Download presentation
Presentation is loading. Please wait.

1
第二章 食品质量管理的工 具与方法

2
产品质量的波动 任何一个生产过程,总存在着质量波动。 质量波动是客观存在的,是绝对的。

3
范例: 没有两个相同的人、树叶,对于产品也是一样的,没有两件完全相同的产品。

4
范例: 其质量特性不可能完全一样,总是存在差异,即存在变异或波动。
经验告诉我们,按照同样的工艺、遵照同样的作业指导书、采用同样的原材料、在同一台设备上、由同一个操作者生产出来的一批产品 其质量特性不可能完全一样,总是存在差异,即存在变异或波动。

5
影响过程(工序)质量主要有六个因素: Man 操作者 Machine 设备 Material 原材料 Method 操作方法 Measure 测量 Environment 环境 5M1E
质量主要有六个因素: Man 操作者 Machine 设备 Material 原材料 Method 操作方法 Measure 测量 Environment 环境 5M1E")
6
1.正常波动 由随机因素(偶然因素)引起 质量管理中允许的波动 范例:机器的固有振动、液体灌装机的正常磨损 工人操作的微小不均匀性
原材料中的微量杂质或性能上微小差异 仪器仪表的精度误差 检测误差

7
偶然因素 是固有的 始终存在,是不可避免的 对质量的影响较小 难以测量,消除它们成本大,技术上也难以达到。

8
2. 异常波动 由系统因素(异常因素)引起 质量管理中不允许的波动 设备故障或过度磨损 操作工人违反操作规程 原材料质量不合格 计量仪器故障
2. 异常波动 由系统因素(异常因素)引起 质量管理中不允许的波动 范例:配方错误 设备故障或过度磨损 操作工人违反操作规程 原材料质量不合格 计量仪器故障
引起. 质量管理中不允许的波动. 范例:配方错误. 设备故障或过度磨损. 操作工人违反操作规程. 原材料质量不合格. 计量仪器故障.")
9
异常因素 非过程固有 有时存在,有时不存在 对质量波动影响大 (常常超出了规格范围或存在超过规格范围的危险) 易于判断其产生原因并除去 (在经济上是必须消除的)
 易于判断其产生原因并除去 (在经济上是必须消除的)")
10
表2-1 正常波动与异常波动 正常波动 异常波动 产生原因 偶然因素 系统因素 存在情况 大量存在 少量存在 作用大小 对质量特性值影响较小
表2-1 正常波动与异常波动 正常波动 异常波动 产生原因 偶然因素 系统因素 存在情况 大量存在 少量存在 作用大小 对质量特性值影响较小 如存在,可使产品质量发生显著变化 影响因素 很多,不易识别,难以确定 较少,容易识别 解决方法 提高科学技术水平 加强管理 质量管理工作 控制在最低限度 消除 过程状态 统计受控状态 统计失控状态

11
质量管理与控制的统计方法 包括: 因果图、排列图、散布图、直方图、调查表、分层法和控制图 可以解决质量管理中的大部分问题

12
一、因果图(Cause and Effect Diagram) ㈠ 因果图的概念和作用
㈠ 因果图的概念和作用 又称鱼骨图(fishbone diagram)、鱼刺图、树枝图 用于分析质量特性(结果)与可能影响质量特性的因素(所有可能原因)
、鱼刺图、树枝图. 用于分析质量特性(结果)与可能影响质量特性的因素(所有可能原因)")
13
质量问题 原因类别 原因类别 原因类别 原因类别 第一层原因 第一层原因 第一层原因 第一层原因 第一层原因 第一层原因 第二层原因
结果 原因类别 原因类别 原因 目的:解决…….. 日期: 年 月 日 作者:……..

14
原料 机器 操作者 裱花蛋糕微生物超标 环境 测量 图2-2 裱花蛋糕微生物超标的因果图 手未消毒 包装材料微生物超标 人员卫生差
果酱微生物超标 裱花蛋糕微生物超标 氯浓度低 卫生意识差 色素微生物超标 打奶油机消毒不好 工作服不洁 培训不够 奶油微生物超标 未按时消毒 未按时消毒 臭氧发生器故障 消毒不好 抽样方法错误 蛋糕贮存环境差 检验错误 裱花温度差 量具不准 温度高 温度高 测氯卡失败 没有校正 空调制冷能力差 空调制冷能力差 环境 测量 图2-2 裱花蛋糕微生物超标的因果图

15
㈡ 因果图的制作步骤 对某糕点生产企业存在的裱花蛋糕微生物超标的质量问题进行因果图分析

16
⑴ 确定需要分析的质量特性 即针对什么问题寻找因果关系 例如:产品质量、质量成本、产量、工作质量等问题 裱花蛋糕微生物超标

17
⑵ 召集同该质量问题有关的人员参加的会议,充分发扬民主,各抒己见,集思广益,把每个人的分析意见都记录在图上。

18
⑶ 画一条带箭头的主干线,箭头指向右端,将质量问题写在图的右边,确定造成质量问题类别。
⑶ 画一条带箭头的主干线,箭头指向右端,将质量问题写在图的右边,确定造成质量问题类别。 裱花蛋糕微生物超标

19
① 一般按5M1E的6大因素分类 原料 机器 操作者 裱花蛋糕微生物超标 环境 测量

20
② 然后围绕各原因类别展开,按第一层原因、第二层原因、第三层原因及相互因果关系,用长短不等的箭头画在图上,逐级分析展开到能采取措施为止。

21
⑷ 讨论分析主要原因,把主要的、关键的原因分别用粗线或其他颜色的线标记出来,或者加上方框进行现场验证。
⑷ 讨论分析主要原因,把主要的、关键的原因分别用粗线或其他颜色的线标记出来,或者加上方框进行现场验证。 原料 机器 操作者 手未消毒 包装材料微生物超标 人员卫生差 果酱微生物超标 裱花蛋糕微生物超标 氯浓度低 卫生意识差 色素微生物超标 打奶油机消毒不好 工作服不洁 培训不够 奶油微生物超标 未按时消毒 未按时消毒 臭氧发生器故障 消毒不好 抽样方法错误 蛋糕贮存环境差 检验错误 裱花温度差 量具不准 温度高 温度高 测氯卡失败 没有校正 空调制冷能力差 空调制冷能力差 环境 测量

22
⑸ 记录必要的有关事项,如参加讨论的人员、绘制日期、绘制者等。
⑹ 对主要原因制订对策表(5W1H),落实改进措施。
,落实改进措施。")
23
课堂练习 以学校饭堂饮食卫生质量差为问题,进行因果图分析。

24
分析患近视的原因 材料方面 人为方面 环境方面 方法方面 设备方面 印刷不清楚 字太小 灯光太暗 灯光太强 桌椅高度 书本质量 常揉眼睛
常盯屏幕 坐车看书 走路看书 躺着看书 看书方法不对 距离过近 长时间看书不休息

25
二、排列图(Pareto Diagram)
㈠ 排列图的概念 又称帕累托图 全称主次因素排列图 将质量改进项目从最重要到次要进行排列

26
排列图是由一个横坐标、两个纵坐标、几个按高低顺序排列的矩形和一条累计百分比折线组成。
帕累托曲线 150 100 ● 频数 ● ● 累计百分比(%) ● 100 ● 50 50 ● ● A B C D E F(其他) 项目 排列图是由一个横坐标、两个纵坐标、几个按高低顺序排列的矩形和一条累计百分比折线组成。
 ● 100. ● ● ● A. B. C. D. E. F(其他) 项目. 排列图是由一个横坐标、两个纵坐标、几个按高低顺序排列的矩形和一条累计百分比折线组成。")
27
横坐标表示影响质量的各种因素,按频数的高低从左到右依次画出长柱排列图,然后将各因素频率逐项相加并用曲线表示。
此图是一个直角坐标图,它的左纵坐标为频数,即某质量问题出现次数,用绝对数表示;右纵坐标为频率,常用百分数来表示。 横坐标表示影响质量的各种因素,按频数的高低从左到右依次画出长柱排列图,然后将各因素频率逐项相加并用曲线表示。 累计频率在80%以内的为A类因素,即是亟待解决的质量问题。

28
排列图作用: 通过区分最重要的和其他次要的项目,就可以用最少的努力获得最大的改进。 “找出主要原因”

29
㈡ 排列图的制作案例 表2-1 菠萝罐头不合格项调查表 表2-1是某食品厂2005年6月2日至6月7日菠萝罐头不合格项调查表 不合格类型
㈡ 排列图的制作案例 表2-1是某食品厂2005年6月2日至6月7日菠萝罐头不合格项调查表 表 菠萝罐头不合格项调查表 不合格类型 外表面 真空度 二重卷边 净重 固形物 杂质 块形 小计 不合格数 1 7 42 28 6 4 89

30
⑴ 制作排列图数据表,计算不合格比率,并按数量从大到小顺序将数据填入表中。
步骤: ⑴ 制作排列图数据表,计算不合格比率,并按数量从大到小顺序将数据填入表中。 “其他”项的数据由许多数据很小的项目合并在一起,将其列在最后。 否则横坐标会变得很长。

31
表2-2 菠萝罐头排列图数据表 不合格类型 不合格数 累计不合格数 比率% 累计比率% 净重 42 47.2 固形物 28 70 31.5
表2-2 菠萝罐头排列图数据表 不合格类型 不合格数 累计不合格数 比率% 累计比率% 净重 42 47.2 固形物 28 70 31.5 78.7 真空度 7 77 7.9 86.6 杂质 6 83 6.7 93.3 块形 4 87 4.5 97.8 其他 2 89 2.2 100 合计

32
⑵ 画两根纵轴和一根横轴 左边纵轴,标上件数(频数)的刻度,最大刻度为总件数(总频数);
⑵ 画两根纵轴和一根横轴 左边纵轴,标上件数(频数)的刻度,最大刻度为总件数(总频数); 右边纵轴,标上比率(频率)的刻度,最大刻度为100%。 左边总频数的刻度与右边总频数的刻度(100%)高度相等。 横轴上将频数从大到小依次列出各项。
的刻度,最大刻度为总件数(总频数); 右边纵轴,标上比率(频率)的刻度,最大刻度为100%。 左边总频数的刻度与右边总频数的刻度(100%)高度相等。 横轴上将频数从大到小依次列出各项。")
33
⑶ 在横轴上按频数大小画出矩形,矩形高度代表各不合格项频数的大小。 ⑷ 画累计频率曲线,用来表示各项目的累计百分比。
⑶ 在横轴上按频数大小画出矩形,矩形高度代表各不合格项频数的大小。 ⑷ 画累计频率曲线,用来表示各项目的累计百分比。 ⑸ 在图上记入有关必要事项 排列图名称、数据及采集数据的时间、主题、数据合计数等。

34
图2-3 菠萝罐头不合格项目排列图

35
㈢ 排列图的使用 ⑴ 为了抓住“关键的少数”,在排列图上通常把累计比率分为3类:

36
在0~80%的因素为A类因素(主要因素) 在80% ~90%的因素为B类因素(次要因素) 在90% ~100%的因素为C类因素(一般因素)
(不超过三项) 在80% ~90%的因素为B类因素(次要因素) 在90% ~100%的因素为C类因素(一般因素)
 在80% ~90%的因素为B类因素(次要因素) 在90% ~100%的因素为C类因素(一般因素)")
37
从图1-6中可以看出,出现不合格品的主要原因是净重和固形物含量,只要解决了这两个问题,不合格率就可以降低78.7%。

38
⑵ 在解决质量问题时,将排列图和因果图结合起来特别有效。
⑵ 在解决质量问题时,将排列图和因果图结合起来特别有效。 先用排列图找出主要因素,再用因果图对该主要因素进行分析,找出引起该质量问题的主要原因。

39
三、散布图(Scatter Plot) 也称相关图、分布图、散点图 研究两个变量之间的关系及相关程度 温度 硬度 Y=a+bx
 也称相关图、分布图、散点图 研究两个变量之间的关系及相关程度 温度 硬度 Y=a+bx")
40
散布图 可以用来发现和确认两组相关数据之间的关系 并确认两组相关数据之间预期的关系

42
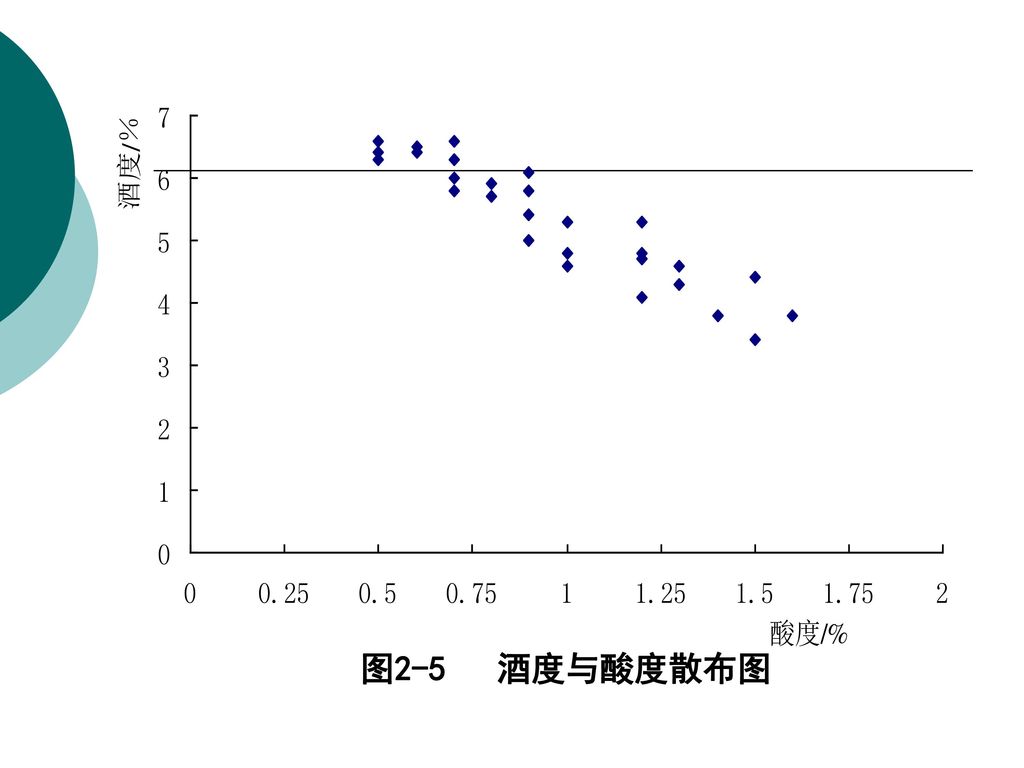
范例: 某酒厂为了研究中间产品酒醅中的酸度和酒度2个变量之间存在什么关系,对酒醅样品进行了化验分析,结果如表2-3所示。 现利用散布图对数据进行分析、研究和判断。

43
序号 酸度 酒度 表2-3 酒醅中酸度和酒度分析数据表 1 0.5 6.3 9 0.7 6.0 2 0.9 5.8 10 6.1 3 1.2
表2-3 酒醅中酸度和酒度分析数据表 序号 酸度 酒度 1 0.5 6.3 9 0.7 6.0 2 0.9 5.8 10 6.1 3 1.2 4.8 11 5.3 4 1.0 4.6 12 0.8 5.9 5 5.4 13 4.7 6 14 1.6 3.8 7 1.4 15 1.5 3.4 8 5.7 16

44
序号 酸度 酒度 17 0.9 5.0 25 1.0 5.3 18 0.7 6.3 26 1.5 4.4 19 0.6 6.4 27 6.6 20 0.5 28 1.3 4.6 21 29 4.8 22 1.2 4.7 30 4.1 23 6.5 24 4.3
45
图2-5 酒度与酸度散布图

46
注意: 散布图相关性规律 一般局限于观测值数据的范围内

47
四、直方图(Histogram) 又称频数分布图
 又称频数分布图")
48
㈠ 直方图的概念与作用 矩形的宽度表示数据范围的间隔,矩形的高度表示在给定间隔内的数据频数。
㈠ 直方图的概念与作用 直方图是从总体中随机抽取样本,将从样本中获得的数据进行整理后,用一系列宽度相等、高度不等的矩形表示数据分布的图。 矩形的宽度表示数据范围的间隔,矩形的高度表示在给定间隔内的数据频数。

50
直方图的作用: 判断生产过程是否稳定 一般适用于计量值数据 ① 较直观地传递有关过程质量状况的信息,显示质量波动分布的状态;
① 较直观地传递有关过程质量状况的信息,显示质量波动分布的状态; 判断生产过程是否稳定 ② 通过对数据分布与公差的相对位置的研究,可以对过程能力进行判断。 一般适用于计量值数据

51
㈡ 直方图的制作案例 市场销售的带有包装的产品所给出的标称重量,法律规定其实际重量只允许比标称重量多而不允许少。
㈡ 直方图的制作案例 市场销售的带有包装的产品所给出的标称重量,法律规定其实际重量只允许比标称重量多而不允许少。 而为了降低成本,灌装量又不能超出标称重量太多。

52
某植物油生产厂使用灌装机,灌装标称重量为5000g的瓶装色拉油,要求溢出量为0~50g。
现应用直方图对灌装过程进行分析。

53
1.收集数据 一般为50个以上 最少不得少于30个 本例收集100个数据,列于表2-4中。 作直方图要求收集的数据
数据太少时所反映的分布及随后的各种推算结果的误差会增大。 本例收集100个数据,列于表2-4中。

54
表2-4 溢出量数据表 测量单位(g) 43 40 28 27 26 12 33 30 34 42 22 32 29 20 24 18 35 21 36 46 14 25 38 31 47 48 1 10 6 39 19 16 8 37
55
2.计算数据的极差 极差 反映了样本数据的分布范围 在直方图应用中,极差的计算用于确定分组范围。

56
3.确定组距 先确定直方图的组数,然后以此组数去除极差,可得直方图每组的宽度,即组距(h)。
。")
57
组数的确定要适当,组数k的确定可参见表1-6。

58
表 组数选用表 样本量/n 推荐组数/k 50~100 6~10 100~250 7~12 250以上 10~20

59
该例取 组距一般取测量单位的整数倍,以便分组。

60
4.确定各组的边界值 为避免出现数据在组的边界上,并保证数据中最大值和最小值包括在组内 组的边界值单位应取为最小测量值减去最小测量单位的一半作为第1组的下界限 之后再按所计算的组距推算各组的分组界限。

61
本例: 第1组下界限 Xmin-最小测量单位/2=1-1/2=0.5 (精度) 第1组上界限 第1组下界限加组距:0.5+5=5.5
 第1组上界限 第1组下界限加组距:0.5+5=5.5")
62
第2组下界限 与第1组上界限相同:5.5 第2组上界限 第2组下界限加组距:5.5+5=10.5 ………… 其他以此类推

63
5.编制频数分布表 组号 组界 组中值 频数统计 频率 1 0.5~ 5.5 3 0.01 2 5.5~ 10.5 8 0.03
10.5~ 15.5 13 6 0.06 4 15.5~ 20.5 18 14 0.14 5 20.5~ 25.5 23 19 0.19 25.5~ 30.5 28 27 0.27 7 30.5~ 35.5 33 35.5~ 40.5 38 10 0.10 9 40.5~45.5 43 45.5~ 50.5 48 合计 100 1.00

64
⑵ 以组距为底、各组的频数为高,分别画出所有各组的长方形,即构成直方图。
6.画直方图 ⑴ 建立平面直角坐标系。 横坐标表示质量特性值 纵坐标表示频数 ⑵ 以组距为底、各组的频数为高,分别画出所有各组的长方形,即构成直方图。 在直方图上标出公差范围、规格上限、规格下限、样本量、样本平均值、样本标准差和样本平均值的位置等。

65
图1-9 植物油溢出量直方图

66
㈢ 直方图的分析 1.对图形形状的观察分析 根据直方图的形状,可以对总体进行初步分析。

67
2.直方图与公差限的比较 直方图为正常型时,还需判断过程满足规范要求(标准要求)的程度。
的程度。")
68
㈠ 直方图的形状分析与判断 常见类型 图例 分析判断 正常型 可判定工序运行正常,处于稳定状态。 偏向型
㈠ 直方图的形状分析与判断 常见类型 图例 分析判断 正常型 可判定工序运行正常,处于稳定状态。 偏向型 一些有形位公差要求的特性值分布往往呈偏向型; 孔加工习惯造成的特性值分布常呈左偏型; 轴加工习惯造成的特性值分布常呈右偏型;

69
常见类型 图例 分析判断 双峰型 这是由于数据来自不同的总体,如:来自两个工人(或两批材料、或两台设备)生产出来的产品混在一起造成的。 孤岛型 这是由于测量工具有误差、或是原材料一时的变化、或刀具严重磨损、短时间内有不熟练工人替岗、操作疏忽、混入规格不同的产品等造成的。

70
常见类型 图例 分析判断 平顶型 生产过程有缓慢因素作用引起,如:刀具缓慢磨损、操作者疲劳等。 锯齿型 由于直方图分组过多、或测量数据不准等原因造成。

71
㈡ 与规范界限(公差)的比较分析 TL M TU TL M TU 常见类型 图例 调整要点 理想型
㈡ 与规范界限(公差)的比较分析 常见类型 图例 调整要点 理想型 图形对称分布,且两边有一定余量,此时,应采取控制和监督办法。 偏心型 调整分布中心 ,使分布中心 与公差中心M重合。 TL M TU TL M TU
的比较分析. 常见类型. 图例. 调整要点. 理想型. 图形对称分布,且两边有一定余量,此时,应采取控制和监督办法。 偏心型. 调整分布中心 ,使分布中心 与公差中心M重合。 TL. M. TU. TL. M. TU.")
72
TL M TU TL M TU 常见类型 图例 调整要点 无富余型 采取措施,减少标准偏差 S。 能力富余型
工序能力出现过剩,经济性差。可考虑改变工艺,放宽加工精度或减少检验频次,以降低成本。 TL M TU TL M TU

73
已出现不合格品,应多方面采取措施,减少标准偏差S或放宽过严的公差范围。
常见类型 图例 调整要点 能力不足型 已出现不合格品,应多方面采取措施,减少标准偏差S或放宽过严的公差范围。 TL M TU

74
五、调查表(Check Sheet) ㈠ 调查表的概念和作用 用来检查有关项目的表格 作用: ① 收集、积累数据比较容易;
㈠ 调查表的概念和作用 又称检查表、核对表、统计分析表 用来检查有关项目的表格 作用: ① 收集、积累数据比较容易; ② 数据使用、处理起来也比较方便 ③ 可对数据进行粗略的整理和分析

75
明确目的 收集资料 确定方法 设计调查表 调查应用 修改调查表 预评审 预调查

76
㈡ 调查表的种类 1.工序分布调查表 对计量值数据进行现场调查 又称质量分布检查表
㈡ 调查表的种类 1.工序分布调查表 又称质量分布检查表 对计量值数据进行现场调查 根据以往的资料,将某一质量特性项目的数据分布范围分为若干区间而制成的表格,用以记录和统计每一质量特性数据落在某一区间的频数。

77
表1-8 产品重量实测值分布调查表 产品名称:糖水菠萝罐头 生产线:A 调查者:张三 日期:2005-2-2 重量/g 频数 小计
表1-8 产品重量实测值分布调查表 产品名称:糖水菠萝罐头 生产线:A 调查者:张三 日期: 重量/g 频数 小计 495.5~500.5 500.5~505.5 / 1 505.5~510.5 // 2 510.5~515.5 ///// /// 8 515.5~520.5 10 520.5~525.5 21 525.5~530.5 //// 29 530.5~535.5 15 535.5~540.5 540.5~545.5 4 545.5~550.5 550.5~555.5 合计 100

78
范例: 从表格形式看,质量分布调查表与直方图的频数分布表相似。 所不同的是,质量分布调查表的区间范围是根据以往资料,首先划分区间范围,然后制成表格,以供现场调查记录数据;而频数分布表则是首先收集数据,再适当划分区间,然后制成图表,以供分析现场质量分布状况之用。

79
主要用来调查生产现场不合格项目频数和不合格品率,以便继而用于排列图等分析研究。
2.不合格项调查表 主要用来调查生产现场不合格项目频数和不合格品率,以便继而用于排列图等分析研究。 范例: 表2-8是某食品企业在某月玻璃瓶装酱油抽样检验中外观不合格项目调查记录表。 从外观不合格项目的频次可以看出,标签歪和标签擦伤的问题较为突出,说明贴标机工作不正常,需要调整、修理。

80
表1-9 玻璃瓶装酱油外观不合格项目调查表 调查者:李四 地点:包装车间 日期: 年 月 批次 产品规格 批量/箱 抽样数/瓶
表1-9 玻璃瓶装酱油外观不合格项目调查表 调查者:李四 地点:包装车间 日期: 年 月 批次 产品规格 批量/箱 抽样数/瓶 不合格品数/瓶 不合格品率/% 外观不合格项目 封口不严 液高不符 标签歪 标签擦伤 沉淀 批号模糊 1 生抽 100 50 2 3 4 … 250 合计 25000 12500 175 1.4 5 10 75 65

81
就是先画出产品平面示意图,把画面划分成若干小区域,并规定不同外观质量缺陷的表示符号。
3.不合格位置调查表 又称缺陷位置调查表 就是先画出产品平面示意图,把画面划分成若干小区域,并规定不同外观质量缺陷的表示符号。 调查时,按照产品的缺陷位置在平面图的相应小区域内打记号,最后统计记号,可以得出某一缺陷比较集中在哪一个部位上的规律,这就能为进一步调查或找出解决办法提供可靠的依据。

82
●色斑 ◎尘埃 ▲流漆 ▲ ● ◎

83
4.矩阵调查表 又称不合格原因调查表 是一种多因素调查表
要求把生产问题的对应因素分别排列成行和列,在其交叉点上标出调查到的各种缺陷和问题以及数量。

84
范例: 表1-10是某饮料厂PET瓶生产车间对两台注塑机生产的PET瓶制品的外观质量的调查表。 从表中可以看出:1#机发生的外观质量缺陷较多,操作工B生产出的产品不合格最多。

85
表1-10 PET瓶外观不合格原因调查表 1# 2# 设备 操作者 2月1日 2月2日 2月3日 2月4日 2月5日 上午 下午 A B
○ ○ ● ○ X X □ ○ X ● ○ ○ X □ ○ ○ ● ○ ○ ○ X ○ ○ ○ ○ X ○ ○ ○ X X ○ X □ ○ X △ △ X ● □ B ○ ● X X ○ ○ ● X X X X ● △ ○ X X ○ ○ ○ ○ ○ ○ ● X X ○ ○ ○ ○ ○ ○ ● X ○ ● ● ○ X X ○ ○ ● ● X X △ ○ ○ ● X ○ X X X ○ 2# ○ X □ ● ○○○○○ X ○○○○ X ○ △ ○ ● X ○ ○ □ ○○○ X □ ○○○○ ○ ● □ 注:○气孔 △裂纹 ●疵点 X变形 □其他

86
对原因进行分析表明,1#注塑机维护保养较差,而且操作工B不按规定及时更换模具。
从2月3日两台注塑机所生产的产品的外观看质量缺陷都比较多,而且气孔缺陷尤为严重,经调查分析是当天的原料湿度较大所致。

87
六、分层法(Stratification) ㈠ 分层法的概念和分层方法 又叫分类法、分组法
㈠ 分层法的概念和分层方法 又叫分类法、分组法 按照一定的标志,把搜集到的大量有关某一特定主题的统计数据加以归类、整理和汇总的一种方法。 目的:把杂乱无章和错综复杂的数据和意见加以归类汇总,使之更能确切地反映客观事实。

88
一般按5M1E行分层 范例: 按操作者不同分层,区分工人A、B产生质量问题的严重性。

89
㈡ 分层法应用案例 某食品厂的糖水水果旋盖玻璃罐头经常发生漏气,造成产品发酵、变质。
㈡ 分层法应用案例 某食品厂的糖水水果旋盖玻璃罐头经常发生漏气,造成产品发酵、变质。 经抽检100罐产品后发现,一是由于A、B、C 3台封罐机的生产厂家不同;二是所使用的罐盖是由2个制造厂提供的。 在用分层法分析漏气原因时采用按封罐机生产厂家分层和按罐盖生产厂家分层两种情况。

90
由表1-10可知,为降低漏气率,应采用B厂的封罐机。
表1-10 按封罐机生产厂家分层 封罐机 生产厂家 漏气/罐 不漏气/罐 漏气率/% A 12 26 32 B 6 18 25 C 20 53 合计 38 62 由表1-10可知,为降低漏气率,应采用B厂的封罐机。

91
由表2-12可知,为降低漏气率,应采用二厂的封罐机。
表1-11 按罐盖生产厂家分层 罐盖 生产厂家 漏气/罐 不漏气/罐 漏气率/% 一厂 18 28 39 二厂 20 34 37 合计 38 62 由表2-12可知,为降低漏气率,应采用二厂的封罐机。

92
但同时采用B厂的封罐机,选用二厂的罐盖,漏气率不但没有降低,反而由原来的38%增加到43%。
这样的简单分层是有问题的。

93
表1-12 多因素分层法 封罐机 生产厂家 漏气情况 合计 一厂 二厂 A 漏气/罐 12 不漏气/罐 4 22 26 B 6 10 8
表1-12 多因素分层法 封罐机 生产厂家 漏气情况 罐盖生产厂家 合计 一厂 二厂 A 漏气/罐 12 不漏气/罐 4 22 26 B 6 10 8 18 C 14 20 小计 38 28 34 62 46 54 100

94
正确的方法应该是: ① 当采用一厂生产的罐盖时,应采用B厂的封罐机。 ② 当采用二厂生产的罐盖时,应采用A厂的封罐机。 这时它们的漏气率平均为0。

95
因此,运用分层法时,不宜简单地按单一因素分层,必须考虑各因素的综合影响效果。
在分析时,要特别注意各原因之间是否存在着相互影响,有无内在联系,严防不同分层方法的结论混为一谈。

96
七、控制图(Control Chart) ㈠ 常规控制图的构造与原理 又称管理图、管制图,休哈特控制图 UCL CL LCL
㈠ 常规控制图的构造与原理 又称管理图、管制图,休哈特控制图 对过程质量特性值进行测量、记录、评估和监察过程是否处于统计控制状态的一种统计方法设计的图。 质量特性数据 样本号 UCL CL LCL

97
控制图原理: 根据正态分布理论,若过程只受随机因素的影响,即过程处于统计控制状态,则过程质量特性值有99.73%的数据(点子)落在控制界限内,且在中心线两侧随机分布。
落在控制界限内,且在中心线两侧随机分布。")
98
若过程受到异常因素的作用,典型分布就会遭到破坏,则质量特性值数据(点子)分布就会发生异常(出界、链状、趋势)。
抽样时间和样本序号 UCL CL LCL 3σ ●

99
反过来,如果样本质量特性值的点子在控制图上的分布发生异常,那我们就可以判断过程异常,需要进行诊断、调整。

100
“3σ原理”(或称“千分之三法则”) 一般把控制范围定在平均值的±3σ
 一般把控制范围定在平均值的±3σ")
101
㈡ 常规控制图的分类 ⑴ 按被控制对象的数据性质不同 分为计量值控制图、计件值控制图和计点值控制图

102
表2-14 常规控制图的分类 分布 控制图代号 控制图名称 均值-极差控制图 均值-标准差控制图 中位数-极差控制图 单值-移动极差控制图
表2-14 常规控制图的分类 分布 控制图代号 控制图名称 正态分布 (计量值) 均值-极差控制图 均值-标准差控制图 中位数-极差控制图 单值-移动极差控制图 二项分布 (计件值) 不合格品率控制图 不合格品数控制图 泊松分布 (计点值) 单位不合格数控制图 不合格数控制图
 均值-极差控制图. 均值-标准差控制图. 中位数-极差控制图. 单值-移动极差控制图. 二项分布. (计件值) 不合格品率控制图. 不合格品数控制图. 泊松分布. (计点值) 单位不合格数控制图. 不合格数控制图.")
103
⑵ 按用途不同 ① 分析用控制图 用于对已经完成的过程或阶段进行分析,以评估过程是否稳定或确认改进效果。

104
② 控制用控制图 用于正在进行中的过程,以保持过程的稳定受控状态。

105
㈢ 控制图的判断准则 控制图对过程异常的判断以小概率事件原理为理论依据。 判异准则有两类: 一是点子出界就判异 二是界内点子排列不随机就判异 若过程不判异,则过程处于统计控制状态。

106
规定了常规控制图有8种判异准则 序号 内容 准则 1 一点落在 A 区之外(点出界) 准则 2 连续 9 点落在中心线同一侧 准则 3
连续 6 点递增或递减 准则 4 连续 14 点上下交替 准则 5 连续 3 点中有 2 点落在中心线同一侧 B 区以外 准则 6 连续 5 点中有 4 点落在中心线同一侧的 C 区之外 准则 7 连续 15 点在 C 区中心线上下 准则 8 连续 8 点在中心线两侧但无一在 C 区中

107
表1-20 质量管理传统7种工具小节 序号 工具 应用 1 因果图 分析和表达因果关系,通过识别症状、分析原因、寻找改进措施,促进问题的解决
表 质量管理传统7种工具小节 序号 工具 应用 1 因果图 分析和表达因果关系,通过识别症状、分析原因、寻找改进措施,促进问题的解决 2 排列图 按重要性循序表示每一项目对整体的影响,排列改进的顺序 3 分层法 根据数据产生的特征(层)将数据进行分类 4 调查表 收集数据以得到事实的真实状况 5 直方图 显示数据波动的形态,直观表达过程状态,传达需在何处进行改进 6 散布图 分析两组数据间的关系,确定因果关系,确认改进效果 7 控制图 监控过程状态,诊断过程是否稳定,确定过程改进点
将数据进行分类. 4. 调查表. 收集数据以得到事实的真实状况. 5. 直方图. 显示数据波动的形态,直观表达过程状态,传达需在何处进行改进. 6. 散布图. 分析两组数据间的关系,确定因果关系,确认改进效果. 7. 控制图. 监控过程状态,诊断过程是否稳定,确定过程改进点.")
Similar presentations
![營建管理學 第六章 品質管制 [蜂窩].](/60/11173255/big_thumb.jpg "營建管理學 第六章 品質管制 [蜂窩].>")


 生物體的協調 6-1 神經系統 6-2 內分泌系統.>")




 一、会计的概念>")










