Download presentation
Presentation is loading. Please wait.

1
第8章 PLC在工业控制中的应用 8.1 PLC控制系统设计步骤 8.2 PLC在机床控制中的作用 8.3 PLC在化工生产过程中的应用

2
8.1 PLC控制系统设计步骤 1、可编程控制器控制系统设计的基本步骤 (1)系统设计的主要内容 ① 拟定控制系统设计的技术条件
② 选择电气传动形式和电动机、电磁阀等执行机构 ③ 选定 PLC 的型号 ④ 编制 PLC 的输入 / 输出分配表或绘制输入 / 输出端子接线图 ⑤ 根据系统设计的要求编写软件规格说明书,然后再用相应的编程语言(常用梯形图)进行程序设计 ⑥ 了解并遵循用户认知心理学,重视人机界面的设计,增强人与机器之间的友善关系 ⑦ 设计操作台、电气柜及非标准电器元部件 ⑧ 编写设计说明书和使用说明书
进行程序设计. ⑥ 了解并遵循用户认知心理学,重视人机界面的设计,增强人与机器之间的友善关系. ⑦ 设计操作台、电气柜及非标准电器元部件. ⑧ 编写设计说明书和使用说明书.")
3
系统设计的基本步骤 分析被控对象工艺条件和控制要求 确定 I/O 设备 选择合适的 PLC 类型 分配 I/O 点 设计应用系统梯形图程序
进行软件测试 应用系统整体调试 编制技术文件 第8章第3页

4
2、PLC 硬件系统设计 (1) PLC 型号的选择 ① 对输入 / 输出点的选择 ② 对存储容量的选择 ③ 对 I/O 响应时间的选择
④ 根据输出负载的特点选型 ⑤ 对在线和离线编程的选择 ⑥ 据是否联网通信选型 ⑦ 对 PLC 结构形式的选择

5
(2)分配输入 / 输出点 ① 确定 I/O 通道范围 ②确定内部辅助继电器 ③ 分配定时器 / 计数器
分配输入 / 输出点 ① 确定 I/O 通道范围 ②确定内部辅助继电器 ③ 分配定时器 / 计数器")
6
3、PLC 软件系统设计方法及步骤 (1) PLC 软件系统设计的方法 ① 图解法编程 a. 梯形图法 b. 逻辑流程图法
d. 步进顺控法 ② 经验法编程 ③ 计算机辅助设计编程

7
(2) PLC 软件系统设计的步骤 ① 对系统任务分块 ② 编制控制系统的逻辑关系图 ③ 绘制各种电路图
⑤ 制作控制台与控制柜 ⑥ 现场调试 ⑦ 编写技术文件并现场试运行

8
控制单元输入端子接线 ①输入线尽可能远离高压线和动力线等干扰源 ② 不能将输入设备连接到带“ . ”端子上
③ 交流型 PLC 的内藏式直流电源输出可用于输入;直流型 PLC 的直流电源输出功率不够时,可使用外接电源 ④ 切勿将外接电源加到交流型 PLC 的内藏式直流电源的输出端子上 ⑤ 切勿将用于输入的电源并联在一起,更不可将这些电源并联到其他电源上

9
控制单元输出端子接线 ① 输出线尽可能远离高压线和动力线等干扰源 ② 不能将输出设备连接到带“ . ”端子上
③ 各“ COM ”端均为独立的,故各输出端既可独立输出, 又可采用公共并接输出。当各负载使用不同电压时,采 用独立输出方式;而各个负载使用相同电压时,可采用 公共输出方式

10
控制单元输出端子接线 ④ 当多个负载连到同一电源上时,应使用型号为 AFP1803 的短路片将它们的“ COM ”端短接起来
⑤ 若输出端接感性负载时,需根据负载的不同情况接入相应的保护电路。在交流感性负载两端并接 RC 串联电路;在直流感性负载两端并接二极管保护电路;在带低电流负载的输出端并接一个泄放电阻以避免漏电流的干扰。以上保护器件应安装在距离负载 50cm 以内 ⑥ 在 PLC 内部输出电路中没有保险丝,为防止因负载短路而造成输出短路,应在外部输出电路中安装熔断器或设计紧急停车电路;

11
扩展单元接线 若一台 PLC 的输入输出点数不够时,还可将 FX 系列的基本单元与其他扩展单元连接起来使用。具体配置视不同的机型而定。

12
FX 系列可编程控制器的 A/D , D/A 转换单元接线
为防止输入信号上有电磁感应和噪声干扰,应使用两线双绞式屏蔽电缆 建议将屏蔽电缆接到框架接地端( F.G ) 若需将电压范围选择端( RNAGE )短路,应直接在端子板上短接,不要拉出引线短接 应使主回路接线远离高压线 应确保使用同一组电源线对控制单元和 A/D 单元进行供电
 若需将电压范围选择端( RNAGE )短路,应直接在端子板上短接,不要拉出引线短接. 应使主回路接线远离高压线. 应确保使用同一组电源线对控制单元和 A/D 单元进行供电.")
13
应确保使用同一组电源线对控制单元和 D/A 单元进行供电
为防止输出信号上有电磁感应和噪声干扰,应使用两线双绞式屏蔽电缆 建议将屏蔽电缆接到负载设备的接地端 在同一通道上的电压输出和电流输出不能同时使用。没有使用的输出端子应开路 应使主回路接线远离高压线 应确保使用同一组电源线对控制单元和 D/A 单元进行供电

14
8.2 PLC在机床控制中的作用 8.2.1 工艺要求 四工位组合机床由四个工作滑台,各带一个加工动力头,组成四个加工工位。除了四个加工工位外,还有夹具、上下料机械手和进料器四个辅助装置以及冷却和液压系统共四部分。工艺要求为有上料机械手自动上料,机床的四个加工动力刀头同时对一个零件进行加工,一次完成一个零件,通过下料机械手自动取走加工完的零件。要求具有全自动、半自动、手动三种工作方式。

15
8.2.2控制流程 下图是组合机床控制系统全自动工作循环和半自动工作循环式的状态流程图。图中S2是初始状态,驱动它的条件是各滑台、各辅助装置都处在原位,夹具为松开状态,料道有待加工零件且润滑系统工作正常。

16
组合机床自动工作状态流程图 第8章第16页

17
组合机床全自动和半自动工作过程 上料 按下启动按钮,上料机械手前进,将零件送到夹具上,夹具加紧零件。同时进料装置进料,之后上料机械手退回原位,放料装置退回原位 (2) 加工 四个工作滑台前进,四个加工动力头同时加工,洗端面、打中心孔。加工完成后,各工作滑台退回原位 (3) 下料 下料机械手向前抓住零件,夹具松开,下料机械手退回原位并取走加工完的零件。 这样就完成了一个工作循环。如果选择了预停,则每个循环完成后,机床自动停在原位,实现半自动工作方式;如果不选择预停,则机床自动开始下一个工作循环,实现全自动工作方式。
 下料. 下料机械手向前抓住零件,夹具松开,下料机械手退回原位并取走加工完的零件。 这样就完成了一个工作循环。如果选择了预停,则每个循环完成后,机床自动停在原位,实现半自动工作方式;如果不选择预停,则机床自动开始下一个工作循环,实现全自动工作方式。")
18
8.2.3 PLC的选型 四个工位组合机床电气控制系统有输入信号42个,输出信号27个,均为开关量。其中外部输入元件包括:17个检测元件、24个按钮开关、1个选择开关;外部输出元件包括:16个电磁阀、6个接触器、5个指示灯。 根据I/O信号的数量、类型以及控制要求,同时考虑到维护、改造和经济等诸多因素,决定选用FX2N -64MR主机和一个输出扩展单元FX-16EX,这样共有48个输入点,输出点就是主机的32点,满足控制要求。

19
I/O地址编号 将输入信号42个,输出信号27个按各自的功能类型分好,并与PLC的I/O端一一对应,编排好地址。列出外部I/O信号与PLCI/O端地址对照表,如表所示。 输入信号 输出信号 名称 功能 编号 1SQ 滑台Ⅰ原位 X0 5SB 滑台Ⅰ进 X26 1YV 夹紧 Y0 2SQ 滑台Ⅰ终点 X1 6SB 滑台Ⅰ退 X27 2YV 松开 Y1 3SQ 滑台Ⅱ原位 X2 7SB 主轴Ⅰ点动 X30 3YV Y2 4SQ 滑台Ⅱ终点 X3 8SB 滑台Ⅱ进 X31 4YV Y3

20
输入信号 输出信号 5SQ 滑台Ⅲ原位 X4 9SB 滑台Ⅱ退 X32 5YV 滑台Ⅲ进 Y4 6SQ 滑台Ⅲ终点 X5 10SB 主轴Ⅱ点动 X33 6YV 滑台Ⅲ退 Y5 7SQ 滑台Ⅳ原位 X6 11SB X34 7YV 上料进 Y6 8SQ 滑台Ⅳ终点 X7 12SB X35 8YV 上料退 Y7 9SQ 上料器原位 X10 13SB 主轴Ⅲ点动 X36 9YV 下料进 Y10 10SQ 上料其终点 X11 14SB 滑台Ⅳ进 X37 10YV 下料退 Y12 11SQ 下料器原位i X12 15SB 滑台Ⅳ退 X40 11YV 滑台Ⅱ进 Y13 12SQ 下料器终点 X13 16SB 主轴Ⅳ点动 X41 12YV Y14

21
续表 输入信号 输出信号 1YJ 夹紧 X14 17SB X42 13YV 滑台Ⅳ进 Y15 2YJ 进料 X15 18SB 松开 X43
滑台Ⅳ退 Y16 3YJ 放料 X16 19SB 上料器进 X44 15YV Y17 1SB 总停 X21 20SB 上料器退 X45 16YV Y20 2SB 启动 X22 21SB X46 1KM Ⅰ主轴 Y21 3SB 预停 X23 22SB X47 2KM Ⅱ主轴 Y22 1SA 选择开关 X25 23SB 冷却开 X50 3KM Ⅲ主轴 Y23 24SB 冷却停 X51 4KM Ⅳ主轴 Y24 5KM 冷却电机 Y25

22
8.2.5 PLC梯形图程序 四工位组合机床的PLC控制系统梯形图包括初始化程序、手动调整程序和自动工作程序。图2是四工位组合机床在全自动与半自动工作方式时的梯形图程序,它采用了STL步进指令编写,程序简捷、清楚。图3四工位组合机床初始化程序梯形图。

23
四工位组合机床自动工作梯形图程序

24
四工位组合机床自动工作梯形图程序

25
四工位组合机床初始化程序梯形图

26
8.3 PLC在化工生产过程中的应用 8.3.1工艺要求 现代工业生产广泛采用流水作业,对成品或半成品进行分检,排除残次品是必须的工序。在流水线上,成品或半成品往往要经过若干项检验,符合要求者得以通过,随着流水线进入下道生产工步。而不合格者必须在某处集中地予以排除,不得进入下道生产环节。因此,成品或半成品随传送带递进过程中,对其进行的检验结果也必须同步地向前移动。这样,当不合格者移动到规定的排除点时,才能正确地加以排除,从而实现质检与分检。利用 PLC 可以很方便地做到这一点

27
如图所示,工件在传送带上步行式前进。工件在 0 号站接受 PH1 光电检查。从 0 号站移到 4 号站要经过 4 次步进。移到 4 号站时,判断移到此站工件好还是坏。如果是废品则要求电磁阀 YV 打开,使废品掉下来。当 PH2 检测到废品已掉下来后重新将电磁阀关闭。

28
8.3.2系统的软件设计 根据上述模块的学习,再依据图的标示,同学们可以自己画出输入及输出端口的分配。 下图中使用 M140 移位寄存器
M140 , M141 , M142 ……分别表示移到 0 号位, 1 号位, 2 号位……工件的品质好与坏 数据“ 1 ”代表品质“坏”。 M144 数据是“ 0 ”或“ 1 ”代表移至 4 号位工件是“好”还是“坏” 当 M144=ON ,电磁阀接通,打开阀门。

29
质量控制梯形图

30
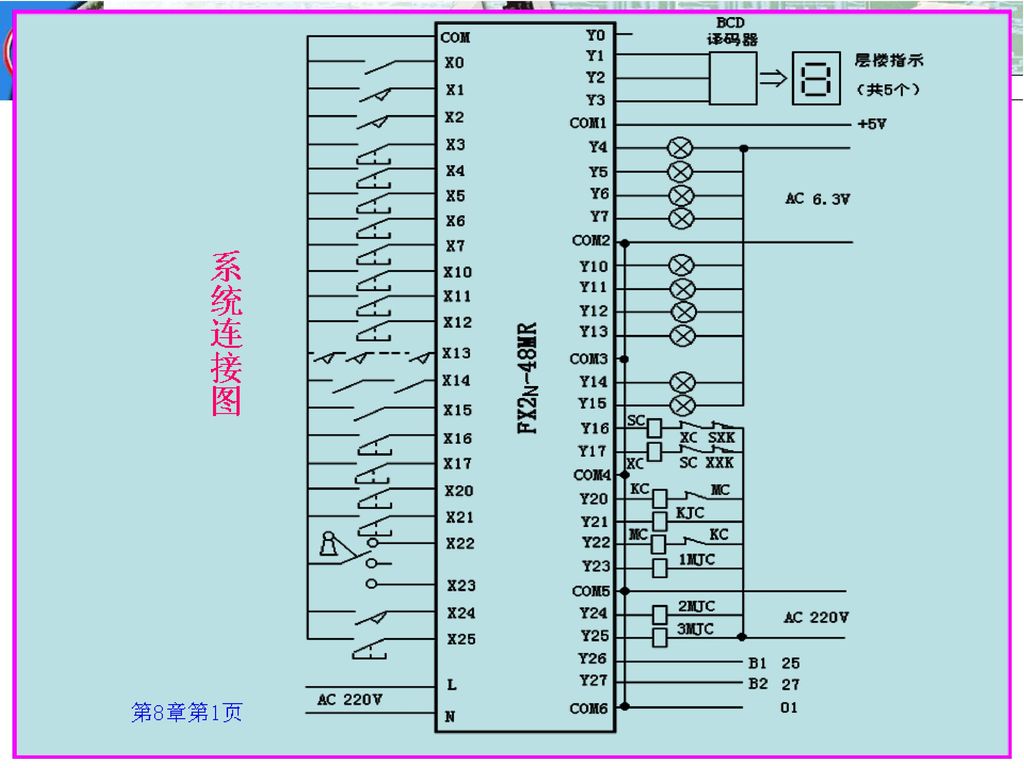
8.4 PLC在集选控制电梯中的应用 8.4.1电梯基本原理
用FX2N-48MR实现四层四站双速客梯集选控制的控制系统。主拖动采用交流双速电动机进行拖动。 1. 电梯基本原理 电梯是机械、电气紧密结合的大型机电产品。主要由机房、井道、轿厢、门系统和电气控制系统组成。 井道中安装有导轨,轿厢和对重由曳引钢丝绳连接,曳引钢丝绳挂在曳引轮上,曳引轮由曳引电动机拖动。轿厢和对重都装有各自的导靴,导靴卡在导轨上。曳引轮运转带动轿厢和对重沿各自导轨做上下相对运动,轿厢上升,对重下降。这样可通过控制曳引电动机来控制轿厢的启动、加速、运行、减速、平层停车,实现对电梯运行的控制。

31
电梯的工作原理 控制柜 曳引机 曳引钢丝绳 限速器 轿门 轿厢体 轿厢架 随行电缆 导轨 厅门 对重 召唤箱及指层器 缓冲器 限速器涨紧
第8章第31页

32
2 . 控制要求 电梯的控制方式有:轿内手柄开关控制、轿内按钮开关控制、轿外按钮开关控制、信号控制、集选控制和群控等几种。
集选控制方式是将厅外召唤箱发出的外召信号与轿内操纵箱发出的内指令信号进行记忆,并和其它专用信号(如层搂、减速、平层、安全等信号)加以综合分析后,由电梯司机或乘用人员控制电梯运行的控制方式。
加以综合分析后,由电梯司机或乘用人员控制电梯运行的控制方式。")
33
8.4.1电梯基本原理 主要控制要求有如下。 (1)有司机或无司机控制; (2)自动开关门;
(3)到达预定停靠层站,提前减速,平层停车时自动开门; (4)到达上、下端站,提前强迫减速; (5)厅外有召唤装置,轿内有指令装置,能自动记忆召唤和指令,响应之后,能自动将召唤和指令消除(召唤和指令的记忆与消除); (6)能自动选择运行方向,在司机操纵下,能强迫决定运行方向(选向); (7)能根据指令和召唤的位置,自动选择停靠层站,并自动平层停车(选层、平层); (8)厅外和轿内有指示电梯运行方向和所在位置的指示信号(层搂检测与指层)。
到达预定停靠层站,提前减速,平层停车时自动开门; (4)到达上、下端站,提前强迫减速; (5)厅外有召唤装置,轿内有指令装置,能自动记忆召唤和指令,响应之后,能自动将召唤和指令消除(召唤和指令的记忆与消除); (6)能自动选择运行方向,在司机操纵下,能强迫决定运行方向(选向); (7)能根据指令和召唤的位置,自动选择停靠层站,并自动平层停车(选层、平层); (8)厅外和轿内有指示电梯运行方向和所在位置的指示信号(层搂检测与指层)。")
34
8.4.2电梯电气控制系统的组成 平层信号 门锁 平层 拖动 减速 减速信号 门电路 启动 选向选层 层楼电路 层楼信号 指层 指令召唤

35
8.4.3 I/O编号分配 X0: 换速信号 X1: 上终端限位 X2: 下终端限位 X3: 1内指令(含1上召)输入
输入")
36
8.4.3 I/O编号分配 Y0: 换速动作输出 Y1 Y2 Y3:楼层指层BCD码输出(Y1为高位、Y3为低位)
")
37
8.4.3 I/O编号分配 M101: 1楼层楼继电器 M102: 2楼层楼继电器 M103: 3楼层楼继电器 M104: 4楼层楼继电器
M17: 直驶继电器 T0: 快加速时间 T1: 停站时间 T2: 一慢减速时间 T3: 二慢减速时间 T4: 三慢减速时间 T5: 开门执行时间

38
8.4.4拖动回路、门电路及系统连接

39
门电路及电气安全回路图

41
8.4.5控制系统各环节的作用及实现 1. 层楼继电器电路的实现 要对电梯进行控制,首要的问题就是反映电梯实际所在的位置(楼层)。
层楼继电器回路就是完成这一功能的。每一层对应一个层楼继电器,电梯在哪一层,对应楼层的层楼继电器就会动作。 PLC具有数据传送、算术计算、数据比较处理等功能,所以用PLC很容易能实现层楼电路:

42
8.6.5控制系统各环节的作用及实现 启用一数据寄存器D0,电梯在最下层端站时可将1送入D0,最上层端站时,将最高层数送入D0;电梯每上升一层将D0自动加1; 电梯每下降一层D0自动减1,这样使D0中存放的始终是层数; 然后,将D0分别与1、2、3、……相比较,等于几就说明电梯在几,这时驱动对应的层楼继电器,实现层楼电路。 四层四站的层楼继电器电路梯形图如右图所示。

43
2. 指令和召唤回路 指令和召唤回路的作用 是:将轿内指令和厅外 召唤信号记忆并指示,当电梯响应后自动将 其消除。
记忆和消除可用PLC的SET和RST指令实现。 (1)指令回路 指令回路梯形图如图所示
指令回路. 指令回路梯形图如图所示.")
44
(2)召唤回路 由于除两个端站外,其它各层均有两个召唤(上召、下召),而且召唤的响应是顺向响应。
另外若电梯在直驶运行时不响应召唤,此时召唤应保留。所以召唤回路与电梯的运行方向以及是否直驶密切相关,为此在召唤回路中加入了反映直驶和方向监视的继电器M1和M2。

45
3.选向回路 选向回路的作用,是根据目前电梯的位置和指令、召唤的情况,决定电梯的运行方向,是向上或是向下。
电梯方向的选择,实际就是将指令和召唤的位置与电梯实际位置相比较,若前者在上(位置的上下)电梯则选择向上,相反则选择向下。 方向的实现:首先由层楼继电器形成选向链,然后将每层的指令和召唤对应接入。 实际决定电梯的运行方向有以下三种情况。 (1)自然选向 如上分析,电梯自己判断来选择方向。
电梯则选择向上,相反则选择向下。 方向的实现:首先由层楼继电器形成选向链,然后将每层的指令和召唤对应接入。 实际决定电梯的运行方向有以下三种情况。 (1)自然选向. 如上分析,电梯自己判断来选择方向。")
46
(2)强迫选向 若电梯工作在司机方式,可通过操纵箱上的向上或向下按钮,来干预电梯的运行方向,即强迫使其向上或向下。 (3)检修选向 若电梯工作在检修方式,同样可使用向上或向下按钮,使电梯以检修的速度向上或向下运行。电梯的选向回路梯形图如图所示。

47
4. 选层电路 选层意味着要减速(换速)准备平层停车。电梯的选层分指令选层和召唤选层,即因某层有召唤或有该层的指令使电梯在该层是否停车。其中指令选层是绝对的,若电梯运行正常,指令一定能使电梯在该层减速停车。 召唤选层是有条件的,一是召唤选层必须满足同向,即与电梯的运行方向一致,这就是所谓的“顺向截车”;二是直驶时可将召唤屏蔽,即电梯直驶时,即使同向的召唤也不能使电梯减速停车。

48
5. 电梯的运行线路 运行线路是电梯控制系统的核心。电梯是由曳引电动机拖动(主回路),主回路的工作受运行线路的控制,以形成如图所示的速度曲线,决定电梯何时启动加速,何时运行,何时减速,何时平层停车。所以电梯的主要性能指标(额定速度、舒适感、平层精度等)由运行线路决定。
,主回路的工作受运行线路的控制,以形成如图所示的速度曲线,决定电梯何时启动加速,何时运行,何时减速,何时平层停车。所以电梯的主要性能指标(额定速度、舒适感、平层精度等)由运行线路决定。 .")
49
(1)启动 电梯的启动,方向是首要条件,门锁(厅门轿门是否关好)等安全因素也是必要的。
(2)减速 当电梯选中某层,意味着将在该层停车,达到换速点就应减速,为平层停车作准备。 (3)平层停车 当减速运行到平层点时,说明轿门门坎与厅门门坎基本平齐,可以停车。即将主回路曳引电动机电源断开,并实施电磁抱闸。一般平层感应器置于轿厢顶上,如图所示。注意:当上、下平层感应器全部动作后,表示到平层点。
减速 当电梯选中某层,意味着将在该层停车,达到换速点就应减速,为平层停车作准备。 (3)平层停车 当减速运行到平层点时,说明轿门门坎与厅门门坎基本平齐,可以停车。即将主回路曳引电动机电源断开,并实施电磁抱闸。一般平层感应器置于轿厢顶上,如图所示。注意:当上、下平层感应器全部动作后,表示到平层点。")
50
运行线路控制的梯形图如图所示

51
运行线路控制的梯形图如图所示

52
6. 电梯门的控制 门电路是电梯控制系统中较为独立的单元。它的作用是实现电梯门的开和关。
门电路和控制系统的联系就在于这一点,由各厅门和轿门的门锁电气限位开关的常开触电串联后,作为门锁信号(X13)。X13为ON,表示全部门安全关闭,可正常运行,否则不能运行。开、关门由门电动机驱动,通过开、关门继电器KMJ、GMJ控制M的正反转实现。因此,设计门的控制时只需考虑开与关门的情况,对应驱动KMJ或GMJ (1)开门情况 上班开门、按钮开门、触板开门和门区提前开门。 (2)关门情况 下班关门、按钮开门、停站自动延时关门和强迫向上(向下) 启动关门。
。X13为ON,表示全部门安全关闭,可正常运行,否则不能运行。开、关门由门电动机驱动,通过开、关门继电器KMJ、GMJ控制M的正反转实现。因此,设计门的控制时只需考虑开与关门的情况,对应驱动KMJ或GMJ. (1)开门情况. 上班开门、按钮开门、触板开门和门区提前开门。 (2)关门情况. 下班关门、按钮开门、停站自动延时关门和强迫向上(向下) 启动关门。")
53
门电路的控制梯形图如下图所示

54
8.5 PLC随动控制系统中的应用 随动系统是指当某参量的变化规律为无法预先确定的时间函数,其被控量能够以一定的精度跟随参量变化的控制系统,它在化工、冶金、轻工等行业的控制系统中广泛存在。PLC随着功能模块及控制指令的完善,在随动控制系统中替代常规仪表控制,得到了越来越广泛的应用。这里已刨花板生产线的拌胶机系统为例,介绍PLC在随动控制系统中的应用。

55
8.5.1工艺过程及要求 拌胶机工艺流程如下图所示。刨花有螺旋给料机供给,压力传感器检测刨花量。 胶由胶泵抽给,用电磁流量计检测胶流量;
刨花和胶要按一定的比率送到胶机内搅拌,然后将混料供给下一道工序蒸压成型。 要求刨花量和胶量恒定,并有一定的比例关系,即胶量随刨花量的变化而变化,精度要求<3%。

56
8.5.2控制方案 根据控制的要求,刨花回路采用比例控制,胶回路采用PI控制,选择开关SA用于随动方式/胶设定方式的转换。 8.5.3 PLC的选型 拌胶机控制系统的输入信号有7个,其中用于启动、停止、随动选择的3个开关为开关量信号,刨花设定、压力传感器、胶设定、流量计信号4个为模拟量信号;输出信号有2个,用于驱动可控硅调速装置及螺旋给料机驱动器,均为模拟量信号。 根据I/O信号的数量、类型以及控制要求,选择FX2N -16MR主机

57
8.5.3 PLC的选型 4通道模拟量输入模块FX-4AD 2通道模拟量输出模块FX-2DA。 这样共有8个开关量输入点,8个开关量输出点,
4个模拟量输入通道, 2个模拟量输出通道, 满足控制要求。

58
主机与功能模块以及外部I/O的连接图 HL0 HL1 驱动器 调速器 螺旋给料机 SB1 SA U2 U3 SB0 U1 U4 胶泵电机 1
1 2 3 4 5 FX2N-16MR FX-4AD FX-2DA

59
8.5.4 I/O地址编号 将输入信号7个,输出信号2个按各自的功能类型分好,并与PLC的I/O端一一对应,编排好地址。列出外部I/O信号与PLC的I/O端地址编号对照表 输入信号 输出信号 名称 功能 编号 SB0 启动按钮 X0 O1 螺旋给料机驱动器 CH11 SB1 停止按钮 X1 O2 胶泵调速器 CH12 SA 随动转换开关 X2 HL0 模拟量输入正常指示灯 Y0 U1 刨花设定 CH1 HL1 模拟量输出正常指示灯 Y1 U2 压力传感器 CH2 U3 胶设定 CH3 U4 流量计 CH4

60
8.5.5 PLC梯形图程序 根据控制原理,螺旋给料机采用比例控制,比例系数KP =2
胶泵电机采用PI控制,通过PI调节,抑制输入波形,达到控制要求

61
拌胶机控制系统梯形图 第8章第61页

62
拌胶机控制系统梯形图 第8章第62页

63
谢 谢 THANKS

Similar presentations
=0 变换为 x= (x), 然后建立迭代格式, 返回下一页 则称迭代格式 收敛, 否则称为发散 上一页.>")


















