Download presentation
Presentation is loading. Please wait.

1
第十六章 排程

2
學習目標 解釋排程所包含的範圍與其重要性。 討論大量系統與中量系統的排程需求。 討論零工式生產的排程需求。
使用並解釋甘特圖,以及使用工作負荷的指派方法。 討論常用的優先法則並舉例。 描述服務系統會發生的特殊問題,並探討服務系統中的排程方法。

3
15.1 作業排程 排程(scheduling)指在組織中建立使用設備、設施與人員活動的時程。 不論活動的本質為何,每個組織都會產生排程。
在決策的階層架構下,排程決策是在開始實際生產前之轉換過程的最後步驟。

4
作業排程 排程工作和系統產出量有很大的關係,會隨著系統的生產量大小而有差異。 本章將探討大量系統、中量系統和低量系統(零工式)排程。
排程。")
5
大量生產系統的排程(1/3) 特色 以標準化的設備與活動,通過系統提供相同或相似的作業給顧客或產品。 目的 使商品或顧客能以順暢的流速通過系統,以獲得人工與設備的最大利用率。 大量系統常被視為流程系統(flow system);該系統的排程稱為流程工廠排程(flow-shop scheduling)。
;該系統的排程稱為流程工廠排程(flow-shop scheduling)。")
6
大量生產系統的排程(2/3) 在設計流程系統時,設計者必須考量: 生產線平衡 員工潛在對於專業分工的潛在不滿
在滿足技術(順序)限制與平衡每個工作站的工作時間相等之條件下,分配工作到各工作站。 高度平衡的系統可以讓設備與人員得到最大效用與最大產出率。 員工潛在對於專業分工的潛在不滿
限制與平衡每個工作站的工作時間相等之條件下,分配工作到各工作站。 高度平衡的系統可以讓設備與人員得到最大效用與最大產出率。 員工潛在對於專業分工的潛在不滿.")
7
大量生產系統的排程(3/3) 在排程時,要注意:
系統中的可能中斷,會造成產出比預期產出少。 這些原因可能是設備故障、物料不足、意外事故發生和員工曠職等。 大量生產系統通常在流程與處理上需要自動化或專業化的設備,而且大量生產系統適合大量或一致產出。

8
中量生產系統的排程(1/2) 落在大量生產系統的標準產出與零工式接單生產之間。 與大量生產系統相同,典型的中量生產系統也是標準產出。
其產出量不夠大到可以連續性生產,故常採用較經濟的間歇性生產方式。 相對於零工式生產,其批量大小較大。

9
中量生產系統的排程(2/2) 三個基本作業運作: 工作批量大小 工作時程 工作順序 經濟訂購批量模型:
 三個基本作業運作: 工作批量大小 工作時程 工作順序 經濟訂購批量模型:")
10
15.2 低量生產系統的排程 低量系統的產品是接單式生產。 零工式排程 零工式排程有二個基本議題: 在需求上有很大不同的低量生產系統的排程。
如何分配工作負荷給工作中心? 該使用何種製程順序?

11
負荷 負荷(loading)指將工作分配給工作中心。 負荷決策包含安排特定工作給工作中心與在工作中心的不同機器。
指將工作分配給工作中心。 負荷決策包含安排特定工作給工作中心與在工作中心的不同機器。")
12
甘特圖的形式 甘特圖的限制: 負荷圖 描述一組機器或部門的負荷與閒置時間。 排程圖 顯示進度內的工作或訂單及其進度。
需要持續更新以反應現在的情況。 無法顯示不同負荷的相關成本組合。

13
負荷圖 負荷工作中心有兩種方法: 無限負荷(infinite loading) 有限負荷(finite loading)
安排工作給工作中心時,不會考量工作中心的產能限制。 管理者需要對負荷過度的工作中心做回應。回應方式包括移轉工作到其他時期或到其他工作中心、加班或取消訂單等。 有限負荷(finite loading) 計畫每一個工作中心的實際工作開始與停止時間時,會考慮每一個工作中心的產能與工作的加工時間,所以不會超出產能。 能反映產能上的固定上限限制。
 計畫每一個工作中心的實際工作開始與停止時間時,會考慮每一個工作中心的產能與工作的加工時間,所以不會超出產能。 能反映產能上的固定上限限制。")
14
指派模型 指派模型 一種線性規劃模型,決定工作與資源與工作的最佳分配。
構想是為了使工作與資源獲得最佳搭配,一般常用的準則包括成本、利潤、效率和績效。

15
匈牙利法(1/3) 一種尋找能最小化成本的工作與機器搭配的方法。 假設: 每個工作只能指派給一台機器。 每台機器都能夠處理每一件工作。
每一個指派組合的成本或價值為已知且固定的(即不會變動)。 行與列的數目必須一致。
。 行與列的數目必須一致。")
16
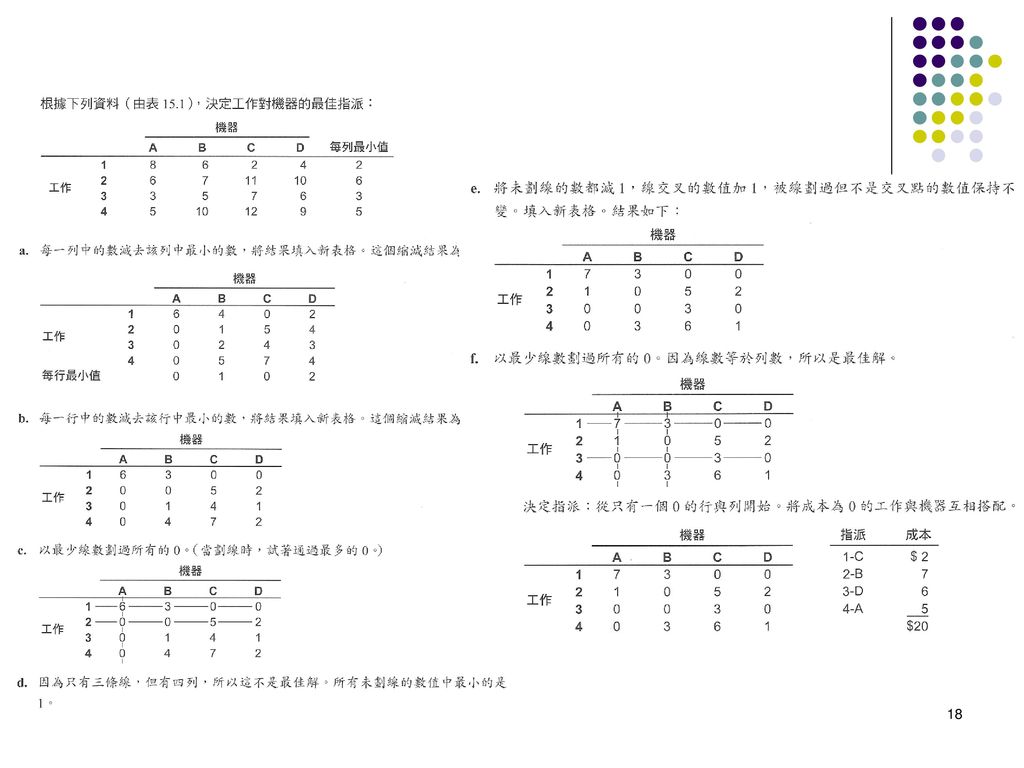
匈牙利法(2/3) 基本程序: 每列中每個數字都要減掉此列中最小的數,稱為列的縮減,並填入新表格。
每行中每個數字都要減掉此行中最小的數,稱為行的縮減,並填入新表格。 檢查是否有最佳安排存在。找出能將所有 0 劃到的最少線數(直的或橫的)。如果線數剛好等於列數,表示有最佳解存在,並進行第 6 步驟,否則進行第 4 步驟。
。如果線數剛好等於列數,表示有最佳解存在,並進行第 6 步驟,否則進行第 4 步驟。")
17
匈牙利法(3/3) 如果線數少於列數,以下列程序修改表格: 重複步驟 3 跟 4,直到產生最佳解。
在未被劃線的數字中挑一個最小的數,所有未被劃線的數都要減掉這個最小數。 在有交叉線的數字上加上這個最小數。 被線劃過但不是交叉處的數字保持不變。 重複步驟 3 跟 4,直到產生最佳解。 決定指派。先從只有一個 0 的列或行開始;有很多 0 的,等其他指派完後再作指派,在指派後消除該行與列。

19
排序 排序(sequencing)是用來決定工作的加工順序。 工作排序的方法:
決定工作中心內工作的加工順序,亦可決定工作在工作中心內各個工作站(workstation)的加工順序。 工作排序的方法: 優先法則(priority rules)
的加工順序。 工作排序的方法: 優先法則(priority rules)")
20
優先法則(1/2) 優先法則 一種簡單的啟發式法則,用來選擇欲加工工作的順序。 這些法則通常依據與加工程序無關的工作整備成本和時間假設。
使用這些法則時,工作加工時間和到期日是訊息中重要的一環。 工作時間(job time)通常包括整備時間和加工時間。
通常包括整備時間和加工時間。")
21
優先法則(2/2) 優先法則的假設: 已知工作項目;處理開始之後就沒有新的工作送達或取消。 整備時間和處理順序是獨立的。 整備時間是確定的。
處理時間是確定的而不是變動的。 在處理過程中沒有機器故障、意外或員工生病等中斷情形。

22
4 7

24
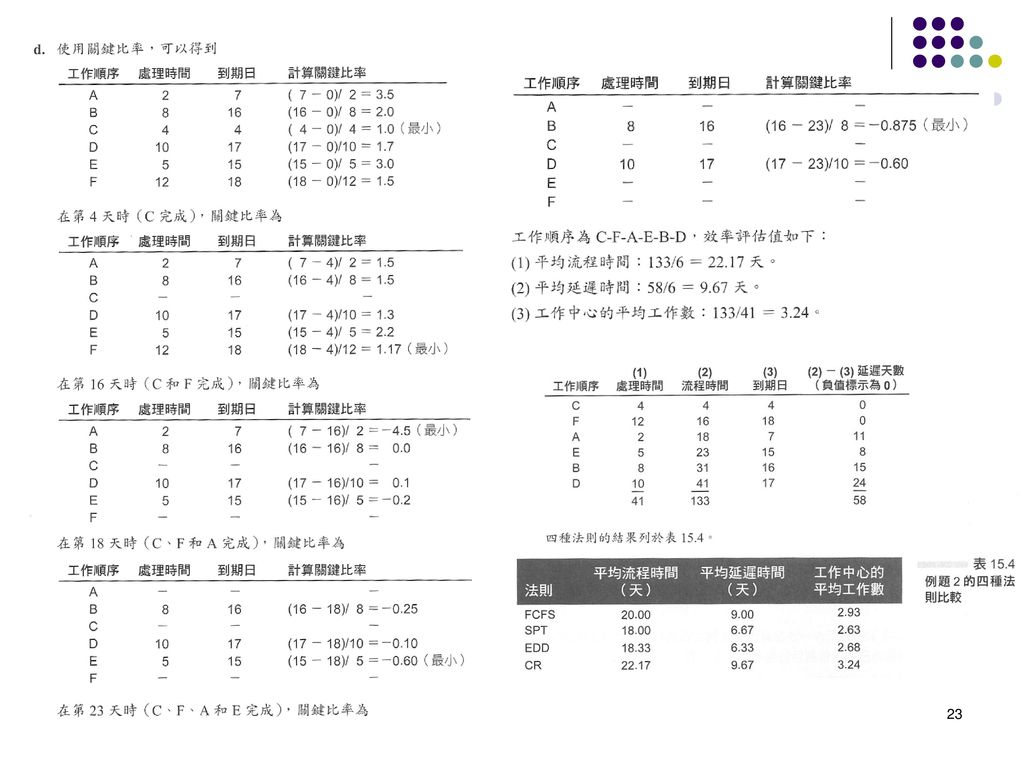
效率評估 最常用的效率評估: 完成一組工作所需的總時間,從第一個工作開始到最後一個工作完成的時間長度。
工作流程時間:總流程時間/工作數 工作延遲時間 總完工時間(makespan) 完成一組工作所需的總時間,從第一個工作開始到最後一個工作完成的時間長度。 平均工作數 平均工作數 = 總流程時間 ÷ 總完工時間
 完成一組工作所需的總時間,從第一個工作開始到最後一個工作完成的時間長度。 平均工作數. 平均工作數 = 總流程時間 ÷ 總完工時間.")
25
經由二個工作中心的工作排程 強森法則(1/2)
將一組工作以二部機器或是二個工作中心來處理,以最小化總完工時間之方法。 強森法則必須滿足以下條件: 在每個工作中心的工作,工作時間(包括整備與處理時間)必須已知而且固定不變。 工作時間必須與工作順序無關。 所有的工作,都必須依照相同的二步驟工作順序。 不能使用工作優先順序法則。 在移到第二個工作中心之前,該工作在第一個工作中心的所有單位數必須皆已完工。
必須已知而且固定不變。 工作時間必須與工作順序無關。 所有的工作,都必須依照相同的二步驟工作順序。 不能使用工作優先順序法則。 在移到第二個工作中心之前,該工作在第一個工作中心的所有單位數必須皆已完工。")
26
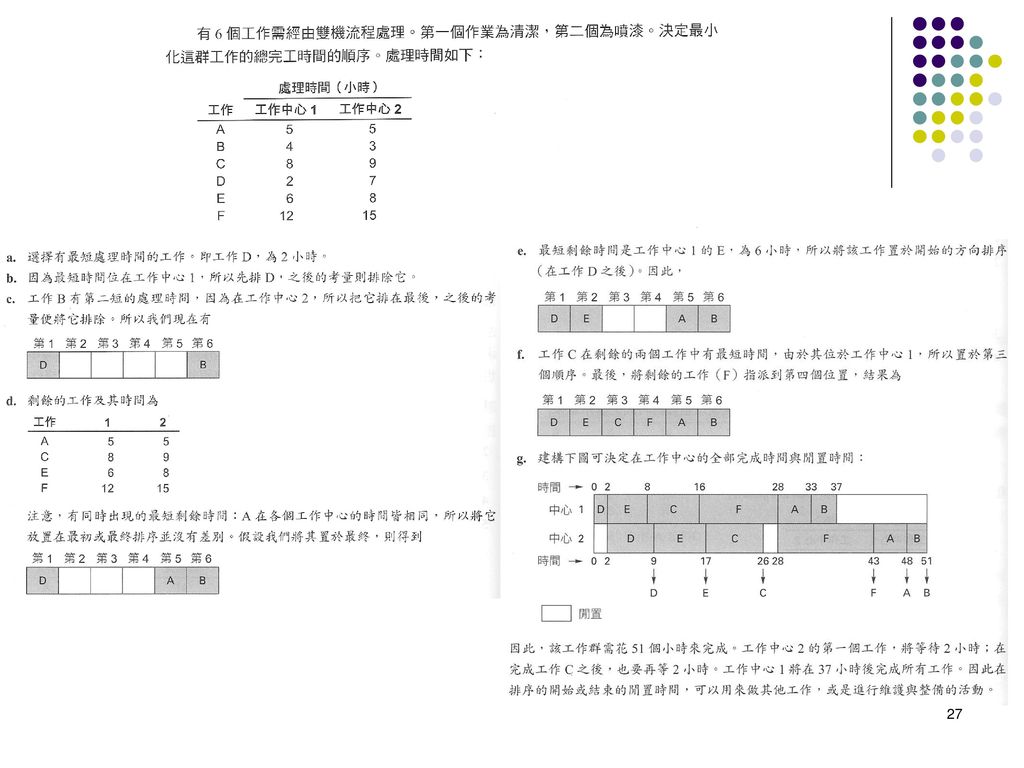
強森法則(2/2) 決定最佳的順序如下: 列出各工作中心內的工作及其時間。
選擇有最短時間的工作。若最短時間在第一個工作中心,則將該工作排在第一個;若是在第二個工作中心,則將該工作排在最後;若同時有最短時間,則任意安排。 進一步考慮排除該工作及其時間。 重複步驟 2 與 3,朝著順序的工作中心繼續進行,直到所有的工作排程完畢。

28
15.3 服務排程 排程服務系統與製造系統不同之處在於: 服務系統中的排程,可能涉及安排: 無法儲存服務 顧客要求的服務是隨機的 顧客的時程
工作人員的時程 設備的時程

29
(1) 預約系統 預約系統(Appointment Systems)
當達到高度的產能利用時,為了縮短顧客的等待時間,將利用預約系統來管制顧客到達的時程。 例如:醫生可利用預約系統安排病人的看診時間,而將早上時間留給處理其他事情之用。

30
(2) 預訂系統 預訂系統(Reservation Systems)
設計讓服務系統在特定時期內,能準確地估計系統需求,以及使顧客因為等待太久或是無法獲得服務所產生的失望最小化。 預訂系統大量應用在娛樂場所、旅館和汽車旅館、餐廳,以及某些運輸公司。

31
(3) 產出管理 產出管理(Yield Management) 一種訂價策略的應用,對不同種類的需求分配產能。
目標是在固定產能的情況下,使收入最大化。 預測必須結合季節變動因素和計劃,使目前隨機變動更具彈性。

32
(4) 人力排程 顧客排程屬於需求管理,而人力排程則是屬於產能管理。
藉由交叉訓練員工可以調整產能,當需求在尖峰時期,可以暫時安排員工到瓶頸站協助幫忙。 影響人力排程彈性的因素包括合法性、行為、技術以及預算限制。

33
(5) 循環排程 循環排程(Cyclical Scheduling)
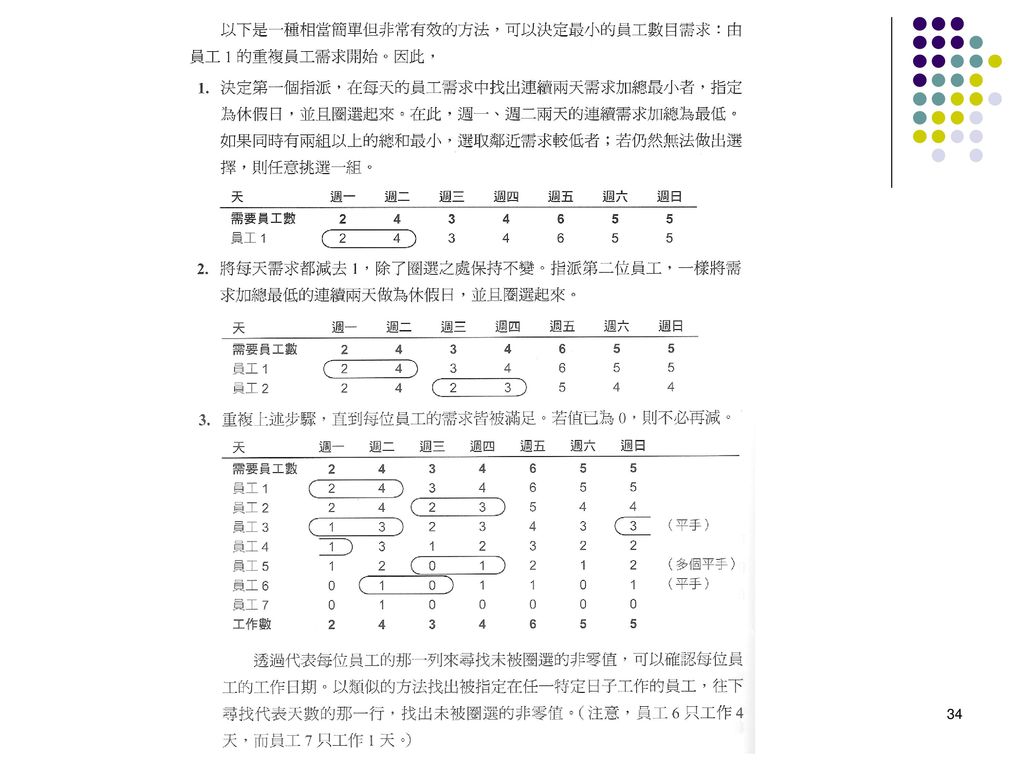
在許多服務業(例如:醫院、警察局、消防局、餐廳和超級市場)中,在重複性或循環性的基礎下,必須批定員工輪班或休假,這是一種決定排程以及最小化員工數目需求的方法。
中,在重複性或循環性的基礎下,必須批定員工輪班或休假,這是一種決定排程以及最小化員工數目需求的方法。")
35
(6) 多資源排程 多資源排程 當服務的需求變異遇到瓶頸時,效率會逐漸下降。
例如:醫院必須排定外科醫生、手術室人員、恢復室人員、特別設備、護士等。教育機關必須排定課程、教室、教師、學生、視聽設備等。

Similar presentations















 软实时任务(soft real-time task)。 其中,前者要求计算机系统必须在用户给定的时限内完成,后者允许计算机系统在用户给定的时限左右处理完毕。>")



