Download presentation
Presentation is loading. Please wait.

1
第七章 肉的储藏和保鲜 孔保华

2
在肉品工业生产中,为了调节生产和销售及贸易之间的平衡,不断满足市场的需求,需要把肉品贮藏起来,并最大限度地保持其鲜度。 贮藏的方法有高温贮藏、低温贮藏、化学贮藏和辐射贮藏等方法。高温贮藏是将肉加热处理,如罐头、熟肉制品等,化学贮藏是添加某些化学制剂(氯化钠、硝酸盐、山梨酸盐等)而达防腐目的。本章主要内容为肉的冷冻贮藏、辐射贮藏。
而达防腐目的。本章主要内容为肉的冷冻贮藏、辐射贮藏。")
3
前言 第一节 肉的冷冻保藏 第二节 肉的辐射保藏

4
第一节 肉的冷冻保藏 肉类冷冻保藏的原理 肉的冷却 肉类的冻结 肉类的冻藏 肉的解冻

5
引言 食品冷冻贮藏是运用人工制冷技术来降低温度以保藏食品和加工食品的科学。它专研究如何应用低温条件来达到最佳的保藏食品和加工食品的方法,以使各种食品达到最佳保鲜程度。目前冷冻技术有很大发展,这主要表现在以下四个方面。

6
1.冷冻食品的形式,不断得到改进。 最初大多采取整体的大包装的形式来冷冻保藏,如牛、羊、猪等都以半胴体吊挂式进行冻结。以后为了提高冻结速度和冻结质量,节约能源,将大块状的原料食品改为经过加工分割处理或小型单体形式进行冻结保藏。近年来又着重发展了小包装的冷冻食品。

7
2.冻结方式的改进,发展了以空气为介质的吹风式冻结装置、管架冻结装置、低温盐水冻结装置以及使金属平板和冻结物品直接接触传热的卧式或立式平板冻结装置等等,使冻结温度更加均匀,生产的效率更加提高。
3.作为冷源的制冷装置也有新的突破,如利用液态氮、液态二氧化碳、液态氟利昂直接喷洒冻结,使冻结的温度大大降低,速度大大提高,冷冻产品的质量也有进一步的改进。

8
第四冻结食品的T.T.T.概念 对于各种食品的冷冻、冷藏、运输、销售等各个环节的温度条件,有了进一步的认识。美国Arsdel等人,自1948年至1958年长达十年之久的研究,总结了冻结食品的品温变化与品质保持时间的关系,这就是冻结食品的T.T.T.概念(Time,Temperature,Tolerance─时间、温度、食品耐藏性),对大多数冷冻食品测定后,提出了最经济和最适宜的冷藏温度。
,对大多数冷冻食品测定后,提出了最经济和最适宜的冷藏温度。")
9
近年来由于制冷装置的改进使食品冷冻的温度更趋向于低温化,而且对食品运输途中的冷藏技术也有所提高。为了减少食品冷藏过程中温度波动影响到食品质量,现在已在食品的生产、流通和消费环节之间逐步形成了连续低温处理的冷藏链。食品冷藏在人们生活中所占的地位显然是越来越重要了。

10
肉类冷冻保藏的原理 低温对微生物的作用 低温对酶的作用

11
肉是易腐食品,容易引起微生物生长繁殖和自体酶解而使肉腐败变质。低温冷藏可以抑制微生物的生命活动和酶的活性,从而达到贮藏保鲜的目的。由于其方法易行,冷藏量大,安全卫生并能保持肉的颜色和状态,因而被广泛应用。

12
微生物在生长繁殖时受很多的因素影响,温度的影响是最主要的。适宜的温度可促进微生物的生命活动,改变温度超出微生物生长繁殖所需温度范围可减弱其生命活动甚至使微生物死亡。各种微生物都有一定的最适生长温度和变动范围。根据适合各种细菌发育的温度大致可分低温、中温、高温性菌,见表(7─1)。
。")
13
表7-1 微生物生长温度范围表 类 别 生长温度(℃) 举 例 最低 最适 最高 低温菌 -10~5 10~20 25~30
类 别 生长温度(℃) 举 例 最低 最适 最高 低温菌 -10~5 10~20 25~30 冷藏环境及水中微生物 中温菌 37~40 40~45 腐生菌 寄生于人和动物的微生物 高温菌 25~45 50~55 70~80 嗜热菌及产芽孢菌
 举 例. 最低. 最适. 最高. 低温菌. -10~5. 10~20. 25~30. 冷藏环境及水中微生物. 中温菌. 37~40. 40~45. 腐生菌. 寄生于人和动物的微生物. 高温菌. 25~45. 50~55. 70~80. 嗜热菌及产芽孢菌.")
14
在最适的温度范围内,细菌繁殖的速度快,增代的时间短,最高或最低温度是极限温度,在这个温度范围内,细菌虽然可以生长,但繁殖速度缓慢,增代时间长,超过这个温度范围,细菌生命活动即受到抑制甚至死亡。
大多数致病菌和腐败菌属于嗜温菌,温度降低至10℃以下可延缓其增殖速度,在0℃左右条件下基本上停止生长发育。见图7─1。

15
许多嗜冷菌和嗜温菌的最低生长温度低于0℃,有时可达-8℃。降到最低温度后,再进一步降温时,就会导致微生物死亡,不过在低温下它们的死亡速度比在高温下缓慢得多。

16
有些微生物对低温有一定抗性。如嗜冷菌在─6~─12℃仍可以增殖。实践中可以观察到肉在─6℃以上贮存时,细菌很快即能繁殖;低于─6℃时2~3月内细菌数减少,随着时间延长细菌数又增多,这是耐低温细菌增殖的结果。在低温环境下,缓慢冷冻比快速冷冻易遭致细菌死亡.

17
各种微生物对低温的抵抗力也不同,一般球菌比革兰氏阴性杆菌抗冷能力强,葡萄状球菌和梭状芽胞杆菌属的菌体比沙门氏菌属抗冷性强,细菌芽胞,霉菌孢子及嗜冷菌有较强的抗低温特性。

18
低温对酶的作用 酶是有生命机体组织内的一种特殊蛋白质,负有生物催化剂的使命。酶的活性与温度有密切关系。大多数酶的适宜活动温度为30~40℃。动物屠宰后如不很快降低肉尸温度,会在组织酶的作用下,引起自身溶解而变质。低温可抑制酶的活性,延缓肉内化学反应的进程。

19
低温对酶并不起完全的抑制作用,酶仍能保持部分活性,因而催化作用实际上也未停止,只是进行得非常缓慢而已。例如胰蛋白酶在-30℃下仍然有微弱的反应,脂肪分解酶在-20℃下仍然能引起脂肪水解。一般在-18℃即可将酶的活性减弱到很小。因此低温贮藏能延长肉的保存时间。

20
低温导致微生物活力减弱和死亡的原因: (1)在低温下微生物物质代谢过程中各种生化反应减缓,因而微生物的生长繁殖就逐渐减慢。在正常情况下,微生物细胞内各种生化反应总是相互协调一致。但降温时由于各种反应减慢的速度不同,破坏了各种反应原来的协调一致性,影响了微生物的生活机能。 (2)温度下降至冻结点以下时,微生物及其周围介质中水分被冻结,使细胞质粘度增大,电解质浓度增高,细胞的pH值和胶体状态改变,使细胞变性,加之冻结的机械作用细胞膜受损伤,这些内外环境的改变是微生物代谢活动受阻或致死的直接原因。
温度下降至冻结点以下时,微生物及其周围介质中水分被冻结,使细胞质粘度增大,电解质浓度增高,细胞的pH值和胶体状态改变,使细胞变性,加之冻结的机械作用细胞膜受损伤,这些内外环境的改变是微生物代谢活动受阻或致死的直接原因。")
21
肉的冷却 近年来,冷却猪肉在一些大中城市的市场上悄然出现,引起了有关部门的重视和消费者的欢迎。行家们指出,冷却肉将成为我国肉类消费的主流。据资料显示,目前在欧美一些发达国家,小包装冷却肉已经发展成为肉类消费的主要品种,目前已占肉类总产量的60%以上,这些国家都已拥有了科学的加工工艺和流通技术,以及完善有效的质量控制体系,在他们的超级市场里展售的基本上是冷却肉。

22
而中国百姓仍旧习惯于购买凌晨宰杀、清早上市、还保持着一定温度的“热鲜肉”,冷却肉的生产和消费刚刚起步,在肉类总产量中所占的比重仅有千分之几。
经冷却的肉叫冷却肉,冷却肉的温度一般为0~4℃。在此温度下,酶的分解作用,微生物的繁殖、干燥、氧化作用等均未被充分抑制,因此冷却肉只能作短期贮藏。如果想作比较长期的贮藏,必须把肉类冻结起来,一般的温度为─18℃,才能有效地抑制酶和微生物的作用,达到长期贮藏的目的。

23
冷却肉的特点 冷却肉是指对严格执行检疫制度屠宰后的胴体迅 速进行冷却处理,使胴体温度(以后腿内部为测量点)在24小时内降为0~4℃,并在后续的加工、流通和零售过程中始终保持在0~4℃范围内的鲜肉。 与热鲜肉相比,冷却肉始终处于冷却环境下,大多数微生物的生长繁殖被抑制,肉毒梭菌和金黄色葡萄球菌等致病菌已不分泌毒素,可以确保肉的安全卫生。而且冷却肉经历了较为充分的解僵成熟过程,质地柔软有弹性,滋味鲜美。 与冷冻肉相比,冷却肉具有汁液流失少,营养价值高的优点。

24
牲畜在刚屠宰完毕时,肉体温度一般在37℃上下,同时由于肉的“后熟”作用,在肝糖分解时还要产生一定的热量,使肉体温度处于上升的趋势。肉体的高温和潮湿表面,最适于微生物的生长和繁殖,这对肉的保藏是极为不利的。 肉类冷却的目的,在于迅速排除肉体内部的含热量,降低肉体深层的温度并在肉的表面形成一层干燥膜(亦称干壳)。肉体表面的干燥膜可以阻止微生物的生长和繁殖,延长肉的保藏时间,并且能够减缓肉体内部水分的蒸发。
。肉体表面的干燥膜可以阻止微生物的生长和繁殖,延长肉的保藏时间,并且能够减缓肉体内部水分的蒸发。")
25
此外,冷却也是冻结的准备过程,对于整胴体或半胴体的冻结。除小块肉及副产品之外,一般均先冷却,然后再行冻结。目前在国内一些肉类加工企业中,也有采用不经过冷却进行一次冻结的方法。
肉类冷却过程的速度,取决于肉体的厚度和热传导性能。从这些曲线可明显看出,胴体厚的部位的冷却速度较薄的部位为慢,因此,在冷却终点时,应以最厚的部位为准,即后腿最厚的部位。

26
1.后腿肉;2.肩部里脊肉;3.背部里脊肉;4.肋条肉;5.头肉
冷却曲线 图7—1 肉体厚度与冷却速度的关系 1.后腿肉;2.肩部里脊肉;3.背部里脊肉;4.肋条肉;5.头肉

27
注意事项: 在吊车轨道上的胴体,保持间距3-5cm。轨道负荷每米定额以半胴体计,牛为2-3片(约200kg),猪为3-4片(约200kg),羊为10片(双排约 kg)。 凡不同等级肥度种类的肉类,均应分室冷却,使全库胴体,能在相近时间内冷却完毕。如同一等级而体重有显著差别者,则应将体重大的挂在靠近排风口,使其易于造成干燥膜。

28
半胴体的肉表面,应迎向排风口,使其易于形成干燥膜。
在平行轨道上,按“品”字形排列,以保证空气的均匀流通。 装载应一次进行,愈快愈好,进货前保持清洁,并无其它正在冷却的货物,以免彼此影响。 在整个冷却过程中,尽量少开门,减少人员进出,以维持稳定的冷却温度和减少微生物的污染。

29
(7)冷却间宜装紫外灯,其功率为每平方米平均1W,每昼夜连续或间隔照射5h,这样可使空气达到99%的灭菌效率。
(9)肉类冷却终点,以胴体后腿最厚部中心的肉温达0~4℃为标准。
肉类冷却终点,以胴体后腿最厚部中心的肉温达0~4℃为标准。")
30
(二)宰后胴体的冷却 冷却对微生物的影响 冷却作用的实质是将环境温度降至微生物生长繁殖的最适温度范围以下,影响微生物的酶活性,减缓生长速度,延长世代时间。当环境温度低于微生物最低生长温度界限时,则生长彻底停止。从表2可以看出,在3℃时主要致病菌,如肉毒梭菌E型、沙门氏菌和金黄色葡萄球菌均已停止生长。若超过7℃,致病菌和腐败菌的增殖机会大大增加。

31
2. 肉的冷却温度的确定 肉的冷却是将肉温降低到冻结点(-1.2℃左右)以上的温度。六十年来,由于肉类工业的现代化程度的提高,卫生条件的改善和从节能角度出发,国际上已将冷却肉的上限温度从4℃提高到7℃。冷却温度的确定主要是以抑制微生物的生长繁殖为出发点。
以上的温度。六十年来,由于肉类工业的现代化程度的提高,卫生条件的改善和从节能角度出发,国际上已将冷却肉的上限温度从4℃提高到7℃。冷却温度的确定主要是以抑制微生物的生长繁殖为出发点。 .")
32
表2 一些致病菌和腐败菌的最低生长温度(℃)
表2 一些致病菌和腐败菌的最低生长温度(℃) 细菌 名称 温度℃ 产气夹膜梭菌 蜡样芽胞杆菌 肉毒梭菌A、B型 埃希氏大肠杆菌 金黄色葡萄球菌 沙门氏菌 铜绿假单胞菌 副溶血弧菌 肉毒梭菌E型 肠炎耶尔森氏菌 单核增生李斯特菌 Cl. Perfringens B. Cereus Cl. Botulinum A,B E. coli Staph. Aureus Salmonella Ps. Aeruginosa V. Parahaemolyticus Cl. Botulinum E Y. Enterocolitica L. Monocytogenes 15 12 10 8~10 6~10 5 3
 细菌. 名称. 温度℃ 产气夹膜梭菌. 蜡样芽胞杆菌. 肉毒梭菌A、B型. 埃希氏大肠杆菌. 金黄色葡萄球菌. 沙门氏菌. 铜绿假单胞菌. 副溶血弧菌. 肉毒梭菌E型. 肠炎耶尔森氏菌. 单核增生李斯特菌. Cl. Perfringens. B. Cereus. Cl. Botulinum A,B. E. coli. Staph. Aureus. Salmonella. Ps. Aeruginosa. V. Parahaemolyticus. Cl. Botulinum E. Y. Enterocolitica. L. Monocytogenes ~10. 6~10")
33
要求 3. 宰后胴体的冷却工艺 ●宰后胴体应迅速送入冷却间(1~2小时之内); ●冷却后胴体表面要干燥;
●胴体后腿的中心温度要在24小时内降至7℃(或4℃以下) ●适宜的冷却时间(16~24小时); ●尽可能低的冷却干耗(重量损失); ●良好的肉品质量(色泽、组织结构); ●节约能源及减少劳力。
 ●适宜的冷却时间(16~24小时); ●尽可能低的冷却干耗(重量损失); ●良好的肉品质量(色泽、组织结构); ●节约能源及减少劳力。")
34
目前,猪胴体冷却工艺从理论上分为二种; ●快速冷却(qiuck chilling) ●急速冷却(shock chilling)
 ●急速冷却(shock chilling)")
35
表3 猪胴体冷却工艺指导性参数 冷却工艺指导参数 快速冷却 急速冷却 第一阶段 第二阶段 制冷功率W/m3 250 450 110 室温℃
表3 猪胴体冷却工艺指导性参数 冷却工艺指导参数 快速冷却 急速冷却 第一阶段 第二阶段 制冷功率W/m3 250 450 110 室温℃ 0~2 -6~-10 制冷风温℃ -10 -20 风速m/sec 2~4 1~2 0.2~0.5 冷却时间h 12~20 1.5 8 胴体温度℃ 7~4 7 重量损失% 1.8(7℃) 0.95
")
36
急速冷却采用两阶段式冷却法,即在第一阶段采用低于肉冻结点的温度和较高的风速,时间1
急速冷却采用两阶段式冷却法,即在第一阶段采用低于肉冻结点的温度和较高的风速,时间1.5小时。第二阶段即转入0~2℃的冷却间经过8小时,使胴体温度均衡并最终降至7℃以下,两阶段冷却法更有利于抑制微生物的生长繁殖。从安全卫生和经济考虑,宰后胴体冷却降温的速度越快,越不利于微生物的生长繁殖;冷却时间越短,重量损失越小。

37
胴体在冷却过程中,重量损失程度取决于两个因素:
其一是肉组织结构状况,这与品种、饲养条件以及宰前受刺激程度有关; 其二是冷却工艺。若制冷压缩机功率过小,冷却间单位时间内空气交换次数过少,则胴体冷却时间就越长,也就是冷却降温曲线越平坦,胴体的重量损失越大。但过度追求冷却速度,使肉组织发生冻结,将影响到冷却肉的品质。

38
4. 冷却链的建立 猪胴体经过快速冷却处理,温度达0~4℃后,在后续的加工与流通过程中,要继续保持在这一温度范围内,也就是从分割、剔骨、包装,直至流通。在零售各过程中,冷却肉始终处于冷却链控制之下,保持温度在0~4℃,不要超过7℃,这是确保冷却肉产品质量与安全卫生的重要措施。

39
(三)冷却肉的包装 在冷却肉的生产流通过程中,合理的包装是确保产品卫生和质量的非常重要和必不可少的环节。实施包装的主要目的是:防止变质,避免二次污染,延长货架期。 冷却肉在保存、流通和零售过程中,卫生质量会受到来自微生物、化学和物理等诸困素的影响。冷却肉采用不透氧包装材料或真空包装、充气包装,不但可抑制其表面污染的需氧腐败菌(假单胞菌)生长繁殖,而且还可以防止来自外界的二次污染(微生物因素),延长产品的货架期。
生长繁殖,而且还可以防止来自外界的二次污染(微生物因素),延长产品的货架期。")
40
三、肉类的冻结 使肉的温度从0~4℃降低至-8℃以下,通常为-15~-18℃。肉中绝大部分水分(80%)以上冻成冰结晶的过程叫做肉的冻结。
以上冻成冰结晶的过程叫做肉的冻结。")
41
冻结率 根据拉乌乐(Roult)第二法则,冰点降低与克分子浓度成正比,每增加1摩尔浓度冰点下降1.86℃。
食品内水分不是纯水而是含有机物及无机物的溶液。这些物质包括盐类、糖类、酸类及更复杂的有机分子如蛋白质,还有微量气体。因此食品要降到0℃以下才产生冰晶,此冰晶开始出现的温度即谓冻结点。由于食品种类、死后条件、肌浆浓度等不同,故各种食品冻结点是不同的。表7─6为几种食品的冻结点。

42
表7-3 冻结点 品种 冻结电(℃) 含水量(%) 牛肉 -0.6~-1.7 71.6 猪肉 -2.8 60 鱼肉 -0.6~-2
表7-3 冻结点 品种 冻结电(℃) 含水量(%) 牛肉 -0.6~-1.7 71.6 猪肉 -2.8 60 鱼肉 -0.6~-2 70~85 蛋白 -0.45 89 蛋黄 -0.65 49.5 牛奶 -0.5 88.6 奶油 -1~-1.8 15
 含水量(%) 牛肉. -0.6~ 猪肉 鱼肉. -0.6~-2. 70~85. 蛋白 蛋黄 牛奶 奶油. -1~")
43
食品温度降到冻结点即出现冰晶,随着温度继续降低水分的冻结量逐渐增多,但是要使食品内水分全部冻结,温度要降到─60℃。这样低的温度工艺上一般不用,只要使绝大部分水冻结,就能达到贮藏的要求。所以一般是-18— -30℃之间。 一般冷库的贮藏温度为 ℃,食品的冻结温度亦大体降到此范围。

44
如食品冻结点是-1℃,降到-5℃时冻结率为80%。降到-18℃时的冻结率为94.5% ,此即全部水分的94.5%已冻结。
冰结晶最大冰晶生成区 大部分食品,在-1~-5℃温度范围内几乎80%水分结成冰,此温度范围称为最大冰品生成区。

45
冻结速度与结晶分布情况 冻结速度 结晶条件 冻结速度与冰晶分布的关系

46
冻结速度 冻结速度快或慢的划分,目前还未统一。现通用的方法有以时间来划分和以距离来划分二种。
时间划分 食品中心从─1℃降到─5℃所需的时间,在30min之内谓快速,超过即谓慢速。之所以定为30min,因在这样冻速下冰晶对肉质的影响最小。

47
距离划分 单位时间内─5℃的冻结层从食品表面伸出内部的距离。时间以小时为单位,距离以厘米为单位。冻结速度V=cm/h。根据此种划分把速度分成三类

48
国际冷冻协会冻结速度的定义。所谓某个大小的食品的冻结速度是食品表面与中心温度点间的最短距离与食品表面达到冰点后食品中心温度降到比食品冰点低10℃所需时间之比,该比值就是冻结速度,V=cm/h。

49
结晶条件 当液体温度降到冻结点时液相与结晶相处于平衡状态。而要使液体变为结晶体就必须破坏这种平衡状态,也就是必须使液相温度降至稍低于冻结点,造成液体的过冷。因此过冷现象是水中发生冰结晶的先决条件。 当液体处于过冷状态时由于某种刺激作用而产生结晶中心。在稳定的结晶中心形成后,如继续散失热量那么冰的晶体将不断增大。结晶时相变而放出的热量使水或水溶液的温度由过冷温度升至冻结点温度。

50
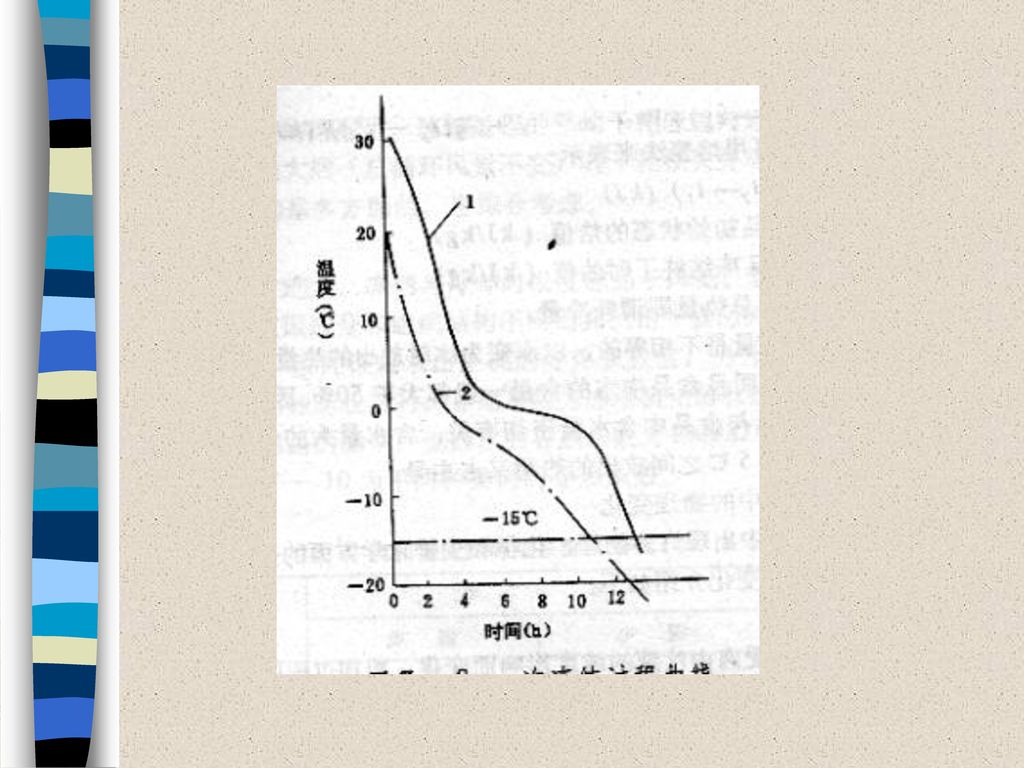
各种食品的液体均有其不同的过冷临界温度,例如牲畜、禽、鱼平均为-4--5℃,乳类约为-5--6℃,蛋类约为-11--13℃。
图7─4是牛肉薄切片冻结时的过冷现象,随着冻结进行,出现液体过冷,曲线往下,待产生结晶时放出相变热,温度略有回升,曲线往上,之后逐渐降低。曲线的凹处为过冷温度,往上升的高处为冰点。

51
图7—3 过冷现象

52
冻结速度与冰晶分布的关系 冻结速度快,组织内冰层推进速度大于水移动速度时,冰晶分布越接近天然食品中液态水的分布情况,且冰晶呈针状结晶体,数量无数。表7─7为冻结速度与结晶冰形状之间的关系。当I>W时,冰晶体小且数量多

53
表7-4 冻结速度与冰晶形成之间关系 位置 形状 数量 冰层推进速度I水移动速度W 大小(直径长×度) 冻结速度通过-5~0℃的时间 冻结晶
表7-4 冻结速度与冰晶形成之间关系 冻结速度通过-5~0℃的时间 冻结晶 冰层推进速度I水移动速度W 位置 形状 大小(直径长×度) 数量 数秒 1.5秒 10秒 90秒 细胞内 细胞外 针状 块粒状 1~5×5~10u 0~20×20~500u 50~100×100以上 50~200×200以上 无数 多数 少数 I>>W I>W I<W I<<W
 数量. 数秒. 1.5秒. 10秒. 90秒. 细胞内. 细胞外. 针状. 块粒状. 1~5×5~10u. 0~20×20~500u. 50~100×100以上. 50~200×200以上. 无数. 多数. 少数. I>>W. I>W. I<W. I<<W.")
54
细胞内 浓度高,冰点低,后冻结 细胞外 浓度低,冰点高,先冻结 采用慢速冻结,细胞外先冻结,而细胞内还未冻结,使细胞内蒸汽压高于细胞外,使细胞内水分向细胞外转移,造成细胞脱水。 采用快速冻结,细胞内水分来不及向细胞外转移就会冻结,使细胞内外水分转移小。

55
图7-5 肌肉组织冻结模式图 1.过冷状态 2.细胞间结冰 3.细胞脱水及冰晶增长 4.冰晶形成颗粒,细胞变形

56
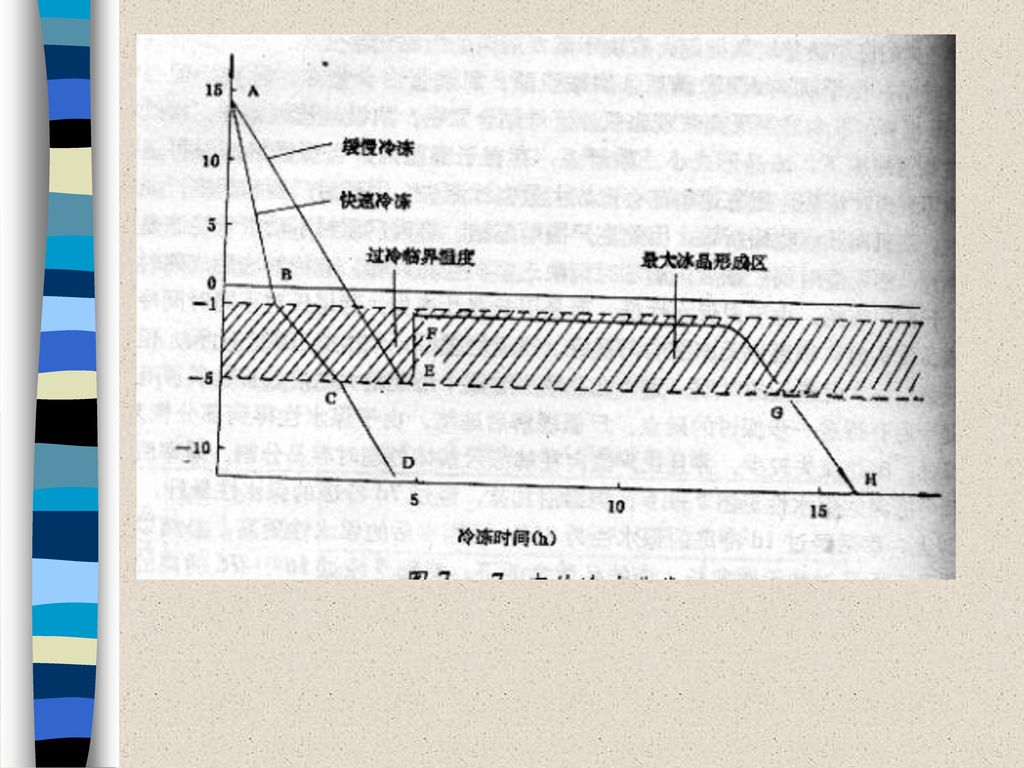
图7-5 肉的冷冻曲线

57
从冻结曲线可以看出,由初温降至冻结点需要除去的是显热,在─1℃-─5℃结冰开始并继续,需要除掉凝结潜热。结冰后把结冰和未结冰的部分,冷冻至最终温度,除去的也是显热,(1kg冰除去2.093kJ热量,冰的温度从1℃下降为─1℃,大体按这一比例去掉热量时,温度就逐渐下降,这时温度计仍能显示出来)。
。")
58
不同温度的焓值(kJ/kg)9以-40℃作为焓值0
表7-6 据Riedel氏测定的焓值 食品种类 水分 含量 % 0~30℃比热kJ/kg 不同温度的焓值(kJ/kg)9以-40℃作为焓值0 -30 -20 -15 -1.5 -5 5 10 20 30 牛肉 74.0 3.52 19.3 40.2 54.4 72.4 104.3 298.5 315.3 332.9 268.4 401.9 猪肉 70.0 3.43 40.6 53.6 70.8 100.9 281.4 316.1 351.3 385.2 猪油 -- 14.7 30.1 51.9 64.5 82.5 107.6 125.2 152.0 195.1 蛋白 86.5 3.81 18.4 38.5 50.2 87.1 370.5 289.4 427.1 465.6 蛋黄 50.0 3.10 38.9 50.7 64.9 84.6 228.2 246.3 268.0 303.5 334.1 全蛋 3.18 52.3 66.2 85.8 308.1 328.2 349.2 368.9 441.3
9以-40℃作为焓值 牛肉 猪肉 猪油 蛋白 蛋黄 全蛋")
59
从焓值表中看出,在─1.5- ─5℃温度范围内,焓值的减少变动数值大,而温度却下降的很少。说明这一温度范围内,大部分冷能被用在除掉不影响温度下降的凝结潜热上。在这个阶段停留的时间长,冻结的速度缓慢,水分重新分布就愈显著,肌纤维内的水分大量渗出浓度增高,冻结点下降。造成肌纤维间结冰颗粒愈来愈大。

60
如果进行快速冻结,温度迅速降低,很快的渡过最大冰晶形成区(─1- ─5℃)。由于热传导强,水分重新分布不明显。冰晶形成的速度大于水蒸汽扩散的速度,在过冷状态停留的时间短,冰晶以较快的速度由表面向中心推移,结果使细胞内和细胞外水分几乎是同时冻结,形成冰晶颗粒小而均匀,因而对肉质影响较小,解冻时肉的可逆性大。冻结的速度快(在30min内通过最大冰晶形成区),冰晶的存在部位、形状及大小,和冰结速度慢(90min通过)的相比显著不同。
。由于热传导强,水分重新分布不明显。冰晶形成的速度大于水蒸汽扩散的速度,在过冷状态停留的时间短,冰晶以较快的速度由表面向中心推移,结果使细胞内和细胞外水分几乎是同时冻结,形成冰晶颗粒小而均匀,因而对肉质影响较小,解冻时肉的可逆性大。冻结的速度快(在30min内通过最大冰晶形成区),冰晶的存在部位、形状及大小,和冰结速度慢(90min通过)的相比显著不同。")
61
冻结温度曲线 随着冻结的进行,食品温度在逐渐下降。图7─7显示冻结期间食品温度与时间的关系曲线。不论何种食品其温度曲线在性质上都是相似的。曲线分三阶段。

63
第一阶段,由肉品初温至冻结点。即肉冻结前的冷却阶段,这时放出的是显热,此热量与全部放出的热量比较,其值较小,故降温快,曲线较陡。在这一阶段中空气温度、肉间风速是影响冷却过程的主要因素。

64
第二阶段,此时食品大部分水变成冰,由于冰的潜热大于显热约50-60倍,整个冻结过程的绝大部分热量在此阶段放出,故降温慢,曲线平坦。在─1- ─5℃温度范围内,几乎80%水分结成冰,此温度范围称最大冰晶生成区。对保持冻品品质这是最重要的温度区间。通过时间短,在此区间中产生的不良影响就能避免。

65
第三阶段,从成冰到终温,此时放出的热量一部分是冰的降温,一部分是余下的水继续结冰。冰的比热是0
第三阶段,从成冰到终温,此时放出的热量一部分是冰的降温,一部分是余下的水继续结冰。冰的比热是0.5,比水小,按理曲线更陡,但因还有残留水结冰其放出热量大于水和冰的比热,所以曲线不及初阶段那样陡。

67
冻结过程中的物理变化 冻结点 冻结膨胀 冻结过程中的干耗变化

68
冻结点 肉的冻结点直接受肉内汁液的浓度影响而变化。冷却过程的时间长,空气温度较高,温降较慢则冻结点温度降低,二次冻结过程(肉先进冷却间冷却而后进冻结间冻结)的肉的冻结点一般在─2-─4℃之间,而一次冻结的冻结点一般在─1℃左右。 冻结点的变化是由于冻结过程肉内水分蒸发而引起的,水分蒸发越多,肉内汁液的浓度提高,冻结点也随之下降。

69
冻结膨胀 水变成冰时,其体积大约膨胀9%。因此将水冻结时,体积会增大。冰的温度降低,体积也要缩小。这种收缩是微小的,每降低1℃收缩率只有万分之一或二十万分之一,因此,即使冰的温度为─20℃-─30℃,它的体积仍然比水要大,所以由于温度降低而造成冰的体积的收缩可以忽略不计。但水变成冰时由于体积膨胀所产生的冻结压力是很大的,对食品有很大的影响。

70
冻结过程中的干耗变化 猪胴体在冻结过程中由于水分的蒸发而发生重量损失(即干耗)。当其它条件不变时,干耗主要取决于冻结过程的时间长短。冻结过程水分的蒸发主要决定于肉体表层与肉体周围空气状态─水蒸气的分压力之差值和过程时间的长短。肉间风速的大小即影响表层蒸发系数的大小,同时也影响过程时间的长短。
。当其它条件不变时,干耗主要取决于冻结过程的时间长短。冻结过程水分的蒸发主要决定于肉体表层与肉体周围空气状态─水蒸气的分压力之差值和过程时间的长短。肉间风速的大小即影响表层蒸发系数的大小,同时也影响过程时间的长短。")
71
冻结的方法 空气冻结法 液体冻结法 冰、盐混合物及固态二氧化碳冻结法 液氮冻结法

72
(1)空气冻结法 指以空气作为与氨蒸发管之间的热传导介质。在肉类工业中,此法是应用得最多最广泛的方法。
空气冻结法优点是经济、方便,缺点则是由于空气是热的不良导体,因而冻结速度较慢。如盐水的放热系数都在628.0kJ/m ·h·℃以上,而空气则平均在41.9~125.6kJ/m ·h·℃之间。因此在空气中的冻结速度比盐水慢10倍左右。

73
(2)液体冻结法 是以液体(一般为氯化钠和氯化钙)作为肉体与氨蒸发管之间的热传导介质,故又称盐水冻结法。这种方法除鱼类以外,在肉类工业中目前还极少应用。
(3)用冰、盐混合物及固态二氧化碳冻结法 在冻肉临时保藏和冻肉运输等方面有时采用这种方法。
用冰、盐混合物及固态二氧化碳冻结法 在冻肉临时保藏和冻肉运输等方面有时采用这种方法。")
74
(4)液氮冻结法 液氮冻结是利用其沸点在常压下为-195
(4)液氮冻结法 液氮冻结是利用其沸点在常压下为-195.8℃,食品(分割肉和肉制品)通过雾状的液氮中而冻结,液氮冻结器的形状呈隧道状,中间是不锈钢丝制成的网状传送带,食品就在上面移动,内外覆以不锈钢板,以泡沫塑料隔热。传送带在隧道内带着食品依次经过预冷区、冻结区、均温区,冻结完成后由隧道出口处取出。
液氮冻结法 液氮冻结是利用其沸点在常压下为-195.8℃,食品(分割肉和肉制品)通过雾状的液氮中而冻结,液氮冻结器的形状呈隧道状,中间是不锈钢丝制成的网状传送带,食品就在上面移动,内外覆以不锈钢板,以泡沫塑料隔热。传送带在隧道内带着食品依次经过预冷区、冻结区、均温区,冻结完成后由隧道出口处取出。")
75
肉类的冻藏 食品冻藏时的变化 冻藏条件与方法

76
食品冻藏时的变化 冰结晶的成长 冻肉在冻藏过程中的干耗 肉色的变化

77
1.冰结晶的成长 刚生产出来的冻结食品,它的冰结晶大小不是全部均匀一致的。在冻藏过程中,微细的冰结晶会逐渐减少、消失,而大的冰结晶逐渐成长,变得更大,食品中整个冰结晶的数目也大大减少,这种现象称为冰结晶成长。 在冻结过程中,食品也有冰结晶成长的情况,但由于冻藏时间远远超过了冻结时间,在冻藏过程中冰结晶有充裕的时间可成长,这就对食品的品质带来很大的影响。细胞受到机械损伤,蛋白质变性,解冻后液汁流失增加,食品的风味和营养价值都发生下降。表7-8列举的是鱼肉在冻藏中冰结晶成长的一例。

78
表7-8 冻藏-10℃中冰结晶的成长(鱼肉) 冻藏期(月) 0.5 1 2 3 冰结晶 成长率(%) 分布状况(数量) 25 极多 50 多
表7-8 冻藏-10℃中冰结晶的成长(鱼肉) 冻藏期(月) 0.5 1 2 3 冰结晶 成长率(%) 分布状况(数量) 25 极多 50 多 75 少 100 更少
 冻藏期(月) 冰结晶. 成长率(%) 分布状况(数量) 25. 极多. 50. 多. 75. 少 更少.")
79
冰结晶的成长是冰结晶周围的水或水蒸气向冰结晶移动,附着并冻结在它上面,因为在冻结食品的内部存在有三个相:
大小不同的冰结晶是固相; 残留的未冻结水溶液是液相; 水蒸气是气相。 它们之间的饱和水蒸气压有下述关系: 液体的水蒸气压>冰结晶的水蒸气压 气体的水蒸气压>冰结晶的水蒸气压 小型冰结晶水蒸气压>大型冰结晶水蒸气压

80
由于压差的存在,水蒸气压高的一方就向水蒸气压低的一方移动,水蒸气不断附着并凝结到冰结晶上面,使大结晶越长越大,而小冰结晶逐渐减少、消失。
另外,原来采用快速冻结方法生产的冻结食品,它具有微细的冰结晶结构,在冻藏过程中,如果冻藏温度经常变动也会遭到破坏。

81
冻藏温度变动对冰结晶的影响 当温度上升时,食品中的一部分冰结晶,首先是细胞内的冰结晶融化成水,液相增加,由于水蒸汽压差的存在,水分透过细胞膜扩散到细胞间隙中去,当温度又下降时,它们就附着并冻结到细胞间隙中的冰结晶上面,使冰结晶成长。因此,当冻藏温度波动时,细胞间隙中的冰结晶成长就更为明显。

82
避免冰结晶成长 (1)采用深温快速的冻结方式,让食品中90%的水分在冻结过程中来不及移动,就在原位置变成极微细的冰晶,这样所形成的冰结晶,大小及分布都比较均匀。同时由于是深温快冻,冻结食品的终温比较低,食品的冻结率提高了,残留的液相少,也可减少冰结中冰结晶的成长。 (2)冻藏温度要尽量低,少变动,特别要避免-18℃以上温度的变动。
冻藏温度要尽量低,少变动,特别要避免-18℃以上温度的变动。")
83
2.冻肉在冻藏过程中的干耗 肉类在冻藏中的水分不断从表面蒸发,使冻肉不断减重俗称“干耗”。因此经较长期贮藏后的冻肉,在向脱水现象转变时,表面会形成一层脱水的海棉状层,即使食品的组织形成海绵体,并随着贮藏时间的延长,海绵体逐渐加厚,使冻肉丧失原有的味道和营养。

84
另一方面随着细小冰结晶的升华,空气随即充满这些冰晶体所留下的空间,使其形成一层具有高度活性的表层,在该表层中将发生强烈的氧化作用。这不仅引起肉的严重干耗损失,而且引起了其它方面的变化,如表层的色泽、营养成分、消化率、商品外观等都发生了明显的变化。

85
3.肉色的变化 (1)脂肪的变色 脂肪在冻藏过程中会发生黄褐变,这主要是由于脂肪中不饱和脂肪酸在空气中氧的作用下生成氢过氧化物和新的游离基。由于游离基反应,油脂就自动氧化,加快了氧化酸败的速度。 (2)肌瘦肉的变色 在冻藏过程中,肌肉会发生褐变,这是由于含二价铁离子的还原型肌红蛋白和氧合肌红蛋白,在空气中氧的作用下,氧化生成了三价铁离子的氧化肌红蛋白(高铁肌红蛋白),呈褐色。
肌瘦肉的变色 在冻藏过程中,肌肉会发生褐变,这是由于含二价铁离子的还原型肌红蛋白和氧合肌红蛋白,在空气中氧的作用下,氧化生成了三价铁离子的氧化肌红蛋白(高铁肌红蛋白),呈褐色。")
86
肉的解冻 解冻方法 解冻时影响肉质量的因素

87
冻结食品在利用之前一定要经过解冻,使冻结品融解恢复到冻前的新鲜状态。质量好的冻结品如何使其在解冻时质量不会下降,以保证食品加工能得到高质量的原料,就必须重视解冻方法及了解解冻对食品质量的影响。
解冻是冻结时食品中形成的冰结晶还原融解成水,所以可视为冻结的逆过程。解冻时冻结品处在温度比它高的介质中,冻品表层的冰首先解冻成水,随着解冻的进行融解部分逐渐向内延伸。

88
解冻方法 空气解冻法 水浸或喷洒解冻法

89
1.空气解冻法 空气解冻又称自然解冻是一种最简单的解冻方法。将冻肉移放在缓冻间,靠空气介质与冻肉进行热交换来实现解冻。一般在0~4℃空气中解冻称缓慢解冻,在15~20℃空气中解冻叫快速解冻。如采用蒸气空气混合介质解冻则比单纯空气解冻的时间要快得多。

90
2.水浸或喷洒解冻法 用4~20℃的清水对冻肉进行浸泡和喷洒,半胴体肉在水中解冻比空气解冻要快7~8倍。另外水中解冻,肉汁损失少,解冻后的肉表面呈潮湿状和粉红色,表面吸收水分增加重量达3%~4%。该法适用于肌肉组织未被破坏的半胴体和1/4胴体,不适于分割肉。在10℃水中解冻半胴体需13~15h,而喷洒解冻时需20~22h

91
解冻时影响肉质量的因素 冻结温度及冷藏温度 pH值 解冻速度 解冻方法的影响

92
第二节 肉的辐射保藏 概述 辐射对微生物的影响 辐射在肉及肉制品中的应用

93
食品的辐射是利用原子能射线的辐射能量来进行杀菌的。也是一种冷加工处理方法,食品内部不会升温,不引起食品的色、香、味方面的变化。所以它能最大限度地减少食品的品质和风味的损失,防止食品的腐败变质,而达到延长保存期的目的。由于是物理方法,没有化学药物的残留污染问题,而且比较节省能源,因此利用这种方法,无论是对于消费者还是肉类加工业来说,都是一种具有非常优越性的一种杀菌方法。

94
1994年夏天,美国公众舆论向FDA(食品与药物管理署)呼吁,要求同意对鲜牛肉、猪肉、羊肉及其它肉类使用辐射。而且在美国的超级市场上已可见到出售的牛肉馅饼,是由依俄华州立大学线性加速器的化子束,在真空下经2.0KGy剂量照射过的,在该产品的包装上带有“绿色”国际标识。 (Gy即戈瑞为照射剂量的国际单位,1公斤物质吸收1焦耳的能量为1戈瑞,1Gy=1J/kg,1KGy=1000Gy)
")
95
(一) 辐射保藏食品的意义 1. 射线处理无需提高食品温度,照射过程中食品温度的升高微乎其微。因此,处理适当的食品在感官性状、质地和色香味方面的变化甚微。 2. 射线的穿透力强,可杀灭深藏于谷物,果实或冻肉中的害虫、寄生虫和微生物,起到化学药品和其它处理方法所不能的作用。 3. 应用范围广,能处理各种不同类型的食物品种,从大块的肉类、火腿和火鸡到用肉、鱼和鸡肉作成的三明治都适用。食品可在照射前进行包装和烹调,照射 后的制作更加简化和方便,为消费者降低成本,节省了时间。

96
4. 照射处理食品不会留下任何残留物。这同农药熏蒸(如谷物杀虫)和化学处理相比是一突出的优点。可减少环境中化学药剂残留浓度日益增长而造成的严重公害。
5. 能节约能源,据报道食品采用冷藏需要消耗能量为324.4KJ/kg,巴氏消毒为829.1KJ/kg,热消毒为1081.5KJ/kg,脱水处理为2533.5KJ/kg,而辐射消毒只需22.7KJ/kg,辐射巴氏消毒仅需2.74KJ/kg。因此 ,辐射处理可节约70%~97%的能量消毒。 6.辐射装置加工效率高,整个工序可连续作用,易于自动化。

97
(二)辐射杀菌机理 1.使细胞分子产生诱发辐射,干扰微生物代谢,特别是脱氧核糖核酸(DNA)。生长正常状态上的微生物、昆虫等,其组织中水、蛋白质、核酸、脂肪、碳水化合物等分子,只要受到辐射,就可能导致生物酶的失活,生理生化反应延缓或停止、新陈代谢的中断、生长发育停顿、甚至死亡。其中DNA的损伤可能是造成细胞死亡的重要原因。
。生长正常状态上的微生物、昆虫等,其组织中水、蛋白质、核酸、脂肪、碳水化合物等分子,只要受到辐射,就可能导致生物酶的失活,生理生化反应延缓或停止、新陈代谢的中断、生长发育停顿、甚至死亡。其中DNA的损伤可能是造成细胞死亡的重要原因。")
98
2.破坏细胞内膜,引起酶系统紊乱致死。经辐射后,原生蛋白质变性,酶功能紊乱和破坏,使生物活性修复机构受损。
3.水分经辐射后离子化,即产生辐射的间接效应,再作用于微生物,也将促进微生物的死亡。水分子是细胞中各种生物化学活性物质的溶剂,在放射线的作用下,水分子经辐射照作用产生水合电子,经过电子俘获,水合分解形成H-和OH+自由基。在水的间接作用下,生物活性物质钝化,细胞随之受损,当损伤扩大至一定程度时,就使细胞生活机能完全丧失。

99
(三)辐射在肉及肉制品中的应用 1. 控制旋毛虫 旋毛虫在猪肉的肌肉中,防治比较困难。其幼虫对射线比较敏感,用0.1KGY(千戈瑞)的γ射线辐照,就能使其丧失生殖能力。因而将猪肉在加工过程中通过射线源的辐照场,使其接受0.1KGYγ射线的辐照,就能达到消灭旋毛虫的目的。在肉制品加工过程中,也可以用辐照方法来杀灭调味品和香料中的害虫,以保证产品免受其害。
的γ射线辐照,就能使其丧失生殖能力。因而将猪肉在加工过程中通过射线源的辐照场,使其接受0.1KGYγ射线的辐照,就能达到消灭旋毛虫的目的。在肉制品加工过程中,也可以用辐照方法来杀灭调味品和香料中的害虫,以保证产品免受其害。")
100
2. 延长货架期 拆烧猪肉经60Coγ射线8KGY照射,细菌总数从2万从个/g下降到100个/g,在20℃恒温下可保存20d,夏季30℃高温下,在室内也能保存7d,对其色、香味和组织状态均无影响。新鲜猪肉去骨分割,用隔水、隔氧性好的食品包装材料真空封装,用60Coγ射线5KGY辐照,细菌总数由54 200个/g下降到53个/g,可在室温下存放5~10d不腐败变质。

101
3. 灭菌保藏 新鲜猪肉经真空封装,用60Coγ射线15KGY进行灭菌处理,可以全部杀死大肠菌、沙门氏菌和志贺氏菌,仅个别芽孢杆菌残存下来,这样的猪肉在常温下可保存两个月。用26KGY的剂量辐照,则灭菌较彻底,能够使鲜猪肉保存一年以上。香肠经60Coγ射线8KGY辐照,杀灭其中大量细菌,能够在室温下保存贮藏一年。由于辐照香肠采用了真空封装,在贮藏过程中也就防止了香肠的氧化褪色和脂肪的氧化腐败。

102
问题 肉品经辐照会产生异味,及肉色变淡,有的试验指出0.1Mrad(1KGY=0.1 Mrad)照射鲜猪肉,即产生异味,3Mrad异味增强,主要是含硫氨基酸分解的结果。氨基酸约损失,10%水溶性维生素有破坏,脂溶性维生素损失较少,为了避免造成上述营养素及感官质量的降低。应考虑照射的剂量及配合低温情况下照射和添加抗氧化剂及其它稳剂是必要的。
照射鲜猪肉,即产生异味,3Mrad异味增强,主要是含硫氨基酸分解的结果。氨基酸约损失,10%水溶性维生素有破坏,脂溶性维生素损失较少,为了避免造成上述营养素及感官质量的降低。应考虑照射的剂量及配合低温情况下照射和添加抗氧化剂及其它稳剂是必要的。")
103
表4 FAO对不同食品的照射剂量 食品 主要目的 达到的手段 剂量(Mrad) 肉、禽、鱼及其它易腐食品 不用低温,长期安全贮藏
能杀死腐败菌,病原菌及肉毒梭菌 4~6 肉、禽、鱼及其它易腐食品 在3℃以下延长贮藏期 减少嗜冷菌数 0.5~1.0 冻肉、鸡肉、鸡蛋及其它易污染初原菌的食品 防止食品中毒 杀灭沙门氏细菌 0.3~1.0 肉及其它有病原寄生虫的食品 防止食品媒介的寄生虫 杀灭旋毛虫,牛肉绦虫等 0.01~0.03 香辛料、辅料 减少细菌污染 降低菌数 1~3

104
(四)辐照工艺学 前处理---包装---辐照及质量控制---检验---运输---保存
1. 前处理 辐照前对肉食品进行挑选和品质检查。要求:质量合格,原始含菌量、含虫量低。为了减少辐照过程中某些养份的微量损失,有的需要增加微量添加剂,如添加抗氧化剂,可减少维生素C的损失。

105
2. 包装 是肉制品辐射保鲜是否成功的一个重要环节。由于辐照灭菌是一次性的,因而要求包装能够防止辐照食品的二次污染。同时还要求隔绝外界空气与肉制品接触,以防止贮运、销售过程中脂肪氧化酸败,肌红蛋白氧化变暗灰色等缺点。包装材料,一般选用高分子塑料,由于单一的高分子塑料往往不能满足上述要求,在实践中常选用复合塑料薄膜,如聚乙烯、尼龙复合薄膜。包装方法,常用真空包装,真空充气包装,真空去氧包装等。

106
3. 常用辐射源有60钴, 137铯和电子加速器三种,但60钴辐照源释放的γ射线穿透力强,设备亦较简单,因而多用于肉食品辐照。辐照箱的设计,根据肉食品的种类、密度、包装大小、辐照剂量均匀度以及贮运销售条件来决定。一般采用铝质材料,长方体结构,长、宽、高的比例可为2∶15∶5。辐照条件是根据辐照肉食品的要求而决定的,例如为了进一步减少辐照过程中某些营养成份的微量损失,可采用高温辐照,在辐照方法上,为了提高辐照效果,经常使用复合处理的方法,如与红外线、微波等物理方法相结合。

107
4. 辐照质量控制 这是确保辐照加工工艺完成的不可缺少的措施。
首先,根据肉食品保鲜目的,D10计量,原始含菌量等确定最佳灭菌保鲜的剂量; 其次,选用准确性高的剂量仪,测定辐照箱各点的剂量,从而计算其辐照均匀度; 再次,为了提高辐照效率,在设计辐照箱传动装置时要考虑180度转向、上下换位以及辐照在辐照场传动过程中尽可能地靠近辐照源; 第四,制定严格的辐射操作程序,以保证每一个肉食品包装都能受到一定的辐照剂量。

108
(五) 辐射食品的卫生安全性 辐射食品的卫生安全性是辐射食品研究的重要环节,其范围包括5个方面: (1)有无残留放射性及诱导放射性;
(五) 辐射食品的卫生安全性 辐射食品的卫生安全性是辐射食品研究的重要环节,其范围包括5个方面: (1)有无残留放射性及诱导放射性; (2)辐射食品的营养卫生; (3)有无病原菌的危害; (4)辐照食品有无产生毒性; (5)有无致畸、致癌及致突变效应。
 辐射食品的卫生安全性. 辐射食品的卫生安全性是辐射食品研究的重要环节,其范围包括5个方面: (1)有无残留放射性及诱导放射性; (2)辐射食品的营养卫生; (3)有无病原菌的危害; (4)辐照食品有无产生毒性; (5)有无致畸、致癌及致突变效应。")
109
对于是否会沾染放射性物质的问题,因食品在进行辐照时,被照食品没有直接接触放射性同位素,因此不会沾染放射性物质,这与核爆炸和核源泄漏事故等是不相同的。
关于诱导放射性,即指因辐照引起食品内的构成元素变成放射性元素的问题。在食品辐照中,一般采用60Coγ射线,其能量为1.33和1.17Mev,还用低能量电子射线对食品处理。因此,这些射线不可能达到使食品内的元素产生诱导放射性的能量,当然也不会产生诱导放射性核元素及其化合物,因为使食品中基本元素诱导放射性需要临界能为2.2Mev。

110
关于辐照食品的营养卫生问题,和其它食品加工技术一样,辐照也将使食品发生理化性质的变化,导致感官品质及营养成分的改变。变化程度和性质取决于照射食品的种类和照射剂量。在高剂量的辐射下,食品中氨基酸仅破坏10%左右,蛋白质的色、香、味及营养价值有一定程度下降,但不明显改变食品中蛋白质的含量、脂肪的氧化在适度剂量范围内是很少发生的。

111
第三节 鲜肉的包装技术 随着经济的发展及对生活品质的要求,肉品包装与人类日常生活关系日趋密切,为确保肉质的品质,便于处理及销售,必须要有适当的包装。肉品经过包装后,会减少外界环境的污染,便于消费者购买。

112
国外鲜肉包装是在80年代开始应用的。早在1981年,英国颇有声望的Marks公司,采用气冲式(gas flush)透明气调包装生产线包装鲜肉,受到顾客欢迎,并将气调包装推广到鲜鱼、培根、熟肉的包装,导致英国在上述方面的销售额以每年20%递增。
透明气调包装生产线包装鲜肉,受到顾客欢迎,并将气调包装推广到鲜鱼、培根、熟肉的包装,导致英国在上述方面的销售额以每年20%递增。")
113
目前,肉制品包装已引起广泛重视,但鲜肉仍主要以无包装的形式出售,为保证产品卫生,延长鲜肉的保存期,有必要对真空包装和气调包装两种包装形式做一介绍。

114
(一)真空包装 真空包装是指除去包装内的空气,然后应用密封技术,使包装袋内的食品与外界隔绝。由于除掉了空气中的氧气,因而抑制并减缓了好气性微生物的生长,减少了蛋白质的降解和脂肪的氧化酸败。
真空包装 真空包装是指除去包装内的空气,然后应用密封技术,使包装袋内的食品与外界隔绝。由于除掉了空气中的氧气,因而抑制并减缓了好气性微生物的生长,减少了蛋白质的降解和脂肪的氧化酸败。")
115
1.真空包装的作用 (1)抑制微生物生长,并避免外界微生物的污染。 (2)减缓肉中脂肪的氧化速度,对酶活性也有一定的抑制作用。 (3)减少产品的失水,保持产品的重量。 (4)可以和其它方法结合使用,如抽真空后再充入CO2等气体。还可与一些常用的防腐方法结合使用,如脱水、腌制、热加工、冷冻和化学保藏等。 (5)产品整洁,增加市场效果,较好地实现市场目的。
可以和其它方法结合使用,如抽真空后再充入CO2等气体。还可与一些常用的防腐方法结合使用,如脱水、腌制、热加工、冷冻和化学保藏等。 (5)产品整洁,增加市场效果,较好地实现市场目的。")
116
2.真空包装对材料的要求 (1)阻气性 主要目的是防止大气中的氧重新进入经抽真空的包装件内。
(2)水蒸汽阻隔性 即应能防止产品水分蒸发,最常用材料是聚氯乙烯薄膜。 (3)香味阻隔性能 应能保持产品本身的香味,并能防止外部的一些不良味道渗透到包装产品中,聚酰胺和聚乙烯混合材料一般可满足这方面的要求。
水蒸汽阻隔性 即应能防止产品水分蒸发,最常用材料是聚氯乙烯薄膜。 (3)香味阻隔性能 应能保持产品本身的香味,并能防止外部的一些不良味道渗透到包装产品中,聚酰胺和聚乙烯混合材料一般可满足这方面的要求。")
117
(5)机械性能 包装材料最重要的机械性能是具有防撕裂和防封口破损的能力。
(4)遮光性 光线会增加肉品氧化,影响肉的色泽。只要产品不直接暴露于阳光下,通常用没有遮光性的透明膜即可。按照遮光效能递增的顺序,采用的方式有:印刷、着色、涂聚偏二氯乙烯、上金、加一层铝箔等。 (5)机械性能 包装材料最重要的机械性能是具有防撕裂和防封口破损的能力。
遮光性 光线会增加肉品氧化,影响肉的色泽。只要产品不直接暴露于阳光下,通常用没有遮光性的透明膜即可。按照遮光效能递增的顺序,采用的方式有:印刷、着色、涂聚偏二氯乙烯、上金、加一层铝箔等。 (5)机械性能 包装材料最重要的机械性能是具有防撕裂和防封口破损的能力。")
118
3.真空包装存在的问题 (1)颜色 鲜肉经过真空包装,氧分压低,这时鲜肉表面肌红蛋白无法与氧气发生反应生成氧合肌红蛋白,而被氧化为高铁肌红蛋白,易被消费者误认为非新鲜肉。真空包装鲜肉的颜色问题可以通过双层包装,即内层为一层透气性好的薄膜,然后用真空包装袋包装,在销售时,将外层打开,由于内层包装通气性好,和空气充分接住触形成氧合肌红蛋白,但这会缩短产品保存期。
颜色 鲜肉经过真空包装,氧分压低,这时鲜肉表面肌红蛋白无法与氧气发生反应生成氧合肌红蛋白,而被氧化为高铁肌红蛋白,易被消费者误认为非新鲜肉。真空包装鲜肉的颜色问题可以通过双层包装,即内层为一层透气性好的薄膜,然后用真空包装袋包装,在销售时,将外层打开,由于内层包装通气性好,和空气充分接住触形成氧合肌红蛋白,但这会缩短产品保存期。")
119
(2)抑菌方面 真空包装虽能抑制大部分需氧菌的生长,但据报道,即使氧气含量降到0
(2)抑菌方面 真空包装虽能抑制大部分需氧菌的生长,但据报道,即使氧气含量降到0.8%,仍有抑制好气性假单孢菌的生长,但在低温下,假单孢菌会逐渐被乳酸菌所取代。
抑菌方面 真空包装虽能抑制大部分需氧菌的生长,但据报道,即使氧气含量降到0.8%,仍有抑制好气性假单孢菌的生长,但在低温下,假单孢菌会逐渐被乳酸菌所取代。")
120
(3)血水及失重问题 真空包装易造成产品变形以及血水增加,有明显的失重现象。消费者在购买鲜肉时,看到包装内沾有血水,一定会有一种不舒服的感觉。实际上血水渗出是不可避免的,分割的鲜肉,只要经过一段时间,就会自然渗出血水。近几年,欧美超级市场研究用吸水垫吸掉血水,这种吸水垫是特殊制造的,它能间接吸收肉品水分,并只吸收自然释出的血水,血水可被固定在吸水垫内,不再回渗,且易于与肉品分离,不会留下纸屑或纤维类的残留物。
血水及失重问题 真空包装易造成产品变形以及血水增加,有明显的失重现象。消费者在购买鲜肉时,看到包装内沾有血水,一定会有一种不舒服的感觉。实际上血水渗出是不可避免的,分割的鲜肉,只要经过一段时间,就会自然渗出血水。近几年,欧美超级市场研究用吸水垫吸掉血水,这种吸水垫是特殊制造的,它能间接吸收肉品水分,并只吸收自然释出的血水,血水可被固定在吸水垫内,不再回渗,且易于与肉品分离,不会留下纸屑或纤维类的残留物。")
121
(二)气调包装 气调包装是指在密封性能好的材料中装进食品,然后注入特殊的气体或气体混合物,再把包装密封,使其与外界隔绝,从而抑制微生物生长,抑制酶促腐败,从而达到延长货架期的目的。 气调包装和真空包装相比,并不会比真空包装货架期长,但会减少产品受压和血水渗出,并能使产品保持良好色泽。
气调包装 气调包装是指在密封性能好的材料中装进食品,然后注入特殊的气体或气体混合物,再把包装密封,使其与外界隔绝,从而抑制微生物生长,抑制酶促腐败,从而达到延长货架期的目的。 气调包装和真空包装相比,并不会比真空包装货架期长,但会减少产品受压和血水渗出,并能使产品保持良好色泽。")
122
气调包装所用气体主要为O2、N2、CO2。正常大气中的空气是好几种气体的混合物,其中氮气占空气体积约78%,氧气约21%,CO2约0
气调包装所用气体主要为O2、N2、CO2。正常大气中的空气是好几种气体的混合物,其中氮气占空气体积约78%,氧气约21%,CO2约0.03%,氩气等稀有气体约0.94%,其余则为蒸汽。氧气的性质活泼,容易与其它物质发生氧化作用,氮气则惰性很高,性质稳定,CO2对于嗜低温菌有抑制作用。 所谓包装内部气体成份的控制,是指调整鲜肉周围的气体成分,使与正常的空气组成成份不同,以达到延长产品保存期的目的。

123
1. 充气包装中使用的气体 (1)氧气 肌肉中肌红蛋白与氧分子结合后,成为氧合肌红蛋白而呈鲜红色,因此,为保持肉的鲜红色,包装袋内必须有氧气。自然空气中含O2约20.9%,因此新切肉表面暴露于空气中则显浅红色。据报道,在0℃,相对湿度99.3%时,氧分压6±3mmHg(0.4~1.2%O2)时高铁肌红蛋白形成最多,O2必须在5%以上方能减少高铁肌红蛋白的形成,但据指出,氧必须在10%以上才能维持鲜红,40%以上的O2能维持9天良好色泽。
氧气 肌肉中肌红蛋白与氧分子结合后,成为氧合肌红蛋白而呈鲜红色,因此,为保持肉的鲜红色,包装袋内必须有氧气。自然空气中含O2约20.9%,因此新切肉表面暴露于空气中则显浅红色。据报道,在0℃,相对湿度99.3%时,氧分压6±3mmHg(0.4~1.2%O2)时高铁肌红蛋白形成最多,O2必须在5%以上方能减少高铁肌红蛋白的形成,但据指出,氧必须在10%以上才能维持鲜红,40%以上的O2能维持9天良好色泽。")
124
氧气虽然可以维持良好的色泽,但由于氧气的存在,易造成好气性假单孢菌生长, 因而使保存期要低于真空包装。此外,氧气还易造成不饱和脂肪酸氧化酸败,致使肌肉褐变。

125
(2)二氧化碳 CO2在充气包装中的使用,主要是由于它的抑菌作用。CO2是一种稳定的化合物,无色、无味,在空气中约占0
(2)二氧化碳 CO2在充气包装中的使用,主要是由于它的抑菌作用。CO2是一种稳定的化合物,无色、无味,在空气中约占0.03%,提高CO2浓度,使大气中原有的氧化浓度降低,使好气性细菌生长速率减缓,另外也使某些酵母菌和厌气性菌的生长受到抑制。
二氧化碳 CO2在充气包装中的使用,主要是由于它的抑菌作用。CO2是一种稳定的化合物,无色、无味,在空气中约占0.03%,提高CO2浓度,使大气中原有的氧化浓度降低,使好气性细菌生长速率减缓,另外也使某些酵母菌和厌气性菌的生长受到抑制。")
126
CO2的抑菌作用机理: 一是通过降低pH值,CO2溶于水中,形成碳酸(H2CO3),使pH值降低,这会对微生物有一定的抑制;
,使pH值降低,这会对微生物有一定的抑制;")
127
第二是通过对细胞的渗透作用。在同温同压下CO2在水中的溶解是O2的6倍,渗入细胞的速率是O2的30倍,由于CO2的大量渗入,会影响细胞膜的结构,增加膜对离子的渗透力,改变膜内外代谢作用的平衡,而干扰细胞正常代谢,使细菌生长受到抑制。CO2渗入还会刺激线粒体ATP酶的活性,使氧化磷酸化作用加快,使ATP减少,即使机体代谢生长所需能量减少。

128
2.充气包装中各种气体的最适比例 在充气包装中,CO2具有良好的抑菌作用,O2为保持肉品鲜红色所必须,而N2则主要作为调节及缓冲用,如何能使各种气体比例适合,使肉品保藏期长,且各方面均能达到良好状态,则必须予以探讨。欧美大多以80%O2+20%CO2方式零售包装,其货架期为4~6天,英国在1970年即有两种专利,其气体混合比例为70%~90%O2与10%~30%CO2或50%~70%O2与50%~30%CO2,而一般多用20%CO2+80%O2,具有8~14天的鲜红色效果。

129
表1 气调包装肉及肉制品所用气体比例 肉的品种 混合比例 国家 新鲜肉(5-12天)
表1 气调包装肉及肉制品所用气体比例 肉的品种 混合比例 国家 新鲜肉(5-12天) 70%O2+20%CO2+10%N2或75%O2+25%CO2 欧洲 鲜碎肉制品和香肠 33.3% O2+33.3%CO2+33.3%N2 瑞士 新鲜斩拌肉陷 70%O2+30%CO2 英国 熏制香肠 75%CO2+25%N2 德国及北欧四国 香肠及熟肉(4~8周) 家禽(6~14天) 50%O2+25%CO2+25%N2
 70%O2+20%CO2+10%N2或75%O2+25%CO2. 欧洲. 鲜碎肉制品和香肠. 33.3% O2+33.3%CO2+33.3%N2. 瑞士. 新鲜斩拌肉陷. 70%O2+30%CO2. 英国. 熏制香肠. 75%CO2+25%N2. 德国及北欧四国. 香肠及熟肉(4~8周) 家禽(6~14天) 50%O2+25%CO2+25%N2.")
130
HACCP 危害分析与关键控制点

131
前 言 HACCP(hazard analysis critical control points system)即危害分析与关键控制点系统,是以科学为基础,通过系统研究确定具体的危害及其控制措施,以保证食品的安全性。 HACCP是目前世界上最有权威的食品安全质量保护体系,是用来保护食品在整个生产过程中免受可能发生的生物、化学、物理因素的危害。其宗旨是将这些可能发生的食品安全危害消除在生产过程中,而不是靠事后检验来保证产品的可靠性。

132
HACCP,是一种确定食品的安全性,确认其中危害点并加以控制的手段。

133
国家标准GB/T 《食品工业基本术语》对其规定的定义是:生产(加工)安全食品的一种控制手段;对原料、关键生产工序及影响产品安全的人为因素进行分析,确定加工过程中的关键环节,建立、完善监控程序和监控标准,采取规范的纠正措施。同义词:HACCP。 国际标准CAC/RCP-1"食品卫生通则1997修订3版"对HACCP的定义是:鉴别、评价和控制对食品安全至关重要的危害的一种体系。
安全食品的一种控制手段;对原料、关键生产工序及影响产品安全的人为因素进行分析,确定加工过程中的关键环节,建立、完善监控程序和监控标准,采取规范的纠正措施。同义词:HACCP。 国际标准CAC/RCP-1 食品卫生通则1997修订3版 对HACCP的定义是:鉴别、评价和控制对食品安全至关重要的危害的一种体系。")
134
HACCP的产生与发展与现代食品安全有关
由于我们所赖以生存的陆地、海洋、江湖等大环境的不断恶化,水产品受到的危害可用 “四面楚歌”来形容。这些危害既有微生物的、化学的、生物的也有寄生虫及农药污染等。 为了把好食品的安全和质量关,当代人们惯常采用的是:监测生产设施运行与人员操作的情况,并对成品进行抽样检验(理化、微生物、感官等)。
。")
135
传统的监控方式的不足: (1) 我们常用的抽样规则本身就是有误判风险的。再是食品是来自单个的易变质的生物体,其样本个体的不均匀性要比机电、化工等工业产品更突出,误判风险更难预料。 (2)大量的成品检验的费用高,周期长。等检验结果的信息反馈到管理层再决定产品质量控制措施时,往往为时已晚。
 我们常用的抽样规则本身就是有误判风险的。再是食品是来自单个的易变质的生物体,其样本个体的不均匀性要比机电、化工等工业产品更突出,误判风险更难预料。 (2)大量的成品检验的费用高,周期长。等检验结果的信息反馈到管理层再决定产品质量控制措施时,往往为时已晚。")
136
HACCP系统是二十世纪六十年代美国太空总署针对如何为宇航员制作出100%安全卫生的食品,以确保在太空食用时,不会因食物污染造成无法预料的后果,而执行的一项零风险的综合质量管理措施。在美国、日本、欧盟被广泛加以应用后,目前正在被推向全世界,将成为国际上通用的一种食品安全控制体系。HACCP系统已成为进入国际市场的“特别通行证”

137
HACCP体系是一种建立在良好操作规范(GMP)和卫生标准操作规程(SSOP)基础之上的控制危害的预防性体系,它的主要控制目标是食品的安全性,因此它与其他的质量管理体系相比,可以将主要精力放在影响产品安全的关键加工点上,而不是将每一个步骤都放上很多精力,这样在预防方面显得更为有效。
和卫生标准操作规程(SSOP)基础之上的控制危害的预防性体系,它的主要控制目标是食品的安全性,因此它与其他的质量管理体系相比,可以将主要精力放在影响产品安全的关键加工点上,而不是将每一个步骤都放上很多精力,这样在预防方面显得更为有效。")
138
HACCP基本原理 从HACCP名称可以明确看出,它主要包括HA,即危害分析(hazard analysis),以及关键控制点CCP(critical control point)。HACCP原理经过实际应用和修改,已被联合国食品法规委员会(CAC)确认,由以下七个基本原理组成:
,以及关键控制点CCP(critical control point)。HACCP原理经过实际应用和修改,已被联合国食品法规委员会(CAC)确认,由以下七个基本原理组成:")
139
1 . 进行危害分析(HA)。 2. 确定加工中的关键控制点(CCP)。对每个显著危害确定适当的关键控制点。 3. 确定关键限值。对确定的关键控制点的每一个预防措施确定关键限值。
。 2. 确定加工中的关键控制点(CCP)。对每个显著危害确定适当的关键控制点。 3. 确定关键限值。对确定的关键控制点的每一个预防措施确定关键限值。")
140
4. 建立HACCP监控程序。建立包括监控什么、如何监控、监控频率和谁来监控等内容的程序,以确保关键限值得以完全符合。
5. 确定当发生关键限值偏离时,可采取的纠偏行动,以确保恢复对加工的控制,并确保没有不安全的产品销售出去。 6. 建立有效的记录保持程序。 7. 建立验证程序,证明HACCP系统是否正常运转。

141
1. 危害分析 危害是指一切可能造成食品不安全消费,引起消费者疾病和伤害的生物的、化学的和物理特性的污染。确定与食品生产各阶段有关的潜在危害性。 它包括原材料生产、食品加工制造过程、产品贮运、消费等各环节。危害分析不仅要分析其可能发生的危害及危害的程度,也要涉及到有防护措施来控制这种危害。

142
美国联邦法规认为食品安全危害包括:自然毒素、微生物污染、化学污染、农药、药品残留物与安全相关的腐败分解与安全相关的寄生虫(如:生吃鱼时),未经批准的食品添加剂和着色剂、甜味剂、防腐剂以及物理性危害
,未经批准的食品添加剂和着色剂、甜味剂、防腐剂以及物理性危害")
143
原料肉中危害人的健康和安全的有毒有害物质有三大类:
(1)生物类有毒有害物质,主要包括病原微生物、微生物毒素及其他生物毒素; (2)化学有毒有害物质,包括残留农药、过敏物质、其他有毒有害物质如二恶英等 (3)物理性有害物质,主要指沙石、毛发、铁器和放射性残留等。其中以前两类有毒有害物质较为常见,危害性也较为显著。
生物类有毒有害物质,主要包括病原微生物、微生物毒素及其他生物毒素; (2)化学有毒有害物质,包括残留农药、过敏物质、其他有毒有害物质如二恶英等. (3)物理性有害物质,主要指沙石、毛发、铁器和放射性残留等。其中以前两类有毒有害物质较为常见,危害性也较为显著。")
144
生物性危害 食品中的生物性危害主要是指生物(尤其是微生物)本身及其代谢过程对食品原料、加工过程和产品的污染,这种污染对食品消费者的健康造成危害。生物性危害可分为三种类型:即细菌、病毒和寄生虫。
本身及其代谢过程对食品原料、加工过程和产品的污染,这种污染对食品消费者的健康造成危害。生物性危害可分为三种类型:即细菌、病毒和寄生虫。")
145
化学危害 食品的化学危害,是指有毒的化学物质污染食品而引起的危害。化学污染对消费者的影响分慢性和急性两种,慢性化学污染物(如汞)能在体内积累许多年而导致病变,急性如过敏性食品影响等。 食品的化学危害包括:天然毒素、农药残留、兽药残留、金属、过敏性物质、有毒金属元素、增塑剂和包装迁移、添加的化学物质

146
物理危害 物理危害物有:玻璃、金属、石头、木块、塑料和害虫残体等。大块固体食品如肉畜屠体可用X 射线探测、金属探测、视觉检验、电子扫描等方法除去混入其中的物理危害物。

147
2. 确定关键控制点(CCP) CCP是可以被控制的点、步骤或方法,经过控制可以使食品潜在的危害得以防止、排除或降至可接受的水平。
HACCP被认为保证食品安全的最佳方法,它集中在加工步骤的控制和监控,在CCP点控制和监控对食品安全有最佳效果。 CCP点可以是食品生产制造的任意步骤,包括原材料及其收购或其生产、收获、运输、产品配方及加工贮运各步骤

148
可能作为CCP的有:原料接受、特定的加热、冷却过程、特别的卫生措施、调节食品pH值或盐分含量到给定值、包装与再包装等工序。

149
3. 确定关键限值,保证CCP受控制 确定了关键控制点, 知道在该点的危害程度与性质,知道需要控制什么,这还不够, 还应明确将其控制到什么程度才能保证产品的安全。 为更切合实际,需要详细地描述所有的关键控制点。这包括确定物理的、化学的或生物的属性的判定标准和专门的限度或特性,这些理化或生物的属性保证产品的安全性和可接收质量水平。

150
在关键控制点(CCP)确定关键限值是HACCP计划中最重要的步骤之一。对每个CCP点需要确定一个标准值,以确保每个CCP限制在安全值以内。这些关键限值常是一些保藏手段的参数,如温度、时间、物理性能(如张力)、水分、水分活性、pH及有效氯浓度等。
确定关键限值是HACCP计划中最重要的步骤之一。对每个CCP点需要确定一个标准值,以确保每个CCP限制在安全值以内。这些关键限值常是一些保藏手段的参数,如温度、时间、物理性能(如张力)、水分、水分活性、pH及有效氯浓度等。")
151
为了确定关键控制点的临界限制指标,应全面的收集法规、技术标准的资料,从其中找出与产品性状及安全有关的限量,还应有产品加工的工艺技术、操作规范等方面的资料,从中确定操作过程中应控制的因素限制指标。

152
4. 确定监控CCP措施 确立了关键控制点及其临界限制指标,随之而来的就是对其实施有效的监测措施。这是关键控制点成败的“关键”。 监测是对已确定的CCP进行观察或测试,将结果与临界限制指标进行比较,从而判定它是否得到完全控制(或是否发生失控)。从监控的观点来看,在被控制的一个CCP上发生失误是一个关键缺陷(criticle defect)。
。从监控的观点来看,在被控制的一个CCP上发生失误是一个关键缺陷(criticle defect)。")
153
监控是有计划、有顺序的观察或测定以判断CCP是在控制中,并有准确的记录,可用于未来的评估。应尽可能通过各种物理及化学方法对CCP进行连续的监控,若无法连续监控关键限值,应有足够的间歇频率来观察测定CCP的变化特征,以确保CCP是在控制中。

154
监控结果必须记录与CCP监控有关的全部记录和文件,必须由监测者或负责的官员二人签字。
监测是为了收集数据,然后根据这些信息资料做出判断,为后来采取某些措施提供依据。 监测也可对失控的加工过程提出预警。即使是在加工完成后监测也能帮助防止产品的损耗或使损耗减少到最低限度。

155
5. 确立纠偏措施 当监控显示出现偏离关键限值时,要采取纠偏措施。虽然HACCP系统已有计划防止偏差,但从总的保护措施来说,应在每一个CCP上都有合适的纠偏计划,以便万一发生偏差时能有适当的手段来恢复或纠正出现的问题,并有维持纠偏动作的记录。 纠偏记录是HACCP计划重要的文件之一。它使企业总结经验教训,以便在未来的操作中防止偏离关键限值的事故发生。

156
纠偏行动包括四方面的活动: ──利用监测的结果调整加工方法以保持控制 ──如果失控,你必需处理不符合要求的产品 ──你必需确定或改正不符合要求的原因 ──保留改正措施的记录

157
对不符合要求的产品列出五种处理措施供做选择:
──放弃产品(如果产品是安全的则不是最明智的选择) ──重复检验产品 ──将产品转向安全的用途 ──将产品再加工 ──销毁产品
 ──重复检验产品 ──将产品转向安全的用途 ──将产品再加工 ──销毁产品.")
158
6. 确立有效的纪录保持程序 要求把列有确定的危害性质、CCP、关键限值的书面HACCP计划的准备、执行、监控、记录保持和其它措施等与执行HACCP计划有关的信息、数据记录文件完整地保存下来。 保持的记录和文件确认了执行HACCP系统过程中所采用的方法、程序、试验等是否和HACCP计划一致。

159
7. 建立审核程序 审核程序是验证应用的方法、程序、试验、评估和监控的科学性、合理性,审核关键限值能否控制确定的危害,保证HACCP计划正常执行。

160
HACCP优点 1.使对产品的检验(即检验是否有不合格产品)转化为控制生产环节中潜在的危害(即预防不合格产品);
2.应用最少的资源,做最有效的事情; 3. HACCP补充和完善了传统的检验方法,强调加工控制,并集中在影响产品安全的关键加工点上; 4. HACCP强调执法人员和企业之间的交流,安全检验集中在预防性上,不需要大的投资, 可使其既简单又有效; 5. 制定和实施HACCP计划可随时与国际有关食品法规接轨。

161
HACCP是一种控制危害的预防体系,不是反应体系。食品加工者可以使用它来确保提供给消费者更安全的食品,为确保这一点,就要设计HACCP来确定危害。

162
HACCP与ISO9000族标准的区别 一般来讲,ISO9000系列标准更多地涉及公司的行政管理,HACCP是一种预测性的食品监控程序,可以弥补以中间测定和终产品分析为主的传统方法的不足。ISO9000适用于各种产业,而HACCP只应用于食品行业,强调保证食品的安全、卫生。二者的主要区别如下:

163
ISO9000和HACCP的区别 项目 ISO9000 HACCP 适用范围 适用于各行各业 应用于食品行业 目标 强调质量能满足顾客要求
强调食品安全,避免消费者受到危害 标准 企业可在ISO 三种模式中依自身条件选择其一,再逐步提高作业标准 企业可依据市场所在国政府的法规或规范(如在国内销售的产品,要依据我国农业部颁布的《水产品加工质量管理规范》生产)的要求生产产品 标准内容 标准内容涵盖面广,涉及设计、开发、生产、安装和服务 内容较窄,以生产过程的控制为主 监控对象 无特殊监控对象 有特殊监控对象,如病原菌 实施 自愿性 由自愿逐步过渡到强制
的要求生产产品. 标准内容. 标准内容涵盖面广,涉及设计、开发、生产、安装和服务. 内容较窄,以生产过程的控制为主. 监控对象. 无特殊监控对象. 有特殊监控对象,如病原菌. 实施. 自愿性. 由自愿逐步过渡到强制.")
164
有人认为,以食品工业而言,若将两种制度结合(ISO 9000/HACCP),亦即以ISO9000质量保证系统为通则,以HACCP规范为导则之模式结合,并不会出现矛盾或冲突的现象而有相辅相成之功效,一个工厂若能同时实施HACCP及ISO 9000质量保证制度,则其产品不但能满足顾客需求,同时更进一步确保了消费者的安全。因此有的国外专家戏称之为:HACCP9000。
,亦即以ISO9000质量保证系统为通则,以HACCP规范为导则之模式结合,并不会出现矛盾或冲突的现象而有相辅相成之功效,一个工厂若能同时实施HACCP及ISO 9000质量保证制度,则其产品不但能满足顾客需求,同时更进一步确保了消费者的安全。因此有的国外专家戏称之为:HACCP9000。")
165
ISO9000体系 ISO是国际标准化组织(International Organization for Standarization)的简称。ISO9000体系的是:"由ISO/TC176技术委员会制定的所有国际标准。"它是由一些既有区别、又相互联系在一起的系列标准组成的立体的网络,形成了一个包括实施指南、标准要求和审核监督等多方面的完整的体系。
的简称。ISO9000体系的是: 由ISO/TC176技术委员会制定的所有国际标准。 它是由一些既有区别、又相互联系在一起的系列标准组成的立体的网络,形成了一个包括实施指南、标准要求和审核监督等多方面的完整的体系。")
166
ISO9000与HACCP都是一种预防性的质量保证体系。ISO9000适用于各种产业,而HACCP只应用于食品行业,强调保证食品的安全、卫生。

167
世界各国应用HACCP系统情况 年度 国家 应用领域 1985年 新西兰 乳品工业 1992年 加拿大 水产业
年度 国家 应用领域 1985年 新西兰 乳品工业 1992年 加拿大 水产业 1992年4月 日本 肉鸡加工业 1992年 美国肉 食品加工业、水产业 1992年9月 澳大利亚 畜产业、水产业 1993年 新西兰 肉食品加工业、水产业 1994年 澳大利亚 畜牧场 1995年12月 美国 水产业 1996年 欧共体 卫生管理 1996年 加拿大 畜产加工业 1996年7月 美国 畜牧场 1997年1月 澳大利亚 畜牧场

168
HACCP与GMP、SSOP 1 GMP 良好操作规范(GMP)是食品生产全过程中保证食品具有高度安全卫生性的良好生产管理系统。它运用物理、化学、生物、微生物、毒理等学科的基础知识来解决食品生产加工全过程中有关安全卫生和营养问题,从而保证食品的安全卫生质量。GMP基本内容就是食品从原料到成品全部过程中各环节的卫生条件和操作规程。
是食品生产全过程中保证食品具有高度安全卫生性的良好生产管理系统。它运用物理、化学、生物、微生物、毒理等学科的基础知识来解决食品生产加工全过程中有关安全卫生和营养问题,从而保证食品的安全卫生质量。GMP基本内容就是食品从原料到成品全部过程中各环节的卫生条件和操作规程。")
169
GMP不仅规定了一般的卫生措施,而且也规定了防止食品在不卫生条件下变质的措施。GMP把保证食品质量的工作重点放在从原料的采购到成品及其贮存运输的整个生产过程的各个环节上,而不是仅仅着眼于最终产品上。这一点与HACCP是相一致的。

170
2 SSOP SSOP,即卫生标准操作规范,是GMP中最关键的,在食品生产中实现GMP全面目标的操作规范,它描述了一套特殊的与食品卫生处理和加工厂环境清洁程度有关的目标,及所从事的满足这些目标的活动。

171
SSOP包括八个方面的卫生条款。美国FDA海产品HACCP法规中提出的卫生监控范围八项规定为:(1)水和冰的安全性;(2)食品接触的表面——清洁;(3)防止交叉污染;(4)洗手、手的消毒和卫生设施;(5)防止污染物造成的污染;(6)有害化合物的适当处理、贮存和使用;(8)雇员的健康状况;(8)害虫的控制及去除。
水和冰的安全性;(2)食品接触的表面——清洁;(3)防止交叉污染;(4)洗手、手的消毒和卫生设施;(5)防止污染物造成的污染;(6)有害化合物的适当处理、贮存和使用;(8)雇员的健康状况;(8)害虫的控制及去除。")
172
SSOP既能控制一般危害又能控制显著危害,而HACCP仅用于控制显著危害。一些由SSOP控制的显著危害在HACCP中可以不作为CCP,而只由SSOP控制。从而使HACCP中的关键控制点更简化,使HACCP更具针对性,避免了HACCP因关键控制点过多而难于操作的矛盾。

Similar presentations








 林卓然编著 中山大学出版社>")

 制作人:张爱红.>")








