Download presentation
Presentation is loading. Please wait.

1
第七章 製程策略

2
引例 大量客製化使戴爾電腦建立競爭優勢 戴爾電腦在網路上販售,並在生產後直接交貨給每一位顧客,而沒有庫存。
大量客製化使其各零組件可隨技術的更新而隨時調整。 戴爾公司如何做到大量客製化? 其中一個作法是減少將資源投入於開發電腦零組件,而將資源專注於研發軟體以使電腦裝配更為快速簡便。

3
前言 作業管理人員在此必須決定採用何種生產方式。以下將介紹一些工具,協助管理人員藉由製程設計以落實目標。 製程(轉換)策略
組織將資源轉換成商品與服務的作法。 製程策略的目標在尋找一種,在成本及各項管理限制下,符合顧客需求及產品規格的生產商品與提供服務方式。 製程選擇對商品生產的彈性、成本、品質等生產效率有深遠的影響。然而,大多數公司的策略在製程決策時便已被決定。

4
四種製程策略 製程專注(Process Focus) 重複性專注(Repetitive Focus) 產品專注(Product Focus)
生產設施是以製程為主要考慮因素,有助於生產少量多樣類型的產品。 重複性專注(Repetitive Focus) 使用模組建立產品導向的生產流程。 產品專注(Product Focus) 廠房設施的佈建是以產品製程為主要考慮因素,此類製程適用於大量、少樣的生產方式。 大量客製化(Mass Customization) 以快速、低成本的生產方式滿足不同顧客的不同需求。
 使用模組建立產品導向的生產流程。 產品專注(Product Focus) 廠房設施的佈建是以產品製程為主要考慮因素,此類製程適用於大量、少樣的生產方式。 大量客製化(Mass Customization) 以快速、低成本的生產方式滿足不同顧客的不同需求。")
5
四種製程策略

6
四種製程策略

7
四種製程策略

8
四種製程策略

9
製程分析及設計 流程圖(Flow Diagram)
用以分析人員或物料移動的圖形。 時間功能圖(Time-Function Mapping)或製程地圖(Process Mapping) 是一個在橫軸標示時間的流程圖。 製程圖(Process Charts) 使用符號來分析人員或物料移動的圖形。 服務藍圖( service blueprint) 一種流程分析的技術可讓分析者專注於分析顧客與賣方間的互動狀況。
或製程地圖(Process Mapping) 是一個在橫軸標示時間的流程圖。 製程圖(Process Charts) 使用符號來分析人員或物料移動的圖形。 服務藍圖( service blueprint) 一種流程分析的技術可讓分析者專注於分析顧客與賣方間的互動狀況。")
10
製程分析及設計

11
製程分析及設計

12
服務製程設計 與顧客互動常會影響製程的績效。
但從服務本質來看與顧客互動卻是服務製程所必需。瞭解到顧客之獨特需求常會導致製程紊亂後,越來越多的管理人員開始設計更有效率與效能的製程來處理這些特殊的需求。 戴爾電腦公司利用網際網路處理顧客與製程間的介面,找出正確的方式以湊成成本及顧客互動的最佳配合。

13
服務製程設計 圖7.10的四個象限說明作業管理人員如何在顧客互動及客製化之間,設計出最佳的服務程序。

14
改善服務業生產力的技術

15
製造技術 彈性 電腦數值控制(CNC) 自動辨識系統(AIS) 製程控制 在短時間,低成本及不損害顧客價值下進行回映的能力。
一種擁有自己的電腦與記憶能力的機台。 自動辨識系統(AIS) 一種將資料轉換或電子格式的系統例如條碼。 製程控制 透過資訊科技以管控實體製程。
 一種將資料轉換或電子格式的系統例如條碼。 製程控制. 透過資訊科技以管控實體製程。")
16
製造技術 視覺系統 機器人 自動倉儲系統(ASRS) 自動導引車(AGV) 透過攝影機及電腦技術扮演檢測的角色。
一種可執行持有移動、抓取等功能的彈性機台,其各功能的運作是透過電子脈衝來驅動。 自動倉儲系統(ASRS) 一種以電腦控制的倉儲,可自動將零件放置到指定的位置或從指定位置中取出。 自動導引車(AGV) 透過電子化指引與控制卡來運送原物料。
 一種以電腦控制的倉儲,可自動將零件放置到指定的位置或從指定位置中取出。 自動導引車(AGV) 透過電子化指引與控制卡來運送原物料。")
17
製造技術 彈性製造系統(FMS) 電腦整合製造(CIM)
透過一個共同的電腦設施,以中央控制的方式發出電子訊號以自動化的方式控制工作單元的一套系統。 電腦整合製造(CIM) 一套與CAD, FMS,存貨控制、倉儲、出貨等系統結合的製造系統。
 一套與CAD, FMS,存貨控制、倉儲、出貨等系統結合的製造系統。")
18
製造技術

19
服務業的科技運用 如同製造業技術的快速進步,當代服務業使用的技術也有巨大變化。
汽車修護廠內的電子診斷設備到醫院內的血液及尿液測試設備,甚至是機場及高度保全設施內的視網膜掃瞄保全設備等。 如同製造業一般,服務業中的作業管理人員也必須能夠衡量技術對其公司的衝擊,這必須建立若干能力以評估可靠度、投資分析、人力資源需求及保養∕服務。

20
服務業的科技運用 流程再造 從根本上重新思考與重新設計企業程序,以改善其績效。

21
環境友善製程 許多公司從製程中找出可減少環境負面衝擊的機會。
這些機會所產生的活動有時是奠基在法律上對社會責任的要求,例如污染防治。這些活動包括專注於更有效的使用資源、減少副產品的浪費、輻射控制、回收等。 作業管理人員可透過差異化策略、低成本策略等方式來落實環境友善。

22
第七章補充 產能規劃

23
產能 產能 設計產能(Design Capacity) 有效產能(Effective Capacity)
指“產出量”或在一段時間內可持有接收、儲存或生產的數量。 設計產能(Design Capacity) 系統在一段時間內,理論上的最大產出量。 有效產能(Effective Capacity) 公司利用排程法保養維護及品質標準,使系統達到的最大產能。 產能決策必需與組織的使命及策略相互整合。
 系統在一段時間內,理論上的最大產出量。 有效產能(Effective Capacity) 公司利用排程法保養維護及品質標準,使系統達到的最大產能。 產能決策必需與組織的使命及策略相互整合。")
24
產能

25
產能 產能的考慮 準確的預測需求 管理當局必須知悉哪些產品應該增加、哪些產品應該減少,以及數量為何。
瞭解技術與產能增量 作業管理人員有責任找出調整產能所需的相關技術與正確的成本增量。 找出最佳作業水準(數量) 技術和產能增量常會決定設施的最佳產能。 建購應變能力 管理人員必須針對產能增減評估營收變化之決策的敏感性及潛在風險。
 技術和產能增量常會決定設施的最佳產能。 建購應變能力 管理人員必須針對產能增減評估營收變化之決策的敏感性及潛在風險。")
26
產能 需求管理 需求超出產能 當需求超出產能時,公司可透過漲價、較長的前置時間(或許無可避免)、不鼓勵利潤低的交易等方式來降低需求。因為產能不足導致收益損失,其治本的方式是擴充產能。 產能超出需求 當產能超出需求,公司或許希望透過降價、積極的行銷活動、產品改變等方式來刺激需求。 調整季節性需求 管理當局可找出需求型態彼此互補的產品,使設施、設備及人員的利用率可更為平順。

27
產能

28
產能 使產能與需求契合的戰術 人事調整(增加或減少員工人數)。 調整設備或製程,作法包括購買新機臺、出售或出租現有機臺。
改善方法以提升產能。 重新設計產品使產量提升。

29
產能規劃 設定未來的產能需求是一個複雜的程序,其中一大部分與未來需求有關。當商品與服務的需求可以合理預測時,產能需求即可明確的決定。
產能的決定通常有兩階段: 第1階段是以第4章介紹的傳統模式預測未來需求。 第2階段是以預測結果來決定產能需求及所需附加之產能的大小。 需求通常是少量且逐步成長,產能增加則是立即且大量的(不容易小量逐步遞增)。這個矛盾的現象,常導致產能擴張的困難。
。這個矛盾的現象,常導致產能擴張的困難。")
30
產能規劃

31
損益兩平分析 損益兩平分析 固定成本 變動成本 貢獻 收益函數 以金額或數量為單位,找出成本等於收益的點。 即使不生產也會存在的點。
隨生產數量變動的成本。 貢獻 售價與變動成本的差。 收益函數 顯示每單位售價對營收增加的函數。

32
損益兩平分析

33
產能決策在決策樹上的應用

34
策略驅動投資 作業管理人員也需注意到投資到投資報酬(ROI)的問題。 投資、變動成本與現金流 淨現值
因為產能與製程的選擇,因此必須在資本投資與變動成本間權衡。如同產能及製程的選擇,管理人員必須從選擇不同的財務組合。分析中應包含資本投資、變動成本及現金流,並計算各種選項的淨現值。 淨現值 將未來各期現金收入加以轉換成現在之貨幣價值。

35
第八章 廠址選擇策略

36
引例 廠址配置選擇使聯邦快遞建立競爭優勢 聯邦快遞擁有600架航機,飛行範圍遍及全球325個機場,並有38,000輛小貨車負責將貨品送達顧客手中。 在田納西州的曼菲斯建立主要配送中心。因為曼菲斯位於美國的中間位置。且很少因天候而影響作業。 聯邦快遞從全球各地將該公司沒有直飛航班的包裹送到曼菲斯。 主要配送中心可允許航班飛行較小的城市,彌補傳統由城市A飛到城市B的系統。每晚根據負載狀況調整航班及飛行路線。 主要配送中心的作法,可全面掌控從收件到包裹至配送過程間的狀況,因此可減少轉運過程中的錯誤與延遲。

37
前言:廠址選擇在策略上的重要性 設置營運據點的地點是公司內最重要的決策之一,例如聯邦快遞、戴姆克萊斯勒、硬石餐廳等公司皆是如此。
這些決策是建立在全球思考的觀點,並呈現廠址決策所包含的全球意涵。透過設置地點的轉換,將可開拓前蘇聯及中國等地的全球市場,並加速事業的全球化。 本章中介紹公司如何以全球的概念與技術進行廠址選擇。廠址對固定及變動成本的影響很大,並衝擊公司的風險與利潤。例如,對於生產、生產的形式、或服務的執行,運輸成本可佔售價的25%。亦即,公司總營收的四分之一必須用於支付原物料運抵當地以及成品出貨的運送費用。其它受廠址影響的成本有稅收、薪資、原物料成本及租金。

38
廠址與選址 廠址策略的目標在於讓公司從廠址上獲得最大利益。 廠址決策的作法包括
公司的廠址選擇次數並不頻繁,通常只發生在目前產能無法再滿足需求,或當地的勞工生產力、匯率、成本或其他因素有了變化時。 公司也可能因為人口與顧客需求狀況的改變而重新配置其廠房或服務設施的所在。 廠址決策的作法包括 以擴充現有廠房來取代遷移。 維持現有廠房,並在其它地點增設廠房。 關閉現有廠房,而在其它地點另設廠房。

39
影響廠址選擇的因素

40
影響廠址選擇的因素 勞工生產力 管理當局或許會希望當地有較低的工資水準,但管理當局必須同時考慮生產力的問題。 匯率與貨幣風險
雖然薪資比率與生產力會使某個國家看來符合經濟性,但不當的匯率卻會對經濟性產生負面影響。 成本 有形成本是指可明確定義與衡量的成本。包括利用率、勞工、原物料、稅率、折舊等, 無形成本是難以量化的成本。包括教育品質、公共運輸設備、當地對產業與公司的態度、未來員工的品質與態度等。也包括生活中的品質變數等,這些都可能影響人員招募。

41
影響廠址選擇的因素 態度 接近市場 接近供應者
政府、人員等態度是否有助於私人財產、行政區域、污染、員工穩定度。工作人員的流動率、工會、曠職等都是必須考慮的因素。當公司重新規劃廠址 接近市場 對許多公司而言,選擇接近顧客的位置是最重要的。尤其是服務業或製造業之成品若運送成本高昂或困難。 接近供應者 公司設置在原物料或供應商附近的理由包括:(1)腐爛、(2)運輸成本、(3)體積。烘焙廠、乳品廠、冷凍海鮮製程等皆必須面對易腐爛的原物料。
腐爛、(2)運輸成本、(3)體積。烘焙廠、乳品廠、冷凍海鮮製程等皆必須面對易腐爛的原物料。")
42
影響廠址選擇的因素 接近競爭者(群聚) 公司有時也會出乎意外的希望將位置設在競爭者附近。常發生當主要資源在某地被發現的情況。這些資源包括自然資源、資訊資源、創投資源及人才資源。 有4種方式常被用於處理廠址的問題:因素評等法、位址損益兩平分析、重心法、運輸模式。以下將介紹這些方法。
 公司有時也會出乎意外的希望將位置設在競爭者附近。常發生當主要資源在某地被發現的情況。這些資源包括自然資源、資訊資源、創投資源及人才資源。 有4種方式常被用於處理廠址的問題:因素評等法、位址損益兩平分析、重心法、運輸模式。以下將介紹這些方法。")
43
評估廠址選擇的方法 因素評等法 在難以去辨識和衡量的成本上,建立客觀的辨識和衡量方法。 因素評等法的六個步驟
發展並列出相關因子,稱為關鍵成功因素(表8.3)。 根據各因子對公司目標的重要性並賦予不同的權數。 發展各因子的評分級距(例如從1到10或從1到100分)。 使用步驟3的級距,就各評選地點評分。 將各因子的得分乘以各自的權數,並計算各地點的總得分。 以得分最高者為推薦地點。
。 根據各因子對公司目標的重要性並賦予不同的權數。 發展各因子的評分級距(例如從1到10或從1到100分)。 使用步驟3的級距,就各評選地點評分。 將各因子的得分乘以各自的權數,並計算各地點的總得分。 以得分最高者為推薦地點。")
44
評估廠址選擇的方法 因素評等法的例子

45
評估廠址選擇的方法 位址損益兩平分析 位址損益兩平分析的三個步驟
使用成本分析以比較各位址的經濟性。藉由定義固定與變動成本並加以繪圖,找出具有最低成本的位址。位址損益兩平分析可使用數學化或繪圖的方式。 位址損益兩平分析的三個步驟 決定各位址的固定與變動成本。 以成本為垂直軸、年產量為水平軸,並根據各位址的成本加以繪圖。 選擇符合預期產量下最低總成本的位置。

46
評估廠址選擇的方法

47
評估廠址選擇的方法 重心法對服務多個商店或區域,找出一個最好配銷點的一種數學方法。 重心法的步驟是透過一個座標系統來配置地點

48
評估廠址選擇的方法

49
評估廠址選擇的方法 運輸模式是一種能解決特定類型線性規劃問題的技術方法。
可用線性規劃技術求解這樣問題,但具特定目的的演算法將更效率。運輸模式需先找到一個初始可行解,然後一步步的改善,直到找出最佳解為止。

50
服務業的廠址選擇策略 服務業選址時需注意八個主要的數字 當地顧客的購買力。 當地顧客的人口統計數字是否符合服務及形象。 當地的競爭狀況。
當地的競爭品質。 公司或競爭者所在位置的獨特性。 設施的實體品質及附近商家。 公司的作業政策。 管理的品質。

51
服務業的廠址選擇策略

52
第九章 佈置策略

53
引例 麥當勞透過高科技廚房佈置建立競爭優勢
當勞在過去半世紀中,除透過建立提供有限菜單內容之速食餐廳而掀起餐廳產業的革命外,還有五項主要的創新作法。 1950年代引進室內設置座位(佈置策略) 1970年代引進得來速的作法(佈置策略) 1980年代在菜單中放入早餐(製造策略) 1990年代在餐廳中設置遊戲區(佈置策略) 2001年改變佈置使之能落實大量客製化(佈置策略)
 1970年代引進得來速的作法(佈置策略) 1980年代在菜單中放入早餐(製造策略) 1990年代在餐廳中設置遊戲區(佈置策略) 2001年改變佈置使之能落實大量客製化(佈置策略)")
54
前言:佈置決策的策略性重點 佈置是影響作業長期效率的關鍵決定因素之一。
佈置決策根據組織對競爭因素的需求而有多種不同方式,這些競爭因素包括產能、製程、彈性、成本、工作場所的品質、顧客接觸、形象等。 佈置設計應思考如何能做到以下幾點 高度的空間、設備與人員之利用率。 改善資訊、物料或人員的流動。 改善員工士氣與工作安全。 改善與顧客的互動。 彈性(目前的佈置可因應未來變化而做調整)。
。")
55
佈置的型態 固定位置式佈置 製程導向佈置 辦公室佈置 用於大且重量重的專案,例如造船、造房子。
用於少量多樣的生產型態(又稱為零工式或間斷式生產)。 辦公室佈置 藉由人員及其設備、空間∕辦公室的位置以促進資訊流通。
。 辦公室佈置. 藉由人員及其設備、空間∕辦公室的位置以促進資訊流通。")
56
佈置的型態 零售店佈置 倉庫佈置 產品導向佈置 根據顧客行為配置商品陳列架之位置。 在空間與物料搬運間進行權衡。
追求人員與機臺的最佳利用率,用於重複或連續生產中。

57
佈置的型態 一個良好的佈置應能滿足下列要求: 物料搬運設備:管理者必須決定要使用何種設備。
產能與空間的需求:需先決定人員、機臺、設備及其空間需求,依據這些需求進行佈置。 環境與美感:是否要有窗戶、植物、通風、降低噪音、保障隱私等問題。 資訊流動:佈置必須有助於溝通。相關的佈置議題包括採開放空間或是隔板或是個人辦公室。 各工作區域間的移動成本:這個議題常見於物料移動或某些區域是否應相鄰有關。

58
佈置的型態

59
固定位置式佈置 使用於固定專案或龐大專案的佈置需要。 良好的固定位置佈置需克服以下三個要素
第一是需受現場空間的限制。 第二是不同工程階段需要不同原物料,對專案發展的重要性也不同。 第三是原物料的需求量是動態的。 因為固定位置式佈置的問題如此難解,一個替代性的策略便是盡可能將作業轉換成不必在特定位置進行。例如使用群組技術將零件加以群組。

60
製程導向佈置 處理少量多樣產品的佈置。相似的機器和設備放在一起。
這是處理產品差異化策略的傳統作法。當產品生產需使用不同的設備或處理顧客、病患的不同需求時,這種作法是十分有效率的。 製程佈置的設計中,最常見的戰術是透過部門與工作中心的管理,使物料搬運成本最小化。物料搬運成本的多寡與以下兩項因素相關: 部門間在某一期間中的載具(或人員)移動的數量。 載具(或人員)在部門間之移動距離的相關成本。
移動的數量。 載具(或人員)在部門間之移動距離的相關成本。")
61
製程導向佈置

62
製程導向佈置 工作批 工作單元 進行單元生產時,有以下的要求: 零組件被成批或成群的處理。
一種機器和人力暫時性的產品導向安排,普遍見於流程導向設備中。 進行單元生產時,有以下的要求: 界定產品族,並使用群組技術的編碼。 需要高水準訓練與彈性的員工。 需要有管理當局的支持或相當彈性,讓具想像力的員工可建立初步的工作單元。 每一個單元都要設置防呆裝置。

63
製程導向佈置 工作單元的優點包括 工作單元可保持機臺間的平準,可減少在製品存貨。 機臺不需太多空間儲存在製品存貨,只需要較少的空間。
在製品存貨的減少,使物料更快速的移動,可減少存貨。 改善員工間的溝通、較佳的物料流動、改善排程,可減少直接人工成本。 提高員工在組織與產品間的參與感。 較佳的排程與更快的原物料流,可提升設備與機臺的使用率。 更好的設備利用率,可減少機臺、設備與工具的數目與投資。

64
製程導向佈置

65
製程導向佈置 專注工作中心 專注工廠 專注工作中心是在保留目前廠房中的部分設施下,從目前的通用型製程導向設施所演變。
以產品為導向來安排常設或非常設的人員及設備。 專注工廠 設備設計用來生產相似產品或組件。 專注工作中心是在保留目前廠房中的部分設施下,從目前的通用型製程導向設施所演變。 若將專注工作中心擴大到整個廠房,則稱為專注工廠。

66
製程導向佈置

67
辦公室佈置 工廠佈置與辦公室佈置的最大差異在於資訊。 辦公室佈置的兩大未來趨勢。
技術:如行動電話、呼叫器、傳真機、網路、在家工作、筆記型電腦、PDA等,透過資訊的電子化移動而增加佈置的彈性。 虛擬企業:創造空間與服務的動態需求。 這兩個變化降低了辦公室員工對座位的需求。

68
辦公室佈置

69
零售業佈置 零售業佈置的基本概念是藉由產品曝光來提升銷售與獲利。因此,大多數的零售業管理人員均設法讓比較多的產品能在顧客眼前曝光。
五個可協助整個店面管理的原則 將需求量高的商品放在店面四周。 將高吸引力與高利潤的商品放在店面的醒目位置。 將主宰消費者購買行程的商品加以分散的放在走道兩側,以增加其它商品的曝光機會。 善用走道的終點位置,因為這裡的曝光率很高。 需慎選適宜放在消費者一進入店面位置的商品,因為這裡可向消費者傳達店面的使命。

70
零售業佈置

71
服務環境 服務環境 公司必須考慮以下三個要素 指周遭環境對服務內容的影響,以及如何提供顧客與員工一個具人性的環境。
周遭環境:指燈光、音效、氣味、溫度等背景特性。這些將影響員工與顧客的消費意願與停留時間長短。 空間佈置與機能:例如顧客動線規劃、走道規格(寬度、方向、角度、貨架間隔)、產品分群等。 信號、標示、人工製品:建立空間的社會意涵(例如舖地毯的區域,表希望顧客放緩腳步並四處瀏覽)。
、產品分群等。 信號、標示、人工製品:建立空間的社會意涵(例如舖地毯的區域,表希望顧客放緩腳步並四處瀏覽)。")
72
倉儲佈置 倉儲佈置 最理想的佈置是能儲存各種物項,並直接的揀取物料。現代化的倉儲管理常採用自動倉儲系統。
籍由強調搬運及倉儲空間相關平衡之設計而最小化總成本。 管理當局希望消耗最少的資源在尋找與移動物料之上,並使物料的退化或損壞的狀況最小。 最理想的佈置是能儲存各種物項,並直接的揀取物料。現代化的倉儲管理常採用自動倉儲系統。 倉儲佈置的重要組成是存取區域與移動區域間的關係。必須依據供應商到貨時之型態(卡車、火車、船舶等)及在何處卸貨來進行設施設計。
及在何處卸貨來進行設施設計。")
73
倉儲佈置 交錯碼頭是指收貨後,避免將物料放入倉庫。 透過交錯碼頭,沃瑪百貨節省了配送成本並加快倉儲的補貨時間,因此提升顧客服務的品質。
在製造廠中,是指產品直接由裝配線接收。 在配送中心中,是指貨品出貨前預先進行標籤黏貼與分類,以避免正式的接收活動、儲存∕揀料及訂單區分等活動。因為以上這些活動並無法提昇產品價值,因此可達到100%的成本節省。 透過交錯碼頭,沃瑪百貨節省了配送成本並加快倉儲的補貨時間,因此提升顧客服務的品質。 交錯碼頭必須具備以下條件: (1)緊密的排程、(2)明確的產品識別。 通常藉由條碼使運送碼頭能迅速的運作。
緊密的排程、(2)明確的產品識別。 通常藉由條碼使運送碼頭能迅速的運作。")
74
倉儲佈置 隨機儲位 隨機儲位系統常包括以下功能:
使用在倉儲之中,在開放的位置中列出存貨位置。這項技術意謂意空間不需要去分配特定的項目而廠房內部完全利用。 隨機儲位系統常包括以下功能: 維護並列出閒置的儲位。 維護現有存貨之數量與位置的精確性。 將需要揀取的物項排序,使揀取的移動時間最短。 合併訂單來檢料,以節省揀貨時間。 找出某些使用率高的物項,並將之放置在特定區域,以使倉儲中的總移動距離最短。

75
倉儲佈置 倉儲客製化 倉庫的客製化或許是廠商面對市場產品快速變化下,取得競爭優勢的方法之一。
使用倉儲技術,透過零組件的修改、維修、標籤和包裝去增加產品價值。 倉庫的客製化或許是廠商面對市場產品快速變化下,取得競爭優勢的方法之一。 例如,一個倉庫可以是放置電腦零件、軟體、維修材料的地方。倉庫也可提供客製化的標籤黏貼與包裝服務,使商品處於可立即陳列的狀態。

76
重複與產品導向佈置 產品導向佈置用於生產大量且少變化之產品或產品族。 其產品佈置有以下假設: 產量大可維持高度的設備利用率。
產品需求穩定,因此可針對專用設備進行高度投資。 產品屬標準化或彼此十分接近,因此可針對專用設備進行高度投資。 原物料與零組件的供給具一定品質(標準化),因此可由專用設備來加工。
,因此可由專用設備來加工。")
77
重複與產品導向佈置 產品導向佈置有製造線與裝配線兩種型態。 製造線 裝配線 裝配線平衡
一系列機台,以產品導向的特點來生產零組件。 裝配線 則是透過一系列的工作站將零件組裝在一起。 裝配線平衡 平衡每一個工作站中的產品線上的輸出,所以延遲是最小的。 產品導向佈置的目標便是讓製造線與裝配線中的不平衡最小化。

78
重複與產品導向佈置 產品導向的主要優勢包括 其缺點在於 大量、標準化產品使單位成本低。 低的原物料搬運成本。 減少在製品存貨。
減少訓練與監工。 快速的生產。 其缺點在於 大產量的需求,使製程的建立需投入大量成本。 製程中任何一個部分的停工,可能使全部製程停擺。 缺乏生產多樣化產品或調整生產率的彈性。

79
重複與產品導向佈置 裝配線平衡是讓裝配線滿足產出需求下,使其機臺與人員的不平衡現象最小化。計算程序如下
將每日的需求單位數(需求或生產速率)除每日的生產時間(分或秒)。所得的結果稱為週期時間 計算工作站數目的理論值。總工作作業時間(生產產品所需時間)除以週期時間。 在維持平衡下,指派特定作業至各個工作站。有效的平衡將可在依循特定順序、並使閒置時間最小下,完成裝配需求。 生產線平衡的效率為總作業時間除以工作站實際數目與被指派週期時間的乘數。
除每日的生產時間(分或秒)。所得的結果稱為週期時間. 計算工作站數目的理論值。總工作作業時間(生產產品所需時間)除以週期時間。 在維持平衡下,指派特定作業至各個工作站。有效的平衡將可在依循特定順序、並使閒置時間最小下,完成裝配需求。 生產線平衡的效率為總作業時間除以工作站實際數目與被指派週期時間的乘數。")
80
重複與產品導向佈置 生產線線平衡啟發解法包括
最長作業時間法 最多後續作業法 位階權重法法 最短作業時間法 最少後續作業法 測試不同的探索解法後,再選擇出最佳的解-最少的工作站數目與最高效率。需注意的是,啟發式解法所得的結果並不保證是最佳解。

81
重複與產品導向佈置

82
第十章 人力資源與工作設計

83
引例 人力資源為西南航空帶來競爭優勢 什麼是低成本優勢的關鍵策略?答案是人力資源。 創造一種照顧員工整個生活而非只有工作的文化。
無形的東西比有形的東西更重要。 其它人可以購買飛機、售票櫃但卻無法買到我們的文化、精神。 員工應該被如同顧客般的對待,並擁有如顧客般的權利。 西南航空公司在中央集權政策下,給予員工工作自由度並指導員工運用在工作上。公司相信若員工能因此體會何謂滿意的服務,則員工自然會做出對的事情。

84
前言 西南航空公司只是全球各式工作文化的一種。這些文化如何被建立且作業管理人員所面對的人力資源問題為何?
人員工作時必須具備基本能力與激勵,而作業管理人員的基本人力資源策略將決定作業所需的才能與技術。從硬石餐廳、林肯電器到西南航空等公司都證明人力資源策略將可帶來競爭優勢。 好的人力資源策略是昂貴且難以達到與持續的。然而,其所帶來的利益也是持久的,因為好的人力資源策略是難以複製的,這也是此項競爭優勢最具利益之處。

85
人力資源策略與競爭優勢 人力資源策略的目標是管理員工並設計作業以使得員工能有效能與效率的工作。希望使員工: 合理的工作品質 相互承諾
在其它作業管理決策的限制下達到最大效率。 在相互承諾與信任氣氛下,擁有合理工作品質。 合理的工作品質 工作不止具有合理的安全性且所支付的薪資是公平的,並能符合生理與心理的需求。 相互承諾 是指管理當局與員工努力達成共同目標。 相互信任 反映合理的員工政策,包括管理當局與員工間的誠實與公平,以使雙方感到滿意。

86
人力資源策略與競爭優勢 人力資源策略的限制

87
勞工規劃 在員工穩定性與工作排程下決定員工雇用政策。 雇用穩定性:指組織在任何時期中之員工人數的狀況。
隨時根據需求調整。將直接人工成本與生產緊密結合,但這樣將導致其它的成本發生與不穩定的雇用關係。這個政策是將勞工當作變動成本。 員工數保持一定。保持員工人數的穩定以使雇用、資遣、失業成本最小化。然而,保持員工人數的穩定,在需求下降時將使利用率跟著下降,而需求上升時將發生人力不足的現象。這個政策是將勞工當作固定成本。

88
勞工規劃 標準工作排程 彈性工時 彈性工作週 部分工時 一週五天,每天8 小時。 允許員工對本身的工作排程具自主性。
可以脫離每週五天每天8 小時的工作排程方式(例如,工作四天,每天10 小時) 部分工時 當員工每週的工作時間少於32小時者稱為部份工時。
 部分工時. 當員工每週的工作時間少於32小時者稱為部份工時。")
89
勞工規劃 工作分類與工作規則 工作分類與工作規則用以規範員工的工作內容與工作時間。這通常是工會要求下的結果。
工作分類與工作規則將限制員工在工作上與工作機能的彈性,這並非是作業管理人員的期望。 當人員與工作排程時有更多彈性,代表著效率與回應速度的提升。 有較少的工作分類與工作規則的限制,將更能滿足員工需求並提升士氣,其結果便是效率提升與回應速度更為便捷。 若這樣的策略可快速回應顧客需求並建立競爭優勢,則彈性工作能量便是不可或缺的。

90
工作設計 工作設計 工作設計的元素 勞工專業化(工作專業化) 個人或團體之工作的組成。
工作專業化、工作擴展、心理因素、自我管理團隊、激勵系統、人體工學與工作方法、目視管理。 勞工專業化(工作專業化) 將勞工分割成單一專業。以減少支付給多技能工匠的勞工成本。 專業化工作只需員工的勞力,無法讓員工完全的投入工作。 在複雜與知識基礎的社會中,管理人員需要員工將其整個心思都投入到工作中。
 將勞工分割成單一專業。以減少支付給多技能工匠的勞工成本。 專業化工作只需員工的勞力,無法讓員工完全的投入工作。 在複雜與知識基礎的社會中,管理人員需要員工將其整個心思都投入到工作中。")
91
工作設計 工作擴展 從工作專業化朝向以更多變的工作設計來提升工作的品質。 工作擴大化 在同一技術層級中增加工作的變化,為一種水平的擴展。
工作輪調 員工由某項專業工作移轉至另一項專業工作之機制。 工作豐富化 給予員工更多的職責包括規劃與控制工作的完成。 員工授權 擴大員工的工作並增加職權予組織中較低階之員工。

92
工作設計

93
工作設計 工作設計的心理因素 考量工作設計如何能滿足某些心理需求的最低要求。
霍桑研究 認為工作場所是一個動態的社會系統。發現燈光與生產力的關係。也發現員工對工作的期待與員工認為其對工作的貢獻並不受個人差異而有不同結果。 核心工作特性 認為以下五大特性可提升員工心理需求的滿意度。 1. 技術多樣化、2. 工作明確、3. 工作意涵、4. 自主、5. 回饋。

94
工作設計 自我管理團隊 擴張性工作設計的限制: 一群被授權的個人,為達到一項目標而在一起工作。
團隊的好處是在於可提供員工授權並確認核心的工作特性,並讓團隊成員的心理需求獲得滿足。 擴張性工作設計的限制: 較高的資本成本。 較高的薪資。 較少的人才來源。 增加意外發生機率。 目前技術無法使工作被擴張。

95
工作設計 獎勵系統 一種以員工個人或團體生產力為基礎的系統。
探討藉由工作設計之心理因素層面的組成,提升工作滿意度與激勵。金錢是常被用以激勵員工的財務性工具。通常是透過獎金、利潤與成果分享及激勵系統來進行。 獎金 獎金報酬主要指使用現金或股票選擇權提供報償。 利潤分享 將部份的獲利分配給員工。 成果分享 將對於組織改善所獲得的報酬分配予員工。

96
工作設計 人體工學與工作方法 知識基礎給薪系統 部份員工的薪資根據其所擁有的知識與技能。
人體工學(人因工程) 研究如何建立良好的人機介面的領域。瞭解人體工學的內容,有助於改善人類的績效並避免災害發生。。 藉由大量的資料蒐集,可提供人類各部位的基本力量與衡量資料,以作為設計工具與工作場所的參考。 現在的技術已可透過電腦模型分析人類的動作與努力。
 研究如何建立良好的人機介面的領域。瞭解人體工學的內容,有助於改善人類的績效並避免災害發生。。 藉由大量的資料蒐集,可提供人類各部位的基本力量與衡量資料,以作為設計工具與工作場所的參考。 現在的技術已可透過電腦模型分析人類的動作與努力。")
97
工作設計

98
工作設計

99
工作設計

100
工作設計 方法分析 發展工作程序使得工作能在安全中進行並維持高效率與高品質。 人員或物料的移動:使用線圖 與流程圖來描述相關細節並進行分析。
人員與機臺的活動及整體的活動。使用活動圖來分析〈又稱為人機圖與整體圖〉。 身體動作(主要是手臂與手部)。使用細部動作圖來進行分析。
。使用細部動作圖來進行分析。")
101
工作設計

102
工作場所視覺化 工作場所視覺化 安童 使用低成本的視覺輔具使資訊被更快速且正確的分享。
經妥善設計的顯示與圖形將可根除混淆與表達不清的問題,並可取代紙張的使用。 並使顧客需求、規格、排程及各項企業相關細節能夠被快速溝通,以達到工作場所的動態性。 安童 一種當問題或不良發生時,由員工手動操作的視覺設備。安童也可透過自動化的方式驅動,使用於當機臺作業速度降到某個程度或當機臺達到排定保養的時程時。

103
工作場所視覺化

104
勞工標準 勞工標準 指執行某項工作或某部分工作所需的總時間。 每家公司都有其勞工標準,即使他們可能是透過專業的資訊方法來建立勞工標準。
只有精確的勞工標準才能讓管理當局瞭解勞工所需具備的要求、所需的成本、每日工作量。 設定勞工標準的技術請見本章的補充部分。

105
第十章補充 工作衡量

106
勞工標準與工作衡量 現代的勞工標準是由Fredrick Taylor、Frank與Lillian Gilbreth夫婦在20世紀初所制定。
當時大部份工作是採取手工,產品生產的勞工密集度很高。為追求更公平的工作內容,便開始研究如何改善工作方法並嘗試瞭解人的特質。 21世紀初期,勞工成本已經佔銷售額10%以下,但勞工標準仍然十分重要。 勞工標準常被當作是考量員工應具備條件時的最初考慮依據。在美國有半數的製造業,仍然使用勞工激勵系統,此種系統需要一個好的勞工標準。 合適的勞工標準所提出的時間應該是一名平均員工在一般工作情境。

107
勞工標準與工作衡量 有效能的作業管理需求可以協助公司決定下列內容: 生產產品所需的勞工內容(勞工成本)。
所需人數(生產過程需要多少人員來處理)。 每次生產前的成本與時間估計(協助管理人員進行從成本估計到自製與外購等決策)。 組員數與工作平衡(誰應在某團隊活動或某裝配線)。 可預期生產內容(因此管理人員與工作人員皆能知道工作內容的組成是否公平)。 薪資激勵計畫的基礎(提供合理的激勵)。 員工與管理人員的效能(決定效能狀況的標準)。
。 每次生產前的成本與時間估計(協助管理人員進行從成本估計到自製與外購等決策)。 組員數與工作平衡(誰應在某團隊活動或某裝配線)。 可預期生產內容(因此管理人員與工作人員皆能知道工作內容的組成是否公平)。 薪資激勵計畫的基礎(提供合理的激勵)。 員工與管理人員的效能(決定效能狀況的標準)。")
108
勞工標準與工作衡量 四種勞工標準的設定方式: 歷史經驗法 根據以前的執行狀況來設定勞工標準。
時間研究 測量一群選定員工的作業時間做為製定標準時間的基礎。 預定時間標準 預定時間標準將工作分割成許多基本工作單元,已知作業時間的。 工作抽樣 以抽樣的方式了解工作人員在不工作上所佔的百分比。

109
時間研究 時間研究的八個步驟: 定義要研究的工作(在方法分析後可以被決定)。
將工作內容分割成數個明確的要素(工作內容的每個要素通常不超過數秒鐘)。 決定要衡量工作內容幾次(所需要的週期或樣本的數目)。 測定並記錄各要素的時間,並根據執行績效來評比。 計算平均觀察週期時間。平均觀察週期時間是每個要素被衡量後的時間,經剔除不正常數據後的平均值。 平均觀察週期時間=〔觀察每項要素後之紀錄時間的總和〕/ 觀察的週期數
。 決定要衡量工作內容幾次(所需要的週期或樣本的數目)。 測定並記錄各要素的時間,並根據執行績效來評比。 計算平均觀察週期時間。平均觀察週期時間是每個要素被衡量後的時間,經剔除不正常數據後的平均值。 平均觀察週期時間=〔觀察每項要素後之紀錄時間的總和〕/ 觀察的週期數.")
110
時間研究 決定績效評比,並計算出每個要素的正常時間。 正常時間=(平均觀察週期時間)×(績效評比因子)
加總各要素的正常時間,建立各工作的總正常時間。 計算標準時間。這是將總正常時間加上人員需要的寬放時間,以避免工作延遲與人員的疲勞: 標準時間=總正常時間/(1-寬放因子)
")
111
時間研究

112
預定時間標準 預定時間標準最常見的方法是方法時間衡量。 預定時間標準是基本動作的副產品,稱為動素(Therbligs)。
動素包括選擇、揀取、放置、組裝、手持、抵達、休息、檢測等部分。 這些動素是時間衡量單位(Time Measurement Units;TMUs),時間長度均是 小時或0.0006分鐘。 方法時間衡量透過動素將動作分割的非常精細且明確。
,時間長度均是 小時或0.0006分鐘。 方法時間衡量透過動素將動作分割的非常精細且明確。")
113
預定時間標準

114
工作抽樣 工作抽樣可彙整成5個步驟: 取得初始樣本並估計參數值(例如員工忙碌時間的百分比)。 計算所需的樣本大小。
排定觀察員工作業的合適時程。以隨機數字的概念來進行隨機抽樣。例如隨機列出五個數字,分別為07、12、22、25、49。再據此列出觀察時程為上午9:07、9:12、9:22、9:25、9:49。 觀察並紀錄員工工作狀況。 決定員工是如何使用其時間(通常以百分比表示)。
。")
115
工作抽樣

116
第十一章 供應鏈

117
引例 福斯汽車在供應鏈管理上的基礎實驗 福斯透過各分包商共同對自身的零件與員工能力承擔責任,進而達到改善品質、降低成本的結果。在這樣的策略下,福斯汽車的分包商將承擔更多的直接成本與風險。 在這個福斯汽車的廠房中,福斯購買的內容不止是原物料,更包含其勞工與相關裝配、測試服務。 供應商被緊密的配置到福斯汽車的網絡中,甚至是廠房中之裝配線的工作。 因為採購成本佔汽車業銷售額的比例中高達60%,即使只是有限的減少這些成本也可讓福斯汽車有相當的收益。

118
前言 供應鏈管理供應鏈管理是從原料採購、服務購買,並將之轉換成中間商品及成品,且透過配送系統加以配送間的一連串活動。
福斯等大多數公司的採購成本佔其銷售額的比重達50%以上。由於組織成本中有如此高的比重是取決於採購,因此必須與供應商建立更加整合與長期的關係,進而達到創新、加速設計與減少成本的成效。 這樣的努力可使供銷雙方的競爭力皆獲得戲劇性的提升,並將注視的焦點移轉到強調採購與供應商關係的管理之上。這種供應商關係的管理便稱為供應鏈管理(Supply-Chain Management)
")
119
供應鏈管理的策略性重點 供應鏈管理包括決定: 供應鏈經理的工作是要建立會計、財務、行銷、生產等作業之共同運作的條理。
(1)賣主、(2)現金轉換、(3)供應商、(4)配送者、銀行、(5)應收應付款、(6)倉儲與存貨水準、(7)訂單履行、(8)分享顧客、預測與生產資訊。 其目標是與供應商建立一條連結,以使最終故各獲得最大價值。 供應鏈經理的工作是要建立會計、財務、行銷、生產等作業之共同運作的條理。
賣主、(2)現金轉換、(3)供應商、(4)配送者、銀行、(5)應收應付款、(6)倉儲與存貨水準、(7)訂單履行、(8)分享顧客、預測與生產資訊。 其目標是與供應商建立一條連結,以使最終故各獲得最大價值。 供應鏈經理的工作是要建立會計、財務、行銷、生產等作業之共同運作的條理。")
120
供應鏈管理的策略性重點

121
供應鏈管理的策略性重點

122
供應鏈管理的策略性重點 全球供應鏈管理的目的在建立一條可協助供應商為顧客創造最大價值的一連串活動。 供應鏈在全球環境中必須:
具備足夠的彈性以回應突然發生的改變,包括零件的可得性、配送管道、進口稅、貨幣利率。 能夠使用最新的電腦與配送科技,以進行零件進貨與成品出貨的排程與管理。 與當地專家共同合作處理稅務、貿易、運費、風俗、政治等議題。

123
供應鏈的經濟性 對大多數公司而言,供應鏈為公司策略的必要部份,而且是最耗成本的一塊。 自製或外購決策 外包
選擇是否由內部或外部取得零組件或服務。 外包 將傳統上由公司內部自行處理的活動轉由外部供應商。

124
供應鏈的經濟性

125
供應鏈策略 多供應商策略 少數供應商策略 垂直整合 供應商透過報價的方式回映需求與規格,通常是報價較低者取得訂單。
不再只是專注於短期因素(例如低成本),而希望與少數被選擇的供應商建立正式的長期關係。 垂直整合 發展能夠生產商品或服務的能力,取代以前向供應商或配銷商購買的作法。
,而希望與少數被選擇的供應商建立正式的長期關係。 垂直整合. 發展能夠生產商品或服務的能力,取代以前向供應商或配銷商購買的作法。")
126
供應鏈策略 經聯 虛擬公司 透過入股或貸款的方式對供應商提供財務協助,讓供應商成為公司集團中的一部份,這種作法稱為經聯(Keiretsu)。
成員彼此建立長期關係,並成為功能上的伙伴,彼此提供技術專家以使生產品質更為穩定。 虛擬公司 公司藉由更多元的供應商關係來提供需求所需的服務,又稱為空殼公司( H o l l o w Corporations)或網絡公司( N e t w o r k Companies) 虛擬公司是一種流動的方式,讓組織界線因市場需求變動而不斷調整,並因此成為一個獨特的企業體。
或網絡公司( N e t w o r k Companies) 虛擬公司是一種流動的方式,讓組織界線因市場需求變動而不斷調整,並因此成為一個獨特的企業體。")
127
管理供應鏈 當代的管理正朝供應鏈的整合,並使其運用循更有效率的方向發展。
在物料供應的週期中,從供應商、生產、倉儲、配送、顧客,整個過程的相關作業通常是由彼此獨立的組織所處理。然而,這個管理議題,可能因彼此協調不當導致一連串的無效率,除非藉由彼此信賴並持續調和彼此文化,才能讓彼此共同的目標獲得成功。

128
管理供應鏈 彼此認同的目標 信任 調合組織文化 一個經整合過的供應鏈會要求比僅止於買賣關係的契約內容更為深入的關係。
為提升供應鏈的效能與效率,信任是絕對必要的。供應鏈中的成員必須將彼此的關係建立在資訊分享上。 調合組織文化 組織文化的調和可讓供應鏈的採購與供應建立正向的關係。藉由正式與非正式的聯繫,有助於彼此組織文化的調和,也可以建立更強健的關係。

129
管理供應鏈 供應鏈整合 局部最佳化、獎勵、大批量使發展有效率與整合的供應鏈變得複雜。
局部最佳化 供應鏈上的成員傾向於在其有限知識下,獲得局部利潤的最大或或立即性的成本最小化。 獎勵(銷售獎勵、數量折扣、限額、推銷) 透過財務獎勵方式將商品在尚未銷售前從供應鏈推到銷售點,會造成的波動,這對供應鏈中所有成員來說成本都是十分昂貴的。 大批量 雖能使單位成本降低,但卻無法適切配合實際銷售狀況。
 透過財務獎勵方式將商品在尚未銷售前從供應鏈推到銷售點,會造成的波動,這對供應鏈中所有成員來說成本都是十分昂貴的。 大批量 雖能使單位成本降低,但卻無法適切配合實際銷售狀況。")
130
管理供應鏈 長鞭效應(Bullwhip Effect) 源自於訂單由零售商,批發商、製造商接續移轉,致使波動隨著階段而增強之現象。供應鏈中的長鞭波動會使顧客服務與獲利能力降低,存貨、轉換、運輸、接收等相關成本增加。
 源自於訂單由零售商,批發商、製造商接續移轉,致使波動隨著階段而增強之現象。供應鏈中的長鞭波動會使顧客服務與獲利能力降低,存貨、轉換、運輸、接收等相關成本增加。")
131
管理供應鏈 整合供應鏈的十個機會 精確的拉動資料 以精確的銷售數據為基礎,透過供應鏈拉動產品的需求。可透過分享(1)銷售點系統(POS)資訊,讓供應鏈中所有成員皆能夠有效的排程,及(2)電腦輔助訂購。 減少批量大小 透過積極的管理以減少批量大小。這包括:(1)發展少於卡車載貨量的經濟運送;(2)根據年度需求提供折扣,而非以單次交貨量的大小來決定折扣;(3)透過電子化採購等方式來減少訂購成本。
發展少於卡車載貨量的經濟運送;(2)根據年度需求提供折扣,而非以單次交貨量的大小來決定折扣;(3)透過電子化採購等方式來減少訂購成本。")
132
管理供應鏈 補貨的單階控制 是指在供應鏈中委任一個成員,根據最終使用者需求的狀況,負起監控與管理整個供應鏈存貨的責任。這個方法可去除因資訊扭曲與多方同時預測所導致的長鞭效應。 供商管理存貨 由供應商替買方維護物料狀況,並將之直接電送到買方的使用單位處。 延遲化 將任何的調整或客製化,儘可能延遲到生產過程中的後段。

133
管理供應鏈 通路組裝 將產品的最終組裝延遲至配銷道路上進行。
工廠直送與特殊包裝 供應商直接將貨品配送至最終消費者手中,與透過經銷商的做法相比,可節省時間及成本。另一種節省成本的方式是透過特殊包裝、標籤,以及將標籤與條碼標式於容器的最佳位置。 總括訂單 在長期的採購承諾下,根據短期訂單需求來出貨。 標準化 減少自物料、零組件的變化以降低成本。

134
管理供應鏈 電子資料交換 為使組織間電腦化資料溝通更便捷的一種標準化資料傳輸格式。讓組織之間運用標準化的資料移轉格式,以電腦化直接溝通進行資料交換。 電子資料交換的進一步發展是預先出貨通知(Advanced ShoppingNotice)。預先出貨通知是指供應商直接將送貨單送至買方。當賣方準備好出貨時,在印出出貨單之同時,也將預先出貨通知傳送給買方。但由於網路的易用性、低成本,當製造與零售都使用這項技術時,電子資料交換與預先出貨通知,就逐漸被網路所取代。
。預先出貨通知是指供應商直接將送貨單送至買方。當賣方準備好出貨時,在印出出貨單之同時,也將預先出貨通知傳送給買方。但由於網路的易用性、低成本,當製造與零售都使用這項技術時,電子資料交換與預先出貨通知,就逐漸被網路所取代。")
135
網路採購 網路採購 透過網路將訂單釋出或者透過網路提供產品目錄供買方公司的員工使用。
在這樣的系統中,訂購前置時間將被減少,採購成本也可被控制,讓買方可自行比較採購、快速訂購並減少存貨。 網路採購是整合性企業資源規劃(ERP)系統的一部份,透過網路可讓供應鏈的各成員彼此溝通。在這樣的系統中,訂單釋出不止是告訴配送者開始配送,並可同時針對企業資源規劃系統的其它資料進行更新。
系統的一部份,透過網路可讓供應鏈的各成員彼此溝通。在這樣的系統中,訂單釋出不止是告訴配送者開始配送,並可同時針對企業資源規劃系統的其它資料進行更新。")
136
供應商選擇 供應商選擇 供商選擇的三階段程序: 考量各項因素以決定向誰購買產品或服務。
供商評估 找出潛在供商,並決定讓他們成為良好供應商的可能性。這個階段中必須發展出評估標準。各項標準與權數的選擇是依據供應鏈策略的目標來規劃。 供商的開發。 假設某公司希望與某供商建立緊密關係,應如何將供應商整合到該公司本身的系統中?供商開發應包括各種事項,從訓練到工程與生產協助、資訊轉換程序等。

137
供應商選擇 物流系統 配送系統 談判 讓供應鏈上人員與供應商建立契約關係的一種方法。三種談判策略:成本基礎定價模式、市場基礎定價模式、競價。
透過整合所有原物料取得,移動及倉儲活動以提升作業效率的方法。 配送系統 卡車運輸、鐵路運輸、空運、水運、管道運輸。 產品運輸的距離與公司投資的成本相關。 配送速度越快,配送費用越高。

138
供應鏈管理的標竿

139
第12章 存貨管理

140
存貨功能 扮演去藕合(Decouple)或區隔製程各元件的功能。 緩和市場需求波動之衝擊,並以存貨作為顧客的另一種選擇。
為取得大量採購的價格折扣,可減少商品與運送成本。 防範通貨膨脹與價格上漲。

141
存貨的類型 原物料存貨(Raw Material Inventory) 在製品存貨(Work-in-Process Inventory)
原物料存貨原物料通常是自外面採購,且尚未投入生產程序中。 在製品存貨(Work-in-Process Inventory) 在製品存貨已將原物料處理成產品或零件,但尚未成為成品。 成品存貨(Finished Goods Inventory) 成品存貨是指已經完成製造,等待運送出廠的產品,也可能是為了因應未來不確定的顧客需求所作的準備。 維修料(Maintenance, Repair, Operating; MRO) 維修料供保養、修護及運作所需的用料。
 在製品存貨已將原物料處理成產品或零件,但尚未成為成品。 成品存貨(Finished Goods Inventory) 成品存貨是指已經完成製造,等待運送出廠的產品,也可能是為了因應未來不確定的顧客需求所作的準備。 維修料(Maintenance, Repair, Operating; MRO) 維修料供保養、修護及運作所需的用料。")
142
物料的流程週期

143
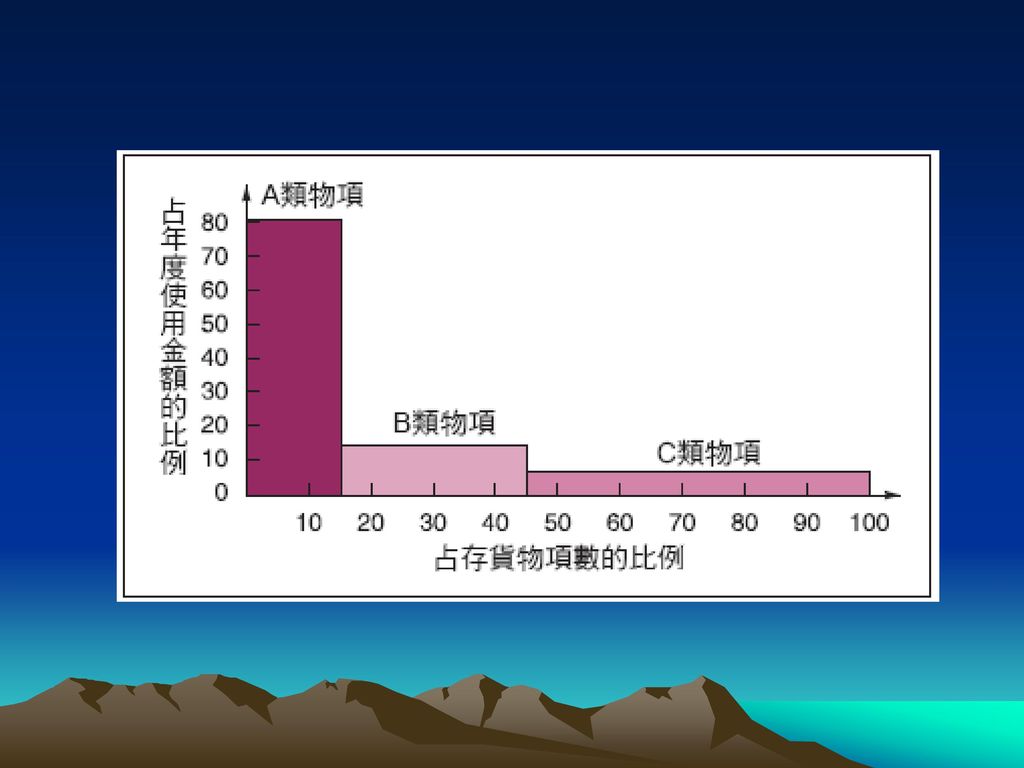
ABC分析 ABC分析以年度使用金額為基礎,將在庫存貨分為三類。

145
循環盤點( Cycle Counting) 循環盤點有以下優點:
循環盤點是以ABC分析而得的存貨分類為基礎,在循環盤點的程序中,應對各物項加以計算驗證記錄,並針對不正確記錄原因加以記錄。A類物項應被較頻繁的盤點計算、B類物項的盤點可較不頻繁、C類物項可能只需6個月才作盤點一次 循環盤點有以下優點: 1. 不必如年度實體存貨般,不需要讓生產線停機或中斷。 2. 不必進行年度存貨數量的調整。 3. 訓練員工具備檢查存貨數量之正確性的能力。 4. 可找出導致錯誤的原因並加以矯正。 5. 維持存貨記錄的正確性。

146
服務領域的存貨管理 良好的人員篩選、訓練、紀律。 可透過條碼及RFID(無線識別系統)等設備,對進貨作緊密的管控。
可透過貨品裝載的條碼、商品的磁條或直接察看,對出貨作有效管控。

147
存貨成本 持有成本(Holding Cost) 訂購成本(Order Cost) 整備成本(Setup Cost)
存放存貨在倉儲中所衍生的各種成本。 訂購成本(Order Cost) 下單訂購過程中產生的成本。 整備成本(Setup Cost) 準備生產所需之機台或程序所需耗用的成本。
 下單訂購過程中產生的成本。 整備成本(Setup Cost) 準備生產所需之機台或程序所需耗用的成本。")
148
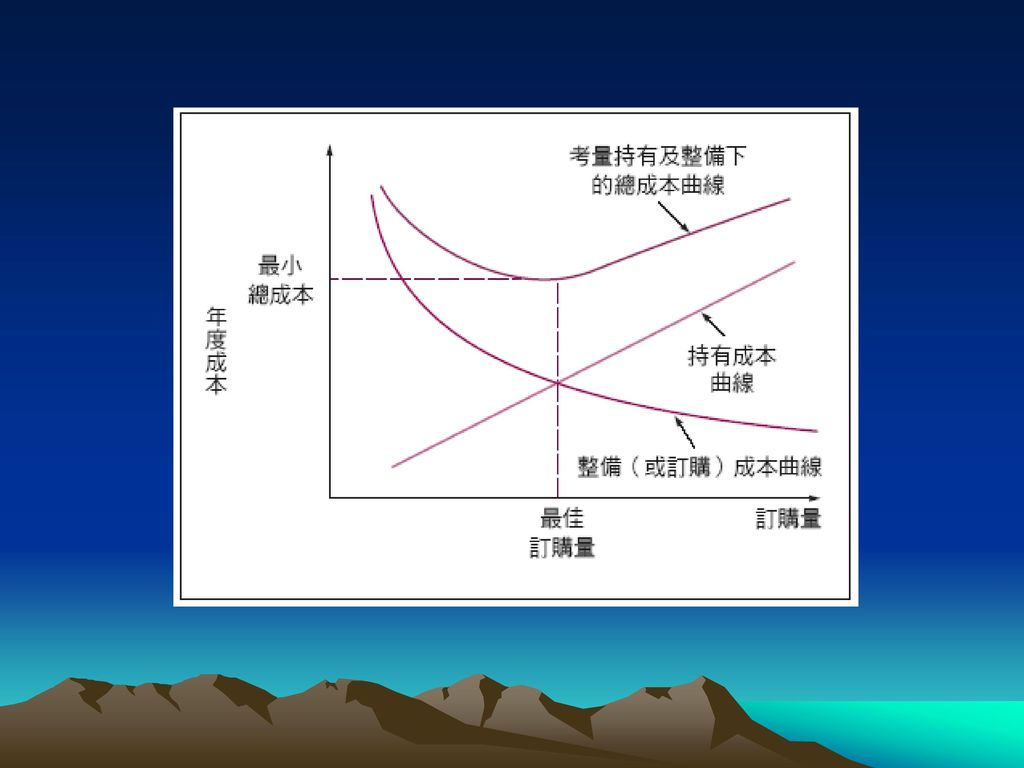
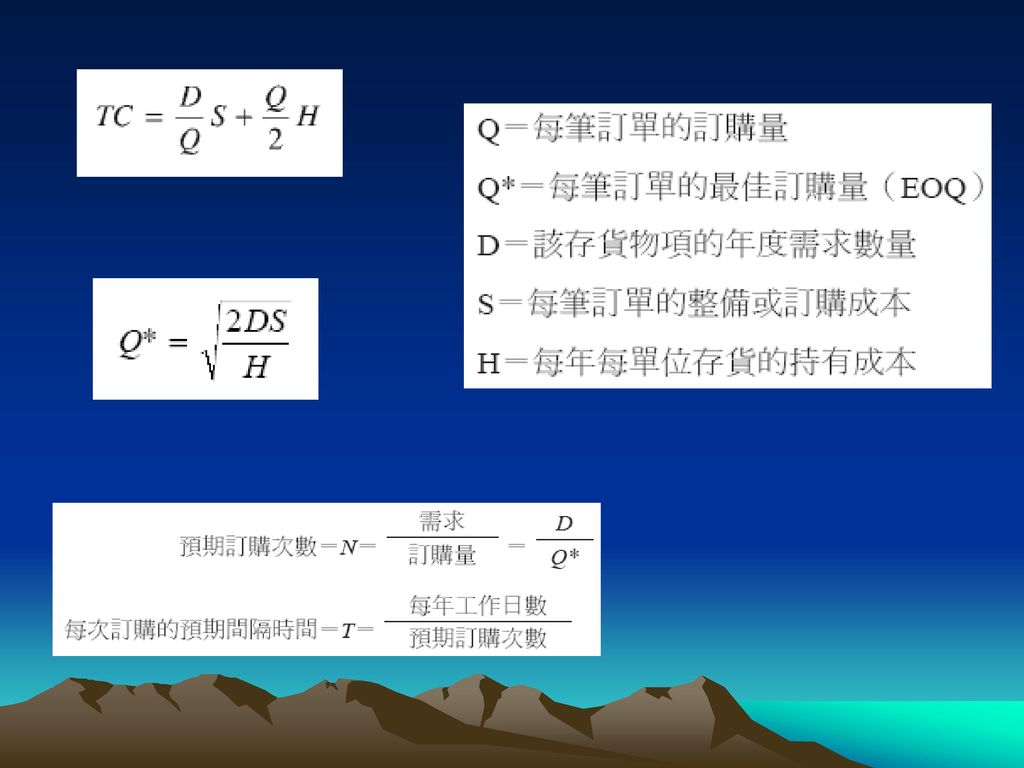
經濟訂購量模式 (Economic Order Quantity;EOQ)
假設: 1. 需求已知、固定不變且獨立。 2. 前置時間是已知且固定不變。其中,前置時間是指從訂單發出至到貨之間的時間。 3. 存貨的接收是瞬間完成的。亦即,訂單的到貨型態是一次接收一批次。 4. 沒有數量折扣。 5. 所考慮變動成本只有兩個。包括設定或處理一份訂單的成本(整備成本),以及在一段時間內持有或儲存某一存貨的成本(持有成本)。 6. 若訂單接正確時間處理,則可完全避免缺貨的發生。
,以及在一段時間內持有或儲存某一存貨的成本(持有成本)。 6. 若訂單接正確時間處理,則可完全避免缺貨的發生。")
151
再訂購點(Reorder Point;ROP)
用以決定是否補充存貨物項的存貨水準(點)。當存貨水準到達這個數量時便需開出訂單。 ROP=(每日需求量)(新訂單到貨所需的前置時間) =d×L 前置時間在採購系統中,是指發出訂單至到貨間的時間, 在生產系統中,是指各零組件之等待、移動、推序、整備至正式上線生產間的時間。
。當存貨水準到達這個數量時便需開出訂單。 ROP=(每日需求量)(新訂單到貨所需的前置時間) =d×L. 前置時間在採購系統中,是指發出訂單至到貨間的時間, 在生產系統中,是指各零組件之等待、移動、推序、整備至正式上線生產間的時間。")
152
生產訂購量模式 (Production Order Quantity Model)
")
153
數量折扣(Quantity Discount)
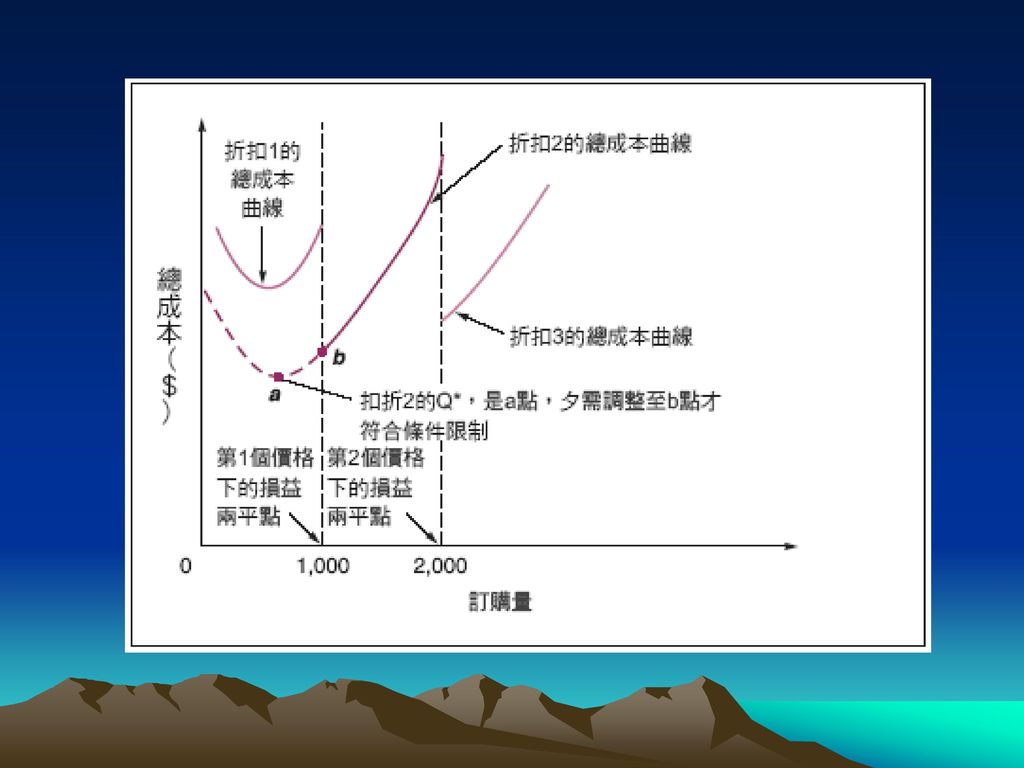
當採購數量大至一定程度時,可在售價(P)上獲取一定的減免。 總成本=整備成本+持有成本+產品成本 計算過程整理成4個步驟: 步驟1:根據每一個折扣的情況,分別計算其最佳訂購量(Q*) 步驟2:為了取得折扣,若訂購量低於可獲得折扣的最低數量,則增加訂購量至能取得折扣的最低數量。 步驟3:使用先前的總成本計算公式,計算經步驟1、2取得之每個Q* 的總成本。若需增加Q*之數量才能滿足折扣之數量區間的條件,則必須使用經調整後的Q*來計算總成本。 步驟4:選擇在步驟3中獲得最低總成本的Q*。這個訂購量將是可獲得最小成本的訂購量。
上獲取一定的減免。 總成本=整備成本+持有成本+產品成本. 計算過程整理成4個步驟: 步驟1:根據每一個折扣的情況,分別計算其最佳訂購量(Q*) 步驟2:為了取得折扣,若訂購量低於可獲得折扣的最低數量,則增加訂購量至能取得折扣的最低數量。 步驟3:使用先前的總成本計算公式,計算經步驟1、2取得之每個Q* 的總成本。若需增加Q*之數量才能滿足折扣之數量區間的條件,則必須使用經調整後的Q*來計算總成本。 步驟4:選擇在步驟3中獲得最低總成本的Q*。這個訂購量將是可獲得最小成本的訂購量。")
155
機率模式(Probabilistic Models)
機率性模式適用於當產品需求或任何變數未知,但符合某種機率分配下的情況。 ROP=d×L+ss ROP=前置時間中的期望需求量+Zσ

156
定期系統(Fixed-Period) 或P系統(P System)
 或P系統(P System)")
157
第13章 整體規劃

158
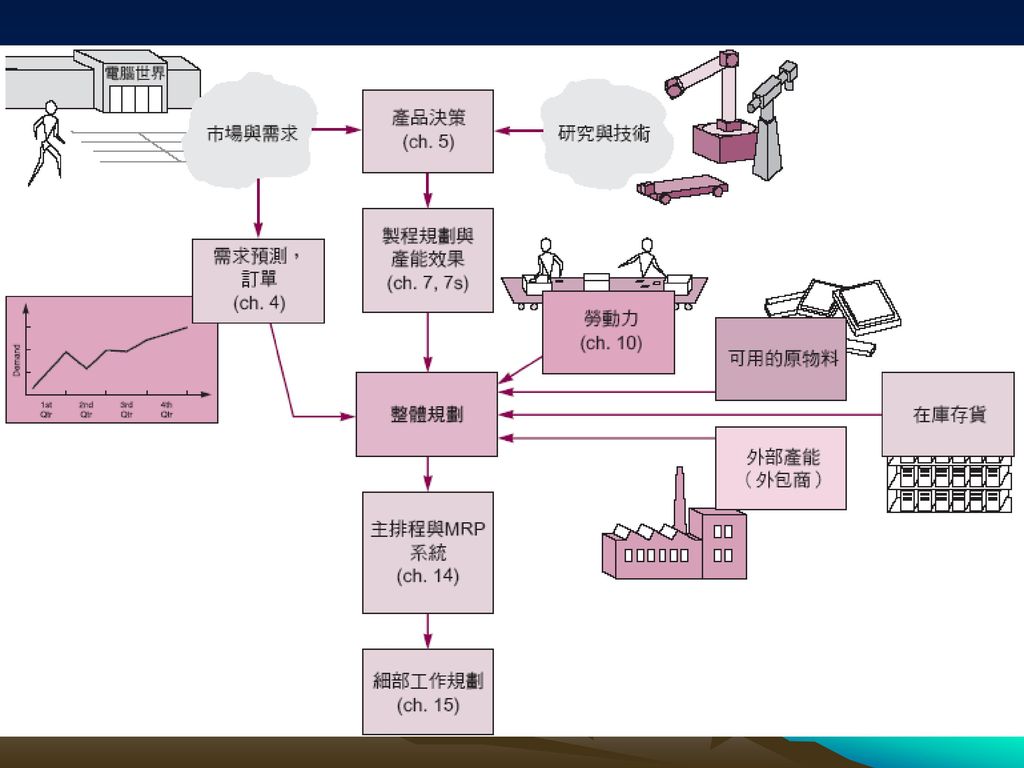
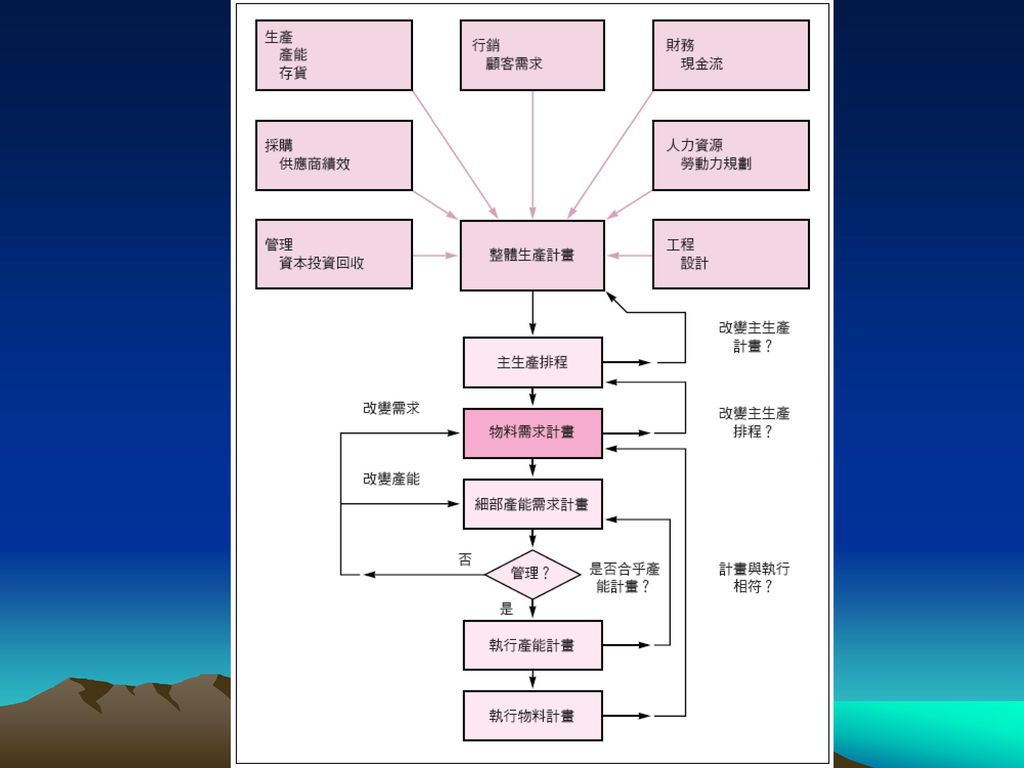
長、中、短期規劃

159
整體規劃(Aggregate Planning)
整體規劃(Aggregate Planning),又稱為整體排程(Aggregate Scheduling)屬於中程的計畫,是就未來的3至18個月的生產數量與時點所進行的規劃。對於製造領域而言,整體規劃應與公司生產計畫的策略性目標契合,對於服務領域而言,整體規劃應與公司人員排程的策略性目標契合。
,又稱為整體排程(Aggregate Scheduling)屬於中程的計畫,是就未來的3至18個月的生產數量與時點所進行的規劃。對於製造領域而言,整體規劃應與公司生產計畫的策略性目標契合,對於服務領域而言,整體規劃應與公司人員排程的策略性目標契合。")
161
整體規劃的策略 1. 存貨是否應該能夠完全吸收計畫期間中的需求變動? 2. 員工數量是否應該完全滿足需求的變動?
3. 是否需要使用部分工時員工、加班或減班以面對需求的波動? 4. 是否需要將部分工作委外,以面對需求變動並維繫穩定的員工人數? 5. 是否需要透過定價或其他方式來影響需求的型態?

162
平準策略(Level Strategy、Level Scheduling)
追趕策略(Chase Strategy) 是指廠商藉由不斷調整每期的生產速率以符合該期的需求預測。這個作法可透過許多不同的方式落實,例如透過增聘或解雇正式員工、採取加班或是減班、雇用部分工時人員、外包等方式調整員工的生產能量。 平準策略(Level Strategy、Level Scheduling) 是指廠商維持每期的產出狀況一致。例如(1)以調整成品存貨的多寡,作為生產與需求之間的緩衝;(2)讓員工從事不同的工作
 是指廠商藉由不斷調整每期的生產速率以符合該期的需求預測。這個作法可透過許多不同的方式落實,例如透過增聘或解雇正式員工、採取加班或是減班、雇用部分工時人員、外包等方式調整員工的生產能量。 平準策略(Level Strategy、Level Scheduling) 是指廠商維持每期的產出狀況一致。例如(1)以調整成品存貨的多寡,作為生產與需求之間的緩衝;(2)讓員工從事不同的工作.")
163
整體規劃的選項

164
整體規劃技術 圖表法(Graphical and Charting Method)
適用於變數較少的情況,可讓規劃者比較同一時點需求與現存產能的差異。 圖表法大致遵循以下5個步驟: 1. 決定各期的需求 2. 決定正常工時與加班的產能,以及每期的外包狀況。 3. 估算勞工成本、雇用與解聘成本、存貨持有成本。 4. 考量公司政策,例如用人政策、庫存水準等。 5. 發展各項方案,並估算各方案的總成本。

165
線性規劃中的運輸模式法(Transportation Method of Linear Programming)
把整體規劃看成一種藉由產能配置滿足預測需求的方式,則整體規劃就可以線性規劃的方程式來表現,並用運輸模式求解,計算出最小成本的最佳解。 管理係數模式(Management Coefficients Model) 是一種建立在管理者經驗與績效基礎上的正式決策模式,此模式假設管理者過去的經驗豐富,且對未來決策的制訂十分有助益。由管理者使用過去生產決策的迴歸分析技術,呈現不同變數(例如需求與員工)間的關係,以作為未來決策之參考。
 是一種建立在管理者經驗與績效基礎上的正式決策模式,此模式假設管理者過去的經驗豐富,且對未來決策的制訂十分有助益。由管理者使用過去生產決策的迴歸分析技術,呈現不同變數(例如需求與員工)間的關係,以作為未來決策之參考。")
166
圖表法、運輸模式、管理係數模式 等不同方法的比較

167
服務產業的整體規劃 以人工小時進行緊密排程,以期能快速回應顧客需求。 透過隨時待命的人力資源,以因應突然增加的需求。
培養員工多項專長技能,以隨時因應需求調整工作內容,以增強作業彈性。 藉由員工工時及生產率彈性,以因應突然增加的需求。

168
產出管理矩陣 傳統上的收益管理是位於象限2。藉由變動產品的定價,並控制產品的數量(以經濟的比率控制機位數目或旅館房間數目)。
。")
169
產出或收益管理 (Yield or Revenue Management)
為使利潤或收益最大化下,決定其等級或資源配置的一種產能決策的方法。 收益管理的特性: 1. 商品或服務即使尚未售出也會耗盡。 2. 需求是波動的。 3. 產能相對上較為固定。 4. 需求可被分割成多個區隔。 5. 變動成本低、固定成本高。

170
使收益管理運作順利 多重定價結構必須可行且合乎邏輯(並兼顧公平)。 需強化使用量的預測及使用的期間之瞭解。 瞭解需求的變動原因。
。 需強化使用量的預測及使用的期間之瞭解。 瞭解需求的變動原因。")
171
第14章 物料需求規劃(MRP)與企業資源規劃(ERP)
與企業資源規劃(ERP)")
172
物料需求規劃的利益 (Material Requirements Planning; MRP)
以更好的方式回應顧客訂單,進而提升落實排程的能力、 更快速的回應市場變化、 提升設備利用率與人力的利用率、 降低存貨水準。 MRP使用相依性存貨排程系統(Dependent Inventory Scheduling System) 相依性需求(Dependent Demand)是指對某項零件的需求是由於另一項零件的需求所觸發。
 相依性需求(Dependent Demand)是指對某項零件的需求是由於另一項零件的需求所觸發。")
174
主生產排程 (Master Production Schedule;MPS)
主生產排程必須根據生產計畫,明確指出要做什麼(成品的數量及項目)及何時做。 MPS可從下列不同的角度來陳述: 1.在零工式生產(接單生產)的公司中,以顧客訂單來呈現。 2.在重複式生產(存貨組裝)的公司中,以模組來呈現。 3.在連續式生產(存貨生產)的公司中,以最終產品項目來呈現。
及何時做。 MPS可從下列不同的角度來陳述: 1.在零工式生產(接單生產)的公司中,以顧客訂單來呈現。 2.在重複式生產(存貨組裝)的公司中,以模組來呈現。 3.在連續式生產(存貨生產)的公司中,以最終產品項目來呈現。")
175
MPS與製程類型間的關係

176
料表(Bill of Material;BOM)
列出某項產品的零組件,及相關指述並說明製造—單位產品所需的零件數量。

177
低階編碼(Low-level Coding)
模組料表(Modular Bills) 由主要組件或選配組件構成的料表。 計畫料表(Planning Bills) 將原料群組成一個人工親項所形成的料表。 幻象料表(Phantom Bills) 為描述因進行次組裝而暫時存在的零組件料表。 低階編碼(Low-level Coding) 低階編碼是指應以物項在料表中出現的最低階層為物項的階層編碼。
 由主要組件或選配組件構成的料表。 計畫料表(Planning Bills) 將原料群組成一個人工親項所形成的料表。 幻象料表(Phantom Bills) 為描述因進行次組裝而暫時存在的零組件料表。 低階編碼(Low-level Coding) 低階編碼是指應以物項在料表中出現的最低階層為物項的階層編碼。")
178
前置時間(Lead Time) 在採購系統中,指在發出訂單至收到貨物的間隔時間,在生產系統中,指從接到訂單、等待、移動、排程、整備及加工的時間。
 在採購系統中,指在發出訂單至收到貨物的間隔時間,在生產系統中,指從接到訂單、等待、移動、排程、整備及加工的時間。")
179
時間階段的產品結構

180
MRP系統的結構

181
毛需求計畫(Gross Material Requirements Plan)
毛物料需求計畫中列出各物項的總需求(減去在庫量及預計入庫量)以及(1)何時需向供應商訂貨,或(2)何時,只需開始生產,以滿足當日的需求。 淨需求計畫(Net Requirements Plan) 根據在庫存貨及預計接收量的狀況,調整毛需求的數量。 計劃訂購接收 計劃在未來某日接收的物料數量。 計劃訂單發出 排訂訂單發出的時程。
以及(1)何時需向供應商訂貨,或(2)何時,只需開始生產,以滿足當日的需求。 淨需求計畫(Net Requirements Plan) 根據在庫存貨及預計接收量的狀況,調整毛需求的數量。 計劃訂購接收. 計劃在未來某日接收的物料數量。 計劃訂單發出. 排訂訂單發出的時程。")
182
整合MRP與JIT(小時格法) MRP與JIT整合步驟: 步驟1: 將MRP的時格(Bucket)從每週縮短至每天或每小時。
步驟2: 計畫完成量是MPR系統中之計畫訂單的一部份。 步驟3: 以JIT的方式進行廠內的存貨移動。 步驟4: 當產品完成後,以標準方式將之庫存(成品存貨)。 步驟5: 透過倒沖入帳(Back Flush)系統結算存貨數量。
。 步驟5: 透過倒沖入帳(Back Flush)系統結算存貨數量。")
183
批量決策(Lot-Sizing Decision)
逐批(Lot-For-Lot)技術 以實際需求量作業批量大小的批量技術。 經濟訂購量(Economic Order Quantity;EOQ)
技術. 以實際需求量作業批量大小的批量技術。 經濟訂購量(Economic Order Quantity;EOQ)")
184
零件期間平準法(Part Period Balancing;PPB)
是一種不斷權衡整備成本與持有成本的動態批量技術。PPB根據未來的需求變動以調整批量大小,以取得整備成本與持有成本的平衡。PPB以整備成本除以持有成本計算出經濟零件期間法(Economic Part Period;EPP)之值。 Wagner-Whitin演算法 一種批發量計算方法,假設在一段不會有新需求產生下的有限期間中,發展出訂購策略。
之值。 Wagner-Whitin演算法. 一種批發量計算方法,假設在一段不會有新需求產生下的有限期間中,發展出訂購策略。")
185
閉環式MRP(Closed-Loop MRP)
")
186
物料資源規劃(Material Resource Planning)
除了存貨資料外,並在MRP架構中加入工時、原物料成本(不再只有原物料數量)、資金成本等其他企業資源。 配送資源規劃(Distribution Resource Planning;DRP) 是將相依性技術(Dependent Technique)運用於供應鏈。DRP是一種時相化的存貨補充計畫,以使供應鏈上各階層順利運作。 企業資源規劃(Enterprise Resource Planning;ERP) 為各界與規劃企業整體資源的系統,包括資源的取得,製造移動及客戶訂單之計算等。
、資金成本等其他企業資源。 配送資源規劃(Distribution Resource Planning;DRP) 是將相依性技術(Dependent Technique)運用於供應鏈。DRP是一種時相化的存貨補充計畫,以使供應鏈上各階層順利運作。 企業資源規劃(Enterprise Resource Planning;ERP) 為各界與規劃企業整體資源的系統,包括資源的取得,製造移動及客戶訂單之計算等。")
187
MRP及ERP

188
ERP系統的優缺點 優點: 缺點: 1. 可整合供應鏈、生產及行政管理程序。 2. 採用共用資料庫。
3. 結合改善與再造工程以發展最佳程序。 4. 提升各事業單位間的溝通與協調整合。 5. 提供買來即用的軟體資料庫。 6. 可提供優於競爭者的策略性優勢。 缺點: 1. 金額昂貴,尤其是客製化調整的成本甚高。 2. 常需改變公司既有的架構與流程。 3. 系統太複雜,使許多公司難以運用自如。 4. 令人感覺永無完成之日。 5. ERP的專家有限,使得問題不斷發生。

189
第15章 短期排程

190
排程在策略上的重要性 有效的排程可讓企業能更有效的使用資產,並使每一塊錢的投資創造更大的生產力,因而取得低成本優勢。
能有效增加產能、彈性及更快速配送,以提供顧客更好的服務。 讓企業能準時完成工作,並在顧客心中建立可靠的形象,而變成企業的競爭優勢。

191
排程 排程是由產能規劃開始。在整體規劃階段中,決策涉及設備、存貨、人員、外包商的狀況;然後主生產排程可由所排定的整體規劃分解而成各期的產出量。短期排程則是將這些產能、中間規劃(即整體規則)、主排程進一步分解成工作的順序與人員、物料及機臺的工作指派。
、主排程進一步分解成工作的順序與人員、物料及機臺的工作指派。")
193
排程決策

194
順向排程與逆向排程 順向排程(Forward Scheduling)用於排定所需資源已經確定的工作,例如醫院、診所、高級餐廳、設備工具的製造等。工作執行是由顧客訂單所驅動,並以最快速的完成顧客訂單為目標。 逆向排程(Backward Scheduling)由到期日開始,首先由最後的作業開始排程,由後往前的將各作業一一設定工作時程。每個作業的到期日減去各作業的前置期間便得到各作業的開始時間。逆向排程用於宴會的上菜、手術排程,以及許多製造型產業中。
由到期日開始,首先由最後的作業開始排程,由後往前的將各作業一一設定工作時程。每個作業的到期日減去各作業的前置期間便得到各作業的開始時間。逆向排程用於宴會的上菜、手術排程,以及許多製造型產業中。")
195
排程衡量指標 使完成結束時間最小。以每個工作的平均結束時間來衡量。 使利用率最大。以每個設備被使用的時間百分比來衡量。
使在製品存貨最小。以系統中的平均在製品存貨數量來衡量。 使顧客等候時間最小。以平均延遲交貨的天數來衡量。

196
製程專注工作中心之排程 製程專注設施(又稱間歇式、零工式生產) 是高多樣化,低生產數量的生產與服務系統,例如汽車的烤漆製程、印刷、外科手術、高級法國餐廳等。這些生產系統多屬於訂單式生產。 排程重點 1. 在為新訂單進行排程時,應考量各工作中心的產能限制。 2. 在重新排程時,應先確認工具與原物料是否可被動用。 3. 為每個工作建立到期日,並確認製程所需的製造時間與前置期間。 4. 檢查各製造現場中在製品的狀況。 5. 記錄並回報廠房與生產活動的狀況。 6. 記錄並回報工作效率、作業時間、勞工成本等數據。

197
工作中心的工作載入 將作業指派到特定生產活動或工作中心中。作業管理人員將工作指派至工作中心,便可根據指派分析生產過程的各項成本、閒置時間、完成時間等數據,並作有效降低。作業載入工作中心時有兩種類型:一個是以產能為導向,另一個則對工作中心適合指派的工作為指派原則。

198
甘特圖 甘特圖一種視覺化的排程工具,可協助管理人員瞭解製程的負載與排程狀況。
當甘特圖用於描述負載狀況時,可顯出示出各部門、機臺或設備工作與閒置的時間狀態。藉由相關工作負荷的列示,讓管理人員可思考應如何調整更佳的工作負載狀況。

199
甘特圖的排程圖也可被用於監控工作的進度。同一圖中可同時顯示工作的規劃排程及實際進度。

200
指派方法 是線性規劃方法中的一種特殊應用情況,專門用於處理將作業或工作指派到各項資源。其目標在於使完成作業所需的總成本或總時間最小化。

201
指派方法的四個步驟 將每一列的各數字減去該列中的最小數字,然後產生一個新的矩陣;然後將各行中的數字減去該行中的最小數字。
以多條水平或垂直的直線將所有最小數值(0)串連起來。若直線的數目大於或等於表中的行數或列數,則可開始找尋最佳解(步驟4);若直線的數目小於表中的行數或列數,則進行步驟3。 找尋未被直線經過數據中的最小值,並將其他未被直線經過的數據減去該最小值。然後將被兩條線段交叉經過的數值加上該最小值。只有一條線段經過的數值則保持原狀。接著,重複步驟2,直到直線的數目大於或等於表中的行數或列數為止。 最佳的指派位置是位於表格中數值為0之處。指派時先從只含有一個0的行或列開始指派。接著繼續就未完成的部分進行指派,直到每個人員或機臺都被分配到一項任務為止。
串連起來。若直線的數目大於或等於表中的行數或列數,則可開始找尋最佳解(步驟4);若直線的數目小於表中的行數或列數,則進行步驟3。 找尋未被直線經過數據中的最小值,並將其他未被直線經過的數據減去該最小值。然後將被兩條線段交叉經過的數值加上該最小值。只有一條線段經過的數值則保持原狀。接著,重複步驟2,直到直線的數目大於或等於表中的行數或列數為止。 最佳的指派位置是位於表格中數值為0之處。指派時先從只含有一個0的行或列開始指派。接著繼續就未完成的部分進行指派,直到每個人員或機臺都被分配到一項任務為止。")
202
工作中心的工作排序 優先法則:用來決定程序導向設施中各工作之順序的原則。
1.先進先出法(First Come, First Served;CFS):先處 理先來的工作。 2.最短加工時間(Shortest Processing Time;PT):先處 理加工時間最短的工作。 3.最早到期日(Earliest Due Date;EDD):先處理到期日 最早的工作。 4.最長加工時間(Longest Processing Time;LPT):先 處理加工時間最長的工作,因為這些工作通常較為重要。
:先處. 理先來的工作。 2.最短加工時間(Shortest Processing Time;PT):先處. 理加工時間最短的工作。 3.最早到期日(Earliest Due Date;EDD):先處理到期日. 最早的工作。 4.最長加工時間(Longest Processing Time;LPT):先. 處理加工時間最長的工作,因為這些工作通常較為重要。")
203
關鍵比(Critical Ratio;CR)
當CR值小於1.0時,代表該工作完全落後排程進度;當CR值為1.0時,代表該工作所需時間可符合排程需要;當CR值大於1.0時,表示該工作進度已充分滿足排程所需,時程十分充裕。 CR法則求得的排序結果在平均延遲時間的表現上優於FCFS、SPT、EDD、LPT。

204
雙機多工作的排程:Johnson法則 Johnson 法則適用於當工作數目大於2,且製程必須依序經過2部工作中心時的情境,其排序結果可使加工時間與等待時間最短。 排序步驟: 1. 列出工作與各工作在各機臺上所需之加工時間。 2. 選出各機臺中,加工時間最短的工作。若該最短時間工 作在第一部機臺,則將該工作的排序列為1;若該工作 在第二部機臺,則將該工作的排序列為後製程。若有超 過兩項以上工作擁有相同的加工時間,則可任選一項工 作為優先排序。 3. 某項工作被排序後,便將它自排序名單去除。 4. 重複使用步驟2、3,直到所有的工作都已經被排序。

205
有限排程 透過電腦化進行短期排程計算以克服過去排程法則只能藉由圖示的方式進行計算的缺點。

206
服務領域的排程 製造領域的排程強調在原物料上,而服務領域的排程則強調在員工身上。 服務系統通常難以進行庫存。
服務領域多屬勞力密集,對人員需求量的變化很大。 醫生、律師等行業,透過排程建立預約系統。郵局、速食等零售業,以先來先服務的原則滿足顧客需求。排程在這些產業中常藉由部分工時人員以滿足尖峰時段的需求量。租車業、旅館業,以及部分餐廳則是透過訂位系統使顧客等待時間最短,並避免顧客向隅。

207
第16章 及時化與精實生產系統

208
及時化與精實生產 及時化 精實生產 一種持續改善、面對並處理問題以消弭浪費的哲學。 透過消除浪費並專注於滿足顧客渴望的一種方法。
JIT是一種持續改善、面對問題並處理問題,以建立精實生產(LeanProduction)的哲學。精實生產透過減少浪費、持續改善等作法,並由顧客訂單建構拉式生產系統(Pull System)以生產能滿足顧客渴望的產品。在各種製造策略中,JIT與精實生產是建立競爭力與獲取利潤的重要基石。
的哲學。精實生產透過減少浪費、持續改善等作法,並由顧客訂單建構拉式生產系統(Pull System)以生產能滿足顧客渴望的產品。在各種製造策略中,JIT與精實生產是建立競爭力與獲取利潤的重要基石。")
209
JIT對競爭力的貢獻

210
拉式系統與推式系統 拉式系統: JIT的概念之一,即只生產與配送目前所需數量的原物料至工作處所。 推式系統:
將在未考慮實際時程狀況與資源能量下將原物料推入下游工作站的系統。

211
JIT的供應商

212
JIT佈置 針對近似的產品設置工作小組。 距離最小化。 只設計小空間供存貨使用。 改善員工間的溝通。 使用防呆裝置。
建立具彈性或可移動的設備。 多能工訓練提升員工彈性。

213
JIT存貨 使用拉式系統。 縮小批量數目。 與供應商共同發展JIT配送系統。 直接配送到使用點。 排程的落實。 減少設定時間。
使用群組技術。

214
降低存貨

215
減少批量大小

216
降低整備成本

217
減少整備時間

218
JIT排程 將排程狀況通知供應商。 平準化排程。 排程凍結。 落實排程。 製造及移動批量以1單位為最終目標。 去除浪費。 小批量製造。
使用看板。 確認每個製程都沒有不良品。

219
看板 看板在日文中是指「卡片」的意思,也被延伸為「訊號」之意。看板系統將原物料根據訊號內容,透過拉式系統運送至生產線。

220
看板使用的原則 當生產者與使用者無法使用視覺互動時,可使用卡片;反之,則可在同一樓層間使用旗誌、燈號來傳遞訊息。
因為每個工作站或許需要多個不同的原物料,因此可能需同時使用多種看板拉式系統在同一個配送中心。 通常一張卡控制一種零件或特定數量,多卡系統則用於當過工作小組需處理多種原物料或移動批量與製造批量不同時。 在一個MRP系統中,可將排程視為是一個根據實際需求,由看板驅動的拉式系統。 看板卡片讓管理人員有機會直接管控工作小組間的在製品存貨。 若製程有一個存貨的暫存區,則需雙卡系統—一張卡在暫存區與使用者間循環、另一張卡在暫存區與生產者間循環。

221
JIT品質 使用統計製程品管。 賦權員工。 建立預防故障危害的方法(例如防呆裝置、檢核表等)。 提供立即的回饋。
。 提供立即的回饋。")
222
員工賦權 JIT哲學是讓員工藉由持續改善的作法來豐富他們的工作與人生。成功的賦權將可使公司、管理階層、員工間建立更深厚的承諾與尊重。
企業不僅訓練員工使其能擴展工作的水平領域,更訓練員工能執行更艱深的工作。藉由更積極的訓練內容及更細的工作分類,可使得員工在身心上都獲得挑戰與成長,並讓工作處所獲得改善。

223
精實生產 精實生產可比擬成作業管理的極致表現,其與JIT的差異在於,JIT是針對企業內部之持續改善的哲學,精實生產則是由顧客觀點,由外而內,其起點是理解顧客渴望,並確認顧客的投入與回饋。管理人員必須明瞭什麼活動可為顧客創造價值。

224
精實生產的特色 使用JIT技術去除去幾乎所有的存貨。 建立系統以協助員工完美執行每一次生產活動。 減少空間需求使移動距離減到最少。
與供應商建立緊密關係,並協助幫助他們了解本身與顧客的需求。 教育供應商將滿足顧客需求視為己任。 不對產品產生附加價值的產生。 去除所有沒有附加價值的活動,包括物料搬運、檢測、存貨等不對產生附加價值的作業。 藉由工作設計、訓練、參與、承諾、團隊的持續改善,提升員工生產力。 賦予最低階員工更具挑戰性的工作與更大的責任。 減少工作類別並提升員工的彈性。

225
第17章 保養維護與可靠度

226
保養維護與可靠度 保養維護的工作包括所有能讓設備保持正常運作的活動。 可靠度是一個設備或產品在一定條件下,於指定時間內正常運作的機率。
保養維護與可靠度的目的在維持系統能力,以確保可控的成本花費。因此良好的保養維護系統,必須能使設備達到預期性能與品質標準,進而降低系統變異。

228
系統可靠度(Rs) Rs = R1 × R2 × R3 × × Rn R1=零件1的可靠度 R2=零件2的可靠度 依此類推
 Rs = R1 × R2 × R3 × × Rn R1=零件1的可靠度 R2=零件2的可靠度 依此類推")
229
產品失效率(Product Failure Rate;FR)
失效率是指一段期間內被測試產品的失敗百分比(FR(%))或失效次數(FR(N))
)或失效次數(FR(N))")
230
平均故障間隔 (Mean Time Between Failures;MTBF)
一個零件、設備、製程或產品在完成修護到下一個失效之間的期望時間以機器製造。

231
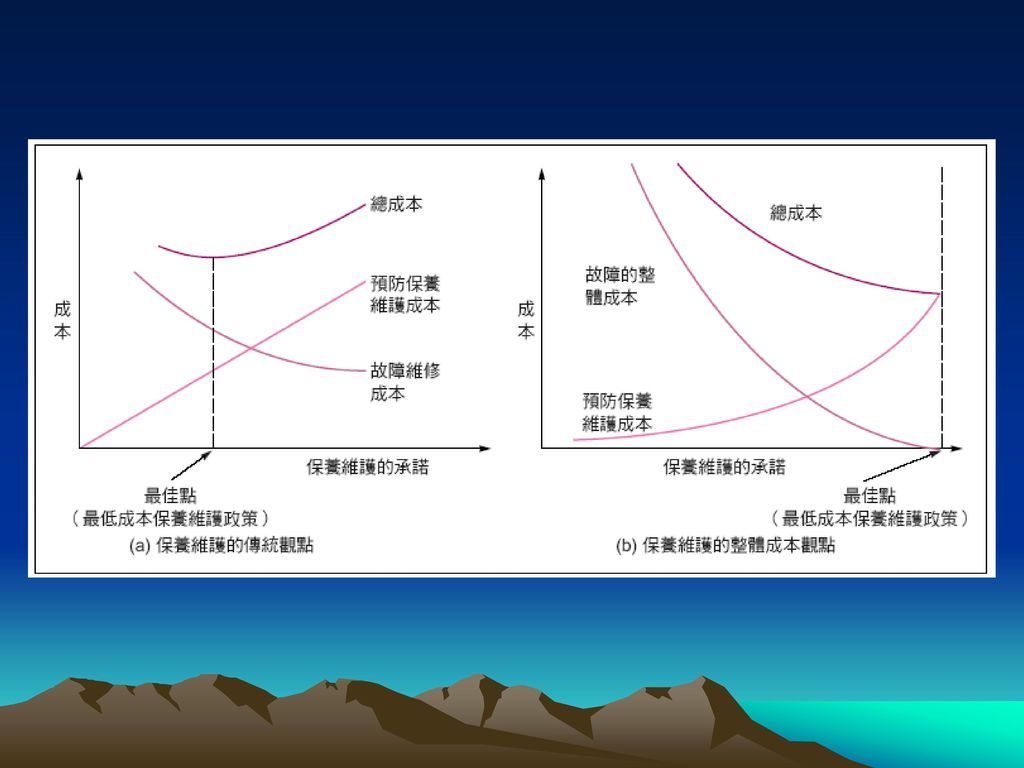
預防保養與故障保養 預防保養(Preventive Maintenance)預防保養包括透過定期檢查、服務,以及可保持設備良好狀態的任何修護。預防保養的作用,不僅是讓機械設備能夠運轉,還包括在設計時便考量技術及人為操作上的問題,使系統對偏差有更大的容忍度。 故障保養(Breakdown Maintenance)是發生在設備已經失效,且必須馬上進行處理的整修活動。
是發生在設備已經失效,且必須馬上進行處理的整修活動。")
233
電腦化的保養維護系統

234
完善的保養維護系統特性 受過良好訓練的員工。 適當的資源。 建立修護規劃與優先次序的能力。 建立保養物料規劃的能力與權限。
具備釐清故障原因的能力。 具備讓MTBF延長的設計能力。

235
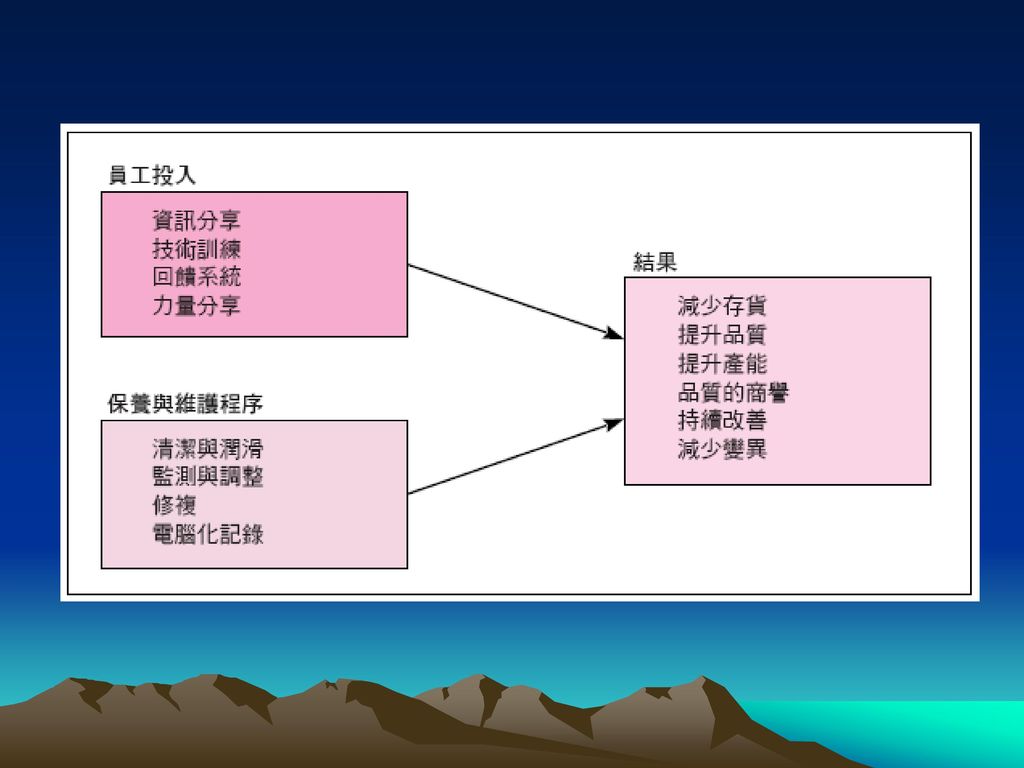
全面生產維護(TPM) 將全面品質管理及保養維護的統計概念運用於製程及設備的設計,到預防保養維護等各階段中。 作法包括:
1.設計高可靠度、易操作、易修護的機器設備。 2.以整體的角度思考購置成本,即當購買機器時 便將服務與保養維護成本計算在內 3.規劃預防保養計畫時需同時考慮作業人員與維 修部門的搭配。 4.訓練作業人員擁有操作並保養自己所使用設備的能力。

Similar presentations

 胡娟 ( ) 2009.02.>")




.>")









>")

.>")

