Download presentation
Presentation is loading. Please wait.

1
注塑机的五大系统 1、射出系统 4、控制系统 2、模具系统 5、锁模系统 3、油压系统
注塑机的五大系统 1、射出系统 4、控制系统 2、模具系统 5、锁模系统 3、油压系统 注:应用于热塑性塑料的单螺杆射出成形机

2
二、注塑系统讲解: 注:热塑性塑料的单螺杆射出成形机之塑化螺杆、料筒、 电热片、固定模板及移动模板。

3
三、注塑料筒及射出压力的产生: 注:回转式螺杆之进料区、压缩区、和计量区

4
四、射咀与模具的结合

5
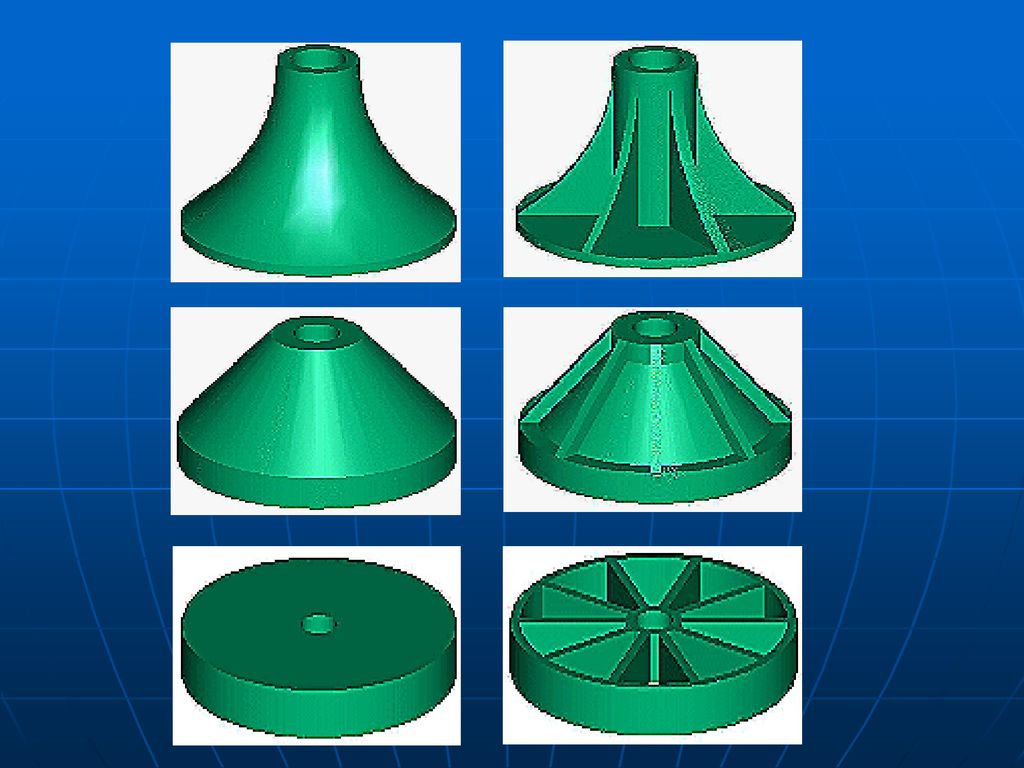
五、三板模的理解:

6
1、二板模跟三板模的区别:(一)
")
7
2、标准三板模 注:典型的三板模之模具系统

8
六、产品流道及产品排模的合理性 注:射出成形系统包括熔胶输送系统及成形塑件。

9
七、射出机之操作程序。 (a)关闭模具(注意冷料的处理) (b)充填模穴 (c)保压
关闭模具(注意冷料的处理) (b)充填模穴 (c)保压")
10
(d)螺杆后退 (e)顶出塑件 (f)开始下一个循环
螺杆后退 (e)顶出塑件 (f)开始下一个循环")
11
八、典型的射出成形机之动作循环和 各动作所占的时间比例 1-- 充填(射出阶段) 2-- 保压与冷却 3-- 开启模具 4-- 顶出塑件
5-- 关闭锁具

12
九、塑料之分类

13
十、塑料之加工制程

14
十一、不同塑料的微结构,及制程 中加热或冷却对于为结构的影响。

15
十二、常用树脂的建议熔胶温度 与模具温度 材料 名称 流动性质 熔胶温度 (°C/°F) 模具温度 顶出温度 MFR g/10min
测试负荷 kg 测试温度 C 最小值 建议值 最大值 ABS 35 10 220 200/392 230/446 280/536 25/77 50/122 80/176 88/190 PA 12 95 5 275 255/491 300/572 30/86 110/230 135/275 PA 6 110 70/158 85/185 133/271 PA 66 100 260/500 320/608 158/316 PBT 2.16 250 220/428 250/482 15/60 60/140 125/257 PC 20 1.2 300 305/581 340/644 95/203 120/248 127/261

16
PC/ABS 12 5 240 230/446 265/509 300/572 50/122 75/167 100/212 117/243 PC/PBT 46 275 250/482 280/536 40/104 60/140 85/185 125/257 PE-HD 15 2.16 190 180/356 220/428 20/68 95/203 PE-LD 10 70/158 80/176 PEI 5.00 340 340/644 400/752 440/824 140/284 175/347 191/376 PET 27 290 270/518 290/554 120/248 150/302 PETG 23 260 255/491 10/50 15/60 30/86 59/137 PMMA 3.8 230 240/464 35/90 POM 20 225/437 235/455 105/221 118/244 PP 200/392 93/199 PPE/PPO 40 265 320/608 110/230 128/262 PS 200 PVC 50 160/320 190/374 SAN 30 220

17
十三、添加剂、填充料与补强料对 于聚合物性质的影响 添加剂、填充料及补强料 常用村料 对聚合物性质的影响 强化纤维
碳素、碳、矿物质纤维、玻璃、kevlar 增加拉伸强度 增加弯曲模数(flexural modulus) 提高热变形温度 提升抗收缩与抗翘曲能力 导电性填充料 铝粉、碳纤维、石墨 提高电气性质 提高热传导性 耦合剂 Silanes、titanates 改善聚合物与纤维界面之键结力 抗燃剂 氯、溴、硫、金属盐 降低燃烧发生率及扩散速度 混合填充料 碳酸钙、硅、黏土 降低材料成本 塑化剂 单体液体、低分子量材料 改善熔胶的流动性 加强挠曲性 着色剂(色料或染料) 金属氧化物、铬酸盐、碳黑 提供耐久的颜色 防止热裂解或紫外线造成裂解 发泡剂 气体、氮复合物、联氨衍生物 造成孔穴组织以降低材料密度
 提高热变形温度. 提升抗收缩与抗翘曲能力. 导电性填充料. 铝粉、碳纤维、石墨. 提高电气性质. 提高热传导性. 耦合剂. Silanes、titanates. 改善聚合物与纤维界面之键结力. 抗燃剂. 氯、溴、硫、金属盐. 降低燃烧发生率及扩散速度. 混合填充料. 碳酸钙、硅、黏土. 降低材料成本. 塑化剂. 单体液体、低分子量材料. 改善熔胶的流动性. 加强挠曲性. 着色剂(色料或染料) 金属氧化物、铬酸盐、碳黑. 提供耐久的颜色. 防止热裂解或紫外线造成裂解. 发泡剂. 气体、氮复合物、联氨衍生物. 造成孔穴组织以降低材料密度.")
18
塑料如何流动? 注:(a)剪切流动;(b)拉伸流动; (c)模穴内的剪切流动 (d)充填模穴内的拉伸流动
剪切流动;(b)拉伸流动; (c)模穴内的剪切流动 (d)充填模穴内的拉伸流动")
19
注:(a)理想的黏性液体在应力作用下表现出
连续的变形

20
3、以简易之剪切流动说明聚合物熔胶黏度的定义

21
相对流动元素间运动之典型速度分布曲线; 射出成形之充填阶段的剪变率分布图。

22
十四、不定形塑料与结晶性塑料的 结构与性质之比较 不定形塑料 结晶性塑料 常用的材料
丙烯晴—丁二烯—苯乙烯共聚合物(ABS)、压克力(例如PMMA、PAN)、聚碳酸脂(PC)、聚苯乙烯(PS)、聚氯乙烯(PVC)、苯乙烯—丙烯系聚合物(SAN)。 聚缩醛树脂(POM)、耐隆(PA, 聚醯胺)、聚乙烯(PE)、聚丙烯(PP)、热塑性聚脂(例如PBT、PET)。 微结构 分子在液相和固相都呈现杂乱的配向性。 分子在液相呈现杂乱的配向性,在固相则形成紧密堆砌的晶体。 热之反应 具有软化温度范围,但没有明显的熔点。 具有明确的熔点。 性质 透明 抗化学性差 成形时体积收缩率低 通常强度不高 一般具有高熔胶黏度 热含量低 半透明或不透明 抗化学性佳 成形时体积收缩率高 强度高 熔胶黏度低 热含量高
、压克力(例如PMMA、PAN)、聚碳酸脂(PC)、聚苯乙烯(PS)、聚氯乙烯(PVC)、苯乙烯—丙烯系聚合物(SAN)。 聚缩醛树脂(POM)、耐隆(PA, 聚醯胺)、聚乙烯(PE)、聚丙烯(PP)、热塑性聚脂(例如PBT、PET)。 微结构. 分子在液相和固相都呈现杂乱的配向性。 分子在液相呈现杂乱的配向性,在固相则形成紧密堆砌的晶体。 热之反应. 具有软化温度范围,但没有明显的熔点。 具有明确的熔点。 性质. 透明. 抗化学性差. 成形时体积收缩率低. 通常强度不高. 一般具有高熔胶黏度. 热含量低. 半透明或不透明. 抗化学性佳. 成形时体积收缩率高. 强度高. 熔胶黏度低. 热含量高.")
23
十五、压力沿着熔胶输送系统和模 穴而降低

24
十六、熔胶速度与压力梯度的关系

25
十七、射出压力相对于充填时间 之U形曲线

26
十八、针对影响射出压力的设计与成形参数 进行比较。 参数 需要高射出压力 可用低射出压力 塑件设计 肉厚 塑件表面 浇口设计 浇口尺寸
流动长度

27
成形条件 熔胶温度 模壁(冷却剂)温度 螺杆速度 选择材料 熔胶流动指数
温度 螺杆速度 选择材料 熔胶流动指数")
28
十九、计算机仿真之熔胶充填模式 的影像

29
二十、分子与纤维配向性的差异,造成 收缩量差异或翘曲。(熔胶波前的前进 速度简称为MFV)
")
30
二十一、塑件表层与中心层之纤维配 向性

31
二十二、粗厚件会导致塑件的收缩和翘 曲,应该将塑件设计为具有均匀肉厚的 塑件。

32
二十三、塑件之设计范例。左边为不良设计,右边
是典型的塑件设计。塑件同时具有薄肉区和厚肉区 时,充填熔胶倾向于往厚截面部分流动,容易产生 竞流效应(race-tracking effect),导致包风(air traps)和缝合线(weld lines),在塑件表面产生瑕 疵。假如厚肉区没有充足的保压,就会造成凹痕 (sink marks)或气孔(voids),所以应该尽可能设计 薄且肉厚均匀的塑件,以缩短成形周期时间,改善 塑件尺寸稳定性,塑件肉厚设计通则是:使用肋可 以提高塑件的刚性和强度,并且避免厚肉区的结构。 塑件尺寸的设计,应将使用塑料之材料性质和负荷类 型、使用条件之间的关系列入考虑,也应考虑组件的 组合需求
,导致包风(air. traps)和缝合线(weld lines),在塑件表面产生瑕. 疵。假如厚肉区没有充足的保压,就会造成凹痕. (sink marks)或气孔(voids),所以应该尽可能设计. 薄且肉厚均匀的塑件,以缩短成形周期时间,改善. 塑件尺寸稳定性,塑件肉厚设计通则是:使用肋可. 以提高塑件的刚性和强度,并且避免厚肉区的结构。 塑件尺寸的设计,应将使用塑料之材料性质和负荷类. 型、使用条件之间的关系列入考虑,也应考虑组件的. 组合需求.")
34
二十四、建议根部的最大厚度为塑件肉 厚的0.8倍,通常取肉厚的0.5~0.8倍

35
流 道 设 计

36
二、竖浇道根部的圆角可以改善熔胶的 流动

37
三、常用的流道截面形状

38
四、无填充料之塑料的典型流道尺寸 材料 直径 mm inch ABS, SAN 5.0-10.0 3/16-3/8
Polycarbonate聚碳酸脂(PC) Acetal 聚缩醛树脂 1/8-3/8 Thermoplastic polyester热塑性聚脂树脂 1/8-5/16 Acetate 3/16-7/19 Thermoplastic polyester (reinforced)补强热塑性聚脂树脂 Acrylic 压克力 5/16-3/8 Polyethylene聚乙烯 1/16-3/8 Butyrate Polyamide聚丙烯酸脂 Fluorocarbon 聚氟碳树脂 Polyphenylene oxide 1/4-3/8 Impact acrylic 耐冲击压克力 5/16-1/2 Polyphenylene聚丙烯 Ionomers 3/32-3/8 Polystyrene聚苯乙烯 Nylon 耐隆 Polysulfone聚氟乙烯 Phenylene Polyvinyl (plasticized)聚氯乙烯 Phenylene sulfide 1/4-1/2 PVC Rigid硬质聚氯乙烯 1/4-5/8 Polyallomer异聚合物 Polyurethane聚尿素树脂 1/4-5/16
 Acetal. 聚缩醛树脂 /8-3/8. Thermoplastic polyester热塑性聚脂树脂 /8-5/16. Acetate /16-7/19. Thermoplastic polyester (reinforced)补强热塑性聚脂树脂. Acrylic 压克力 /16-3/8. Polyethylene聚乙烯 /16-3/8. Butyrate. Polyamide聚丙烯酸脂. Fluorocarbon. 聚氟碳树脂. Polyphenylene oxide /4-3/8. Impact acrylic. 耐冲击压克力. 5/16-1/2. Polyphenylene聚丙烯. Ionomers. 3/32-3/8. Polystyrene聚苯乙烯. Nylon 耐隆. Polysulfone聚氟乙烯. Phenylene. Polyvinyl (plasticized)聚氯乙烯. Phenylene sulfide. 1/4-1/2. PVC Rigid硬质聚氯乙烯 /4-5/8. Polyallomer异聚合物. Polyurethane聚尿素树脂 /4-5/16.")
39
热流道种类 优 点 缺 点 绝热式 设计较简单 成本较低 会在浇口处产生不必要的凝固层 。 必须以短周期时间维持熔融状态。 需要较长的起动时间以到达稳定的熔胶温度。 有充填不均之问题。 内部加热式 改善热分布情形 成本较高,设计较复杂 。 应注意流动平衡和复杂的温度控制。 应考虑模具的不同组件之间的热膨胀。 外部加热式 温度控制较佳 成本较高,设计较复杂。 应考虑不同的模具组件之间的热膨胀。

40
(a)绝热式、 (b)内部加热式、 (c)外部加热式。
热流道系统之种类: (a)绝热式、 (b)内部加热式、 (c)外部加热式。
绝热式、 (b)内部加热式、 (c)外部加热式。")
41
五、人工平衡流道系统之成形塑件

42
六、使用不同射出速度之不平衡流道系 统的流动模式

43
七、冷料井

44
侧边浇口(edge gate)又称为标准浇口(standard gate),如图6-13所示,通常位于模具的分模在线,而且从塑件的侧边、上方或下方充填。典型边缘浇口尺寸为塑件厚度的6%~75%,或是0.4~6.4 mm,宽度1.6~12.7 mm,浇口面长度不应超过1.0 mm,最佳值为0.5 mm。 图6-12 凸片浇口 图6-13 边缘浇口

45
3、重迭浇口 重迭浇口(overlap gate)与边缘浇口类似,如图6-14所示,但是重迭浇口与塑件侧壁或表面有重迭。重迭浇口通常用来防止喷流效应。典型重迭浇口尺寸为0.4~6.4 mm厚,1.6~12.7 mm宽。 4、扇口浇口 扇形浇口(fan gate)如图6-15,是厚度逐渐改变的宽边浇口,具有大充填面积,可以让熔胶迅速地充填大型塑件。大型塑件非常在乎翘曲问题和尺寸的稳定性,使用扇形浇口可以让大型塑件的熔胶波前均匀地充填模穴。扇形浇口的宽度和厚度具有锥度,并且要维持固定的熔胶波前面积,以确保固定的熔胶速度,让熔胶在整个浇口的宽边以相同压力进行充填。如同其它的人工去除式浇口,扇形浇口的最大厚度不超过塑件的肉厚的75%。典型的扇形浇口厚度为0.25~1.6 mm,宽度从6.4 mm到模穴侧边长度的25%。
如图6-15,是厚度逐渐改变的宽边浇口,具有大充填面积,可以让熔胶迅速地充填大型塑件。大型塑件非常在乎翘曲问题和尺寸的稳定性,使用扇形浇口可以让大型塑件的熔胶波前均匀地充填模穴。扇形浇口的宽度和厚度具有锥度,并且要维持固定的熔胶波前面积,以确保固定的熔胶速度,让熔胶在整个浇口的宽边以相同压力进行充填。如同其它的人工去除式浇口,扇形浇口的最大厚度不超过塑件的肉厚的75%。典型的扇形浇口厚度为0.25~1.6 mm,宽度从6.4 mm到模穴侧边长度的25%。")
46
八、重迭浇口、扇口浇口 图6-14 重迭浇口 图6-15 扇口浇口

47
5、 盘状浇口 盘状浇口(disk gate)又称为薄膜浇口(diaphragm gate),如图6-16所示,常用在内侧有开口的圆柱体或圆形,并且需要高度同轴性的塑件,或是不容许有缝合线的塑件。基本上,盘状浇口是在塑件的内缘使用毛边状的浇口,熔胶从同轴的竖浇道充填进入模穴,很容易获得熔胶均匀流动的塑件。盘状浇口厚度通常是0.25~1.27 mm。 6、 环状浇口 环状浇口(ring gate)如图6-17,也应用于圆柱体或圆形塑件,塑料先沿着模心环绕,然后再沿着圆管向下充填。环状浇口并不适用在所有的塑件。环状浇口的厚度通常为0.25~1.6 mm。
又称为薄膜浇口(diaphragm gate),如图6-16所示,常用在内侧有开口的圆柱体或圆形,并且需要高度同轴性的塑件,或是不容许有缝合线的塑件。基本上,盘状浇口是在塑件的内缘使用毛边状的浇口,熔胶从同轴的竖浇道充填进入模穴,很容易获得熔胶均匀流动的塑件。盘状浇口厚度通常是0.25~1.27 mm。 6、 环状浇口. 环状浇口(ring gate)如图6-17,也应用于圆柱体或圆形塑件,塑料先沿着模心环绕,然后再沿着圆管向下充填。环状浇口并不适用在所有的塑件。环状浇口的厚度通常为0.25~1.6 mm。")
48
图6-16 盘状浇口 图6-17 环状浇口

49
7、针状浇口 针状浇口(pin gate)如图6-20,通常应用于三板模,其流道系统位于模板的一组分模在线,塑件模穴接在主要分模在线。具有倒锥角的浇口在平行于模板运动方向穿透中间模板。当打开模穴主分模线时,针状浇口的小直径端从塑件撕离,再打开流道分模线即可顶出流道废料。此系统也可以先打开流道分模线,再使用辅具撕下流道废料。针状浇口最常使用在单一塑件多点进浇,以确保对称的充填,或是缩短流道长度以确保整个塑件的保压操作。典型的针状浇口的直径 0.25~1.6mm。 8、 潜式浇口 潜式浇口(submarine gate)或称为隧道浇口(tunnel gate)、凿子浇口(chisel gate),使用于两板模,在分模线以下,流道末端与模穴之间加工一倾斜之锥状隧道。于顶出塑件和流道时,浇口会与塑件分离。典型的潜式浇口直径为0.25 ~ 2.0 mm,浇口由粗变细,直到成为球状端点。假如塑件的非功能区具有大直径的针状特征,可以将它与潜式浇口连接,以减低加工成本。假如针状特征发生在隐藏面,亦可以不将他去除。将多重潜式浇口设计在圆柱体的内面,可以取代盘状浇口,并且具备自动去除浇口的功能,其获得塑件的外围真圆度虽然比盘状浇口塑件的真圆度差,但通常也还可以接受。
如图6-20,通常应用于三板模,其流道系统位于模板的一组分模在线,塑件模穴接在主要分模在线。具有倒锥角的浇口在平行于模板运动方向穿透中间模板。当打开模穴主分模线时,针状浇口的小直径端从塑件撕离,再打开流道分模线即可顶出流道废料。此系统也可以先打开流道分模线,再使用辅具撕下流道废料。针状浇口最常使用在单一塑件多点进浇,以确保对称的充填,或是缩短流道长度以确保整个塑件的保压操作。典型的针状浇口的直径 0.25~1.6mm。 8、 潜式浇口. 潜式浇口(submarine gate)或称为隧道浇口(tunnel gate)、凿子浇口(chisel gate),使用于两板模,在分模线以下,流道末端与模穴之间加工一倾斜之锥状隧道。于顶出塑件和流道时,浇口会与塑件分离。典型的潜式浇口直径为0.25 ~ 2.0 mm,浇口由粗变细,直到成为球状端点。假如塑件的非功能区具有大直径的针状特征,可以将它与潜式浇口连接,以减低加工成本。假如针状特征发生在隐藏面,亦可以不将他去除。将多重潜式浇口设计在圆柱体的内面,可以取代盘状浇口,并且具备自动去除浇口的功能,其获得塑件的外围真圆度虽然比盘状浇口塑件的真圆度差,但通常也还可以接受。")
50
图6-20 针状浇口 图6-21 潜式浇口

51
模具冷却系统 模具冷却占整个射出成形周期的2/3以上

52
适当有效的冷却可以改善塑件的品质和生产率

53
射出成形机的典型冷却系统

54
与模板连接之冷却孔道

55
冷却孔道的配置 并联孔道 串联孔道

56
障板管 喷流管 热管

57
障板管 实际上,障板管是垂直钻过主要冷却孔道的冷却管路,并且在冷却孔道加入一隔板将其分隔成两个半圆形流路,冷却剂从主要冷却孔道流进隔板一侧,进到末端再回流到隔板的另一侧,最后回流到主要孔道。 障板管提供冷媒最大接触面积,但是其隔板却很难保持在中央位置,公模心的两侧的冷却效果及温度分布可能不同。将金属隔板改成螺线隔板,可以改善此缺点,也符合制造上的经济效益。图 6-49的螺线隔板让冷媒螺旋式地流到末端,再螺旋式地回流。另一种设计采用单螺旋或者双螺旋隔板,如图 6-49所示,其管径大约在12~50 mm,可以获得均匀的温度分布。

58
螺线隔板障板管(helix baffle)
螺旋式隔板障板管(spiral baffle)
")
59
锁进公模心之喷流管 喷流管末端斜面造就较大的流动

60
假如公模心的直径或宽度小于 3 mm,就只能以空气冷却而无法准确地保持固定模温。空气是在打开模具后从外部吹入公模心,或经由内部的中心孔吹入公模心,如图 6-52所示。

61
使用空气冷却之细长公模心 使用高导热性材料之细长公模心

62
低冷却速率区域的高度结晶使塑件产生较大的收缩量
大型公模心使用螺旋式障板管冷却 大型公模心使用双螺线隔板障板管搭配中央喷流管进行冷却 低冷却速率区域的高度结晶使塑件产生较大的收缩量

63
塑件带肋一侧冷却较差,导致翘曲。

64
避免不均匀的肉厚,或是将肉厚变化区的变化长度设计为薄肉厚处肉厚的三倍。
(1) 肉厚 避免不均匀的肉厚,或是将肉厚变化区的变化长度设计为薄肉厚处肉厚的三倍。 肉厚变化区的设计
 肉厚. 避免不均匀的肉厚,或是将肉厚变化区的变化长度设计为薄肉厚处肉厚的三倍。 肉厚变化区的设计.")
65
对于大多数应用而言,薄肉厚和肋之设计优于粗厚件。
塑件具有明显的收缩、凹陷或气孔时,将这些区域变更设计成均匀薄肉厚和肋之组合,以提供均匀的收缩、良好的(强度/重量)比值、及良好的成本效率。 对于大多数应用而言,薄肉厚和肋之设计优于粗厚件。
比值、及良好的成本效率。 对于大多数应用而言,薄肉厚和肋之设计优于粗厚件。")
66
包风 包风、使塑件内部产生空洞或气泡。 熔胶波前从不同方向汇流,而造成包风。

67
黑斑、黑纹、脆化、烧痕、和掉色 黑斑(black specks)和黑纹(black streaks)是在塑件表面呈现的暗色点或暗色条纹。褐斑或褐纹是指相同类型的瑕疵,只是燃烧或掉色的程度没那么严重而已。发生黑斑或黑纹的原因是塑料有杂质污染、干燥不当,或是塑料在料筒内待料太久而过热裂解。 黑斑 黑纹

68
脆化(brittleness)的原因是材料裂解,使分子链变短,分子重量变低,结果使得塑件的物理性质降低。塑件脆化可能导致断裂或破坏,如图8-3所示。
塑件脆化导致断裂

69
烧痕(burn marks)是塑件接近流动路径末端或包风区域的暗色或黑色小点,其形成主因是模穴内的空气无法逃逸,受压缩造成高热而烧焦。
烧 痕

70
表面剥离 表面剥离(delamination)是指塑件表面的层状剥离塑料,如图8-5,其造成的原因为: 混合材料之间的兼容性不佳。
成形制程使用了过量的脱模剂。 模穴内的熔胶温度太低。 湿气太重。 浇口和流道具有尖锐转角。 表面剥离

71
尺寸变化 尺寸变化(dimensional variation)指在相同的射出机之成形条件下,每一批成形品之间或每模射出的各模穴成形品之间,所得到的塑件尺寸都会变化,如图8-6所示。其造成的原因为: 射出机控制系统不稳定。 成形窗口太狭窄。 成形条件不恰当。 射出单元的Check ring损坏。 塑件性质不稳定。 流道不平衡。 塑件尺寸变化

72
鱼眼 鱼眼(fish eyes)是一种塑件表面的瑕疵,导致于未熔化的塑料被压挤到模穴内,而呈现在塑件表面的瑕疵,其形成的原因包括:
˙料筒温度太低。 ˙添加太多的再研磨塑料。 ˙塑料受污染。 ˙螺杆转速太低和背压太低。 鱼 眼

73
毛边 毛边(flash)指在模具的不连续处(通常是分模面、排气孔、排气顶针、滑动机构等)过量充填造成塑料外溢的瑕疵。如图8-8所示。造成毛边的原因包括: (1) 锁模力太低:射出机锁模力太低,不足以维持成形制程的模板紧闭,会发生毛边。 (2) 模具有缝隙:假如模具结构变形、分模面不够密合、机器规格不当、成形条件不当、分模面卡料等因素都可能造成分模面接触不完全,造成毛边。 (3) 成形条件:熔胶温度太高或射出压力太高等造成荣焦流动性过高的不当成形条件都会造成毛边。 不当的排气:设计不当和不良的排气系统、或是太深的排气系统都会造成毛边。 毛 边
 模具有缝隙:假如模具结构变形、分模面不够密合、机器规格不当、成形条件不当、分模面卡料等因素都可能造成分模面接触不完全,造成毛边。 (3) 成形条件:熔胶温度太高或射出压力太高等造成荣焦流动性过高的不当成形条件都会造成毛边。 不当的排气:设计不当和不良的排气系统、或是太深的排气系统都会造成毛边。 毛 边.")
74
流痕 流痕(flow marks)是塑件在浇口附近之涟波状的表面瑕疵,如图8-9所示,其产生原因是塑件温度分布不均匀或塑料太快凝固,熔胶在浇口附近产生乱流、在浇口附近产生冷塑料或是保压阶段没有补偿足够的塑料。造成这些问题的因素包括:低熔胶温度、低模具温度、低射出速度、低射出压力或者流道和浇口太狭小。最近根据使用镶埋玻璃模具进行观察分析得知,流痕的缺陷也可能因为熔胶流动波前部份在模穴壁面冷却,并且与后到的熔胶持续翻滚和冷却之效应。 流 痕
是塑件在浇口附近之涟波状的表面瑕疵,如图8-9所示,其产生原因是塑件温度分布不均匀或塑料太快凝固,熔胶在浇口附近产生乱流、在浇口附近产生冷塑料或是保压阶段没有补偿足够的塑料。造成这些问题的因素包括:低熔胶温度、低模具温度、低射出速度、低射出压力或者流道和浇口太狭小。最近根据使用镶埋玻璃模具进行观察分析得知,流痕的缺陷也可能因为熔胶流动波前部份在模穴壁面冷却,并且与后到的熔胶持续翻滚和冷却之效应。 流 痕.")
75
喷射流 喷射流与正常充填的比较

76
使用重迭浇口或潜式浇口以避免喷射流

77
使用凸片或扇形浇口以避免喷射流

78
波纹 波纹(ripples)是指接近流动长度末諯的指纹般的小涟波。 波 纹
是指接近流动长度末諯的指纹般的小涟波。 波 纹")
79
(1)正常充填不发生波纹;(2)冷模温和低熔胶波前速度造成波纹。
正常充填不发生波纹;(2)冷模温和低熔胶波前速度造成波纹。")
80
银 线 痕 银线痕(silver streaks, or splays)是空气或湿气挥发、异种塑料混入分解而烧焦,在塑件表面溅开的痕迹,它会从浇口处以扇形方式向外辐射发展。塑料于储存时会吸收相当程度的湿气,假如成形前未经过适当的干燥,湿气会在射出成形时转变成水蒸气,在塑件表面造成喷溅的痕迹。塑料在塑化阶段,会包覆适量的空气在熔胶内,假如空气无法在射出阶段逃逸,也会在塑件表面留下银线痕。此外,有些裂解的塑料或烧焦的塑料粒子会在塑件表面留下银线痕。 银线痕
是空气或湿气挥发、异种塑料混入分解而烧焦,在塑件表面溅开的痕迹,它会从浇口处以扇形方式向外辐射发展。塑料于储存时会吸收相当程度的湿气,假如成形前未经过适当的干燥,湿气会在射出成形时转变成水蒸气,在塑件表面造成喷溅的痕迹。塑料在塑化阶段,会包覆适量的空气在熔胶内,假如空气无法在射出阶段逃逸,也会在塑件表面留下银线痕。此外,有些裂解的塑料或烧焦的塑料粒子会在塑件表面留下银线痕。 银线痕.")
81
接合线 添加纤维的强化塑料之熔胶波前

82
改良流道系统以获得较佳强度的缝合线

83
常用树脂的建议熔胶温度与模具温度 常用树脂的建议熔胶温度与模具温度 材料 名称 流动性质 (°C/°F) 熔胶温度 模具温度 顶出温度
MFR g/10min 测试负荷 kg 测试温度 C 最小值 建议值 最大值 ABS 35 10 220 200/392 230/446 280/536 25/77 50/122 80/176 88/190 PA 12 95 5 275 255/491 300/572 30/86 110/230 135/275 PA 6 110 70/158 85/185 133/271 PA 66 100 260/500 320/608 158/316 PBT 2.16 250 220/428 250/482 15/60 60/140 125/257 PC 20 1.2 300 305/581 340/644 95/203 120/248 127/261 PC/ABS 12 240 265/509 75/167 100/212 117/243 PC/PBT 46 40/104

84
PE-HD 15 2.16 190 180/356 220/428 280/536 20/68 40/104 95/203 100/212 PE-LD 10 70/158 80/176 PEI 5.00 340 340/644 400/752 440/824 140/284 175/347 191/376 PET 27 5 290 265/509 270/518 290/554 120/248 150/302 PETG 23 260 255/491 10/50 15/60 30/86 59/137 PMMA 3.8 230 240/464 250/482 35/90 60/140 85/185 POM 20 225/437 235/455 50/122 105/221 118/244 PP 200/392 230/446 93/199 PPE/PPO 40 265 320/608 110/230 128/262 PS 200 PVC 50 160/320 190/374 75/167 SAN 30 220

Similar presentations




 需先將吸管去除 (2) 壓扁回收 鋁箔包分類減量完成.>")
.>")













