Download presentation
1
歡迎光臨 王明燦 廠長

2
簡報內容 公司簡介 耗能狀況分析及能源管理組織運作 節能績優案例說明 結論

3
公司簡介

4
壹、工廠概況: 正隆股份有限公司竹北廠成立於民國62年8月21日。
原為天隆造紙廠股份有限公司,於93年11月正式併入本公司,竹北工廠位於新竹縣竹北市大義里長青路二段300號,佔地117,117平方公尺,廠房面積40,025平方公尺,465人。 本公司竹北廠主要從事高級文化用紙、塗佈卡紙及家庭用紙之生產與銷售。

5
品質管理系統 全員參與 珍惜資源 保護環境 全員參與 安全至上 災害歸零 環境管理系統 安衛管理系統 全員參與 品質經營 顧客滿意
貳、管理系統: 品質管理系統 全員參與 珍惜資源 保護環境 全員參與 安全至上 災害歸零 環境管理系統 安衛管理系統 全員參與 品質經營 顧客滿意 管 理 M 零故障 P 生 產 T 全 面 零災害 零不良 零污染 ISO-14001 OHSAS-18001 ISO-9001

6
參、主要產品: 為文化用紙、塗佈卡紙及家庭用紙三大類。 一、文化用紙產品: 道林紙、色道林紙、 印書紙、打字紙、赤 牛皮紙、單光牛皮紙
為文化用紙、塗佈卡紙及家庭用紙三大類。 一、文化用紙產品: 道林紙、色道林紙、 印書紙、打字紙、赤 牛皮紙、單光牛皮紙 、條紋牛皮紙、色牛 皮紙、圖劃紙、影印 紙、再生影印紙、聖經紙。

7
二、塗佈卡紙產品: 銅西卡紙、白底銅版 卡紙、灰底銅版卡紙 石膏板原紙、樸克牌 紙、藍芯樸克牌紙。

8
三、家庭用紙產品: 面紙、衛生紙、 紙餐巾、擦手紙 、吸水紙、廚房 紙巾。

9
肆、主要生產設備: 一、紙機規格: 紙機名稱 產品種類 產品基重 日產量 最高車速 抄紙寬幅 紙機 項目 長網雙揚基 烘缸抄紙機 長網多烘缸
圓網多烘缸 短網單揚基 產品種類 文化用紙 塗佈卡紙 家庭用紙 產品基重 28~65g/㎡ 60~295g/㎡ 200~450g/㎡ 12~30g/㎡ 日產量 25T/D 80T/D 110T/D 最高車速 185M/m 300M/m 125M/m 1800M/m 抄紙寬幅 1,981mm 2,540mm 3,650mm 11M/C 12M/C 13M/C 15M/C

10
伍.綠色生產鏈

11
能源管理組織與運作 春風舞人間 佳紙傳溫情

12
竹北廠能源管理組織 管理人員 職責:訂定節能目標 推行人員 職責:擬定及推動 節能計劃 執行人員 職責:執行節能計劃 及現場查核

13
節能委員會各工作執掌 1-1 1主任委員: 1.1 整合能源管理工作之執行監督及決策,核定計劃與目標。
節能委員會各工作執掌 1主任委員: 1.1 整合能源管理工作之執行監督及決策,核定計劃與目標。 1.2 審核各製程單位產品能源耗用基準以及審查能源改善案之成效。 2執行秘書: 2.1 查核現場各單位能源使用狀況及統計分析和異常項目追蹤。 2.2 擬定全廠年度節能計劃及執行工作之績效追蹤。 2.3 宣導節能教育,並促使參與能源活動;安排每月節能檢討會議。 3.能源管理推行委員: 3.1 查核各設備之操作狀況,開出異常矯正單並追蹤限期的改善完成。 3.2 於節能會議中提報該查核狀況,並推動節能各項作業。 4.能源管理查核人員: 4.1 查核現場各單位異常能源使用狀況及建議改善案例。

14
能源管理示意圖 ? 能源供應端 能源使用端 鍋爐 電力(台電.發電設備.風力發電) 空氣壓縮機 用汽設備 用電設備 空調設備 照明、儀控用氣
輸送介面 鍋爐 電力(台電.發電設備.風力發電) 空氣壓縮機 用汽設備 用電設備 空調設備 照明、儀控用氣 ? LOSS項目為何? LOSS途徑為何? 損失量多大? 有無達成預期節能效果? LOSS1 LOSS2 LOSS3 ….. LOSS1 LOSS2 LOSS3 ….. LOSS1 LOSS2 LOSS3 …..
 空氣壓縮機. 用汽設備. 用電設備. 空調設備. 照明、儀控用氣. LOSS項目為何 LOSS途徑為何 損失量多大 有無達成預期節能效果 LOSS1. LOSS2. LOSS3. ….. LOSS1. LOSS2. LOSS3. ….. LOSS1. LOSS2. LOSS3. …..")
15
節能階段性任務 (1) 第一階段:日常操作管理之強化--- 與TPM活動結合--- (1)污染源:漏氣.漏蒸汽.漏電.漏油.漏水
(1)污染源:漏氣.漏蒸汽.漏電.漏油.漏水 (2)檢點基準:如馬達異常振動.異音.溫度 異常 (3)污染源清除:排除污染源 (4)照明改善:不必要.過多.過亮之照明
污染源:漏氣.漏蒸汽.漏電.漏油.漏水 (2)檢點基準:如馬達異常振動.異音.溫度. 異常. (3)污染源清除:排除污染源. (4)照明改善:不必要.過多.過亮之照明.")
16
節能階段性任務(2) 第二階段:小規模製程改善 第三階段:能源最有效之利用,製程最適化 (1)設備合理化:
設計合理化安裝合理化運轉合理化維護合理化 (2)製程改善 (3)廢料回收 (4)避免浪費
製程改善. (3)廢料回收 (4)避免浪費.")
17
研擬節能計畫之準則 設定改善進度 現狀掌握 設定目標 基本整備 改善問題解析 改善課題訂定 改善對策 效果/效益確認 編預算 能源使用狀態
能源平衡圖 能源使用量與設備推移圖 能源轉換設備效率的調查 能源使用設備效率的調查 弱點設備的找出 弱點設備的問題點找出 設定目標 (1)目標是未來業務發展方向的指標亦即節能的成果 (2)根據預測及過去實績設立目標 (3)目標要簡單、明確可行 (4)設目標時間讓部屬參與 基本整備 問題點的復原 與改善 掌握初期成果 改善問題解析 造成損失造成問題解析 設定改善進度 包括人、$、工作之時間進度表 改善課題訂定 (1)達成目標的課題 (2)訂出井井有條的工作程序 (3)明確、具體可行 改善對策 再發防止的做法 予以標準化 效果/效益確認 (1)節省金額 (2)生產能力提升 編預算 (1)有效運用可用資源 (2)設立績效標準考核尺度
目標是未來業務發展方向的指標亦即節能的成果. (2)根據預測及過去實績設立目標. (3)目標要簡單、明確可行. (4)設目標時間讓部屬參與. 基本整備. 問題點的復原 與改善. 掌握初期成果. 改善問題解析. 造成損失造成問題解析. 設定改善進度. 包括人、$、工作之時間進度表. 改善課題訂定. (1)達成目標的課題. (2)訂出井井有條的工作程序. (3)明確、具體可行. 改善對策. 再發防止的做法. 予以標準化. 效果/效益確認. (1)節省金額. (2)生產能力提升. 編預算. (1)有效運用可用資源. (2)設立績效標準考核尺度.")
18
能源耗用狀況分析 春風舞人間 佳紙傳溫情

21
95年節約能源(抑低二氧化碳排放)成效: (794萬度) (62.2萬) 序號 項目 節約用 電量 (KWH/年) 水量 (公噸/年) 汽量
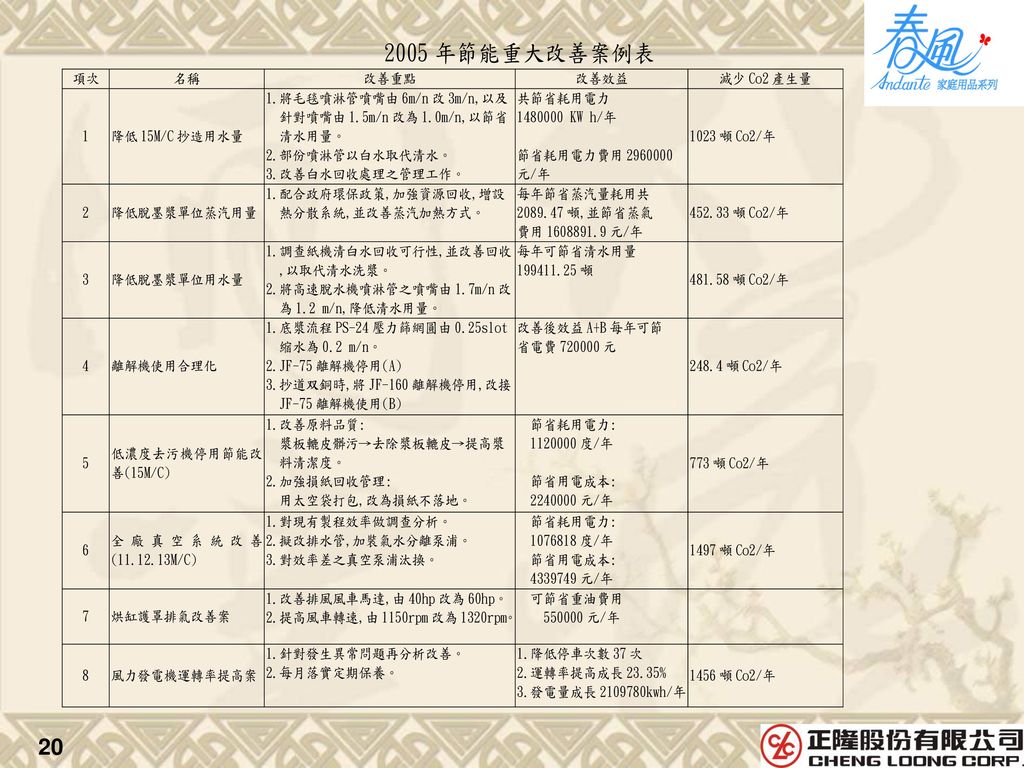
降低CO2 排放量 節省費用 (萬元/年) 1 降低15M/C抄造用水量改善案 1,482,250 423,500 1023 296.4 2 15M/C去污機停用節能改善案 1,120,705 773 224.1 3 降低脫墨漿單位蒸汽用量 2,089 452.33 160.9 4 降低脫墨漿單位用水量 697,939 199,411 481.58 139.6 5 離解機使用合理化 360,000 248.4 72 6 烘缸罩排氣改善案 55 7 M/C真空系統改善案 2,169,874 1,497 433.9 8 風力發電機運轉率提高案 2,109,780 1,456 421.9 合計 7,940,548 (794萬度) 622,911 (62.2萬) 5,931.31 1,803.9
 1. 降低15M/C抄造用水量改善案. 1,482, , M/C去污機停用節能改善案. 1,120, 降低脫墨漿單位蒸汽用量. 2, 降低脫墨漿單位用水量. 697, , 離解機使用合理化. 360, 烘缸罩排氣改善案 M/C真空系統改善案. 2,169,874. 1, 風力發電機運轉率提高案. 2,109,780. 1, 合計. 7,940,548. (794萬度) 622,911. (62.2萬) 5, ,")
22
中.長期節能改善項目表 項目 序號 節約用 電量 油量 (公噸/年) 降低CO2排放量(公噸/年) 節省費用 (萬元/年)
(KWH/年) 油量 (公噸/年) 降低CO2排放量(公噸/年) 節省費用 (萬元/年) 1 增設燃煤鍋爐(乙台) 15,051.43 44,401.70 9,850 2 15M/C烘缸護罩乾燥由丙烷改為天然瓦斯 900 3 增加台電22.8KV饋線 8,266.70 24,386.76 2,865 4 15M/C停止短纖磨漿系統 2,590,000 1,725 518 5 提升15M/C頭箱操作濃度 1,100,000 759 220 6 改用高效率散漿機刀盤 325,000 220.80 65 7 15M/C損紙系統篩選機停用(二段) 308,000 212.51 616 合計 4,323,000 (432.3萬度) 23,318.13 (2.33萬) 71,493.26 (7.14萬) 15,034 (1億5034萬)
 油量. (公噸/年) 降低CO2排放量(公噸/年) 節省費用. (萬元/年) 1. 增設燃煤鍋爐(乙台) 15, , , M/C烘缸護罩乾燥由丙烷改為天然瓦斯 增加台電22.8KV饋線. 8, , , M/C停止短纖磨漿系統. 2,590,000. 1, 提升15M/C頭箱操作濃度. 1,100, 改用高效率散漿機刀盤. 325, M/C損紙系統篩選機停用(二段) 308, 合計. 4,323,000. (432.3萬度) 23, (2.33萬) 71, (7.14萬) 15,034. (1億5034萬)")
23
案例一 造紙一部 真空系統改善案 鄭徽勳 副理

24
真空泵浦用於紙機之說明 氣水分離 氣水不分離 X 1.汽水分離桶 2.汽水分離抽送泵 輕負載 重負載 真空泵浦 真空泵浦
紙 匹 抄紙網 1.汽水分離桶 真空抽吸 去除紙匹水份 輕負載 重負載 ~ A 水回收 ~ A 排出水氣 排出水氣 2.汽水分離抽送泵 真空泵浦 真空泵浦 輕鬆好自在 吃力不討好

25
改善前缺失 造紙一部共有19台真空泵浦(11M/C 5台、 12M/C 6台、 13M/C 8台) ,長期以來存在以下之問題點,致使效率低。
問題點: 一、無汽水分離桶裝置。(11台) 二、老舊設計無自動排水設備。(5台) 三、真空泵浦效率不彰。(7台)
 二、老舊設計無自動排水設備。(5台) 三、真空泵浦效率不彰。(7台)")
26
現況分析: 老舊設計無自動排水設備,導致桶槽積水 (共5桶)
")
27
改善對策 1、增設汽水分離桶。 2、修改排水管,加裝汽水分離 泵浦。 3、真空泵浦效率調整,效率低 於80%以下則需進行整修或汰 換。

28
改善對策一: 改善前 改善後 無汽水分離桶 新設汽水分離桶

29
改善對策二:

30
改善案例圖示 增設汽水分離桶及抽送泵

31
改善前後負載比較表11M/C 負載高 改 善 前 改 善 後
效果:抽吸刮水板真空泵降32A,伏轆抽吸泵停用,毛布抽吸降5A,1P壓水轆下抽吸箱降24A,揭紙轆抽吸箱電流上升19A。共降低132A。

32
共節省動力145.9HP,多了四台5HP之汽水分離泵20HP
11M/C改善後效益 抽吸刮水板真空泵(VP-1):75HP 440V 滿載102A 1HP=102/75=1.36A 負載降32,32/1.36 = 省下23.5HP b.伏轆抽吸泵(VP-2):125HP 440V 90A 1HP=90/125=0.72A 無負載,省下125HP c.毛布抽吸箱:125HP 440V 130A 1HP=130/125=1.04A 負載降5,5/1.04 = 省下4.8HP d.1P壓水轆下抽吸箱:100HP 440V 135A 1HP=135/100=1.35A 負載降24,24/1.35 = 省下17.8HP e.揭紙轆抽吸箱:125HP 440V 94A 1HP=94/125=0.752A 負載升19,19/0.752 = 增加25.2HP 共節省動力145.9HP,多了四台5HP之汽水分離泵20HP 共降低 *5 = 125.9HP
:75HP 440V 滿載102A. 1HP=102/75=1.36A 負載降32,32/1.36 = 省下23.5HP. b.伏轆抽吸泵(VP-2):125HP 440V 90A 1HP=90/125=0.72A. 無負載,省下125HP. c.毛布抽吸箱:125HP 440V 130A 1HP=130/125=1.04A. 負載降5,5/1.04 = 省下4.8HP. d.1P壓水轆下抽吸箱:100HP 440V 135A 1HP=135/100=1.35A. 負載降24,24/1.35 = 省下17.8HP. e.揭紙轆抽吸箱:125HP 440V 94A 1HP=94/125=0.752A. 負載升19,19/0.752 = 增加25.2HP. 共節省動力145.9HP,多了四台5HP之汽水分離泵20HP. 共降低 *5 = 125.9HP.")
33
改善前後負載比較表12MC 改善前 改 善 後 效果:上網之後段抽吸泵(VP-1)電流不變,網抽吸轆(VP-2) 降25A,1P壓水轆低壓(VP-3)降6A,1P壓水轆高區(VP-4)降6A,2P毛毯抽吸箱真空泵(VP-5) 停用,1P毛毯抽吸箱真空泵(VP-6) 電流不變。共降低94A。
電流不變,網抽吸轆(VP-2) 降25A,1P壓水轆低壓(VP-3)降6A,1P壓水轆高區(VP-4)降6A,2P毛毯抽吸箱真空泵(VP-5) 停用,1P毛毯抽吸箱真空泵(VP-6) 電流不變。共降低94A。")
34
12M/C改善後效益 85.55 - 6*5 = 55.55HP 共節省動力85.55HP,多了六台5HP之汽水分離泵,故共省下
1.網抽吸轆真空泵(VP-2):100HP 440V 106A 1HP=106/100=1.06A 負載降25A,25/1.06 = 省下23.6HP 2.1P壓水轆低壓區真空泵(VP-3):100HP 440V 96A 1HP=96/100=0.96A 負載降5,6/0.96 = 省下6.25HP 3.1P壓水轆高區真空泵(VP-4):100HP 440V 106A 1HP=106/100=1.06A 負載降6,6/1.06 = 省下5.7HP 4.2P毛毯抽吸箱真空泵(VP-5):50HP 440V 57A 1HP=57/50=1.14A 無負載,省50HP 共節省動力85.55HP,多了六台5HP之汽水分離泵,故共省下 *5 = 55.55HP
:100HP 440V 106A 1HP=106/100=1.06A. 負載降25A,25/1.06 = 省下23.6HP. 2.1P壓水轆低壓區真空泵(VP-3):100HP 440V 96A 1HP=96/100=0.96A. 負載降5,6/0.96 = 省下6.25HP. 3.1P壓水轆高區真空泵(VP-4):100HP 440V 106A 1HP=106/100=1.06A. 負載降6,6/1.06 = 省下5.7HP. 4.2P毛毯抽吸箱真空泵(VP-5):50HP 440V 57A 1HP=57/50=1.14A. 無負載,省50HP. 共節省動力85.55HP,多了六台5HP之汽水分離泵,故共省下 *5 = 55.55HP.")
35
13M/C現況調查及討論 過載 效率不彰 九德松益於2005.11.05之實測值 廠牌 機型 實測風量 (ACFM) (M3/Min)
實測馬力 (Hp) 實測風量/ 標準風量% #1 九德 CNN-3001 207.5 58.9 98 81.8 #2 CNN-1001 1413 40.1 31.5 131 #3 日祥 CNN-2001 測試無風量 #4 2230 63.4 95 88 #5 CNN-3002 1060 30.1 116 37.6 #6 1914 54.4 75.5 #7 1200 34.1 55 126 #8 CNN-2002 1330 37.8 101.3 67.5 效率不彰
 實測風量/ 標準風量% #1. 九德. CNN #2. CNN #3. 日祥. CNN 測試無風量. # #5. CNN # # #8. CNN 效率不彰.")
36
13M/C 改善後之流程圖 綠色部分為預增設之氣水分離桶及泵與管路修改之部分 紅色部分為預新購入之真空泵 桔色部分為預整修之真空泵

37
13M/C 改善後節省效益 可節省的馬力數可降低負載比例(10~20%) 整修四台以降低負載20%計約可節省80HP,
汽水分離泵需使用5HP*8個=40 HP,故可節省179 HP

38
改善成果 減少CO2排放量=1,497噸/年 真空改善案完成後: 11號機每年節省費用 12號機每年節省費用 13號機每年節省費用
1,517,764元﹝151.7萬﹞ 12號機每年節省費用 668,349元﹝66.8萬﹞ 13號機每年節省費用 2,153,636元﹝215.3萬﹞ 合計造紙一部真空系統案完成後每年節省費用: 4,339,749元/年 【433.9萬元】 減少CO2排放量=1,497噸/年

39
造紙一部 降低脫墨漿用汽量改善案 侯武雄 副課長
案例二 造紙一部 降低脫墨漿用汽量改善案 侯武雄 副課長

40
選題理由 1、國內製漿每噸漿耗用蒸氣與本廠每噸脫墨 漿耗用蒸汽比較(資料來源:中技社.2003)
2、每回收1噸廢紙,約可減少10棵高4m*胸徑16cm 的林木被採伐。 3、雖然脫墨漿在耗能上是有利於純漿,但還有 降低耗能的努力空間。

41
降低脫墨漿單位蒸汽用量 (改善前) 93年度每噸脫墨漿使用0.65噸蒸汽 月份 93/8 93/9 93/10 93/11 93/12
94/01 94/02 94/03 單位用汽(噸/噸) 0.61 0.63 0.62 0.72 0.74 058 0.70
")
42
現況分析 問題點: 一、脫墨漿污點多,用量無法提升。 二、加熱漿料濃度4~5%用汽量高。 對策: 一、於94年04月增設熱分散系統,投資金額
約1,500萬,將脫墨漿污點微細化,以提 高品質增加再生漿產量。 二、將漿料脫水使其濃度提升至25~30%左 右,再經密封式加熱;於出口端再稀釋 至4~5%濃度入後段製程漿槽。

43
熱分散系統流程 脫水至 25~30% 密封式加熱

44
改善前 改善後 傳統加熱法 (漿料濃度4~5%) 熱分散機加熱器 (漿料濃度25~30%) 溫度表 蒸汽 加熱管 蒸汽 加熱管 開放式漿槽
 熱分散機加熱器 (漿料濃度25~30%) 溫度表 蒸汽 加熱管 蒸汽 加熱管 開放式漿槽")
45
效果確認一 改善前脫墨漿平均 月產量838噸 改善後脫墨漿平均 月產量1088噸 改善後 改善前

46
效果確認二 改善前蒸汽平均 用量0.65噸 改善後蒸汽平均 用量0.49噸 改善後 改善前

47
效益分析一 改善後脫墨漿產量及使用率提升30%。 改善後每月增加250噸之脫墨漿替代純木漿,每年可減少3,000噸木漿之使用。
每年可節省物料費用:1,800萬元。 每年可多回收綠色資源4,285噸廢紙。 每年可減少42,850棵林木被採伐。 每年可減少因製漿所產生之CO2的排放量3000噸*0.216噸CO2 *( )噸蒸汽 =4,050噸/年
噸蒸汽. =4,050噸/年.")
48
效益分析二 每噸脫墨漿蒸汽用量由0.65噸降至0.49噸,降低24.6% 自94.05~95.04節省耗用蒸汽量
噸(脫墨漿產量)*( )噸蒸汽 =2,089.47噸/年 節省耗用蒸汽費用 噸*770元/噸 =1,608,891元/年 減少CO2的排放量:2,089.47噸*0.216=451.32噸/年
*( )噸蒸汽 =2,089.47噸/年. 節省耗用蒸汽費用 噸*770元/噸. =1,608,891元/年. 減少CO2的排放量:2,089.47噸*0.216=451.32噸/年.")
49
案例三 造紙二部 衛生紙機去污機停用改善案 吳文禎 經理

50
降低15M/C用電成本 選題理由: 節能主題說明 一、15M/C為家庭用紙抄紙機,所使用的 原料為純木漿,原料的乾淨度相當高
,在製程中的淨漿設備,應該可以考 慮停用。 二、藉由管理面的加強,是否可以取代設 備的機能,以降低用電量。

51
節能主題說明 現況調查: 本廠春風衛生紙產品是採用100%乾淨的純漿生產,理應不含雜質,若有雜質來源應該是過程中控管不夠嚴謹所投入。
衛生紙製造系統流程簡圖 餵料系統 散漿 高濃度去污 離解 磨漿 低濃度去污 篩選 頭箱(紙機) 本廠春風衛生紙產品是採用100%乾淨的純漿生產,理應不含雜質,若有雜質來源應該是過程中控管不夠嚴謹所投入。 各段去污設備排渣狀況 設備名稱 使用目的 設備數量 總耗電量 排渣狀況 高濃度去污機 去除金屬石塊、保護後段設備 3 台 10.5 kW 0 mm2/m2 低濃度去污機 去除細小雜質 32 支 158.2kW 機前篩選機 過濾大型雜質、保護紙機 7 台 205.6kW
 本廠春風衛生紙產品是採用100%乾淨的純漿生產,理應不含雜質,若有雜質來源應該是過程中控管不夠嚴謹所投入。 各段去污設備排渣狀況. 設備名稱. 使用目的. 設備數量. 總耗電量. 排渣狀況. 高濃度去污機. 去除金屬石塊、保護後段設備. 3 台 kW. 0 mm2/m2. 低濃度去污機. 去除細小雜質. 32 支 kW. 機前篩選機. 過濾大型雜質、保護紙機. 7 台 kW.")
52
可能污染來源 1、漿料包裝外皮因儲存、運輸造成髒污。 2、捲紙轆底殘紙回收時人員踐踏。 3、加工損紙回收時在地面拖移。 改善對策
1、漿料含污染雜質的包裝外皮在投料前去除。 2、捲紙轆底殘紙禁止人員踐踏。 3、加工線產生的損紙直接以籃子裝盛,不落地。

53
改善過程與對策(1) 1.改善原料品質: 2.加強損紙回收管理: 漿板表皮髒污 去除漿板表皮 提高漿料清潔度
漿板表皮髒污 去除漿板表皮 提高漿料清潔度 2.加強損紙回收管理: 改善前:太空袋打包 改善後:損紙不落地

54
改善過程與對策(2) 於基重閥下方增設三通閥 改善過程:如圖所示 新增三通閥 Approach system 紙機白水槽
漿料 新增三通閥 Approach system PDF 扇泵 #P6 #P4 #P2 #P7 #P1 #P5 #P3 紙機白水槽 Machine silo 三段去污機 二段去污機 一段去污機

55
15M/C_三段式低濃度去污機運轉耗電量統計
改善效益 15M/C_三段式低濃度去污機運轉耗電量統計 NO 設備編號 馬力 (Kw) 額定電流 (A) 運轉電流 耗電量 (Kw-h) (Kw-24h) 累計 (kw-24h) #P1 P-5202A 短纖一段去污機泵浦 55 95 80 46.3 1111.6 #P2 P-5202B 殘渣稀釋水泵浦 18.5 34 28 15.2 365.6 1477.2 #P3 P-5202D 長纖一段去污機泵浦 2588.8 #P4 P-5204 短纖二段去污機泵浦 34.5 15.0 360.3 2949.1 #P5 P-5206 短纖三段去污機泵浦 15 25 18 10.8 259.2 3208.3 #P6 P-5224 長纖二段去污機泵浦 3568.6 #P7 P-5226 長纖三段去污機泵浦 16 9.6 230.4 3799 合計運轉耗電量為_3799 度/天
 額定電流. (A) 運轉電流. 耗電量. (Kw-h) (Kw-24h) 累計. (kw-24h) #P1. P-5202A. 短纖一段去污機泵浦 #P2. P-5202B. 殘渣稀釋水泵浦 #P3. P-5202D. 長纖一段去污機泵浦 #P4. P 短纖二段去污機泵浦 #P5. P 短纖三段去污機泵浦 #P6. P 長纖二段去污機泵浦 #P7. P 長纖三段去污機泵浦 合計運轉耗電量為_3799 度/天.")
56
改善效益分析 愛惜地球 珍惜資源!! ※統計時間自94年05月改善案完成,至95年04月止為期一年
時間,抄造課合計低濃度去污機停用的運轉天數為295天。 ※經評估停用低濃度去污機可節省的電力為 3,799 度/天。 ※節省耗用電力:3,799 度/天 × 295 天/年 = 112 萬度/年。 ※節省用電成本:112 萬度/年 × 2.0 元/度 = 224 萬元/年。 ※每年可減少CO2排放量: 1,120,000 度/年 * 噸CO2 /度 = 噸CO2/年。 愛惜地球 珍惜資源!!

57
案例四 造紙一部 離解機使用合理化改善案 池慶權 課長

58
選題理由 一、離解機的功能在於處理散漿後未離解 的紙塊或磨漿後微調游離度。 二、課內離解機用於壓力篩後,調節游離度
及離解紙塊,經製程調查,於抄造灰銅 及銅西卡紙時,可藉由部份流程俢改停 用離解機或將離解機馬力降低以達到節 能的目的。

59
改善過程 改善前A 1. 抄灰銅時,底漿為100%報紙,為了避免底漿紙塊造成看 相太差,因此於過篩後有經過125HP JF-75 離解機處理
1.將底漿流程 PS-24壓力篩網目由0.25 mm 縮小為 0.2 mm 以减少過篩後紙塊,改善漿料品質. 2.壓力篩網目縮小時排渣會增加,將排渣原由CVA -300篩選 機處理,改至中漿系統分級處理分級使用. 3.檢测過篩漿料品質符合需求後將 125HP JF-75離解機停 用.

60
改善過程 改善前B 抄雙銅時,中漿BCTMP 漿料,因漿料散解困難,需經250 HP JF-160離解機再離解.因JF HP離解機處理量大,入口閥鎖1/2,浪費電力。 改善對策B 將JF-160 離解機停用,俢改管路改接至JF-75離解機使用。

61
改善過程 改善前流程 雙銅中漿流程 灰銅底漿流程 (250hp) Cva300
散漿機 #C 高濃度 BC離解機 PS 洗漿機 #C JF #C 去污機 (125hp) Cva300 損紙或DIP50~60%% JF-160 散漿機 9#C BCTMP 5#C (250hp) 雙銅中漿流程 灰銅底漿流程 排渣
 Cva300. 損紙或DIP50~60%% JF-160. 散漿機. 9#C. BCTMP. 5#C. (250hp) 雙銅中漿流程. 灰銅底漿流程. 排渣.")
62
改善過程 改善後流程 對策B 雙銅中漿流程 對策A 灰銅底漿流程 (250hp) 篩網更換為 0.2mm
損紙或DIP50~60%% BCTMP 對策B 雙銅中漿流程 散漿機 9#C JF-160 5#C 對策A (250hp) 灰銅底漿流程 篩網更換為 0.2mm 中漿系統 排渣 散漿機 #C 高濃度 BC離解機 PS 洗漿機 #C JF #C 去污機 (125hp)
 灰銅底漿流程. 篩網更換為. 0.2mm. 中漿系統. 排渣. 散漿機 20#C 高濃度 BC離解機 PS-24 洗漿機 4#C JF-75 6#C. 去污機 (125hp)")
63
改善效益 A:灰銅時停用125 HP 離解機不影響效率及品質 B:雙銅時停用250HP 離解機 改用125HP 離解機
125HP*0.75*10hrs*12日= 11,250 度電/月 11,250度電/月* 2.0元/度 *12月=270,000元/年 B:雙銅時停用250HP 離解機 改用125HP 離解機 馬力省 125HP 每日運轉約20小時 電費2.0元/度 雙銅每月抄10天 125HP*0.75*20hrs*10日= 18,750度電/月 18,750度電/月* 2.0元/度 *12月=450,000元/年 電費節用 A+B=720,000 元/年 CO2排放减少 A+B 11,250(度電/月)+18,750(度電/月)=30,000(度電/月) 30,000(度電/月)*12(月)* (噸/度電) = 248.4(噸.CO2/年)
+18,750(度電/月)=30,000(度電/月) 30,000(度電/月)*12(月)* (噸/度電) = 248.4(噸.CO2/年)")
64
公用部 風力發電機運轉率提高改善案 賴清標 副課長

65
案例七:風力發電機運轉率提高案 綠色能源 (前言)
案例七:風力發電機運轉率提高案 綠色能源 (前言) 正隆竹北廠於91年度配合政府綠色能源政策,投資設置東南亞最大的風力發電機(1.75MW/台),並於91年11月併入竹北廠發電系統運轉,以善盡企業對能源、環境新技術的示範、推廣及教育的社會責任。由於運轉率持續下降, 故擬訂94年度作戰計劃: 如何降低故障率,提高風力發電機運轉率 (改善前) 92年度風力發電機的平均運轉率為83.02%‚總發電量為6,337,300KWH。 93年度風力發電機的平均運轉率為75.66%‚總發電量為5,180,020KWH。
 正隆竹北廠於91年度配合政府綠色能源政策,投資設置東南亞最大的風力發電機(1.75MW/台),並於91年11月併入竹北廠發電系統運轉,以善盡企業對能源、環境新技術的示範、推廣及教育的社會責任。由於運轉率持續下降, 故擬訂94年度作戰計劃: 如何降低故障率,提高風力發電機運轉率. (改善前) 92年度風力發電機的平均運轉率為83.02%‚總發電量為6,337,300KWH。 93年度風力發電機的平均運轉率為75.66%‚總發電量為5,180,020KWH。")
66
(數據收集與對策) (93年度)改善前風力發電機故障問題點數據收集與對策 問題點 發生次數 (次) 總停機時間(小時) 真因分析 對策實施
(94年度) 效果確認 1.發電機滑環冷卻風扇不運轉 1 3 滑環碳刷產生的碳粉,無法由吸碳粉風車完全吸走,故會累積在滑環室內,造成滑環冷卻風扇軸承卡死。 每半年以真空吸塵器及高壓空氣去除碳粉 發生次數:0次 停機時間:0小時 2.發電機燒毀 2 3,792 原 L.S SORMER發電機無60Hz發電機的經驗,造成轉子的蔽極短路片撞擊定子線圈而短路炸毀。 更換為ABB發電機 3.葉片角度控制閥 o-ring破損漏油 17 迫緊損壞使得液壓油漏失到達下限而停機 a.列為查檢項目,每隔2周查檢一次 b.94/7更換台製的o-ring 另外即早發現液壓油滲漏而更換o-ring共4次 台製的o-ring 使用效果持續追蹤
 效果確認. 1.發電機滑環冷卻風扇不運轉 滑環碳刷產生的碳粉,無法由吸碳粉風車完全吸走,故會累積在滑環室內,造成滑環冷卻風扇軸承卡死。 每半年以真空吸塵器及高壓空氣去除碳粉. 發生次數:0次. 停機時間:0小時. 2.發電機燒毀. 2. 3,792. 原 L.S SORMER發電機無60Hz發電機的經驗,造成轉子的蔽極短路片撞擊定子線圈而短路炸毀。 更換為ABB發電機. 3.葉片角度控制閥. o-ring破損漏油. 17. 迫緊損壞使得液壓油漏失到達下限而停機. a.列為查檢項目,每隔2周查檢一次. b.94/7更換台製的o-ring. 另外即早發現液壓油滲漏而更換o-ring共4次. 台製的o-ring. 使用效果持續追蹤.")
67
(數據收集與對策) 問題點 發生次數 (次) 總停機時間(小時) 真因分析 對策實施 (94年度) 效果確認 4.增速機高速輸出軸軸向位移
6 951.5 機構強度設計及組裝不良,軸承止檔螺栓鬆脫,造成輸出軸軸向移動,使得發電機轉速Sensor無法量測速度而停機。 軸向移動距離大於0.1mm就必須更換止檔螺栓。 發生次數:0次 停機時間:0小時 5.控制卡片燒毀 1 59 雷擊:由弱電系統倒灌擊穿連線介面卡及風速卡 請購風速卡當備品 6.齒輪箱油溫過高 44 22 a.夏天機艙內部溫度高達46℃滿載發電時齒輪箱油冷卻器的冷卻能力不足。 b.機艙頂部兩個透明天窗太陽幅射能進入,且於近中午時太陽光直射冷卻器,更降低其效率。 c.冷卻器濾網結垢。 a.將天窗以厚紙板貼住以阻隔幅射能。 b.以蒸發器清洗劑每半年清除濾網污垢1次。 發生次數:18次 停機時間:9小時 如何改善冷卻器效率為95年度改善重點

68
(數據收集與對策) 問題點 發生次數 (次) 總停機時間(小時) 真因分析 對策實施 (94年度) 效果確認 7.液壓油泵浦損壞 1
18.5 檢查損壞的油壓泵浦在高壓輸出端法蘭接口處殼體龜裂 油壓泵浦泵殼材質由鋁製改為鑄鐵 發生次數:1次 停機時間:18.5小時 3月份另一台更換泵浦使用至今良好。

69
(改善後) (次) 停車次數降低37次 56次 19次 運轉率成長23.35% (%) 99.01% 75.66%
 (次) 停車次數降低37次 56次 19次 運轉率成長23.35% (%) 99.01% 75.66%")
70
(改善後) (KWH) 7,289,800KWH 發電量成長2,109,780KWH 5,180,020KWH
 (KWH) 7,289,800KWH 發電量成長2,109,780KWH 5,180,020KWH")
71
(節能成效) 節省耗用台電電力: 7,289,800 -5,180,020KWH =2,109,780KWH / year (度/年)
節省耗用電力費用 2元/度 * 2,109,780度/年= 4,219,560 元/年 每年可減少CO2排量---1,456 噸CO2/年

72
竹北廠為了響應公司政策,將這周遭的好山好水與代表綠色生產的風車、廠房,編織成這幅美麗的巨畫,並將它懸掛在大門口,以此為正隆股份有限公司竹北廠的共同願景,實踐與大自然共生共存的永續經營。
正隆公司 竹北廠廠景 春風舞人間 佳紙傳溫情

73
END Thanks!