Download presentation
Presentation is loading. Please wait.

1
進料管制與協力廠管理 姜俊賢 2017/3/22

2
ISO9001涉及採購進料管制 7.4採購 7.4.1採購管制 採購流程 供應能力評估及選擇 選擇及評估標準之建立/記錄 7.4.2採購資訊
採購文件:1.對產品、程序、流程、設備及 人員之核准或資格 對系統之要求 特定要求之適切性

3
7.4.3所購產品之查證 鑑別即實施採購產品查證之各項活動 規定查證之安排及放行方法 8.3不合格之管制 鑑別、管制級書面化 矯正及重新查證 不當使用之適切措施 特採 資料分析 顧客滿意度、符合顧客要求、流程與產品、供應商

4
ISO要求書面程序項目 4.2.3文件管制 4.2.4品質記錄管制 8.2.2內部稽核 8.3 不符合產品之管制 8.5.2矯正措施
8.3 不符合產品之管制 8.5.2矯正措施 8.5.3預防措施

5
ISO要求建立及維持品質紀錄項目 5.6.1管理階層審查 7.5.2生產服務過程確認 5.2.2能力認知訓練 7.5.3識別即追溯性
7.1 產品實現規畫 7.2.2產品有關要求之審查 7.3.2設計開發輸入 7.3.4設計開發審查 7.3.7設計開發變更管理 7.4.1採購過程 7.5.2生產服務過程確認 7.5.3識別即追溯性 7.5.4顧客財產 7.5.6監督量測裝置管制 8.2.2內部稽核 8.2.4產品監督量測 8.3 不符合產品管制 8.5.2矯正措施 8.5.3預防措施

6
進料管制 前言p1 物料:與生產或銷售商品有關的各種用料 包含原料、材料、零件、化學藥劑、委外加工、包裝材料、耗材等 來源:國內、國外
品質水準:若無良好的進料管理制度將因材質不良、尺寸不合、品質不良,影響生產進度及產品品質 適用範圍:國內、國外、直接、間接等用於產品者接適用

7
進料管制目的 目的p2 有效管理所購入的物料能全部合乎品質規格 掌握購入原件之品質資料 有效管理不合格之物料
期望在最合理、最經濟狀況下達到適時、適質、適量之物料 公司營運成本中物料約佔75% 負責單位 由品質保證部門負責執行進料檢驗

8
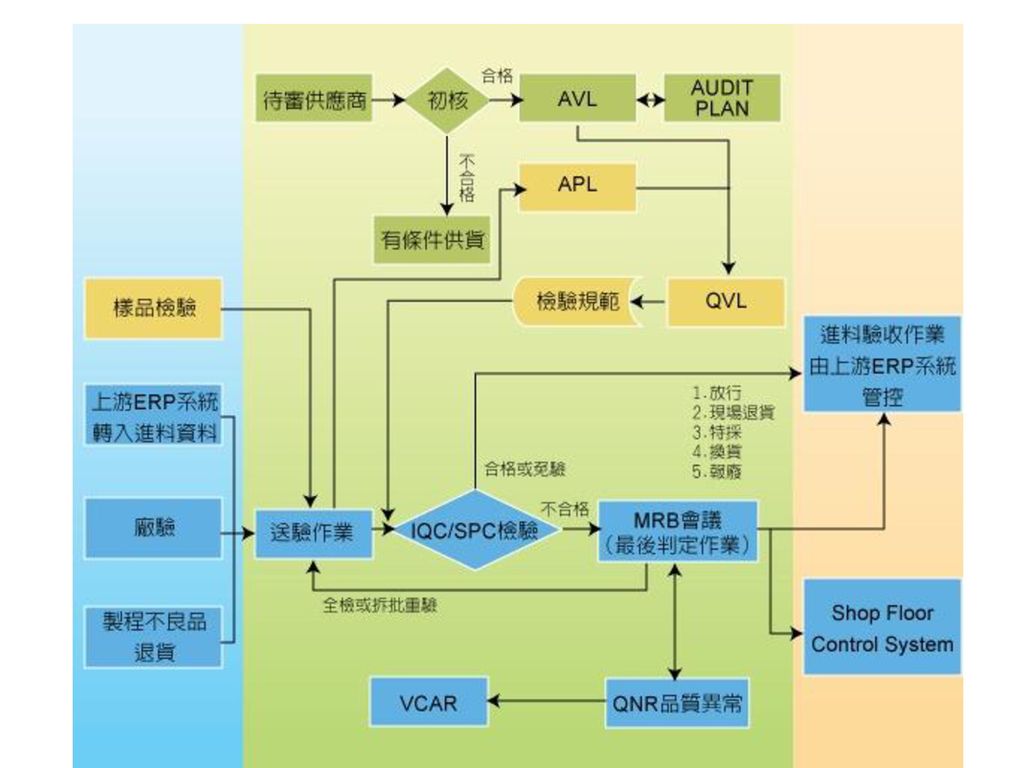
進料檢驗與 測試流程圖

9
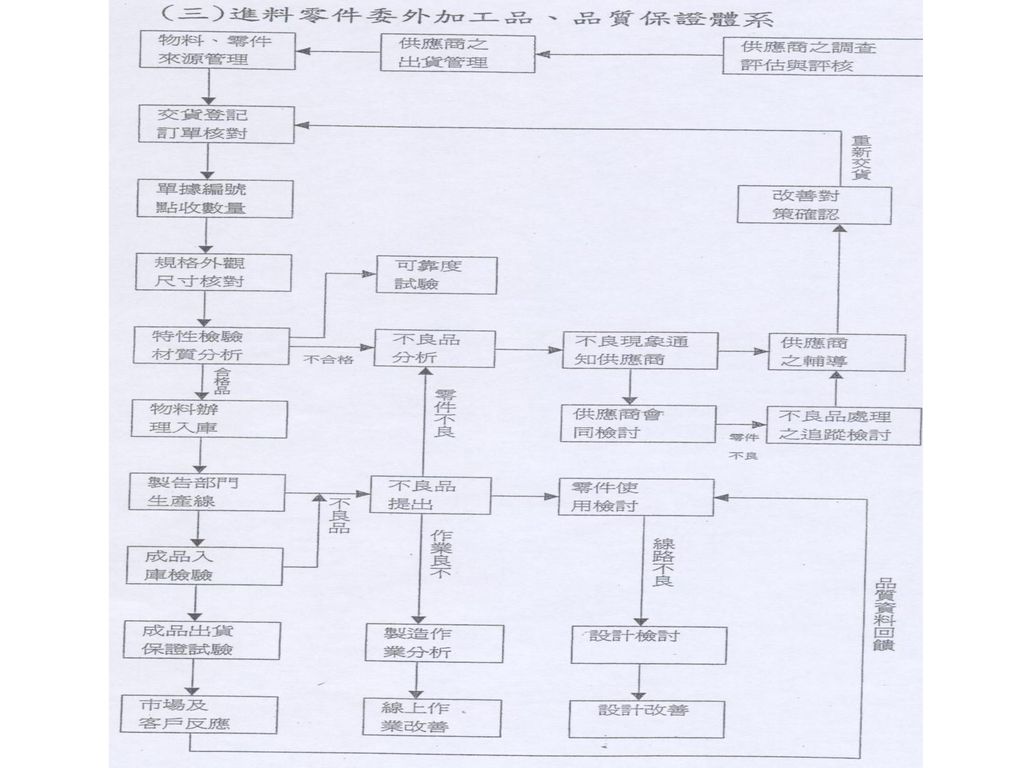
進料品質 保證體系

12
作業流程p4

13
進料管制作業內容 供應商要準備工作p5 點收 欲交貨之物料依訂單或包裝規格包裝 依訂單要求的品質、數量與交期準時供應物料
準備本批物料之品質檢驗報告書2份 填寫物料交貨單(1式5聯),至收料單位辦理交貨 點收 收料單位依物料交貨單,編交貨單編號,查核相關料 確認並查核交貨單數量一致 物料移置待驗區,化學物或大宗物料移置適地點存放當 簽收交貨單 將交貨單1~4聯移轉到相關單位
,至收料單位辦理交貨. 點收. 收料單位依物料交貨單,編交貨單編號,查核相關料. 確認並查核交貨單數量一致. 物料移置待驗區,化學物或大宗物料移置適地點存放當. 簽收交貨單. 將交貨單1~4聯移轉到相關單位.")
14
進料管制作業內容 品質檢驗p6 判定 外觀尺寸檢查、性能試驗、材料試驗、安全規格試驗、成份分析、壽命試驗、環境試驗、其他
依工程圖或檢驗規範執行各項檢查 依規定檢查規範逐項檢測並將檢驗結果填寫檢查報告表 檢驗單位主管依檢查報告表

15
進料管制作業內容 合格物之流程p7 於交貨單上蓋進料檢驗合格,留下第4聯,其餘1~3聯退還倉儲單位
檢驗單位主管將物料檢查報告表簽認判定合格並將記錄表單歸檔 於合格批中每小單位包裝加註合格標示作為鑑別用 將檢驗合格之樣品放回原抽樣批內,若為破壞性試驗,將試驗過之樣品另外包裝並隔離儲存,於交貨單中扣除部分進料數量 通知倉儲單位將合格物品移置倉庫內

16
進料管制作業內容 不合格物之處理/回饋改正p8 由檢驗人員於貨單上註明本批不合格,並填寫品質異常通知單(1式4聯)
將不合格批、品質異常通知單交物料鑑定委員會檢討,作最後允收或拒收之判定 不合格物料由檢驗人員註明不合格標示,通知倉儲單位將物料移置待解決特定區 物料鑑定委員會召及相關人員共同研判該貨品處理方式:特採、選別、退貨 將品質異常回饋改正措施通知單,通知供應商並限期改善 倉儲區必須標明不合格物料區

17
物料特採作業

18
特採物料管制流程p10

19
特採物料管制 填寫特別採用申請書,註明申購理由p11 設計與技術單位檢討分析對所生產產品品質是否影響並採取預防措施及對策
品管單位進行零件或成品之試驗確定對品質可能造成的影響並採取管制對策加強製程管制級品質管制 通知採購單位作貨款管制即通知供應商採取改進措施 營業單位修訂是當規格及交期並與客戶協商取得同意 供應商擬定短中長期改進方案,並避免再發生

20
特採物料管制處理原則p12 全數允收 進料驗收單註記特採,並於物料包裝箱註記特採,一依般手續入庫列帳管制 全數檢驗
由供應商貨場內派員全數選別;選別完成後填寫檢驗紀錄,加註特採;其他手續依一般正常作業完成之,不合格者退貨 重新加工 若能重新加工或修理者安排人員完成修護使用,供應商作適當補償

21
物料鑑定制度Material Review Board
目的p12 管制進料、製成品不良事項,及相關主管迅速作有效、妥善的決定 物料鑑定職掌 對不合格物料之特認審查允收拒收之決議 對新開發產品之性能品質之審核 對採用材料之材質規格標準之審核 對報廢品之綜合審核

22
物料鑑定制度 權責範圍p13 進料檢驗被批退時,生產線急需物料或待料中,與製程管制、成品稽核等判定為不良狀況影響交期,或新開發物料樣品上未經承認而生產線急需物料情形下,均可提交物料鑑審會裁決,以獲得解決。 進料規格不符,可藉助檢測或試驗來作進一步的判定依據。 產品規格不符,尚不足以損及顧客所需功能要求。

23
權責範圍 若物料外觀有顯著不同、材質變更或影響最後成品特性者,審查會不得直接改判合格。 如有上述3.4項狀況又急待交貨,由品管單位配合製造單位作試驗與驗證動作,將資料提交物料鑑審會裁定,委由營業單位與客戶洽商同意允收該批產品。 鑑審會成員應以公平、公正之原則施行表決。 鑑審會之最後判定後,所有物料之品質問題獲得解決後該問題及討論終了。

24
抽樣計畫 常見抽樣檢驗表 p14 計量MIL-STD-414E 計數MIL-STD-105E 計數Dodge-Roming表

25
抽樣模式的選擇

26
成本觀念下的檢驗方式選擇 BEP = 以損益平衡點(BEP; break even point)與貨批不良率的比較 平均每一零件的檢驗成本
平均每一不良品之修理總成本 P > BEP時,採全數檢驗 P = BEP時,採抽樣檢驗 P < BEP時,但不穩定時採抽樣檢驗 P < BEP時,但穩定時採免除檢驗 BEP =

27
檢驗模式 全數檢驗(Total Inspection) 零組件或整組產品對於功能或安全有嚴重影響者而必需實施(分為製造批與交貨批全數檢驗)
抽樣檢驗(Sampling Inspection) 在資源有限的情況下對於非安全衛生性的產品或原料作最有效率的抽查 免除檢驗(Free Inspection) 供應者的產品品質經過多年的驗證均能合乎要求而在降低化驗成本的考量下實施
 在資源有限的情況下對於非安全衛生性的產品或原料作最有效率的抽查. 免除檢驗(Free Inspection) 供應者的產品品質經過多年的驗證均能合乎要求而在降低化驗成本的考量下實施.")
28
各種抽樣檢驗條件 全數檢驗條件: 批量太少而失去抽樣檢驗的意義 檢驗時間短、檢驗費用少或者大量採用機器自動化檢驗
不允許不良品存在且不良品存在將對製品功能產生致命性影響 工程能力不足,不良率超過規定且無法保證品質時 客戶達成交易的合約要求時

29
全數檢驗的優缺點 優點 : 較能確保品質能合乎客戶要求的標準 可避免允收壞批與拒收好批的風險 可提供較多的品質情報 缺點 :
檢驗數目多且耗費時間與增加成本 具單調性的檢驗容易使檢驗人員產生疲勞而無法達到100%的品質保證

30
各種抽樣檢驗條件 抽樣檢驗條件 產量大、批量大、且係連續生產而無法做全數檢驗 破壞性試驗 允許某些程度的不良品存在
檢驗時間過長或者檢驗經費過高 滿足消費者要求 刺激生產者助益品質改善(不合格則全數拒收)
")
31
抽樣檢驗的優缺點 優點: 檢驗次數少,檢驗時間短而可降低檢驗成本 可降低檢驗誤差並提高因人員疲勞因素所造成的檢驗能力
可降低檢驗樣本的損壞數目 可刺激生產者提高品質 缺點: 具有允收壞批與拒收好批的風險 所獲得的產品資訊較少 合格批中常有不良品存在 抽樣計劃的發展需要教育訓練與時間規劃 抽樣計劃過程管理需要管理成本的增加

32
各種抽樣檢驗條件 免除檢驗條件: 產品產生損害與賠償時均可由賣方支付時 產品的檢驗方式與儀器設備非常特別與昂貴時
供應者長期的品質穩定且均在要求範圍內 產品產生問題可於生產線馬上實施技術支援或協助且可馬上換貨處理時 賣方實驗室已取得實驗室認證的國家級認證水準

33
報表檢示與標籤p21

34
免檢制度 意義p24 品質是設計與製造出來的而非檢驗出來的 協力廠商應自行建立管理制度,進料不需重複檢驗
如此可降低成本,增加生產效益,更能保握時效,增加產品競爭力,雙方皆蒙其利

35
免檢制度 免檢制度之目的p24 確保品質,降低成本,提高市場競爭力; 建立前工程和後工程品質保證之理念
確保品質,降低成本,提高市場競爭力; 建立前工程和後工程品質保證之理念 建立高效能的管理系統,達成經營目標; Just In Time 零庫存 樹立品牌形象,提高商譽

36
免檢制度之效益 提升中心廠與供應商雙方之技術層次p25 改善雙方體質,積極建立全面品質管制制度 加強供應商商品責任,進而注重品質改善
降低檢驗成本,避免不必要之檢驗浪費 減少庫存及資金積壓 免除重複檢驗手續,爭取時效 提高產品競爭力,雙方共存共策,互蒙其利 終極效益是製造出價廉物美之產品,確立品牌形象

37
免檢廠商具備條件 完善的品保制度 長期配合良好之優良廠商 每批良品率均符合要求 製程與檢驗設備維護及校正管理制度良好 製程能力足夠
完善的檢驗制度能確保供應物料品質 一定期間內供應商之物料不良率低於中心廠要求者 在相當期間內供應之零件無可靠性問題發生

38
p27

39
免檢廠商管理 免檢申請p28 免檢廠商管理 供應廠商自行提出申請或由公司推薦 公司應定期或不定期稽核
免檢廠商應定期提出免檢物料品質特性稽核報告 不定期稽核重新評估其品質管理制度(每年至少1次) 因加工條件變更、設計變更或連續一段時間中斷生產時,應事先告知並加重檢驗確認 免檢物料在製程及試場品質資料隨時反映廠商作為改善依據
 因加工條件變更、設計變更或連續一段時間中斷生產時,應事先告知並加重檢驗確認. 免檢物料在製程及試場品質資料隨時反映廠商作為改善依據.")
40
免檢資格取消 不良率連續異常p28 交貨未附檢驗報告經舉發糾正不配合 發生品質問題未能即時採取適當對策 重大不良造成本公司嚴重損失
稽核有缺失未能有效改善 註:取消免檢之物料應一依般進料管制辦法 進行正常驗收程序,並由免簡名錄中撤 銷登記

41
免檢資格之恢復p29 導致免檢資格被取消之原因,供應商已改善完成 經檢驗連續數批物料均合格 確認品質已穩定始得重新提出申請

42
免檢廠商獎勵 獎勵p29 有免檢證書供應商貨款給付較為便利 本公司新開發產時可列為優先承製對象 可優先獲得本公司各項輔導措施
可獲得本公司融資或補助增購設備

43
免檢廠商罰則 罰則p230 凡列入免檢供應商均依所簽訂之品質保證契約規定執行 交貨後發現足以影響產品機能時得將該批物料全退並取消免檢資格
因免檢發生品質異常之零件供應商應負責更換良品,若造導致公司停機宜作適當罰款 經裁定停止免檢時該供應商及減少訂購物料

44
供應商物料認證試驗 目的: p230 確保廠內所使用之物料品質能符合所需之標準即可靠度之要求,以期達到保證所有零件及產品品質之目的 認證系統
物料、零件之認可 物料、零件之可靠度試驗 品質異常分析試驗 物料、零件之試作認證 委外之認證與試驗

45
p31

46
供應商品質資料管理p35 依採購管理辦法之規定,評鑑後登錄為合格供應商名錄 評核項目: 品質、品質制度、交期、協調性
註:能通過第三者認証是最基本要求

47
p38

48
p40

49
p44

50
p45

51
結語 物料供應由買賣關係轉化為互信互利的長期合作夥伴 品質系統應永續改善 源頭管理才能真正確保採購品質 抽樣檢驗是不得已的,無益於改善品質

Similar presentations

102 年 1 月 30 日公告施行營業秘密法 ( 一 )102 年 1 月 30 日公告施行營業秘密法 修正案,增加侵害營業秘密之刑事 修正案,增加侵害營業秘密之刑事 責任,對於意圖在境外使用而竊取 責任,對於意圖在境外使用而竊取.>")

















