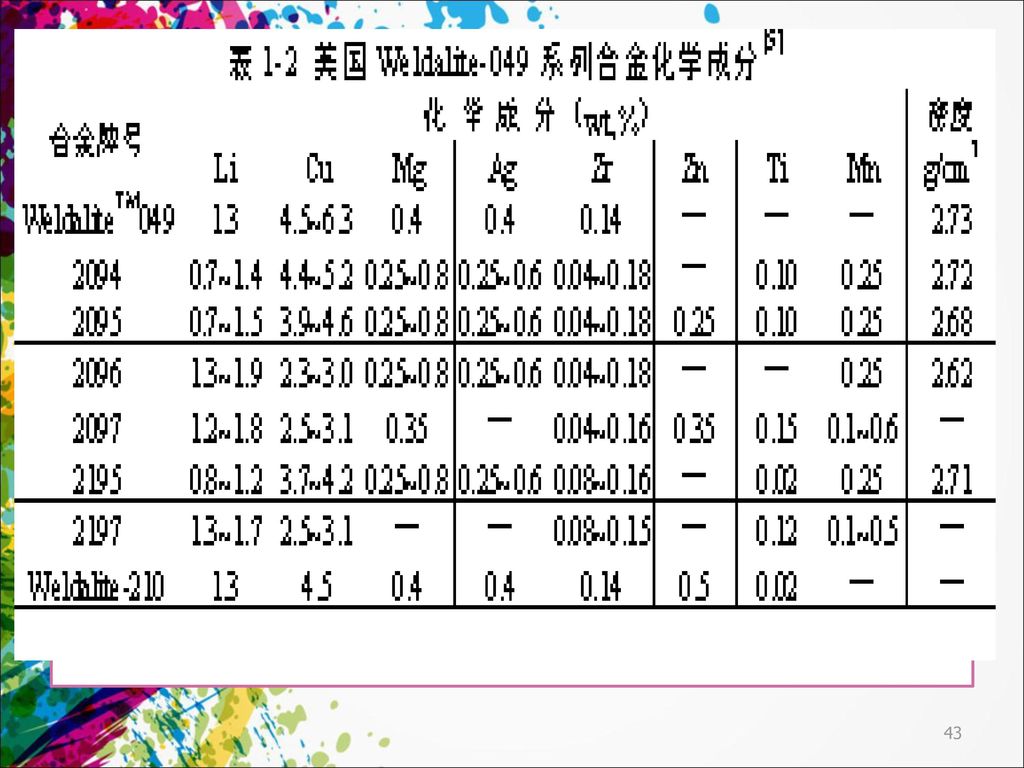
目前,美、俄、英、法等国的铝锂合金熔炼与铸造技术已完全过关,其轧制、挤压、锻造等加工生产技术已达到常规铝合金的水平 。国外铝锂合金牌号多(30余种)、品种较齐全,但仍在不断研究开发新的合金,研发方向主要是高强高韧和各向同性铝锂合金 。
、品种较齐全,但仍在不断研究开发新的合金,研发方向主要是高强高韧和各向同性铝锂合金 。")
45
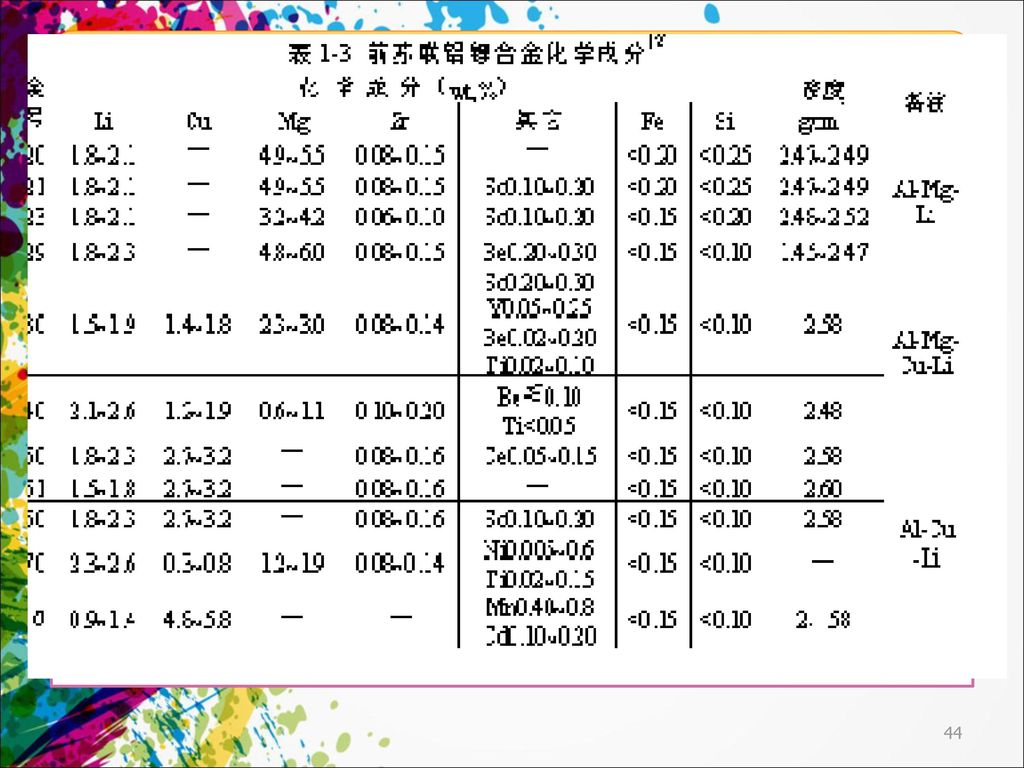
我国通过七五、八五、九五、十五攻关四个五年计划项目,已建成了6吨级铝锂合金半连续熔铸生产线,国产铝锂合金已成功应用于DF-X导弹壳体和新型Su-X战机。但主要是仿制美、俄的2091、1420、2090、 2195和 2197等牌号合金。

46
中南大学材料学院拥有目前国内高校唯一长期系统从事铝锂合金研究的科研群体。从“七五”开始率先在国内开展铝锂合金研究,到“十五“期间,连续四个“五年计划”,分别承担国家计委、国防科工委和总装备部下达的铝锂合金研究国家攻关任务,参与国家从俄罗斯引进6吨级铝锂合金熔铸专用机组的技术与设备引进工作。和西南铝加工厂、航天703所、三院三部以及航空621所等单位紧密合作,先后研制成功2091,2090,2195,1420等高性能铝锂合金,并达到工业化生产规格,这些材料已成功地用于我国“921工程” ,“11#工程” ,“DF×××” ,“JB2”等国防重点型号工程中,为军工科研和国防建设作出了重大贡献。

47
近20年来,在铝锂合金基础研究方面,采用先进的微观观测手段和计算机模拟技术,在原子集团和纳米数量级考察了铝锂合金中多种合金元素原子之间的相互作用,系统研究了微量元素在铝锂合金中的作用机理,建立了完整的铝锂合金合金化理论体系,为铝锂合金的成分设计和新型铝锂合金开发提供了理论依据。 到目前为止,铝锂合金研究已取得部省级鉴定成果4项,获省级科技进步二等奖1项、三等奖3项,在Acta.Mater,Scripta.Mater,Mater.Sci.Forum等国内外知名刊物上发表论文80余篇,绝大部分文章被SCI和EI收录。

48
铝锂合金熔炼与铸造的特点 铝锂合金本身纯度要求和锂的加入使其熔炼设备和熔炼技术与常规铝合金相比有不同的特点。
实验室常用刚玉坩埚或石墨坩埚。刚玉坩埚不耐急冷急热,使用寿命短;石墨坩埚高温易氧化,且与锂发生反应生成Li2C2 。 目前,国外普遍采用的成熟工艺是采用感应坩埚炉熔化,再真空精炼和静置。但各国都未公开其炉衬材料。Li3N、 LiOH、 LiCl对炉衬有很强的腐蚀作用。早期有报道说采用纯铁、纯钛、310不锈钢等做坩埚和熔炼工具。现在从俄罗斯生产铝锂合金的工厂来看,主要采用多种成分的耐火材料加涂层的方式,一直在开发延长使用寿命的涂层材料。

49
铝锂合金熔炼工艺的特点 熔炼铝锂合金一般是采用熔剂保护、惰性气体保护或真空熔炼。 ●溶剂常用碱金属的氯化物、氟化物(如氯化锂、氟化锂)。
溶剂保护操作方便,但成本高,还会引起溶剂夹渣,溶剂和熔体产物的夹渣(如在镁含量较高的铝锂合金铸锭中,可发现有区域偏析—X光光谱分析证明发亮区域中镁含量降低,因熔体中的镁与溶剂反应生成了氯化镁) ●氩气保护熔炼和真空熔炼设备都比较复杂,适合自动化或半自动化操作,现代化大生产中,无溶剂保护生产工艺是采用氩气保护和真空熔炼相结合,解决了溶剂保护带来的不利影响。
 ●氩气保护熔炼和真空熔炼设备都比较复杂,适合自动化或半自动化操作,现代化大生产中,无溶剂保护生产工艺是采用氩气保护和真空熔炼相结合,解决了溶剂保护带来的不利影响。")
50
●铝锂合金熔炼的另一个特点是具有较高的气体过饱和倾向,氢含量比一般铝合金高一个数量级,因而要求采用较高纯度的炉料和辅助材料且预先烘干再投料;溶剂最好随配随用。
●大生产中铝锂合金在熔炼过程中要尽量少用工具搅拌或不用工具搅拌,以免污染合金。 如工频感应坩埚炉熔炼就是靠电磁感应搅拌熔体,反射电阻炉熔炼可在熔池下面安装电磁搅拌器进行搅拌,也可采用高纯氩气精炼并使用气动泵搅拌。 ●实验室通常采用六氯乙烷出气精炼,选用低钠炉料和低钠溶剂来保证合金质量。

51
铝锂合金铸造工艺特点 工业生产铝锂合金一般不能采用直接水冷铸造法。当锂含量超过1.5wt%时,用常规的直接水冷铸造法将会发生强烈的爆炸,但其爆炸的原因机理未研究清楚。因而现在铝锂合金铸造一般采用包铝铸造(恺撒法)、固体颗粒冷却铸造、乙二醇冷却铸造(阿尔考法)等。
、固体颗粒冷却铸造、乙二醇冷却铸造(阿尔考法)等。")
Similar presentations
 “ 惜时好学,动静分明。 ” (态度上)>")






 主讲人:谭琳. 第一节 自荐 一、目前常见的自荐种类 1 .口头自荐 1 .口头自荐 2 .书面自荐 2 .书面自荐 3 .广告自荐 3 .广告自荐 4 .学校推荐 4 .学校推荐 5 .他人推荐 5 .他人推荐.>")
 三. 武功祕笈 ( 煞車之操作及反應三部曲 ) 四. 危機四伏 ( 防禦駕駛 ) 五. 和平共處 ( 路權優先順序 ) 六. 禁止行為 ( 嚴格禁止的行為 ) 七. 保身符.>")










