Download presentation
Presentation is loading. Please wait.

2
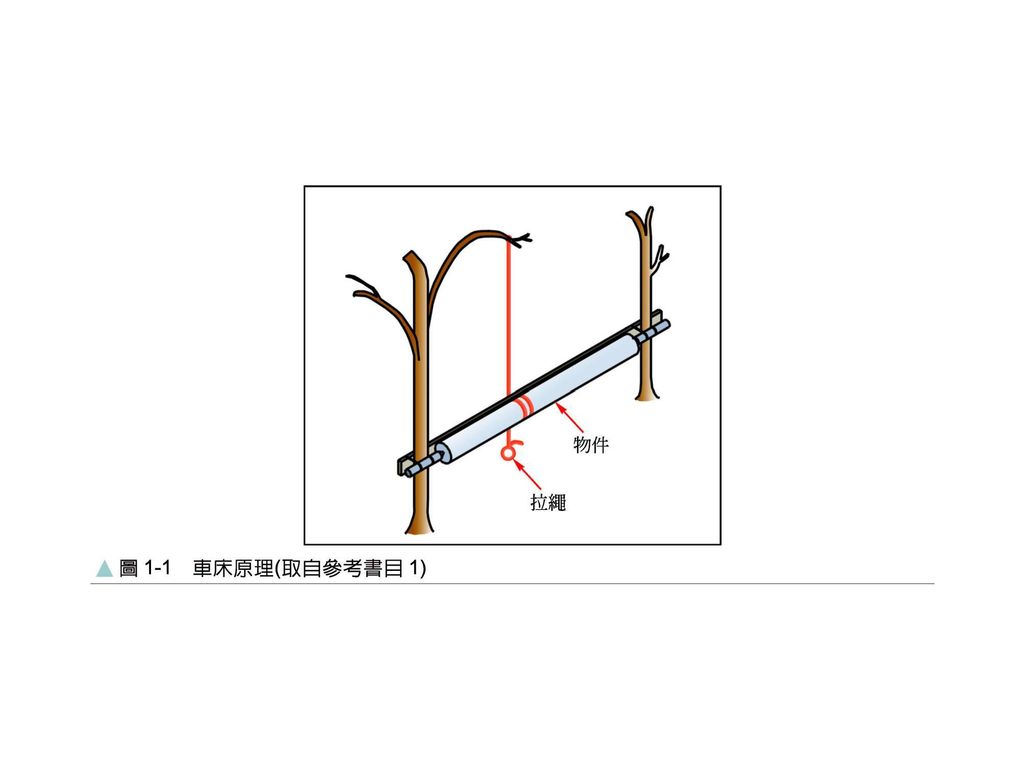
△ 人力→工業革命→機器時代→電腦→數值制時代 △ 車床原始模型→ 腳踏車床→ 皮帶式車床→ 齒輪式車床→ 數值控制車床

4
利用弓的彈力和腳踏板使繩索上下,轉動工件而達到加工目的

5
利用腳踏機構經曲柄供給動力

6
車床頭座內利用階級塔輪及皮帶來變速(有打滑現象,速比不定)
")
11
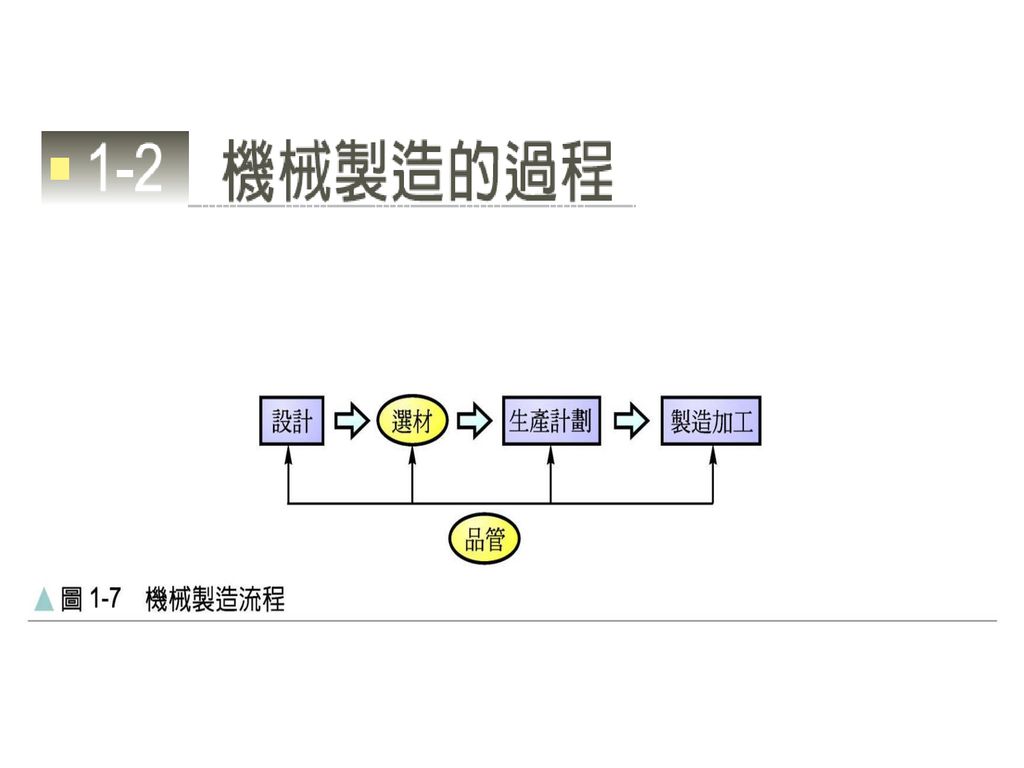
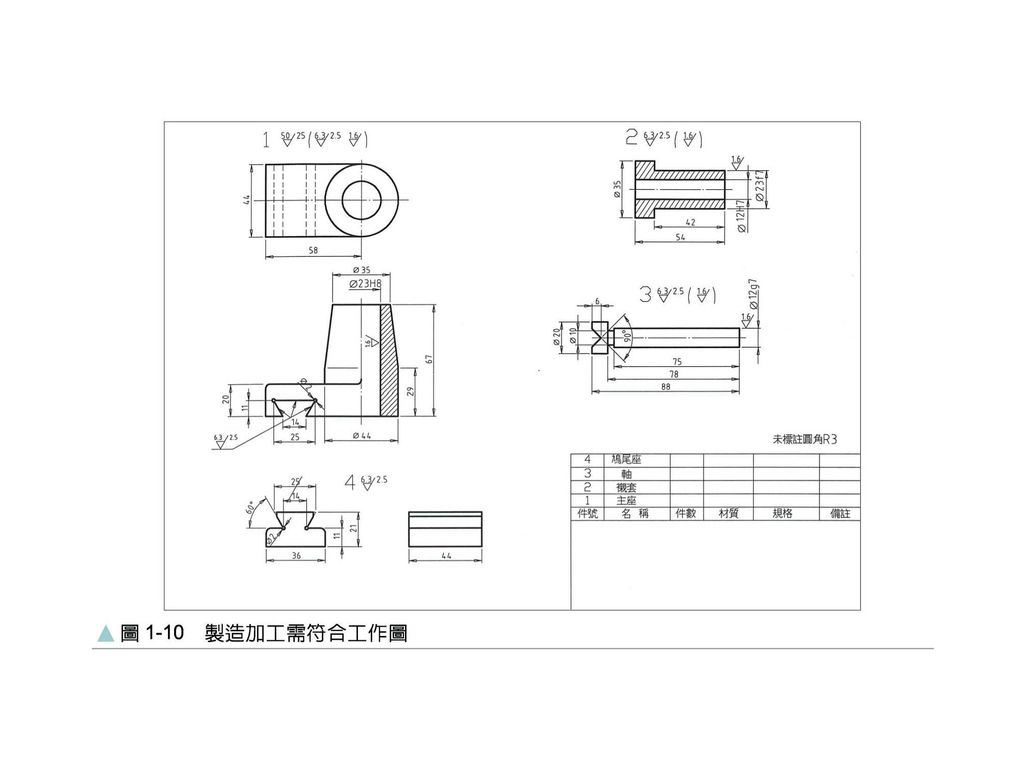
二、慎選材料 機械性質及特性、價格及供應的難易度
二、慎選材料 機械性質及特性、價格及供應的難易度 除LED燈泡外,其餘皆選用塑膠材質,可減低重量。

12
三、生產計畫 為適應材料的性質及產品的形狀、尺寸及精度,所以製造加工皆有其一定的程序,此即為機械製造的程序或方法(1-3節有粗略的分類與介紹),在執行加工前,就必需依所設計的工作圖選用不同的製造程序擬定生產計畫。 四、製造加工 依據工作圖進行製造加工時,必須注意尺寸的精度及表面的粗糙度是否符合設計要求,因此必須配合適當的量具加以測量(第七章)。
。")
14
五、品管要求 品質管制(QC):出廠前抽驗,管制生產有瑕疵的機器,使 品質提升(只在加工過程中)。
品質保證(QA):出貨後的售後服務以及顧客滿意度的提升。 全面品質管制(TQC):公司內全體部門必須同心協力、 互助合作達到品質管制的目的。 統計品質管制(SQC):應用資料分析配合統計方法,運用 在製造過程來解決問題的科學的方 法。 5M:人(Men)、原料(Materials)、機器(Machines)、 技術方法(Methods)、測量檢驗(Measurement)。
:出貨後的售後服務以及顧客滿意度的提升。 全面品質管制(TQC):公司內全體部門必須同心協力、 互助合作達到品質管制的目的。 統計品質管制(SQC):應用資料分析配合統計方法,運用 在製造過程來解決問題的科學的方 法。 5M:人(Men)、原料(Materials)、機器(Machines)、 技術方法(Methods)、測量檢驗(Measurement)。")
15
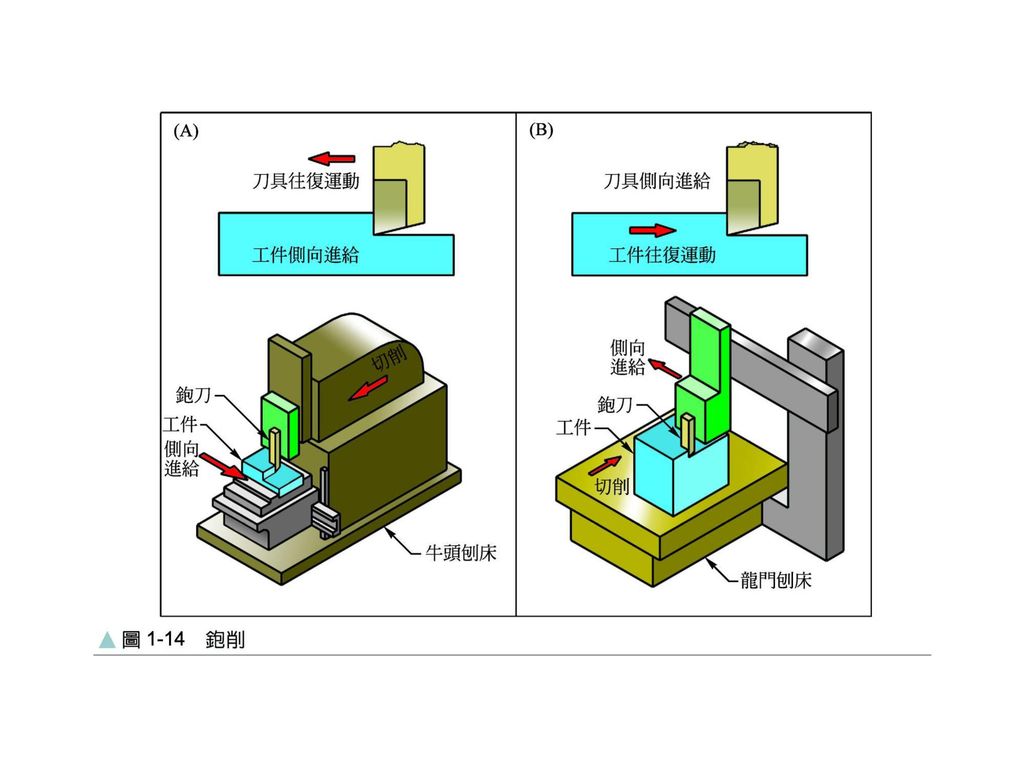
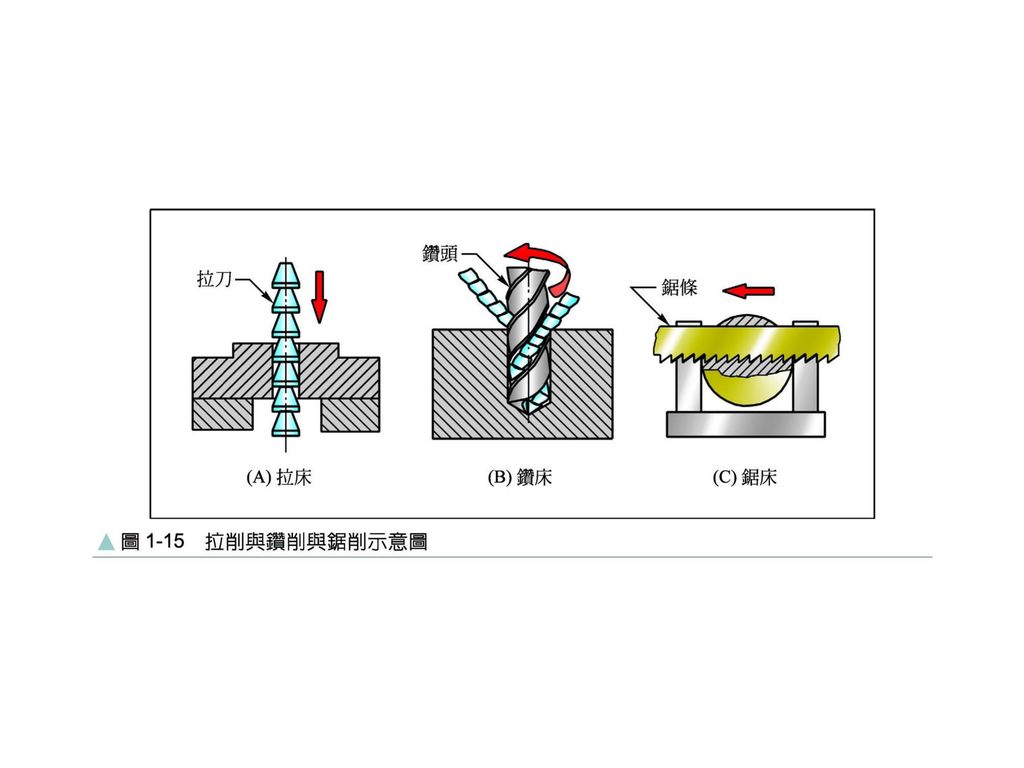
:將材料削成一定尺寸及精度(有屑加工) :刀具硬、材料軟 輪磨、切槽、滾齒刀削
 :刀具硬、材料軟 輪磨、切槽、滾齒刀削")
16
Play Flash

17
Play Flash

20
針對特殊材料或特硬材質,無更硬的刀具可使用。
***加工法(Machining)。 電化研磨(ECG) 化學機械研磨(CMP)
。 電化研磨(ECG) 化學機械研磨(CMP)")
21
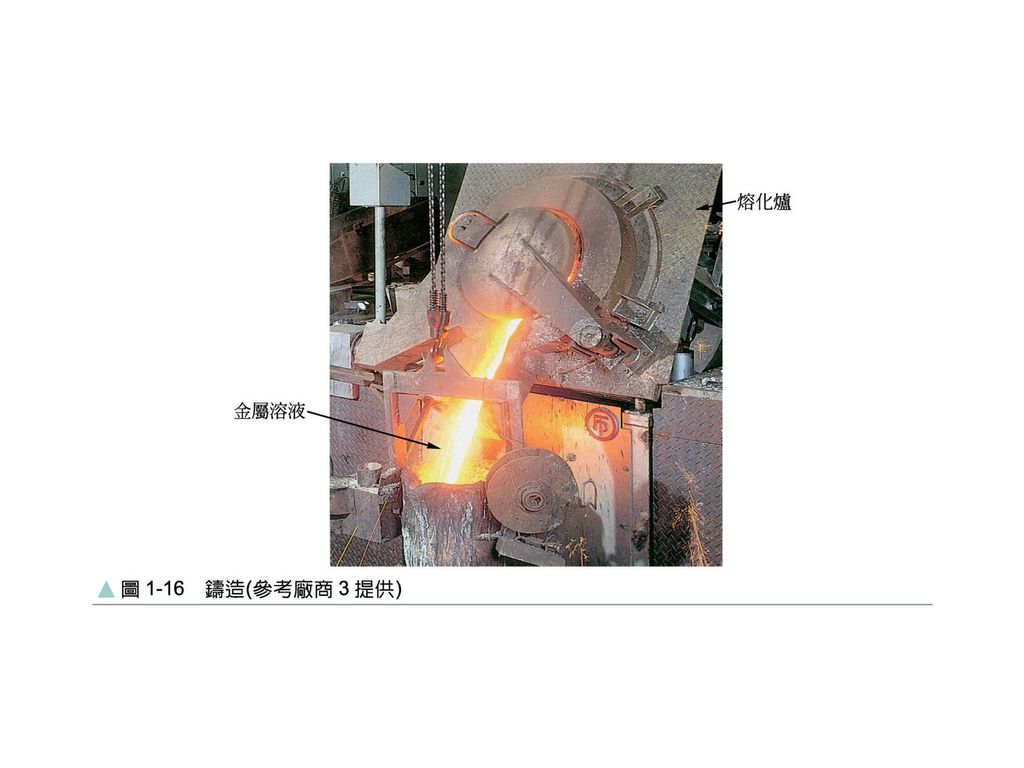
無屑加工 優:節省材料、降低購置切削加工機 器之成本。 缺:模具及設計費用增加。 將材料定型,一般需再作進一步加工。

23
Play Flash

24
其目的是使產品美觀、增加防蝕能力,使產品的壽命及商業附加價值增加 ,刺激顧客的購買慾。
有磨的

27
Play Flash

29
硬度:HRc65~67,耐熱溫度600 ℃ *研磨時,刃口必須經常浸水,以防退火軟化。

30
粗磨:綠色碳化矽砂輪(GC) 精磨:鑽石砂輪(D)
切削時不宜斷續使用切削劑,以免刀子受損。

31
種類 刀柄顏色 用途 P類 藍色 高抗拉強度之鋼類(延性材料)連續切削 K類 紅色 鑄鐵、石材或低抗拉強度之非鐵金屬(脆性材料)之不連續切削 M類 黃色 切削不銹鋼、合金鋼、延性鑄鐵等抗拉強度大難切削之材料 編號由01~50,其中數字愈小愈適於高速精車。

33
瓷金

36
鑽石、CBN、瓷金、陶瓷、塗層刀具、碳化鎢、鑄造合金、高速鋼、高碳鋼
硬、高速車削 軟、低速車削

37
主工廠只負責主要機件製造及機器最後的組裝、零件由衛星工廠提供。

38
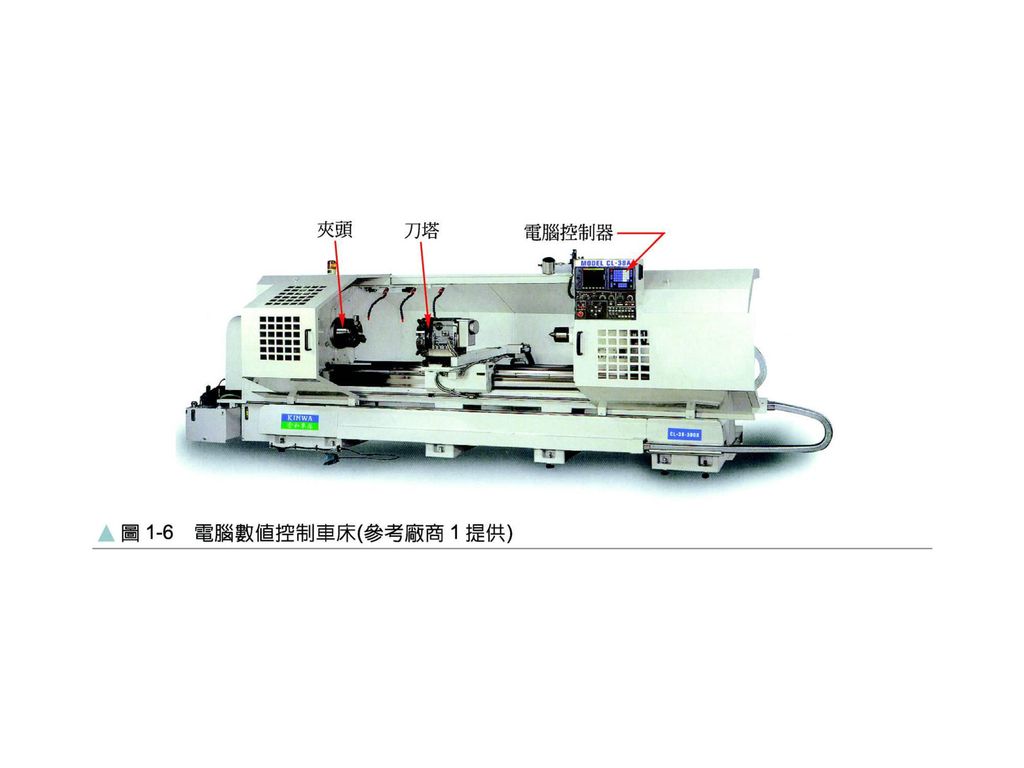
NC機器:將加工數據的資料,儲存於紙帶、磁帶或卡帶上,以控制機器的運作。
CNC工具機:NC機器加入電腦,使程式可經由鍵盤直接輸入、修改、儲存並可顯示於螢幕上,此種CNC機械適用於中量多樣化的生產。

39
一貫化作業,使產品單一化(彈性不夠)
")
Similar presentations







的教学体会 北京师大二附中 李文燕 2008 年西城新课程教师培训的讲稿.>")

 p.83.>")




 張敬芝 (19533125) 葉明臻 (19533126) 黃怡琅 (19533142)>")










 紙本送所屬單位審核 計畫聘任兼任助理(新增)>")