Download presentation
Presentation is loading. Please wait.

1
Ch1 機械加工的演進 1-1 加工機器的演進 1-2 機械製造的過程 1-3 切削加工與非切削加工 1-4 切削工具的發展
1-5 機械製造方法之趨勢

2
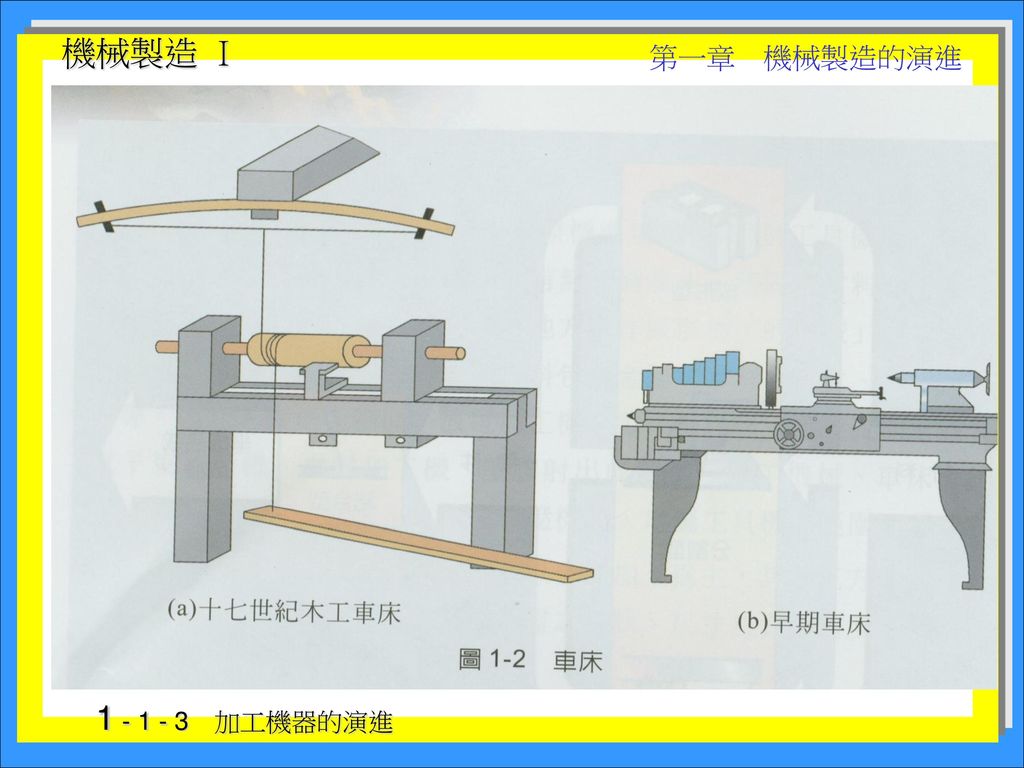
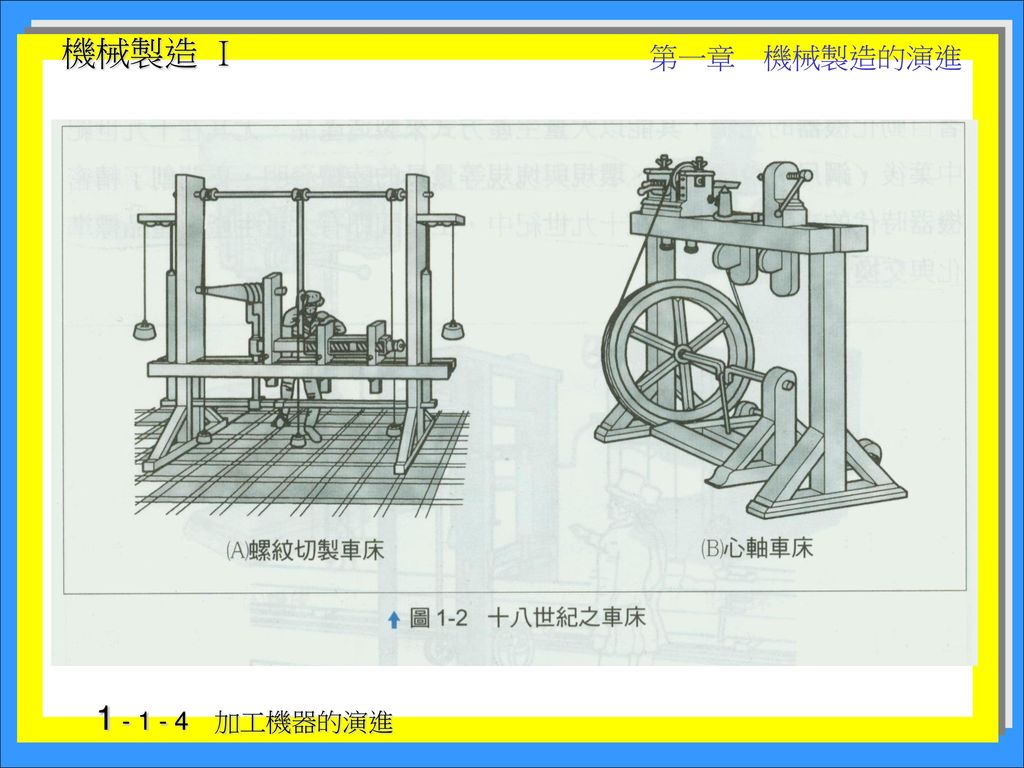
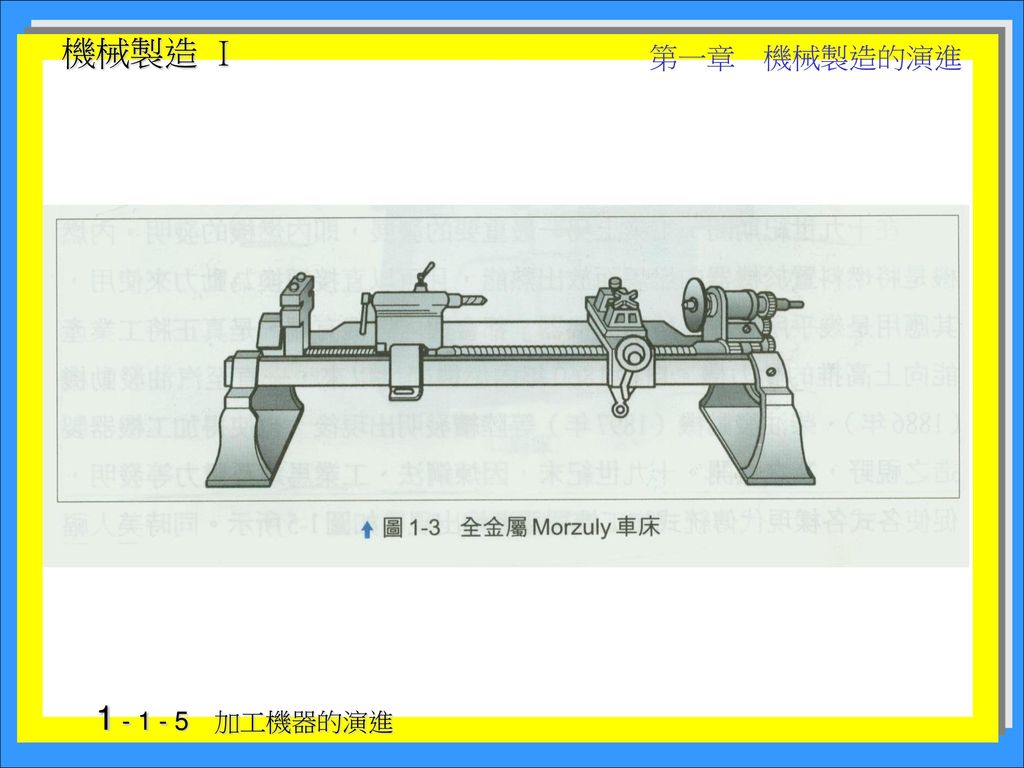
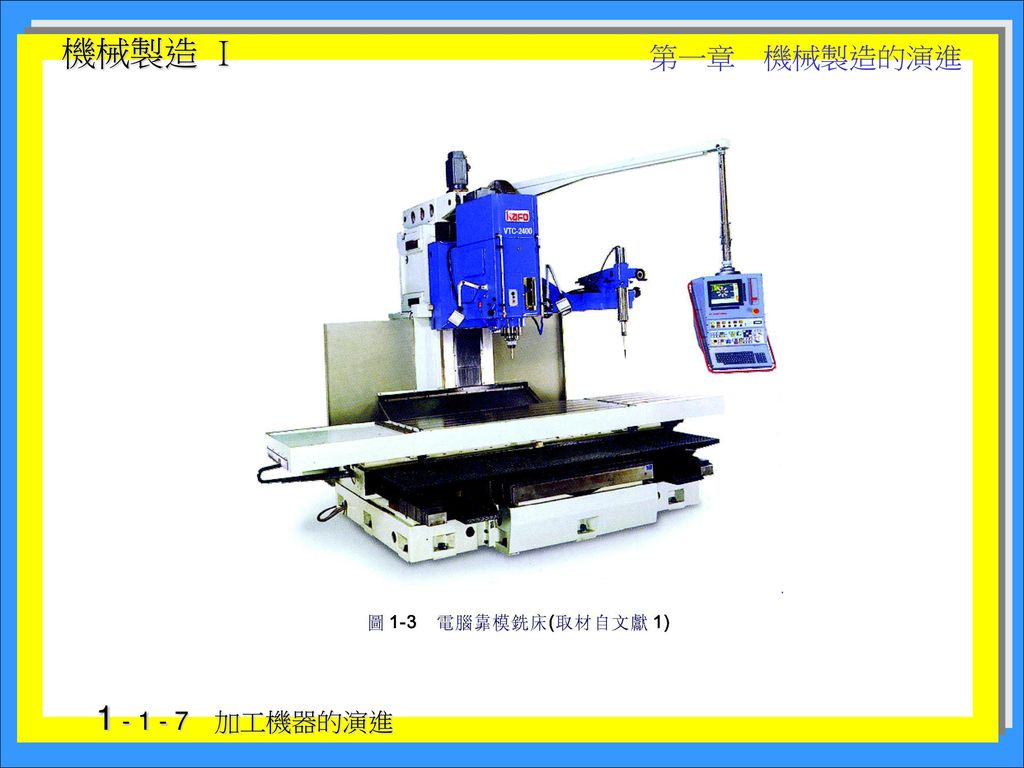
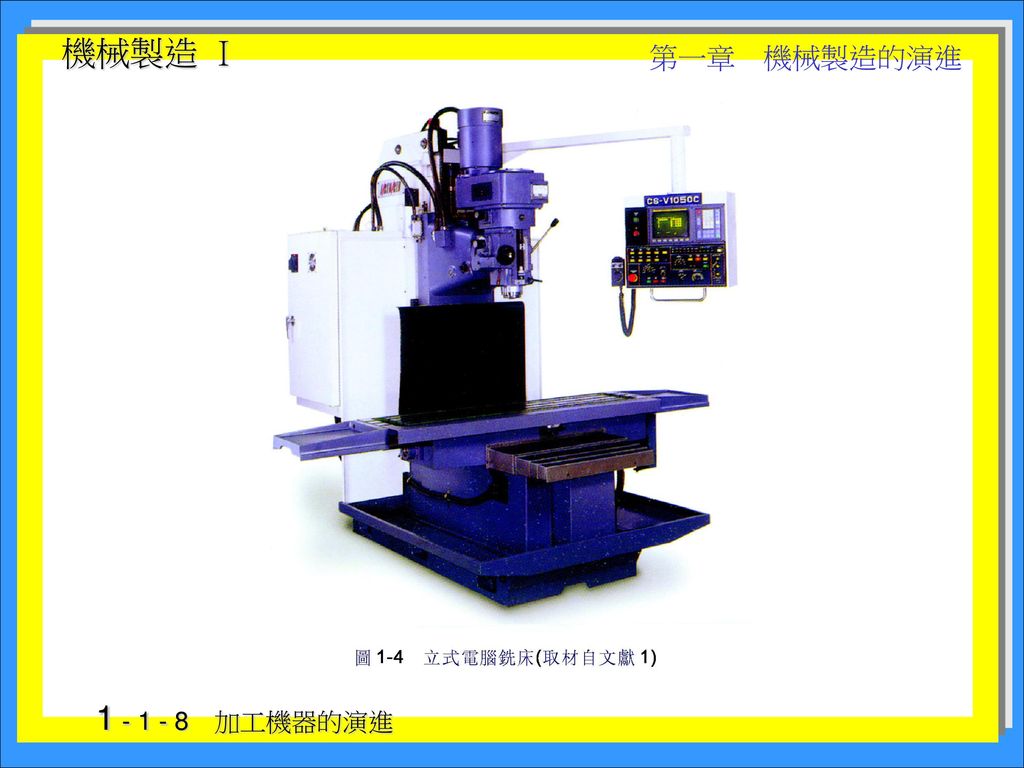
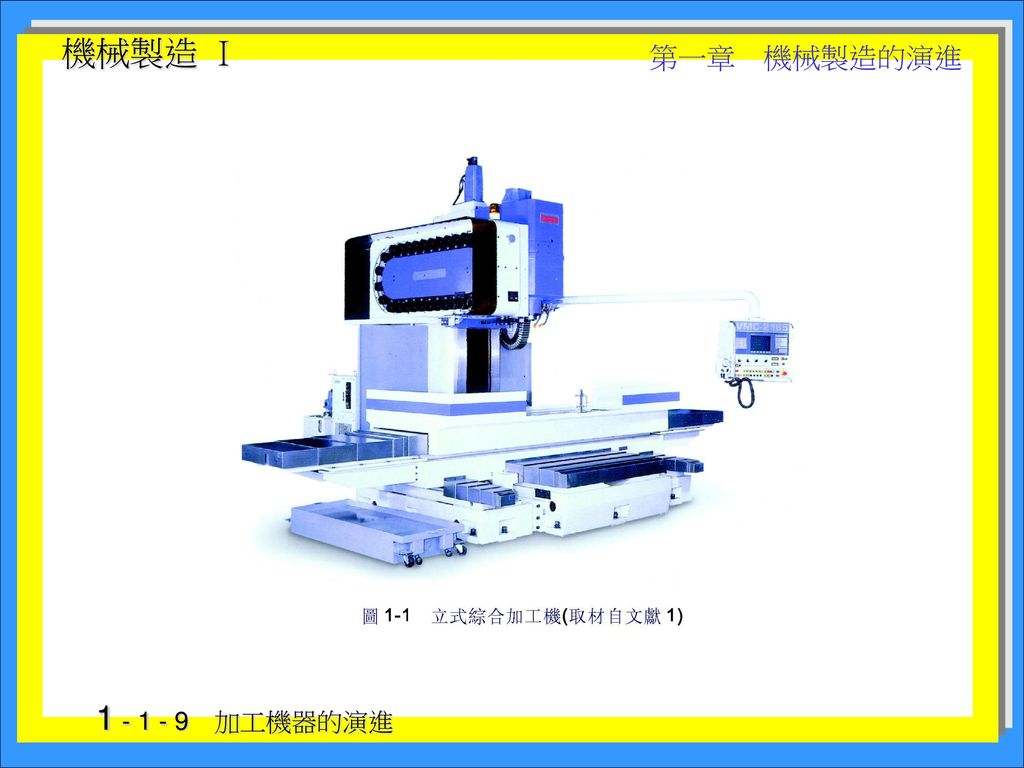
` 加工機器的演進: 工業革命 腳踏車床 皮帶車床 齒輪車床 電腦車床

10
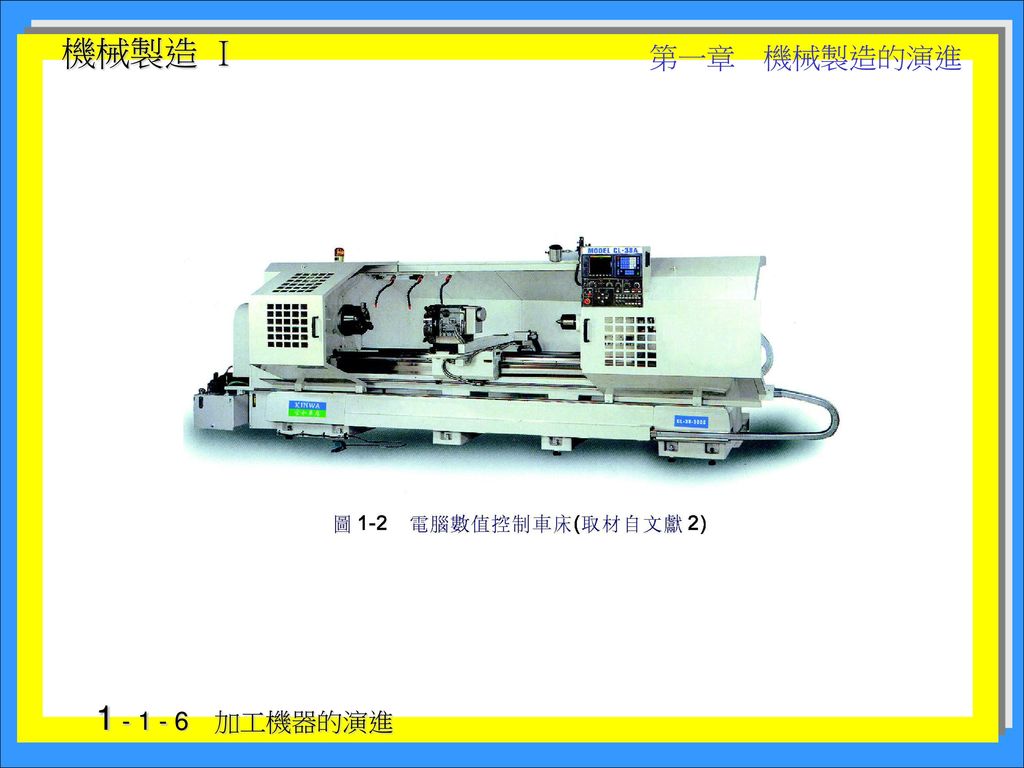
數值控制(NC)與電腦數值控制(CNC)
數值控制機器(NC)乃是將加工數據的資料,儲存於紙帶.磁帶或孔帶上,以控制機器的運行,現今大都採用CNC電腦數值控制工具機,它係NC機械加入電腦,則程式可經由鍵盤直接輸入.修改.儲存.並可顯示於螢幕上.
乃是將加工數據的資料,儲存於紙帶.磁帶或孔帶上,以控制機器的運行,現今大都採用CNC電腦數值控制工具機,它係NC機械加入電腦,則程式可經由鍵盤直接輸入.修改.儲存.並可顯示於螢幕上.")
11
1-2 機械製造的過程: 設計 選材 生產計劃 製造 品管

12
設計 功能.人因工程 工廠設備.產能.技術程度 顧客需求.產品責任.安全性

13
選材 首重 材料之機械性能與特性 價格.普遍性 環保.回收.安全性

14
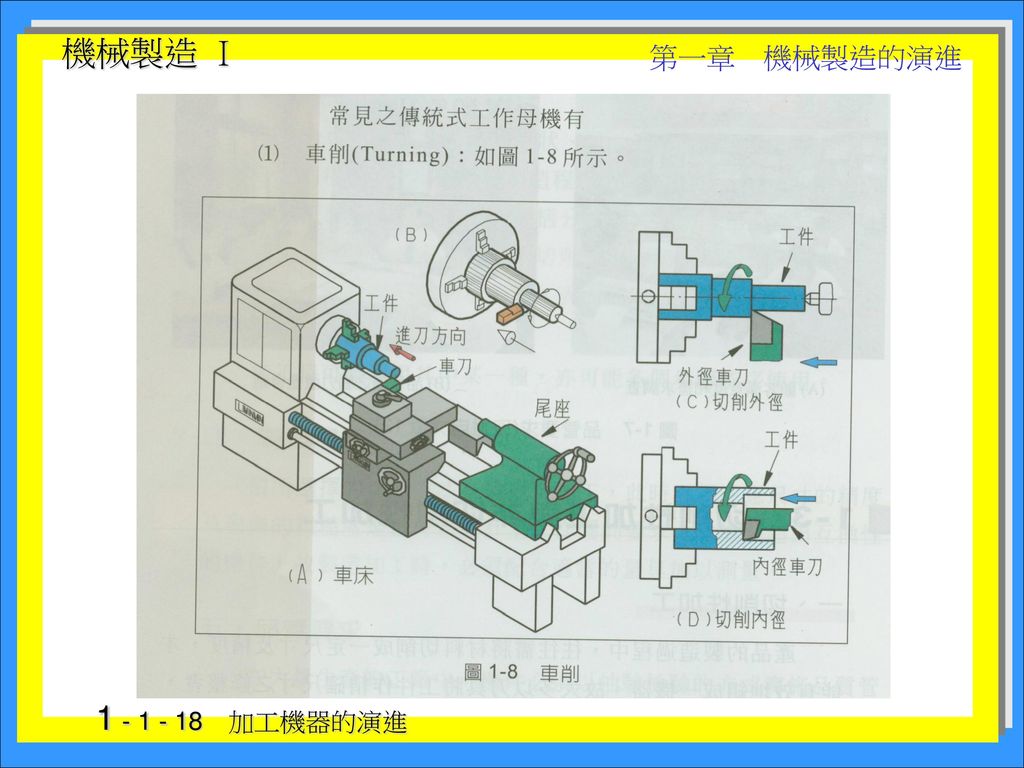
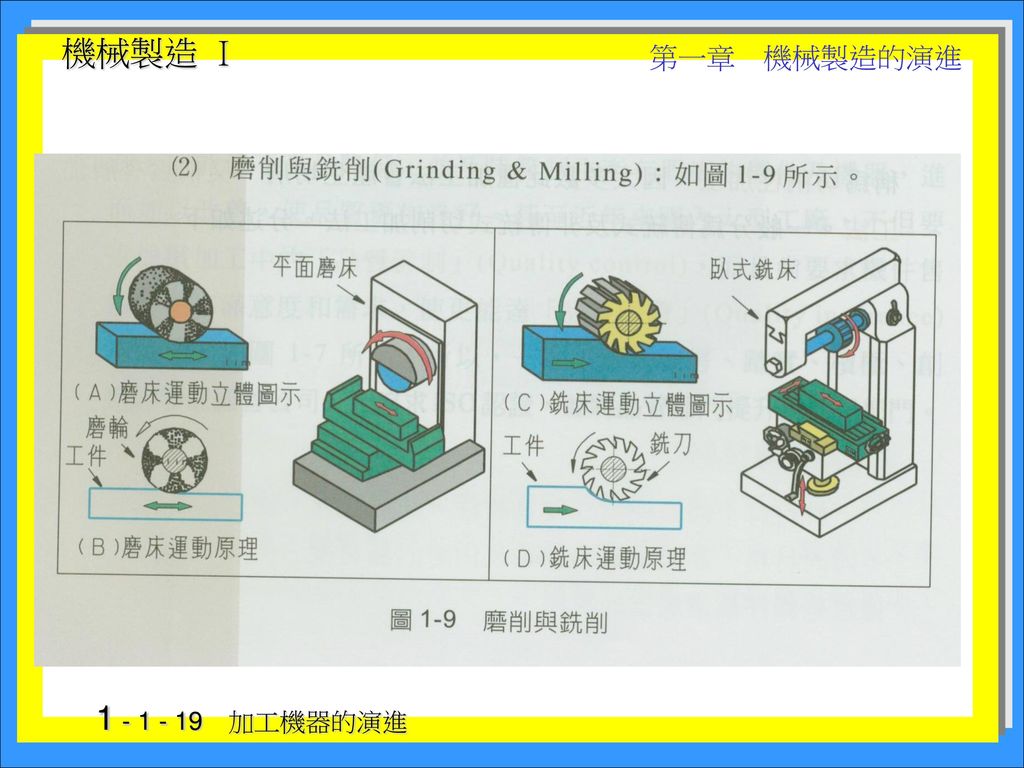
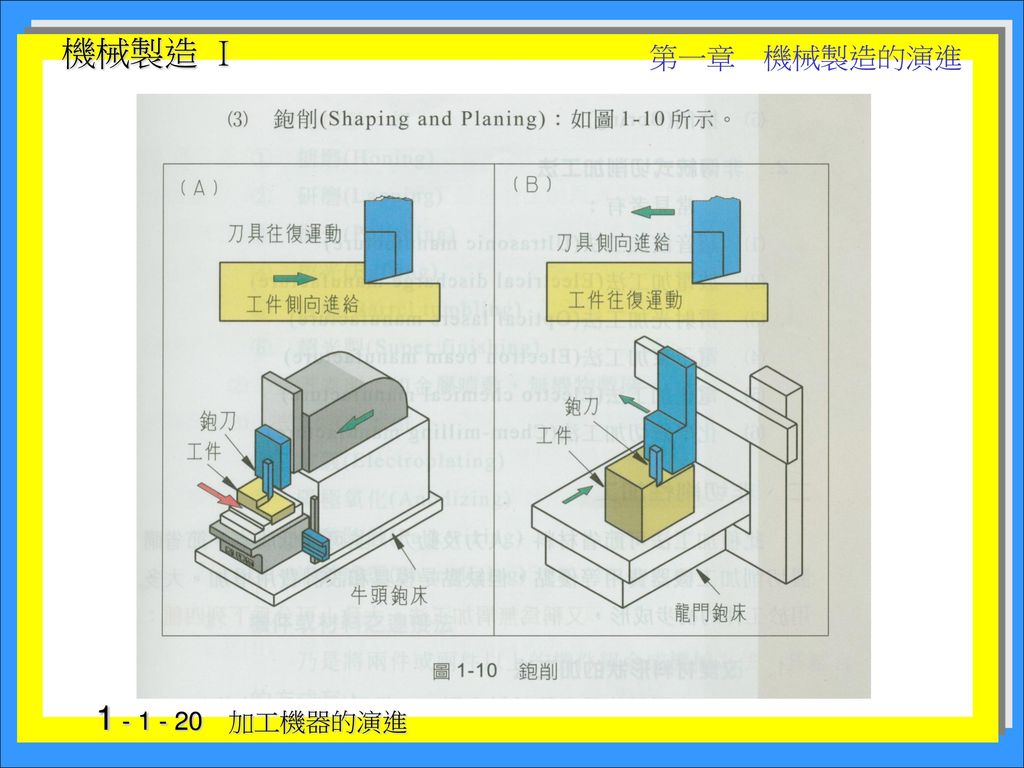
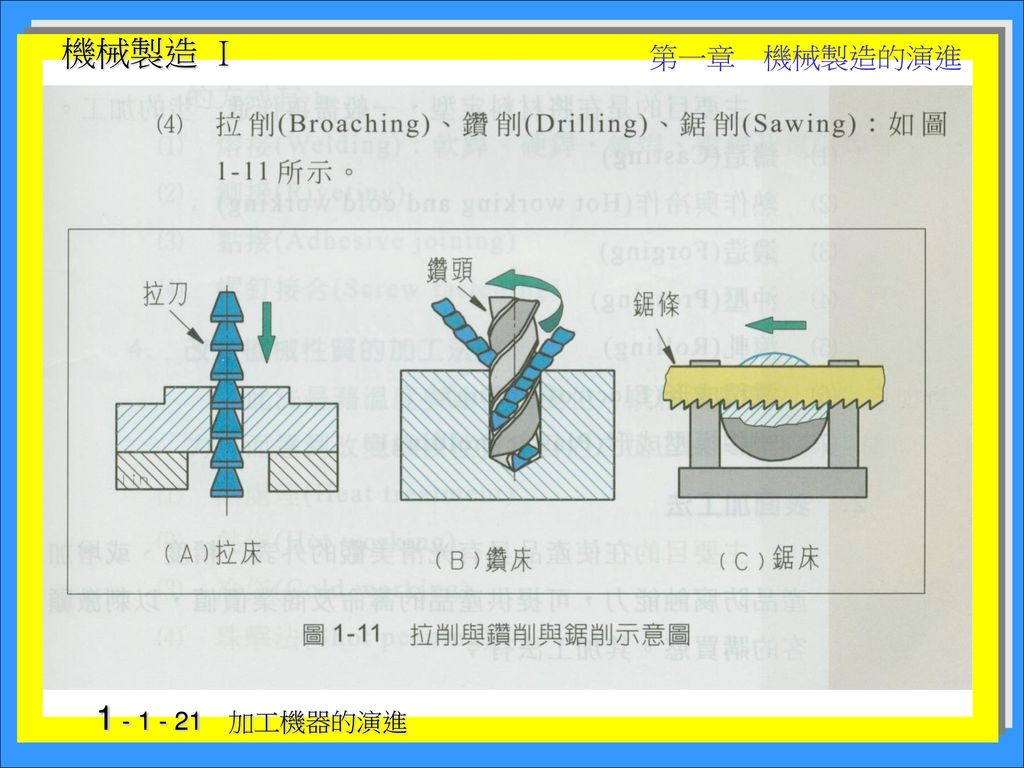
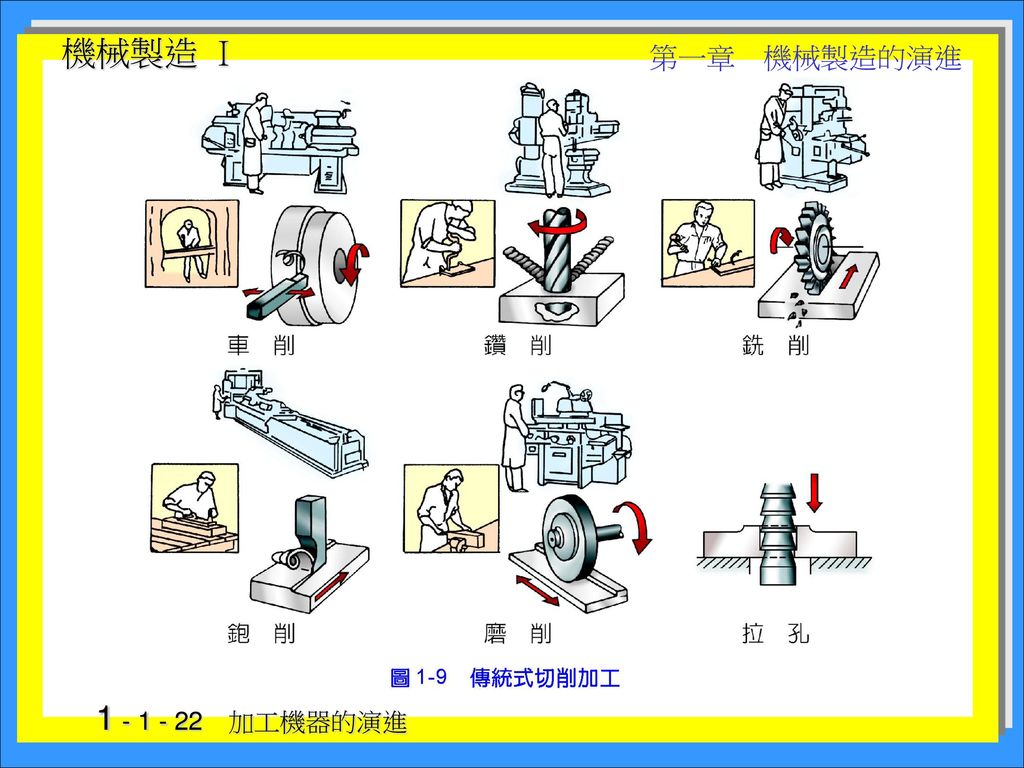
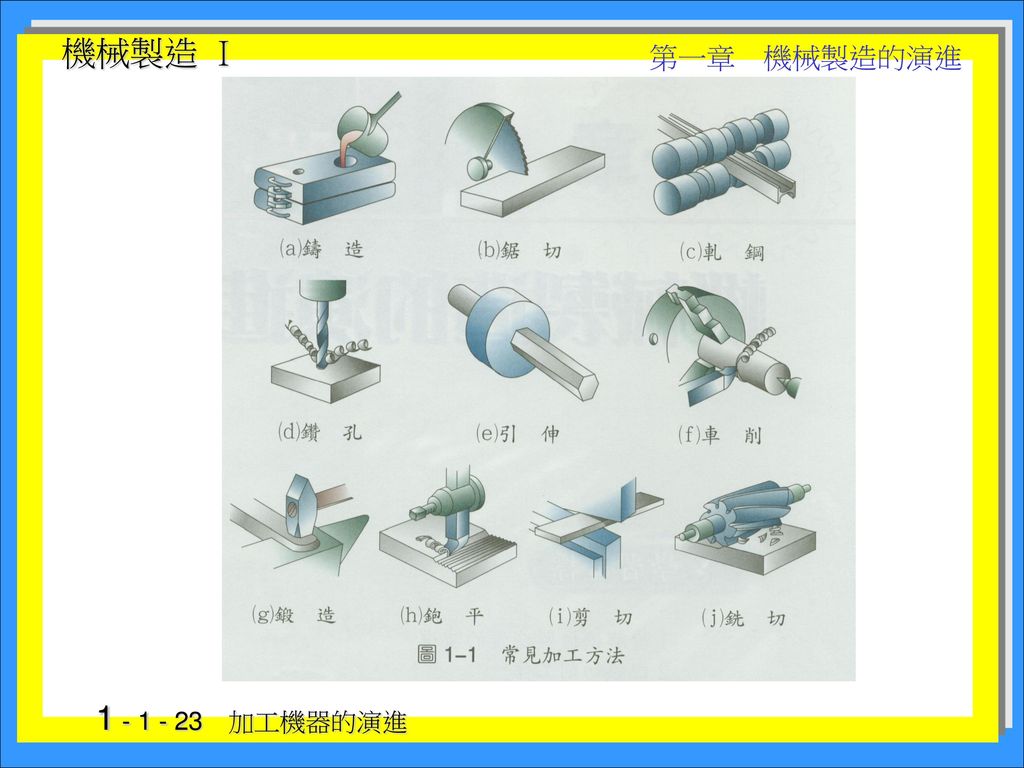
生產計劃—選擇合適加工法 一、切削性加工 二、非切削性加工 1. 傳統式切削法: 2. 非傳統式切削法:
1. 傳統式切削法: 2. 非傳統式切削法: 車床 銑床 磨床 搪床 鉋床 拉床 鑽床 鋸床 超音波加工(USM) 電子束加工(EBM) 放電加工(EDM) 電化加工(ECM) 雷射束加工(LBM) 化學銑切(CHM) 二、非切削性加工 1. 改變材料形狀加工法:鑄造.鍛造.沖壓.滾軋 2. 表面加工法:搪磨.研磨.滾磨.拋光.電鍍 3. 機件或材料連接法:熔接.鉚接.螺釘接合 4. 改變機械性質加工法:冷作.熱作.熱處理.珠擊法
 電子束加工(EBM) 放電加工(EDM) 電化加工(ECM) 雷射束加工(LBM) 化學銑切(CHM) 二、非切削性加工. 1. 改變材料形狀加工法:鑄造.鍛造.沖壓.滾軋. 2. 表面加工法:搪磨.研磨.滾磨.拋光.電鍍. 3. 機件或材料連接法:熔接.鉚接.螺釘接合. 4. 改變機械性質加工法:冷作.熱作.熱處理.珠擊法.")
15
製造加工 尺寸精度.表面粗糙度 公差—互換性 量測

16
品管 品管重要性 品質管制 QC 全面品質管制 TQC 品質保證 QA 統計品質管制 SQC
ISO

17
一、切削性加工 傳統式切削法: 非傳統式切削法 車床 銑床 磨床 搪床 鉋床 拉床 鑽床 鋸床
超音波加工(USM) 電子束加工(EBM) 放電加工(EDM) 電化加工(ECM) 雷射束加工(LBM) 化學銑切(CHM)
 電子束加工(EBM) 放電加工(EDM) 電化加工(ECM) 雷射束加工(LBM) 化學銑切(CHM)")
24
二、非切削性加工 1. 改變材料形狀加工法:鑄造.鍛造.沖壓.滾軋 2. 表面加工法:搪磨.研磨.滾磨.拋光.電鍍
1. 改變材料形狀加工法:鑄造.鍛造.沖壓.滾軋 2. 表面加工法:搪磨.研磨.滾磨.拋光.電鍍 3. 機件或材料連接法:熔接.鉚接.螺釘接合 4. 改變機械性質加工法:冷作.熱作.熱處理.珠擊法

25
1. 改變材料形狀加工法:鑄造. 熱作: 鍛造..滾軋 冷作: 抽拉.壓印.壓浮花 衝壓 電積成型 塑膠膜成型

26
2. 表面加工法: (1)表面形成 機械法:搪磨.研磨.滾磨.拋光.電鍍.超光磨.噴砂 冶金法:表面硬化法( 滲碳法.氮化法.高週波硬化法) 化學法:化學研磨.電解研磨.酸蝕雕刻 (2)表面塗層 金屬塗層:電鍍.金屬噴敷 有機塗層 :陽極氧化.磷酸防蝕 無機塗層:油漆.塑膠模

27
3. 機件或材料連接法: 熔接.:軟銲.硬銲.氣銲.電弧銲.電阻銲. 鉚接. 螺釘接合 黏接

28
4. 改變機械性質加工法:冷作. 熱作. 熱處理. 珠擊法

29
1-4 切削工具發展 一、工具鋼:200C , HRc62-64 二、高速鋼:600C , HRc65-68 , 分鎢系(W-Cr-V)、鉬系、鈷系 三、鑄造合金:820C , HRc56-62 , (Fe-W-Cr-Co) 四、碳化物:1200C , HRa92 , 分P、K、M類 , (碳、鎢、鈷) 五、塗層刀具:鍍層碳化鈦.碳化鎢 六、陶瓷工具:(Al2O3)、HRa94 七、立方氮化硼: 八、鑽石:適高速精切削 , 不宜作衝擊性切削
 五、塗層刀具:鍍層碳化鈦.碳化鎢. 六、陶瓷工具:(Al2O3)、HRa94. 七、立方氮化硼: 八、鑽石:適高速精切削 , 不宜作衝擊性切削.")
30
高速鋼(H.S.S) 鎢系高速鋼 鉬系高速鋼 鈷系高速鋼 18-4-1 標準型,分別含鎢18%.鉻4%.釩1%.
型,分別含鎢6%.鉬6%.鉻4%.釩2% 鈷系高速鋼 又稱超高速鋼,適合耐高溫環境.

31
鑄造合金 主要成分為鎢.鉻.鈷,最具代表性為史特鉻(stellite)亦稱亮金.
亦稱亮金.")
32
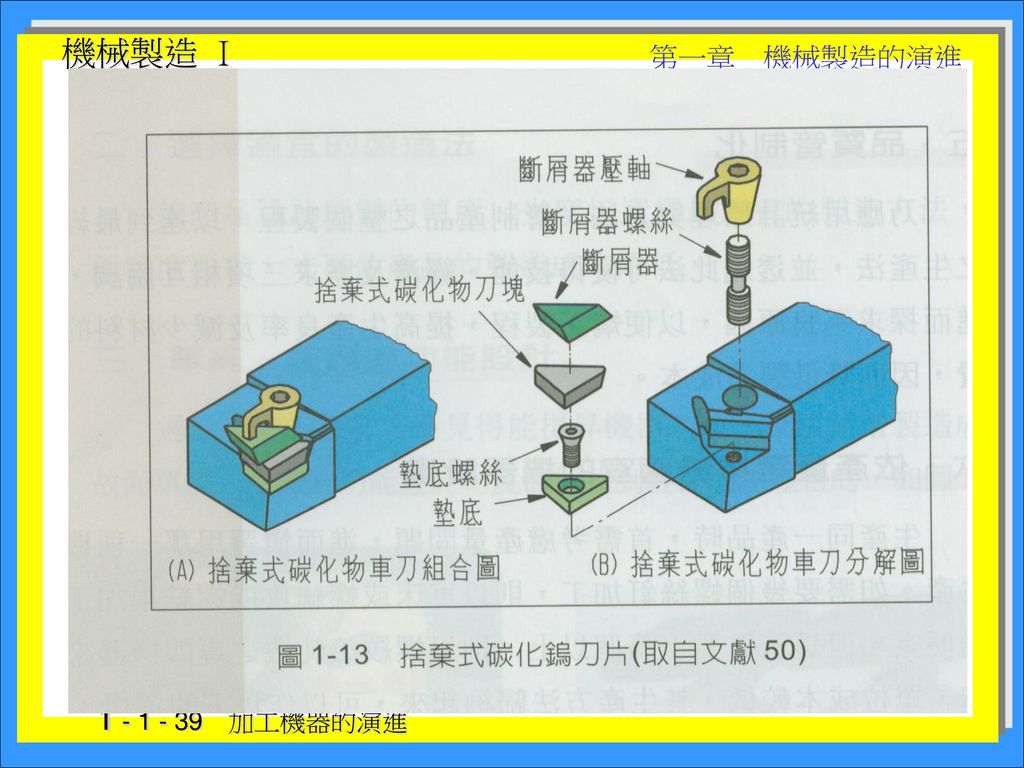
碳化物刀具 常見者為碳化鎢,耐熱溫度約12000C,紅熱硬度達HRa92,切削速度比高速鋼大3~4倍,主要由碳.鎢.粉末混入鈷當結合劑,加壓成形並經約15000C燒結之粉末治金法製成. 碳化鎢製成刀片,以銅銲銲在刀把上. 號數小愈適合高速精車削

33
碳化物刀具之分類 P 藍 M 黃 K 紅 類 別 刀柄 顏色 特性 適用材料 硬度及耐磨性高 碳鋼 介於P.K之間 不銹鋼 延性鑄鐵 韌性大
鑄鐵.石材 非鐵金屬

34
陶瓷刀具 切削速度比碳化鎢高2~3倍.韌性低脆性大.不適合震動性及重切削. 刀口斜角一般採-5~-7度以增加其強度.

35
立方氮化硼(CBN):熱處理後之工件 鑽石:硬度最高.耐磨.但脆性大.加格昂貴.不適合衝擊切削.適合高速精切削.
:熱處理後之工件 鑽石:硬度最高.耐磨.但脆性大.加格昂貴.不適合衝擊切削.適合高速精切削.")
36
1-5 製造方法之趨勢 零件製造專業化 控制方式朝電腦化 製程朝自動化 材料使用朝多元化 加工觀念彈性化 加工方式朝無屑加工及非傳統加工
切削刀具朝耐高及高硬度

37
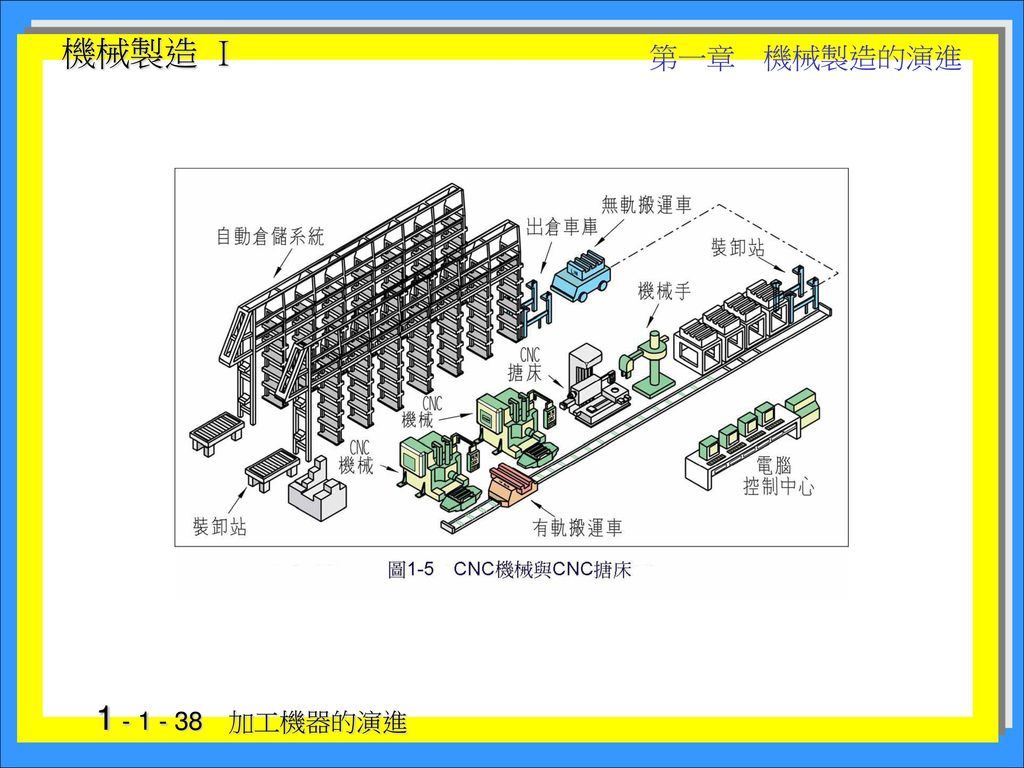
彈性製造系統(FMS) 係綜合CNC機器.倉儲管理系統.無人搬運車.工件自動裝卸設備與機器人,甚至自行檢驗的機件,皆能透過電腦來處理的技術,使工業生產達到無人化的境界,降低了人工成本.
 係綜合CNC機器.倉儲管理系統.無人搬運車.工件自動裝卸設備與機器人,甚至自行檢驗的機件,皆能透過電腦來處理的技術,使工業生產達到無人化的境界,降低了人工成本.")
Similar presentations