Download presentation
1
二氧化碳对发酵的影响 及其控制

2
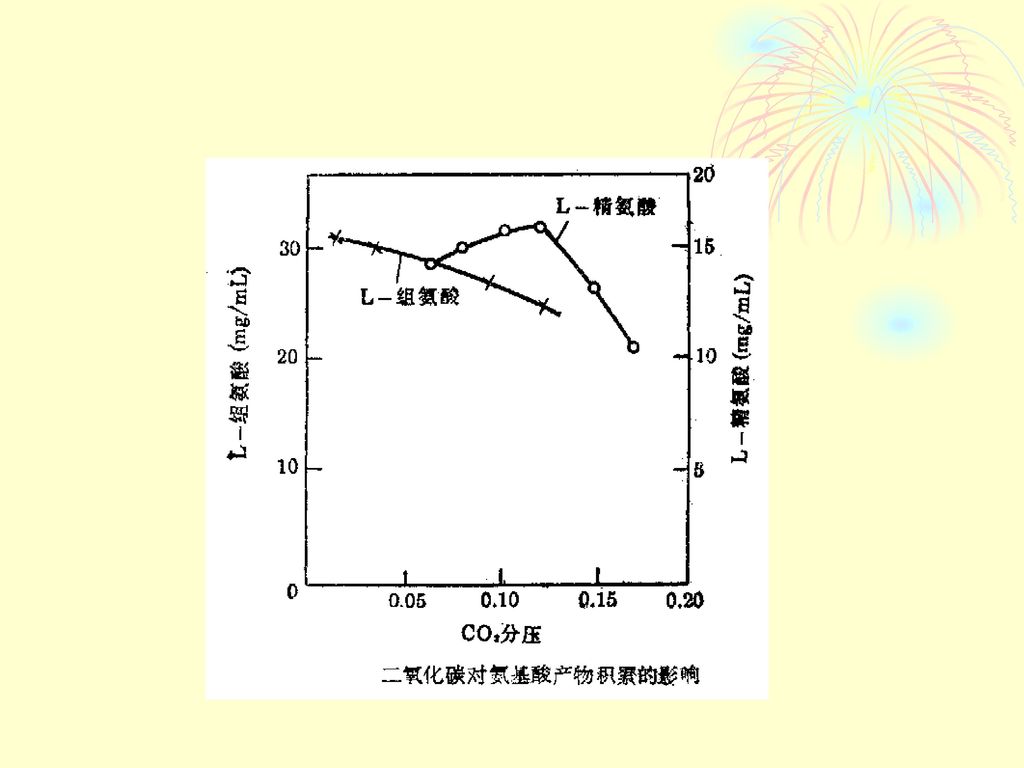
(1) 二氧化碳对发酵的影响 CO2的抑制作用 CO2是微生物的代谢产物,同时也是某些合成代谢的一种基质,它是细胞代谢的重要指标。
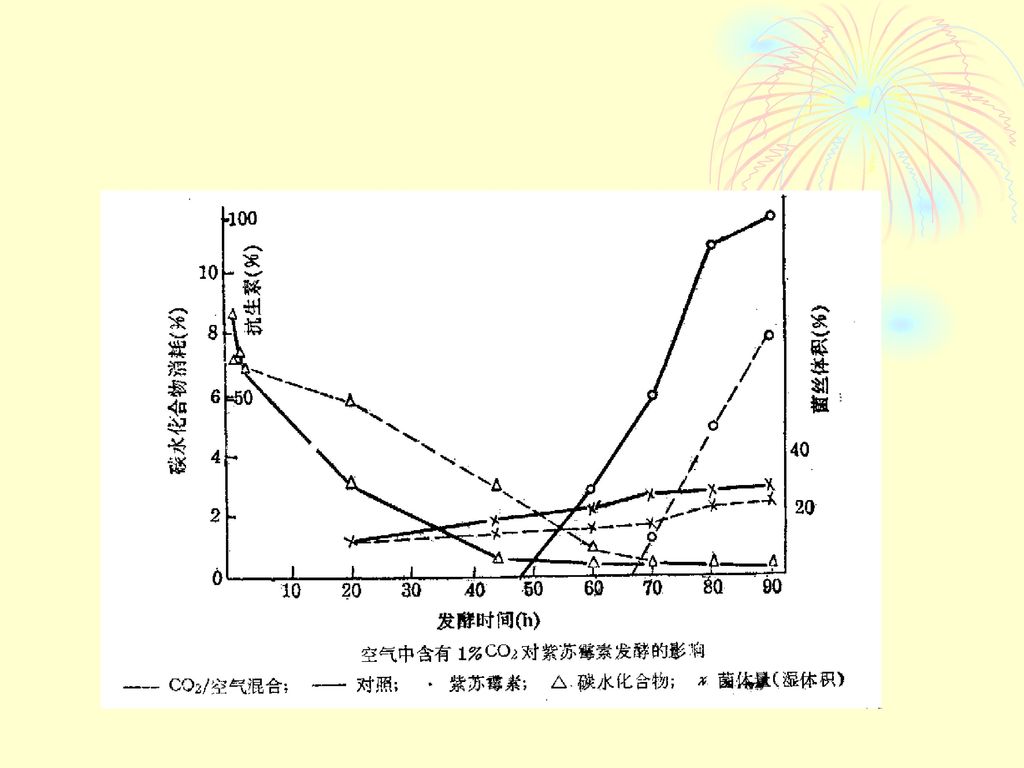
(1) 二氧化碳对发酵的影响 CO2是微生物的代谢产物,同时也是某些合成代谢的一种基质,它是细胞代谢的重要指标。 CO2的抑制作用 影响菌体生长、形态及产物合成 高浓度的CO2会影响产黄青霉的菌丝形态。 大多数微生物适应低CO2浓度(0.02~0.04%体积分数)。当尾气CO2浓度高于4%时微生物的糖代谢与呼吸速率下降。
 二氧化碳对发酵的影响. CO2是微生物的代谢产物,同时也是某些合成代谢的一种基质,它是细胞代谢的重要指标。 CO2的抑制作用. 影响菌体生长、形态及产物合成. 高浓度的CO2会影响产黄青霉的菌丝形态。 大多数微生物适应低CO2浓度(0.02~0.04%体积分数)。当尾气CO2浓度高于4%时微生物的糖代谢与呼吸速率下降。")
5
CO2对细胞的作用机制: CO2 ——主要作用在细胞膜的脂肪酸核心部位 ——影响磷脂的亲水头部带电荷的表面及细胞膜表面上的蛋白质

6
(2) 呼吸商与发酵的关系 呼吸商: RQ值可以反映菌体的代谢情况,例如酵母培养过程:
(2) 呼吸商与发酵的关系 呼吸商: RQ值可以反映菌体的代谢情况,例如酵母培养过程: RQ=1 糖代谢走有氧分解代谢途径,仅供生长、无产物形成; RQ>1.1 走EMP途径,生成乙醇; RQ= 生成柠檬酸; RQ< 生成的乙醇被当作基质再利用。
 呼吸商与发酵的关系. 呼吸商: RQ值可以反映菌体的代谢情况,例如酵母培养过程: RQ=1 糖代谢走有氧分解代谢途径,仅供生长、无产物形成; RQ>1.1 走EMP途径,生成乙醇; RQ=0.93 生成柠檬酸; RQ<0.7 生成的乙醇被当作基质再利用。")
7
★ 菌体在利用不同基质时,其RQ值也不同;

8
CO2浓度的控制:根据其对发酵的促进或抑制作用,通过调节通气量和搅拌速率,提高或降低其浓度。
(3) 二氧化碳浓度的控制 发酵液中CO2浓度受到许多因素的影响,如细胞的呼吸强度、发酵液的流变学特性、通气搅拌程度、罐压大小和设备规模等。值得注意的是,罐内的CO2分压是液体深度的函数。 CO2浓度的控制:根据其对发酵的促进或抑制作用,通过调节通气量和搅拌速率,提高或降低其浓度。
 二氧化碳浓度的控制. 发酵液中CO2浓度受到许多因素的影响,如细胞的呼吸强度、发酵液的流变学特性、通气搅拌程度、罐压大小和设备规模等。值得注意的是,罐内的CO2分压是液体深度的函数。 CO2浓度的控制:根据其对发酵的促进或抑制作用,通过调节通气量和搅拌速率,提高或降低其浓度。")
9
加糖、补料对发酵的影响 及其控制

10
分批发酵常因配方中的糖量过多造成细胞生长过旺,供氧不足。解决这个问题可在发酵过程中加糖和补料。补料的作用是及时供给菌合成产物的需要。通过补料控制可解除抑制:基质过浓的抑制、产物的反馈抑制以及G分解代谢物的抑制。从而调节菌体的呼吸,以免培养过程受氧的限制。P185

11
补料的策略: 一次性大量:操作简便,但会造成发酵液瞬时大量稀释,扰乱菌的生理代谢,难于将过程控制在最适合于生产的状态; 多次少量:麻烦些,但更合理; 连续流加:快速、恒速、指数和变速流加。

12
流加操作控制系统又分为有反馈控制和无反馈控制两类
在反馈控制操作中: 非直接法:溶氧、PH、呼吸商、排气 中的CO2、代谢产物的浓度; 直接法:限制性营养物的浓度(氮源、碳 源、碳氮比) (由于缺乏直接测量的传感器,此法受限制)
 (由于缺乏直接测量的传感器,此法受限制)")
13
补料应注意的问题 1、料液配比要适当 2、加强无菌观念 3、经济核算,节约粮食 4、培养基的碳、氮要平衡

14
采用最优的补料程序也是依赖于比生长曲线、形态、产物形成速率及发酵的初始条件等情况。
必须选择恰当的反馈控制参数,以及了解这些参数对微生物代谢、菌体生长、基质利用以及产物形成之间的关系。 采用最优的补料程序也是依赖于比生长曲线、形态、产物形成速率及发酵的初始条件等情况。

15
优化补料速度也是补料控制的一个重要环节。因为养分和前体需要维持适当的浓度,而它们则以不同速被消耗,所以,补料速度要根据微生物对营养等的消耗速度及所设定的培养液中最低维持浓度而定。

16
补料的原则:就在于控制微生物的中间代谢,使之向着有利于产物积累的方向发展。
补料的内容和补料时机,都是根据菌的生长代谢、生物合成规律进行调节控制,但大多数都根据经验进行。 经验表明,在最适补料条件下,能正确控制菌体量的增加和糖的消耗,获得较好的效果。

17
6.3 泡沫对发酵的影响及控制

18
6.3.1 发酵过程中泡沫的产生 泡沫产生的原因 (1)由外界引进的气流被机械地分散形成 (2)由发酵过程产生的气体聚结生成的发酵泡沫
发酵过程中泡沫的产生 泡沫产生的原因 (1)由外界引进的气流被机械地分散形成 (2)由发酵过程产生的气体聚结生成的发酵泡沫 (3)发酵液中糖、蛋白质和代谢物等的存在起到加强或稳定泡沫的作用
由外界引进的气流被机械地分散形成. (2)由发酵过程产生的气体聚结生成的发酵泡沫. (3)发酵液中糖、蛋白质和代谢物等的存在起到加强或稳定泡沫的作用.")
19
泡沫消长的影响因素: (1)通气、搅拌的剧烈程度
(2)培养基所用原材料性质:蛋白质原料如蛋白胨、玉米浆、花生饼粉、黄豆饼干粉、酵母粉和糖蜜等是主要的发泡物质。培养基中蛋白质含量越多,发酵液的粘度也越大,越容易起泡,泡沫多而且持久稳定。 另外 ,培养基的灭菌方法、灭菌温度和时间也会影响到培养基成分的变化,从而影响培养基的起泡能力。
培养基所用原材料性质:蛋白质原料如蛋白胨、玉米浆、花生饼粉、黄豆饼干粉、酵母粉和糖蜜等是主要的发泡物质。培养基中蛋白质含量越多,发酵液的粘度也越大,越容易起泡,泡沫多而且持久稳定。 另外 ,培养基的灭菌方法、灭菌温度和时间也会影响到培养基成分的变化,从而影响培养基的起泡能力。")
20
6.3.2 泡沫对发酵的危害 (1)使发酵罐的装填系数减少 (2)造成大量逃液,导致产物损失 (3)增加了染菌的机会
泡沫对发酵的危害 (1)使发酵罐的装填系数减少 (2)造成大量逃液,导致产物损失 (3)增加了染菌的机会 (4)增加了菌群的非均一性 (5)消泡剂的加入给提取工序带来困难
使发酵罐的装填系数减少. (2)造成大量逃液,导致产物损失. (3)增加了染菌的机会. (4)增加了菌群的非均一性. (5)消泡剂的加入给提取工序带来困难.")
21
发酵过程中泡沫的控制 ★机械消沫 ★化学消沫(消沫剂消沫)
")
22
(1)机械消沫 原理:利用物理作用,靠机械的强烈振动或压力的变化促使泡沫破碎。 优点:节省原材料,不会增加下游工段的负担,减少染杂菌。
缺点:效率不高(作为消沫的辅助方法),不能从根本上消除泡沫成因。
,不能从根本上消除泡沫成因。")
23
罐内机械消沫 例如:耙式消泡桨装在发酵罐的搅拌轴上,桨上的齿面略高于液面,靠轴的旋转带动来打碎泡沫,起到消泡的作用。

24
罐内机械消沫

25
罐外机械消沫 通过喷头将含气泡的培养液喷向转向板,使其破裂,然后再流回发酵罐。

26
(2)化学消沫 ★化学消沫的机理:化学消沫剂是表面活性剂。一般好的消沫剂应同时具备降低液膜的机械强度和表面粘度这两种性能。
★常用的消沫剂(溶解度较小、分散性较差的高分子化合物): a)天然油脂类:玉米油、豆油、菜油及猪油等 b)高级醇类:十八醇、聚二醇等 c)聚醚类:聚氧丙烯甘油(GP)、聚氧乙烯氧丙烯甘油(“泡敌”)(GPE)等P187 d)硅酮类:聚二甲基硅氧烷及其衍生物 e)氟化烷烃
: a)天然油脂类:玉米油、豆油、菜油及猪油等. b)高级醇类:十八醇、聚二醇等. c)聚醚类:聚氧丙烯甘油(GP)、聚氧乙烯氧丙烯甘油( 泡敌 )(GPE)等P187. d)硅酮类:聚二甲基硅氧烷及其衍生物. e)氟化烷烃.")
27
(2)化学消沫 a) 机械分散、或借助分散剂 b) 与载体一起使用 c) 多种消沫剂并用 d) 利用乳化剂增强消沫剂的消沫作用
消泡剂多数是溶解度小、分散性不十分好的高分子化合物,所以在使用时,要考虑如何降低它的黏度和提高它的分散性,来增强它们的消泡效果。使用的增效方法有: a) 机械分散、或借助分散剂 b) 与载体一起使用 c) 多种消沫剂并用 d) 利用乳化剂增强消沫剂的消沫作用
 机械分散、或借助分散剂. b) 与载体一起使用. c) 多种消沫剂并用. d) 利用乳化剂增强消沫剂的消沫作用.")
28
6.4 发酵染菌的防治及处理

29
染菌是发酵生产中的一个致命弱点,轻者影响了生产产品的收率和产品质量,重者会导致“倒罐”,造成严重的经济损失。
目前:提高生产技术水平,尽可能防止发酵染菌的发生,而且一旦发生染菌,要能尽快找出其污染的原因,并采取相应的有效措施,把发酵染菌造成的损失降低到最小。

30
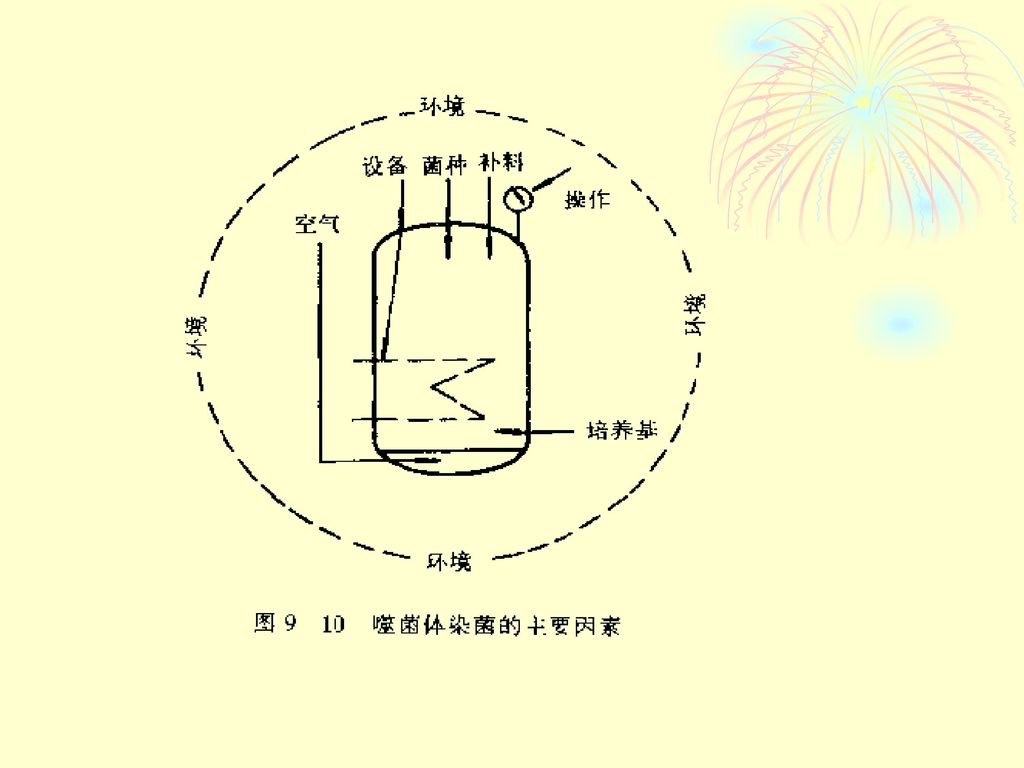
6.4.1 染菌的途径分析 ● 种子包括进罐前菌种室阶段出问题 ● 培养基的配制和灭菌不彻底
染菌的途径分析 ● 种子包括进罐前菌种室阶段出问题 ● 培养基的配制和灭菌不彻底 ● 设备上特别是空气除菌不彻底和过程控制操作上的疏漏 ★ 连续搅拌 ★ 供给无菌空气、排放多余空气 ★ 多次添加消沫剂、补充培养基 ★ 定时取样分析

31
6.4.2 染菌的判断和防治 ◆ 镜检 ◆ 无菌试验 ◆ 一些状态参数,如溶氧变化、排气中的CO2含量等
染菌的判断和防治 ◆ 镜检 ◆ 无菌试验 ◆ 一些状态参数,如溶氧变化、排气中的CO2含量等 ◆ 异常现象,如菌体生长不良、耗糖慢、pH值异常变化、发酵过程中泡沫的异常增多、发酵液的颜色异常变化、代谢产物含量的异常下跌、发酵周期的异常延长、发酵液的粘度异常增加等

32
▲造成发酵染菌的原因有很多,且常因工厂不同而有所不同,但设备渗漏、空气中有杂菌、种子带菌、灭菌不彻底和技术管理不善等是造成各厂污染杂菌的普遍原因。
▲一般,从染菌的种类可大致判断其来源P208 从发酵染菌的规模分析 不同染菌时间分析 ▲对抗生素发酵染菌: 前期——原则上可适当改变生长参数,使有利于生产菌而不利于杂菌的生长,或加入某些抑制杂菌的化合物。 中后期——除非是噬菌体通常后果不会那么严重。

33
6.4.3 染菌的挽救或处理 (1)种子培养期染菌的处理
染菌的挽救或处理 (1)种子培养期染菌的处理 种子受到杂菌污染后,应经灭菌后弃之,并对种子罐、管道等进行仔细检查和彻底灭菌。同时采用备用种子。 (2)发酵前期染菌的处理 如培养基中的碳、氮源含量还比较高时,终止发酵,将培养基重新进行灭菌处理后再用;否则,补充新鲜培养基,再进行灭菌处理。 也可采取降温培养、调节pH值、调整补料量、补加培养基等措施。
种子培养期染菌的处理. 种子受到杂菌污染后,应经灭菌后弃之,并对种子罐、管道等进行仔细检查和彻底灭菌。同时采用备用种子。 (2)发酵前期染菌的处理. 如培养基中的碳、氮源含量还比较高时,终止发酵,将培养基重新进行灭菌处理后再用;否则,补充新鲜培养基,再进行灭菌处理。 也可采取降温培养、调节pH值、调整补料量、补加培养基等措施。")
34
6.4.3 染菌的挽救或处理 (3)发酵中、后期染菌的处理 (4)染菌后对设备的处理 彻底清洗发酵罐,并加热灭菌后才能使用。
染菌的挽救或处理 (3)发酵中、后期染菌的处理 加入适当的杀菌剂或抗生素,以抑制杂菌的生长,也可采取降低培养温度、降低通风量、停止搅拌、少量补糖等其他措施。 若产物含量已达一定值,也可放罐。 废液应加热灭菌后才能排放。 (4)染菌后对设备的处理 彻底清洗发酵罐,并加热灭菌后才能使用。 也可用甲醛熏蒸或甲醛溶液浸泡12h以上等方法进行处理。
发酵中、后期染菌的处理. 加入适当的杀菌剂或抗生素,以抑制杂菌的生长,也可采取降低培养温度、降低通风量、停止搅拌、少量补糖等其他措施。 若产物含量已达一定值,也可放罐。 废液应加热灭菌后才能排放。 (4)染菌后对设备的处理. 彻底清洗发酵罐,并加热灭菌后才能使用。 也可用甲醛熏蒸或甲醛溶液浸泡12h以上等方法进行处理。")
35
噬菌体污染及其防治 利用细菌或放线菌进行的发酵容易受噬菌体的污染,由于噬菌体的感染力非常强,传播蔓延迅速,且较难防治,对发酵生产有很大的威胁。噬菌体是一种感染细菌或放线菌的病毒。

36
烈性噬菌体:感染宿主细胞后,立即引起细胞裂解
噬菌体有两类: 烈性噬菌体:感染宿主细胞后,立即引起细胞裂解 温和性噬菌体:感染细胞后,并不马上引起细胞裂解,而是以“原噬菌体”方式整合在宿主的DNA中,随寄主繁殖而延续传代。 带有原噬菌体的菌株称为溶原性菌株。

37
原噬菌体不同于营养期的噬菌体,它没有感染性,对宿主一般无不良影响,但是:
☆溶原性菌株具有产生噬菌体的潜在能力:溶原性菌株培养时,少数会自发脱离染色体,导致细菌裂解。而在某些物理化学因素(UV,X射线,氮芥等)刺激下,原噬菌体会脱离染色体,开始复制,从而导致溶原性菌株裂解,产生大量的噬菌体。 ☆对同一类型噬菌体具有免疫性:溶原性菌株对其本身产生的噬菌体或外来的同源噬菌体不敏感,这些噬菌体虽然可以进入溶原性菌株,但不能增殖,也不能导致溶原性菌株裂解。
刺激下,原噬菌体会脱离染色体,开始复制,从而导致溶原性菌株裂解,产生大量的噬菌体。 ☆对同一类型噬菌体具有免疫性:溶原性菌株对其本身产生的噬菌体或外来的同源噬菌体不敏感,这些噬菌体虽然可以进入溶原性菌株,但不能增殖,也不能导致溶原性菌株裂解。")
38
噬菌体的污染途径: 可以通过环境污染、设备的渗漏或”死角” 、空气系统、培养基灭菌不彻底、补料过程及操作失误、菌种带进噬菌体或本身是病原性菌株等途径使发酵染菌。

40
噬菌体的危害: 可引起发酵中噬菌体污染的实例: 丙酮、丁醇发酵中的噬菌体污染 抗生素发酵中的噬菌体污染 谷氨酸发酵的噬菌体污染

41
发酵前期污染噬菌体后的异常现象: (1)光密度开始上升后下降、不升或回降,甚至下降到零小时以下。 (2)pH值逐渐上升,升到8.0以上,不再下降,排气C02一反常态,CO2迅速下降,相继出现OD值下跌,PH上升、耗糖慢等异常现象。 (3)耗糖缓慢或停止,发酵缓慢,周期长,提取困难。 (4)产生大量泡沫;发酵液粘度大,甚至呈现粘胶状,可拔丝,发酵液发红、发灰;有刺激气味。
耗糖缓慢或停止,发酵缓慢,周期长,提取困难。 (4)产生大量泡沫;发酵液粘度大,甚至呈现粘胶状,可拔丝,发酵液发红、发灰;有刺激气味。")
42
(5)谷氨酸产量甚少,或增长极为缓慢,或不产酸;也会出现产酸反而偏高或一段时间内忽好忽坏。
(6)镜检时可发现菌体数量显著减少,菌体不规则,缺乏八字排列,发圆;细胞核染色,部分细胞核消失;革兰氏染色后,呈现红色碎片,完整菌体很少。 (7)平板检查有噬菌斑,摇瓶检查发酵液清稀。
镜检时可发现菌体数量显著减少,菌体不规则,缺乏八字排列,发圆;细胞核染色,部分细胞核消失;革兰氏染色后,呈现红色碎片,完整菌体很少。 (7)平板检查有噬菌斑,摇瓶检查发酵液清稀。")
43
噬菌体的防治: 1)严格控制活菌体排放,切断噬菌体的“粮源”。 2)注意环境卫生,消灭噬菌体与杂菌。 3)选育抗性生产菌株。 4)生产中轮换使用菌种。 5)药物防治例如用金霉素、四环素等。
严格控制活菌体排放,切断噬菌体的 粮源 。 2)注意环境卫生,消灭噬菌体与杂菌。 3)选育抗性生产菌株。 4)生产中轮换使用菌种。 5)药物防治例如用金霉素、四环素等。")
44
6.5 发酵终点的判断

45
要确定一个合理的放罐时间,需要考虑下列几个因素
一.经济因素 二.产品质量因素 三.特殊因素

46
发酵类型不同,要求达到的目标也不同,因而对发酵终点的判断标准也应有所不同。
产率、得率、发酵系数、高的产物浓度 ◆ 如要提高总产率,则必须缩短发酵周期。即在产率降低时放罐。 ◆ 放罐时间对下游工序有很大的影响。放罐过早,会残留过多养分,增加提取工段的负担;如放罐过晚,菌丝自溶,不仅会延长过滤时间,还可能使一些不稳定的产物浓度下跌,扰乱提取工段。 ◆ 临近放罐时加糖、补料或消沫剂要慎重。

47
判断放罐的指标主要有: 产物浓度、过滤速度、菌丝形态、氨基氮、pH、DO、发酵液的粘度和外观等 绝大多数抗生素发酵掌握在菌丝自溶前,极少数品种在菌丝部分自溶后放罐,以便胞内抗生素释放出来。

48
6.6 发酵过程参数监测的研究概况

49
发酵过程参数检测的研究概况 微生物发酵的生产水平不仅取决于生产菌种本身的性能,而且要赋以合适的环境条件,才能使它的生产能力充分表达出来。为此,必须通过各种研究方法了解生产菌种对环境条件的要求,如培养基、温度、pH、溶氧等,并深入了解生产菌在合成产物过程中的代谢调控机制以及可能的代谢途径,为设计合理的生产工艺提供理论基础。

50
同时,为了掌握菌种在发酵过程的代谢变化规律,可以通过检测手段,给予有效的控制,使生产菌处于产物合成的优化环境中。
同时,为了掌握菌种在发酵过程的代谢变化规律,可以通过检测手段,给予有效的控制,使生产菌处于产物合成的优化环境中。 由于发酵受许多因素的影响和工艺条件制约。 因此,发酵过程中,为了能对生产过程进行必要的控制,需要对有关工艺参数进行定期取样测定或进行连续测量,参数如下:

53
★ 常规在线测量和控制发酵过程的设定参数:
罐温、罐压、通气量、搅拌转速等 ★ 状态参数的测量 现有的监测状态参数的传感器必须耐高温蒸汽反复灭菌,而且探头表面易被微生物堵塞,从而导致测量失败。特别是pH和溶氧电极有时还会出现失效和显著漂移的问题,为了克服漂移和潜在的探头失效问题,发明了探头可伸缩的适合于大规模生产的装置。这样,探头可以随时拉出,重新校正和灭菌,然后再推进去而不会影响发酵罐的无菌状况。 尾气分析:红外和顺磁氧分析仪可分别测定尾气CO2和O2含量,也可用质谱仪测定。

54
★ 离线分析 对于培养基成分和代谢产物,没有可就地监测的传感 器,这是由于开发可灭菌的探头或建立一种能无菌取 样系统有一定困难。 所以,发酵液中的基质(糖、脂质、盐、氨基酸), 前体和代谢产物(抗生素、酶、有机酸和氨基酸)以 及菌量的监测目前还是依赖人工取样和离线分析。 离线分析是指在一定的时间内离散取样,采用常规的 化学分析和自动的分析系统,在发酵罐外进行样品的 处理和分析测量。

55
离线分析的特点是所得的过程信息是不连贯的和迟 缓的。
在线生物传感器、基于酶的传感器(灭菌、稳定性 和可靠性问题)
")
56
由于微生物纯种培养的需要,培养前的高温灭菌和培养过程的严密性,增加了参数检测的难度和复杂性:
(1)插入发酵罐内的传感器必须能耐受高温灭菌; (2)菌体及其他固体物质附在传感器表面,会影响传感器的使用性能; (3)罐内气泡对测量产生干扰; (4)传感器结构容易产生灭菌死角; (5)化学成分分析是重要的检测内容,但电信号转换困难。 主要在灭菌或取样方式上采取补救方法。
插入发酵罐内的传感器必须能耐受高温灭菌; (2)菌体及其他固体物质附在传感器表面,会影响传感器的使用性能; (3)罐内气泡对测量产生干扰; (4)传感器结构容易产生灭菌死角; (5)化学成分分析是重要的检测内容,但电信号转换困难。 主要在灭菌或取样方式上采取补救方法。")













。 2、发酵工程在医药工业和食品工业中的 应用(A:知道)。>")








