Download presentation
Presentation is loading. Please wait.

3
塑性加工:施加界於降伏應力與極限應力之力,使物體產生永久變形之加工法。

4
再結晶溫度:在某一溫度範圍內,金屬之結晶內會重新產生結晶核,而形成新的結晶,此溫度範圍即是再結晶溫度。
金屬的再結晶溫度約為熔點的0.4倍。 金屬之塑性變形能力隨溫度上昇而增大。

5
金屬材料的再結晶溫度因下列製程參數而改變
(1)冷作量增大、原來的冷作晶粒尺寸較小、增加退火時間皆會使得再結晶溫度降低。 (2)再結晶温度取決於合金元素,純金屬的再結晶溫度比該金屬元素之合金低。
冷作量增大、原來的冷作晶粒尺寸較小、增加退火時間皆會使得再結晶溫度降低。 (2)再結晶温度取決於合金元素,純金屬的再結晶溫度比該金屬元素之合金低。")
6
塑性加工之分類 熱作:將材料加熱到再結晶溫度以上,施以加工力而成形 者,又稱為高溫加工。其加工成形量大,但尺寸精 度較差,通常用於初步成形。 冷作:材料處於再結晶溫度以下的成形方式,又稱為常溫 加工。其加工成形量小,但尺寸精密度高。適用於 完成加工。

8
熱作: 若加工終了溫度接近再結晶溫度,晶粒沒有足夠的時間成長,所得晶粒較細,可改善機械性質。 若加工終了溫度比再結晶溫度高很多,則晶粒有較長的時間成成,所得晶粒較粗,可增加延展性,對後續的冷作加工較有利

9
冷作 熱作 晶粒 畸變破裂 粗變細 強硬度 大 小 精光度 佳 差 殘留應力 產生 消除 所需作用力 費力 省力 設備 低廉 昂貴 再結晶溫度 以下加工 以上加工 強韌性

10
不需精密但大量生產

11
將材料挾於模具中間,施以鍛打將材料製成所需形狀。
機器上需強度大或耐衝擊的部份:曲軸、連桿、手工具之毛胚製造 鑄件因屬脆性材料,不宜鍛造。

12
可鍛性:材料經過鍛造而不會產生破裂的最大變形能力。
可鍛性佳:(1)純金屬 (2)晶粒大、延展性大 (3)雜質少 (4)熱作(與冷作相比) (5)鍛造時不易產生硬變硬化者
純金屬. (2)晶粒大、延展性大 (3)雜質少. (4)熱作(與冷作相比) (5)鍛造時不易產生硬變硬化者.")
14
金屬材料是以火色來判斷其鍛造溫度 溫度愈高,其塑性加工愈好。 鍛造可使晶粒變細,但高溫過久,晶粒則變粗大。 再結晶溫度以上形成多角形晶粒 再結晶溫度以下晶粒呈纖維狀 高溫加熱爐:適用一般鋼鐵材料,溫度可達1300℃ 低溫加熱爐:適用於非鐵金屬,溫度可達870 ℃

15
預鍛件 大量生產

16
採用開模鍛造的理由如下: (1)鍛件尺寸大,無法閉模鍛造 (2)少量生產,開模太貴 (3)交貨趕,來不及開發模具
有銹皮產生 無人工技術之要求 模具設計不易,需不斷試誤 不適合小量生產 採用開模鍛造的理由如下: (1)鍛件尺寸大,無法閉模鍛造 (2)少量生產,開模太貴 (3)交貨趕,來不及開發模具 (4)鍛件有特別要求的晶粒流向及機械性質
鍛件尺寸大,無法閉模鍛造. (2)少量生產,開模太貴. (3)交貨趕,來不及開發模具. (4)鍛件有特別要求的晶粒流向及機械性質.")
17
最古老的鍛造方式 只適用於小鍛造件:菜刀、掛勾

18
金屬加熱、置於模具、利用衝擊力鍛打成形 打擊力量由蒸汽閥控制

19
衝錘和上模的自由落下力量,擊在下方固定模之方法,又稱板錘機。
打擊力量全賴衝錘重量 鍛造品的優點為能得均一的鍛件。

20
打擊力量由水平汽缸提供 機器振動少,且所需的能量亦較少

21
內環旋轉:轉到空隙時,離心力作用使得模子張開
轉到滾柱時,擠壓作用使得模子閉合 優點:每分鐘鍛擊次數高,生產快速 製品:自動鉛筆、雨傘柄部及金屬傢俱的腿部等

22
鍛錘撞擊的時間如果太短,塑性變形大都集中在表面部份。

23
輥壓鍛造:將短形棒材,作漸縮和錐形操作之法
優點:鍛件表面光滑、精度良好、機械性質佳、生產速度快 缺點:滾輪造價貴 製品:車軸、飛機螺旋槳的胚料、刀片、錐形管

24
將桿料斷面形狀改變者 滾輪之外形與欲切除的部分有關

25
輪狀毛胚在數個滾子的滾軋下,一面旋轉,直徑一面加大,輪緣及輪輻同時減薄
Play Flash 輪狀毛胚在數個滾子的滾軋下,一面旋轉,直徑一面加大,輪緣及輪輻同時減薄

26
(鍛粗) 將桿料端部加熱後,夾於模內加以外力,使之變粗或變形的鍛造法 受擠壓部分之桿料長度不得超過其直徑D之2~3倍,若超過會彎曲。 亦可將實體的的桿件鍛成中空的鍛件,如砲彈殼或汽缸等。
 將桿料端部加熱後,夾於模內加以外力,使之變粗或變形的鍛造法 受擠壓部分之桿料長度不得超過其直徑D之2~3倍,若超過會彎曲。 亦可將實體的的桿件鍛成中空的鍛件,如砲彈殼或汽缸等。")
27
內孔造形:冷鍛加工法 操作時,將空心的胚料套在心軸狀的模子上,送 入型鍛機上施壓鍛造 製品內部形狀與心軸完全相同 胚料可用鐵金屬或非鐵金屬的鍛造件、粉末冶金 件及管件等。 成品:栓槽孔、內齒輪、特殊形狀的內孔

28
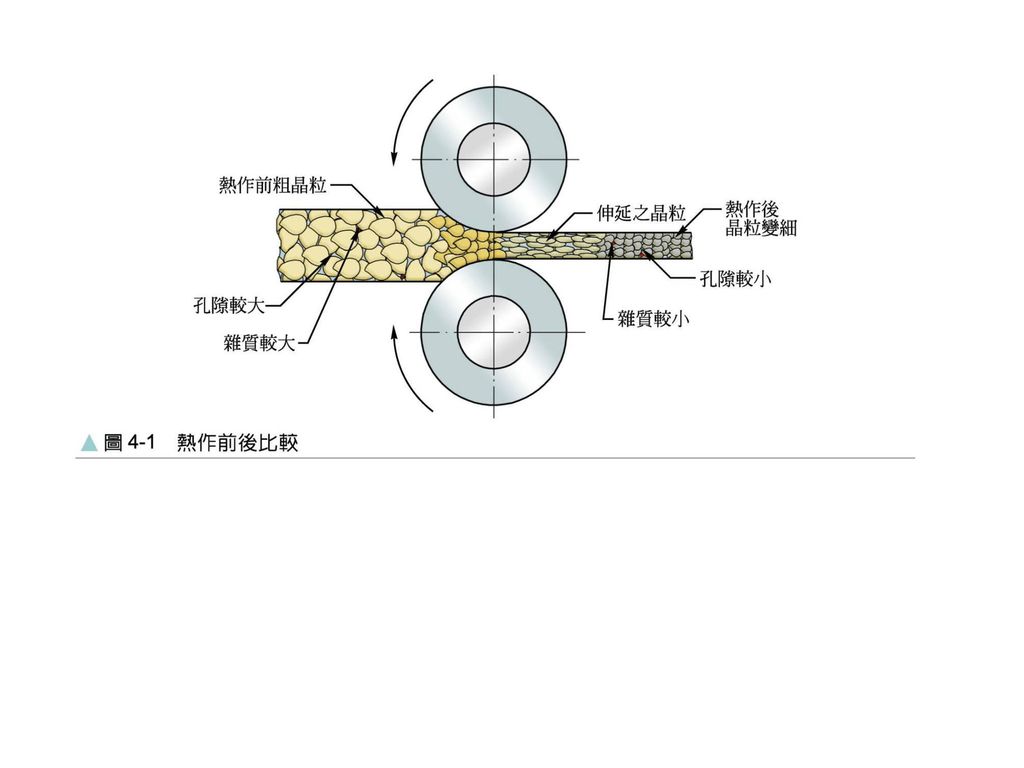
將金屬錠加熱到再結晶溫度以上,置入兩相對轉動之滾輪模具,藉摩擦力的帶動而前進,使材料斷面變小,長度增加而變成板、桿或其他特殊形狀之加工法。
熱作滾軋鋼料,其加工溫度約為1200℃

29
原有粗晶粒受擠壓破壞而伸長 再結晶作用使晶粒的組織變得緊密細緻 可增加機械性質 生產速度快 塑性加工的製品大約有90%經由滾軋製成成品或半成品 製品:鋼板、鋼筋、型鋼、成形有縫或無縫管、及螺紋

31
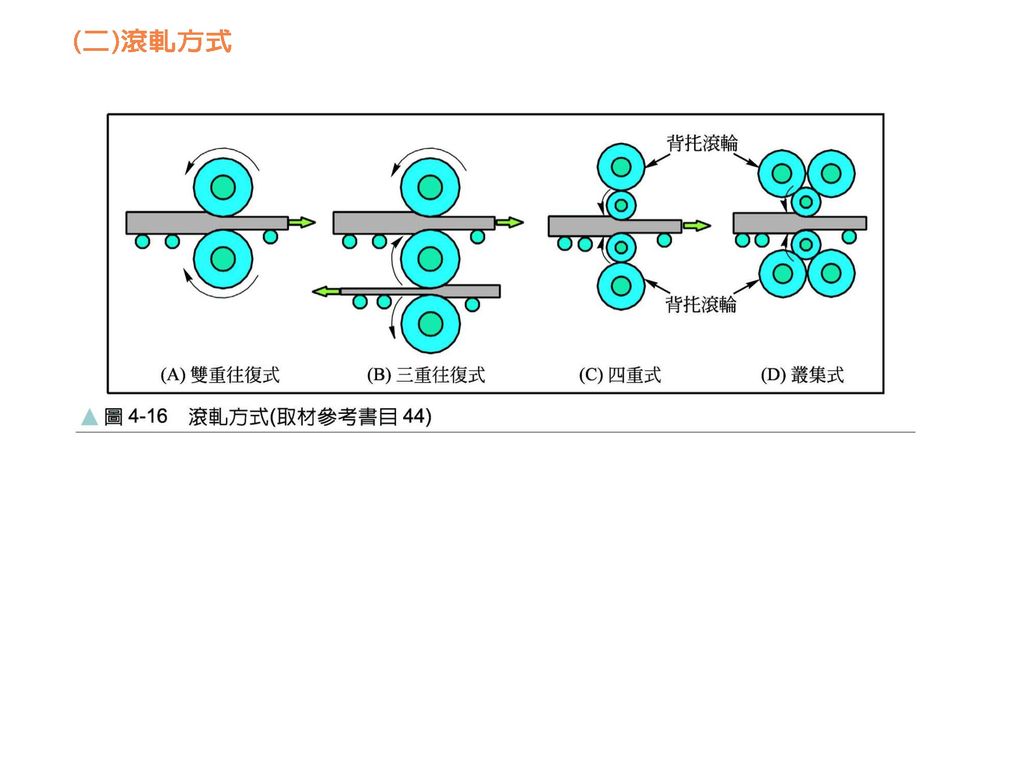
雙重往復式 三重往復式 四重式or叢集式 行星式 作用原理與特色 單次走完,調間距,反向運動, 備有升降工件升降機構,材料作連續滾軋 利用背托滾輪增大各方向之抵制壓力 利用小行星滾輪滾軋工件 優點 間距可調,可變性大,能製作各種尺寸 消除滾輪慣性 生產速度提高 製造費用降低 工作能量增大 由於接觸面積小,使滾軋更有效率,其斷面縮減比達25:1 缺點 反向滾軋,需克服慣性力。 回程溫降,可能無法滾軋。 不適過長工件 工件通過滾模間的時間不易配合 有效摩擦不足,無法將材料咬入,故須有進料滾輪幫助材料前進

33
平板滾軋 (1)金屬箔以滾軋法配合抽製法來加工。 (2)初軋採用熱軋法:省力、有較大的斷面縮減率。 (3)完工滾軋採用冷軋法:尺寸精度、表面品質與機械性質較好。 (4)為了提高生產力,可多層金屬疊在一起滾軋,稱之為群滾軋。
金屬箔以滾軋法配合抽製法來加工。 (2)初軋採用熱軋法:省力、有較大的斷面縮減率。 (3)完工滾軋採用冷軋法:尺寸精度、表面品質與機械性質較好。 (4)為了提高生產力,可多層金屬疊在一起滾軋,稱之為群滾軋。")
34
螺紋滾軋(第十章介紹) 無縫管的滾軋(穿孔法) 環滾軋: 將一個厚度較大之環狀工件放在主驅動滾輪與壓力滾輪之間,利用滾軋力將斷面軋薄,擴張成直徑較大的環。 利用成形滾輪可滾軋出不同的環狀工件,如腳踏車輪框、齒輪圈、渦輪、球軸承、滾珠軸承環及管的加強環。
 無縫管的滾軋(穿孔法) 環滾軋: 將一個厚度較大之環狀工件放在主驅動滾輪與壓力滾輪之間,利用滾軋力將斷面軋薄,擴張成直徑較大的環。 利用成形滾輪可滾軋出不同的環狀工件,如腳踏車輪框、齒輪圈、渦輪、球軸承、滾珠軸承環及管的加強環。")
35
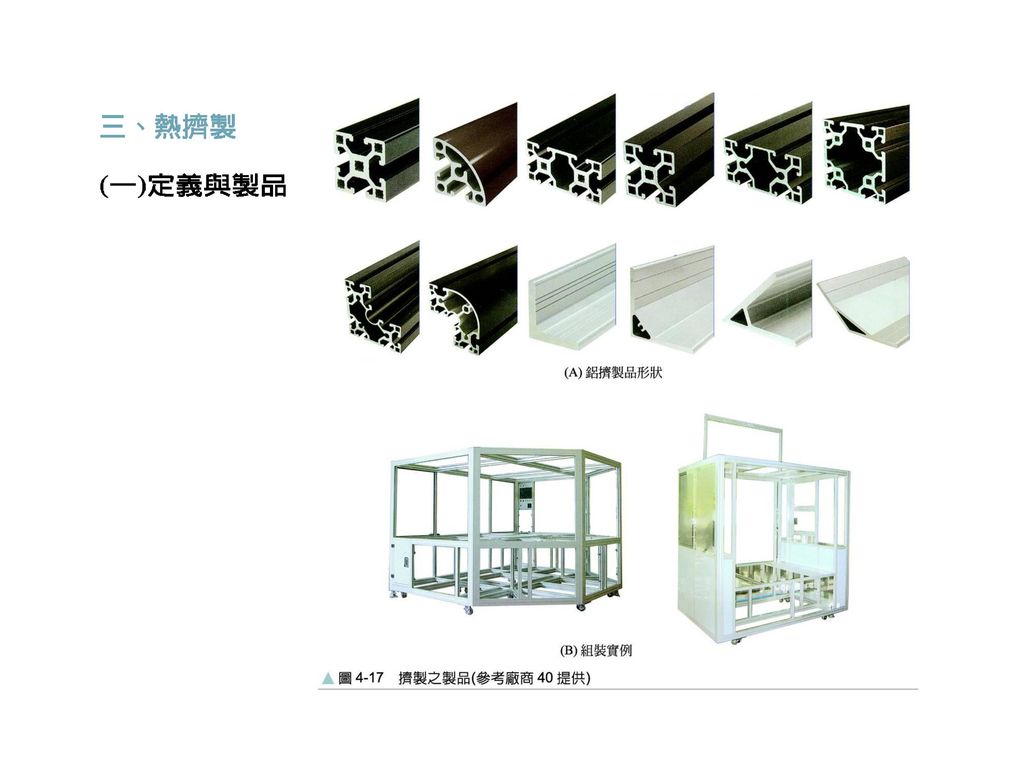
擠製(Extrusion) 以壓力將可塑性材料,通過一定形狀之模孔,而成斷面形狀均一的製品之法。
製品:鋁門窗框、冰箱門橡膠封條、裝潢緣條、彈殼、可壓摺管或鉛覆層電纜線等。 優點:強度與精度高、表面光平、產量大、模具費用低、長度不受限制。 缺點:製品斷面須均一不變、生產速度慢,僅約為滾軋法的三分之一。

36
Play Flash

37
Play Flash 又稱為間接擠製 優點:所需壓力較小 缺點:中空衝柱,強度弱;機器構造複雜

38
金屬液為低熔點 電纜或鋼索之覆層處理。

39
常用於杯子、壓力容器及氧氣鋼瓶(筒狀產品)之製作 利用連續抽製,可製成管子(將封閉端切除)
底大、淺 底小、深 常用於杯子、壓力容器及氧氣鋼瓶(筒狀產品)之製作 利用連續抽製,可製成管子(將封閉端切除)
之製作. 利用連續抽製,可製成管子(將封閉端切除)")
40
旋壓: 以厚金屬圓盤為原料,在高速旋轉的模子上,用壓力使其隨模子的形狀而造形。 原料無預先加熱,但因摩擦阻力而急速生熱,若溫度超過該金屬之再結晶溫度,則稱為熱旋壓,若溫度低於該金屬之再結晶溫度,稱為冷旋壓。 製品:對稱的圓形狀,如盤子形、球面形、圓筒形或圓錐形

41
低溫低壓用,管徑較大 鋼片截成一定長度,管子一支支生產

42
利用多重滾輪,使加熱金屬板壓合成型

43
金屬板經過一連串滾子,使其變成圓管衛,再將接合部熔合之法。

44
常用於電縫管之製品

45
金屬片捲成管狀後,其接縫處以雙層互相疊置,加熱置於滾軋機上,利用心軸與滾輪間之壓力而熔接在一起。

46
高溫高壓,管子較小 物料加熱,滾子帶動物料旋轉前進,通過固定心軸,形成中空圓管。

47
將錐形滾子斜置可穿刺大型管子

48
(1)直接擠製 (2)管的內徑=心軸直徑;管的外徑=模孔直徑。 (3)管厚=(模孔直徑-心軸直徑)/2 (4)僅適用低熔點非鐵金屬,如:鉛、鎂、鋁、錫
直接擠製 (2)管的內徑=心軸直徑;管的外徑=模孔直徑。 (3)管厚=(模孔直徑-心軸直徑)/2 (4)僅適用低熔點非鐵金屬,如:鉛、鎂、鋁、錫")
Similar presentations


的教学体会 北京师大二附中 李文燕 2008 年西城新课程教师培训的讲稿.>")



 p.83.>")



;>")
 張敬芝 (19533125) 葉明臻 (19533126) 黃怡琅 (19533142)>")









