Download presentation
Presentation is loading. Please wait.

1
第十章 品質管制

2
學習目標 列出與簡單解釋製程管制要素。 解釋管制圖如何用來監控製程及使用概念。 使用並解釋管制圖。 使用連串檢定確認製程產出中非隨機性。 估計製程能力。

3
品質保證的方法

4
檢驗

5
檢驗考慮項目 要檢驗多少數量,以及何時檢驗。 檢驗應該設在哪個製程點。 集中檢驗或現場檢驗。 屬性(定性)檢驗或變量(定量)檢驗。
檢驗或變量(定量)檢驗。")
6
檢驗數量/頻率 檢驗(Inspection)與偵測系統 (Prevention) 檢驗須符合下列考量: 如何權衡檢驗成本與不良品期望成本?
檢驗成本 (see next slide) 不良項目通過之期望成本:若檢驗活動增加、則檢驗成本提升,但檢測出不良品,品質成本會降低。 如何權衡檢驗成本與不良品期望成本?
 不良項目通過之期望成本:若檢驗活動增加、則檢驗成本提升,但檢測出不良品,品質成本會降低。 如何權衡檢驗成本與不良品期望成本?")
7
檢驗成本

8
檢驗頻率 檢驗頻率端賴: 製程穩定度:穩定製程需要之次數較少 檢驗批量數目:小批量比大批量需要之樣本數較多(比例上)。
。")
9
在製程中何處進行檢驗? 原物料和進料:避免購入原物料不合設計規格(物理、化學、累積公差)。
完成品:修理或換貨成本通常比在工廠生產成本昂貴許多,故最後組裝測試為必要手段。 在高成本作業之前:設立檢驗站以去除瑕疵品之成本浪費。 在不可變更製程之前:生產超過某特定製程後即不能進行重工。 在覆蓋性/包裝製程之前 :如組裝、封裝、噴漆等。

10
檢驗點範例 企業型態 檢驗點 特性 速食業 收銀台 正確性 服務台 外觀、生產力 用餐區 清潔、無油污 建築物與地板 外觀、安全 廚房
清潔、食物衛生、食物儲藏、健康法規 停車場 安全、良好的照明

11
集中檢驗與就地檢驗 就地檢驗優點 快速決策 避免外在因素影響 實驗室檢驗優點 精密儀器 更適合測試的環境

12
統計製程管制 品質的一制性: 品管討論品質一致性 (Quality of conformance) ;製程產出是否符合設計規格。
統計製程管制: 用以評估製程產出(定期抽樣)以決定品質是否被接受。 在生產期間,對製程產出統計量的評估 品質的一制性: 製程產出(產品或服務)是否符合設計內容
以決定品質是否被接受。 在生產期間,對製程產出統計量的評估. 品質的一制性: 製程產出(產品或服務)是否符合設計內容.")
13
統計製程管制 管制程序 定義:定義製程規格(定量或定性) 衡量:計量與計數衡量 與設計標準比較 (累積公差)
評估:區別機遇(85%)與非機遇變異(15%) 採取矯正措施:解決非機遇變異與管理措施 評估矯正措施
與非機遇變異(15%) 採取矯正措施:解決非機遇變異與管理措施. 評估矯正措施.")
14
管制圖 管制圖 目的︰監控流程產出,區分機遇(common variance)與非機預變異 (assignable variance)
樣本統計量之時間順序圖形 (樣型-Pattern) 管制上下限決定出可接受變異範圍
 管制上下限決定出可接受變異範圍.")
15
管制圖

16
統計製程管制 統計製程管制使用統計方法,評估現行產出流程是否為隨機,確保將來產出也將會是隨機。

17
統計製程管制 變異與管制 機遇變異:在產出過程中之自然變異,其經由無數細微因素而產生 (舊機具零件耗損、管理問題)
非機遇變異: 一種可以找出來源變異 且可消除之。例如工具耗損、參數調整、不良物料、人為因素。

18
變異與管制 機遇變異或隨機變異 變異天生就存在於製程中。 非機遇變異或特殊變異 在製程的產出中可被辨認(可歸因於特定原因)並可消除的變異。
並可消除的變異。")
19
管制製程 定義 衡量 比較 評估 矯正 監控結果 See textbook

20
抽樣分配 抽樣分配為一種描述樣本統計值隨機性變異之理論性分配 中央極限定理提供了抽樣分配屬於常態分配或接近常態分 之理論基礎。

21
常態分配

22
管制圖 樣本統計量之時間順序圖形,用來區分隨機變異與非隨機變異。 分配會向二端趨向無限大。 管制界限
區分平均值的隨機變異與非隨機變異的分界。

23
管制界線

24
誤差 型 I 誤差 型 II 誤差 當製程在管制狀態內,卻判斷製程沒有落在管制狀態內。 (良品誤判為不良品)
又稱為生產者風險,因為生產者必須找出本來就不存在問題。 也稱為α風險,α為在二邊尾端機率總合。 型 II 誤差 當製程在管制狀態外,卻判斷製程落於管制狀態內。 (不良品誤判為良品) 又稱為消費者風險,因生產者並不知產品有問題,而把產品交至顧客手中。
 又稱為消費者風險,因生產者並不知產品有問題,而把產品交至顧客手中。")
25
型 I 誤差與型 II 誤差 管制狀態內 管制狀態外 無誤 型 I 誤差 (生產者風險) 型 II 誤差 (消費者風險)
 型 II 誤差 (消費者風險)")
26
型 I 誤差

27
抽樣分配觀察

28
變量管制圖 平均值管制圖 觀察製程集中趨勢。 x -bar管制圖。 全距管制圖 觀察製程分散趨勢。

29
計量(變量)管制圖 X-bar
管制圖 X-bar")
30
計量管制圖 X-bar-採用R 採用樣本全距作為製程變異程度之量度。其管制界限公式: See example 2

31
R管制圖 全距管制圖乃用以追蹤製程之分散程度,其對於製程分散程度之變動極為靈敏。其管制界限為: See example 3

32
平均值與全距管制圖(1/2)
")
33
平均值與全距管制圖(2/2)
")
34
如何決定最初管制界限 抽取20/25組樣本並計算各個樣本適當統計量(平均 數或全距) 運用公式計算初步管制界限並繪製圖形
將樣本統計量繪製於管制圖上,並注意是否有樣 本點落於管制界限外 若無發現點落於管制界限外(管制中) 。反之,則 應矯正產生變異之非機遇原因,並刪除界限外樣 本點,再重新計算管制界限並檢驗製程是否處於 管制中。
 。反之,則 應矯正產生變異之非機遇原因,並刪除界限外樣 本點,再重新計算管制界限並檢驗製程是否處於 管制中。")
35
屬性管制圖-計數管制圖 p管制圖:用來監控製程中不良品的機率(不良項目比率)。 c管制圖:用來監控每單位不良品個數(每單位缺點數目)。
。 c管制圖:用來監控每單位不良品個數(每單位缺點數目)。")
36
選擇 p 管制圖或 c 管制圖

37
p-管制圖 p管制圖中心線為母體中平均不良率,當p已知時,抽樣分配標準差為: 若p未知,則可由樣本中估計p值, see example 4.

38
c-管制圖應用 當目標在於管制每單位瑕疵數時,則使用c管制圖,其依據波松分配(Poisson distribution)假設,缺點是在某連續區域中產生,且在特定點產生一個以上缺點機率極低。每個單位平均數為c,標準偏差為 常用常態分配估計值取代Poisson。 若p未知,則可由樣本中估計p值, see example 4

39
管制圖在管理上考量因素 理想狀態下,一個優良製程勿須使用任何管制圖。 但現實狀況下,欲達到預定品質水準須於各個製 程中設定管制圖檢驗站。
在製程中的何處使用管制圖? 樣本大小要取多少? 抽樣頻率 要使用哪一種管制圖? 計數管制圖 計量管制圖

40
連串檢定(run tests) 連串檢定:通常用來補充管制圖,目的是檢定隨機性。
即使管制圖中所有點可能都落在管制界限之內,資料仍然可能無法反映出隨機製程。 任何形式樣本都可能為非隨機製程。 數據中模式的呈現可指出非隨機製程所在

41
不隨機的範例(1/2)
")
42
不隨機的範例(2/2)
")
43
連串(run) 連串指某種特性之一系列觀測值,其後跟隨一個或 多個具有不同特性之觀測值。
Example: AA BBB A,三個連串(RUN) 上、下連串檢測:A(大於)與B(小於)於中位數,相 近連串之U(上)與D(下) 。 See textbook for details.
 上、下連串檢測:A(大於)與B(小於)於中位數,相 近連串之U(上)與D(下) 。 See textbook for details.")
44
計算連串

45
計算連串

46
連串計算 為了決定是否製程中具有不穩定模式,管制圖中數據須轉換成A、B 或 U、D。 這些數目須與完全隨機系列之期望比較。
以中位數/U and D檢定為例,其期望連串數為觀測數目之函數。

47
連串計算 任意一組觀測值之實際連串數會隨期望值而變動之,隨機變異性可使用連串的標準差衡量之。
為了自模式中區別出機遇變異,則必須應用中位數連串與向上(U)/向下(D)之抽樣分配。 實務上,經由區分連串觀測數與期望值為最容易決定標準偏差z數字。Example: 95.5%(2 σ,z=±2)連串中,若觀測值落於界限中,則無非隨機模式存在。
/向下(D)之抽樣分配。 實務上,經由區分連串觀測數與期望值為最容易決定標準偏差z數字。Example: 95.5%(2 σ,z=±2)連串中,若觀測值落於界限中,則無非隨機模式存在。")
48
連串計算

49
連串計算 就中位數連串檢定與U/D連串檢定而言,可由下列公式求出z值。 See example 6

50
當製程出現可能的非隨機變異會如何? 可能錯誤訊號(即型 I 誤差) 。 可能為隨機變異原因存在訊息。 必須註明機遇發生原因。 當團隊實際需要處理更多複雜問題時,可以訓練操作員去處理簡單問題。
 。 可能為隨機變異原因存在訊息。 必須註明機遇發生原因。 當團隊實際需要處理更多複雜問題時,可以訓練操作員去處理簡單問題。")
51
製程能力 公差 規格:依工程設計或顧客要求所建立,其指出個別產出單位的落點數值範圍。 管制界限:其可反映樣本統計量之隨機性變動程度統計界限。
製程變異性:反映製程中自然或天生變異 管制界限乃以抽樣變異性為基礎;而抽樣變異性為製程變數之函數。 規格公差與管制界限或製程變異間並無直接關聯。製程於統計上也許在管制中,但製程產出並不一定符合規格公差 製程能力:指製程產出天生變異性,相對於規格的製程變異性

52
製程能力與規格

53
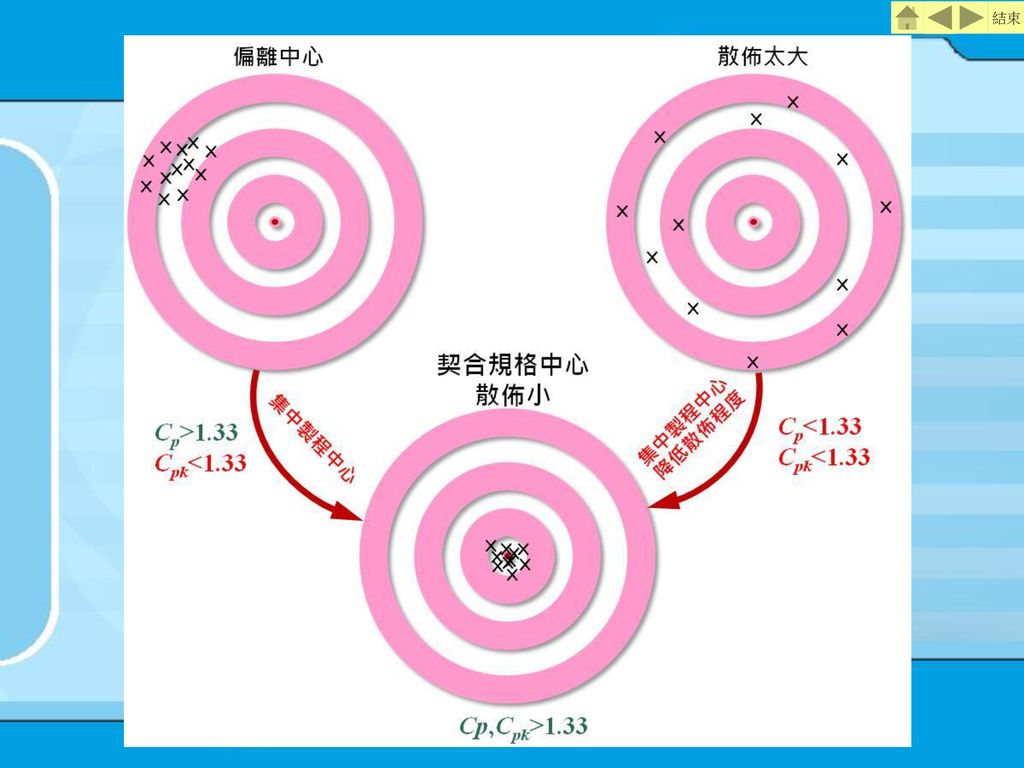
製程能力指標 Cpk = min { , } See examples 7, 8, and 9

55
製程能力指標限制 製程可能並不穩定 有些製程產出並非常態分配 若製程非集中化,但卻使用Cp 指標, 將得到誤導的結果

56
3 與 6 製程能力

57
3 與 6 製程能力

58
製程能力改進 方法 範例 簡單化 減少步驟、減少零件數、使用模組的設計 標準化 使用標準零件與標準製程 改進缺失 防呆設計、簡化控制程序
設備升級 更換壞掉的設備、使用新科技 自動化 以自動化操作取代人工作業

59
田口成本函數

60
能力指數限制 若製程並不穩定,能力指標將無意義。 若製程產出並非常態分配,求出不接受產出比率是不正確的。
若製程不集中,卻使用 Cp 指標,將產生錯誤的結果。

61
品質管制的概觀

Similar presentations










 Wonnacott and Wonnacott. Introductory>")








