Download presentation
Presentation is loading. Please wait.

1
如何應用奈米材料於塑膠射出成型

2
塑膠粒到塑膠製品中間需經過軟化、熔融、混練、賦形、固化等過程,注塑機為塑膠成型的特性建造一條融膠通道,其包含的機構零件有:
螺桿→過膠頭(三套件)→料管頭法蘭→射嘴→灌嘴→ → 冷流道 → 澆口 →模穴 ↓ ↑ →熱流板→熱澆道→
→料管頭法蘭→射嘴→灌嘴→ → 冷流道 → 澆口 →模穴. ↓ ↑ →熱流板→熱澆道→")
3
融膠通道上的機構零件都是由金屬製成,傳統金屬零件使用在射出機上有導熱不良、摩擦阻力大及沾粘等缺陷,也是正因為這些缺陷使注塑變得不穩定,各塑膠射出廠應用各種周邊輔機,研究各式的工藝調校,無非是想使融膠通道變的通暢穩定。 二十世紀末奈米陶瓷材料問世後,各國科研單位無不積極將其導入傳統工業用途,奈米材料與傳統材料結合後材料的特性得到改變,這種新材料統稱為“超限材料”,“超限”的定意是新材料的物理特性已不受傳統物理公式束縛。 匯整傳統融膠通道上各零件因傳統材料限制對射出成型動作的阻礙及改變成超限材料後的提升情況:

4
一、螺桿 螺桿是使膠粒轉變成融膠的一個關鍵零件,它的功能有軟化、壓縮、混練、計量。塑化能力是螺桿一項重要的指標,但傳統鋼材受限於摩擦系數,塑化能力一直不能有很好的表現。將奈米技術導入運用在螺桿,使螺桿及砲筒表面形成低沾粘且低摩擦的奈米表面,此時螺桿可以使用更高的速度旋轉儲料且不會因摩擦力增加而使料筒升溫,對塑化能力的提升莫此為甚。而抗沾粘的能力可以使螺桿及砲筒表面不會被塑料分解產生的低分子量聚合物附著於表面,進而分解碳化造成射出成品產生黑點。 PS:螺桿及砲筒表面奈米化後表面沾粘指數大幅降低,但塑料的混色需靠螺桿及砲筒表面的沾粘拉扯來進行,奈米化後混色能力會下降,且下料口段太過光滑會造成塑膠粒入料困難。

5
二、過膠頭(三套件) 塑料在螺桿上的移動屬於軸向移動,到了過膠頭膠流的運動轉變成徑向,目的是要使原料混練及混色更完全,扭力與剪切力到這邊達到最大值,高剪切力使低分子量聚合物特別容易附著在過膠頭上,是塑件黑點最主要來源。 將奈米陶瓷與過膠頭(三套件)結合可使其表面轉變成低沾粘且低摩擦的奈米表面,過膠頭與融膠的混練摩擦力減至最小,由系統壓力表可看出儲料壓力降低,減少高扭力對螺桿的傷害,塑料碳化的情形也可大幅減少。
結合可使其表面轉變成低沾粘且低摩擦的奈米表面,過膠頭與融膠的混練摩擦力減至最小,由系統壓力表可看出儲料壓力降低,減少高扭力對螺桿的傷害,塑料碳化的情形也可大幅減少。")
6
三、料管頭法蘭 料管頭法蘭的作用不只用來固定射嘴,它的錐形流道是用來為混亂結晶融膠作結晶重排及初步密度提升,融膠在過膠頭混練後結晶異常混亂,若未將結晶稍做排列直接通過射嘴射膠,融膠的結晶將更混亂,塑件成形後要釋放更多的應力及更大的結晶潛熱。 將奈米陶瓷與料管頭法蘭結合,可減少螺桿旋轉時塑料對料管頭法蘭內壁的沾黏,降低螺桿扭力,並避免低分子量聚合物在此處沾黏,降低錐形流道在壓縮時的摩擦阻力。

7
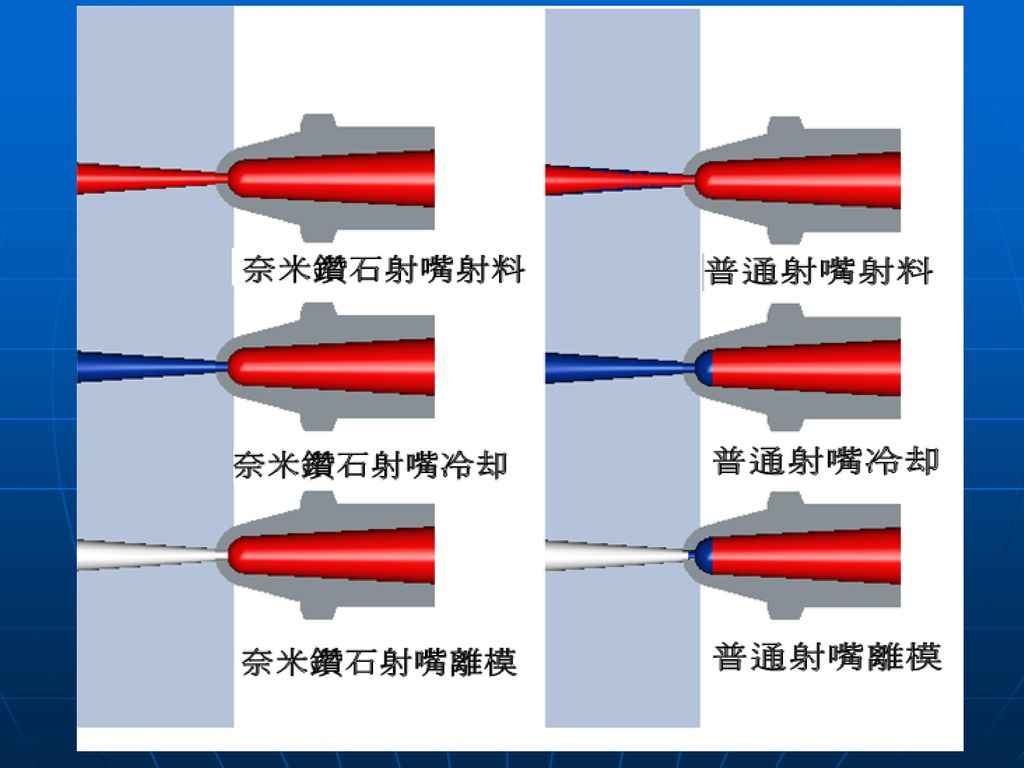
四、射嘴 射嘴是融膠通道上構造最簡單結晶機構最為複雜的一個零件,因為它的複雜使它的操控性變得困難,一般操作員對射嘴的了解是它會產生冷膠,也因為有冷膠我們對射嘴的改質則注重其導熱性能,奈米鑽石顆粒的熱超導性及超低摩擦性能是我們使用在射嘴上的主要材料,改質後射嘴產生的問題得到以下的提升:

8
1、導熱性能: 金屬是熱的不良導体,射嘴內部溫度高達200多度,與模具接觸面的溫度不 到100℃,兩端溫差高達 ℃,模具內部在射料完成後冷卻結晶,射 嘴前端與模具接觸部份會因成品結晶完成後,繼續向射嘴內部冷卻形成大面積冷膠料,冷卻時間越長,冷膠料產生的面積就越大,成品冷卻完成繼續開模動作,開模時冷料骨尾端會把相黏的冷膠料拉出,但如果冷膠料的面積過大,則部份冷膠料會被射嘴內部金屬面黏住,而斷裂留在射嘴內部,在下一次射出時殘留的冷膠料會被推擠向前,射嘴內殘留冷膠料量少時進入豎膠道若沒有全部停留在豎膠道內而進入成品穴,則成品會出現冷料紋,嚴重的還會出現短射,射嘴內殘留冷膠料量多時,則會堵住射嘴口而形成無法射出,此時必須停機、退座、使用噴燈將射嘴口附近烤熱才能再次射出,一台射出機常常一天內就會發生數次冷膠料堵注射出嘴口的狀況,影響產能.良率甚鉅。一般有經驗的射出師傅為防止冷膠料堵住射嘴口,往往會將射嘴段溫度升高,但即使升高射嘴段溫度,冷膠料還是會發生,且過高的射嘴段料溫會使熱膠料超過正常料溫進入模穴,嚴重的瓦斯氣体、塑料焦化因此產生,更容易引起因溫差而產生的應力集中。奈米熱超導射嘴內部具有一層高導熱的複合鑽石薄膜,射嘴前端被模具吸走熱量後,薄膜立即補充損失的熱度,此一效應使薄膜內璧範圍內不致產生大面積冷膠料,唯一會產生冷膠料的地方只有射嘴出口與灌嘴相連接的中間位置,此處的冷膠料在開模時會被料骨完全拉出,由於每模的冷膠料在開模時都會被完全拉出,料管與射嘴溫度回歸正常溫控,射壓及射速回到模具真正的需求值。冷料痕、硬料堵嘴、硬料短射等情況能得到良好的改善,甚至成型過程許多因冷膠引起的成品缺陷也能迎刃而解。

10
2、低摩擦低沾粘: 沾粘使融膠的流動形成中間快兩側慢的曲線流,改成奈米熱超導射嘴後熱超導性能使兩側溫度與中間溫度拉近,膠流形成塞形流,流量多了1.4倍。 紅外線測試融膠射出溫度 普通射嘴 —中間熔體流動比兩側快兩陪 熱超導射嘴 —速度平均 溫度平均 接近最理想塞形流體情況

11
3、低結晶破壞: 融膠進入射嘴時結晶在螺桿及過膠頭時已受嚴重的破壞,傳統射嘴原料儲存在射嘴內部時若射嘴段溫度又設定太高,融膠在射嘴內部劣解,結晶更進一步受到破壞。奈米熱超導射嘴的射嘴內部含有大量的奈米鑽石顆粒,在融膠通過射嘴時奈米顆粒主動供給結晶重排所需要的電子,融膠得以調整成一個穩定結晶形態再射入模穴,有助成形後應力的釋放及變形縮水量的減少。

12
五、灌嘴 傳統灌嘴內部使用拋光降低沾粘性,但塑料的酸性及摩擦很快的這一層拋光層就被破壞,灌嘴內部變粗糙模流變慢沾粘指數升高,膠料前鋒進入灌嘴部份已初步結晶的冷膠料在進入灌口處若遇沾粘將進一步結晶,灌口處結晶度升高將阻礙後到膠料的流動性,輕微的只要加大射壓就能充滿模穴,嚴重的甚至造成短。但加大射壓對豎膠道脫離灌嘴會有一定程度的影響,有時還會扯斷膠道,造成操作員的困擾。使用奈米陶瓷塗佈在灌嘴內部在射料時塑料前鋒會快速通過灌嘴口,若有冷膠料也不致在入口處沾粘結晶,會快速通過嘴口進入冷料井。整個射料過程不需特別提高射壓,射滿模穴後豎膠道未承受過大的擠壓力,在離型時奈米陶瓷的抗沾性也會幫助豎膠道輕易脫離灌嘴不致被拉斷,對產能提升有直接的助益。

13
六、冷流道及熱流板 傳統金屬的沾粘使融膠在流道內的流動成曲線流,就是流道中間流速較快兩側較慢,曲線流的缺點是流道溫度越低,單位時間通過的融膠量就越少,就是所謂的模流不良。流道經過奈米處理後流道內的模流轉變成柱塞流,流道中間流速與兩側相差不大,柱塞流的特點是流道具體低溫高速模流。

14
七、熱澆道 很多人認為熱澆道不會產生冷膠,但是熱澆道模具的成品還是出現冷膠的現象,於是就在熱射嘴頭套上保溫帽,保溫帽是高分子材質,經過熱脹冷縮後很容易破損漏料,拆換極其費時。在熱澆道及熱射嘴附著奈米鑽石,藉由奈米鑽石的熱超導特性可保持熱射嘴口不會堆積冷膠塊,不用加裝保溫帽亦可確保射膠順暢。

15
八、澆口 現在模具的設計不管是反潛澆口還是平澆口,為使成品美觀,無不縮小澆口的尺寸,小澆口在模流分析的時候都能平均進膠,一但有瓦斯氣体沾住澆口或是融膠在澆口處產生沾粘成型立刻出現問題。澆口經過奈米處理後表面產生抗沾,瓦斯氣体也不容易在澆口處附著,膠流也可平穩前進。

16
九、模穴 模穴是融膠的最後目的地,各注塑單位無不挖空心思力求模穴內部的模流達到最大值,但是不管如何最終金屬的表面特性還是無法突破。將模穴加以奈米處理後公模及母模的表面特性會產生以下改變: 1、母模:母模是成品的外觀面不允許有瑕疵存在,改質後的母模具有模流順暢、瓦斯不沾、排氣完全、蝕刻花紋保存長久、毛邊容易消除等特性。 2、公模:公模多為補強肋筋、固定孔位,模流的行程較長,改質後的公模具有模流順暢、充模容易、出模不沾等特性。 經過奈米處理的模穴其生產的產品內部應力小、成品不易翹曲、生產周期縮短、不良率大幅減少、並可達到減用脫模劑的環保要求。

17
十、成品物性試驗: 奈米融膠通道物性實驗(一) ABS 撞擊測試結果: Break Engry擊斷能量 (J)
平均擊斷能量: 100%ABS使用普通螺桿及射嘴 J 100%ABS使用奈米融膠設備注塑 J 30%回收料+70%ABS使用普通螺桿及射嘴 J 30%回收料+70%ABS使用奈米融膠設備注塑 J

18
奈米融膠通道物性實驗(二) ABS 拉力測試結果: Yield Stress變形點(MPa)
平均變形點: 100%ABS使用普通螺桿及射嘴 MPa 100%ABS使用奈米融膠設備注塑 MPa 30%回收料+70%ABS使用普通螺桿及射嘴 MPa 30%回收料+70%ABS使用奈米融膠設備注塑 MPa

19
塑膠模具使用奈米陶瓷鍍膜後產生的差異 TPU、TPR
軟性塑膠具有高沾粘性成型時必須在模穴停留較長的冷卻時間,使成品結晶待粘性減低時方可開模.經過改質模具具有抗沾性,因此可大幅縮短冷卻時間減少黏模性,避免成品在開模時因黏模拉扯變形而造成不良品.軟性塑膠在使用表面改質技術後對產能的提升方面具有驚人的成果 PP、PE PP、PE為最常用的樹脂原料,一般為提升產能及兼顧流動性,都會升高料筒溫度並使用冰水冷卻模具,如此一來成品潛藏大量應力,並會在塑膠流動方向留下明顯流痕.經過模具改質處理後料筒溫度可降低10°C至30°C模具尚保持比先前更高的模流速度,並且絞牙、拔心、頂出、開模壓力都可見到明顯的降低,在成品面上先前明顯可見的溫度流痕將大幅減少甚至消失. ABS ABS為工程塑料,其流動性不若PP,PE,且在射出過程中容易產生高黏瓦斯氣粘著於部分模具上形成包風不良品.經過模具改質處理後料筒溫度亦可降低,先前所提的包風現象可大幅降低甚至消失,成品變形率也會有效的改善.

20
塑膠模具使用奈米陶瓷鍍膜後產生的差異 、PMMA(壓克力)、PC
PVC(硬質、軟質) PVC塑膠由於會釋放出強酸性鹽酸氣體,一直是模具的主要殺手,業界為防止模具被腐蝕甚至使用全不銹鋼材料制做模具,在現在這個鋼鐵材料價格高漲的時代,降低模具材料成本變成非常重要的課題.經過模具表面改質處理後模材具有防銹抗蝕性,能抵抗塑膠釋放出來的強酸性鹽酸氣體,塑膠的流動性與離模性也因表面處理而大幅提升. PA(尼龍)、POM PA、POM是最容易產生瓦斯氣體的塑膠,其沾粘性也是塑膠材料中比較高的,一般情況下操作員會提高料管溫度以求充模完整,在射出一段時間後會形成一層白色瓦斯氣體黏著于模穴周圍,甚至堵塞排氣孔.經過模具表面改質處理後料溫、射壓都可降低,充模完整率也較先前提高,黏著于模穴周圍的瓦斯氣體也減少了,且很容易被清除.
 PVC塑膠由於會釋放出強酸性鹽酸氣體,一直是模具的主要殺手,業界為防止模具被腐蝕甚至使用全不銹鋼材料制做模具,在現在這個鋼鐵材料價格高漲的時代,降低模具材料成本變成非常重要的課題.經過模具表面改質處理後模材具有防銹抗蝕性,能抵抗塑膠釋放出來的強酸性鹽酸氣體,塑膠的流動性與離模性也因表面處理而大幅提升. PA(尼龍)、POM. PA、POM是最容易產生瓦斯氣體的塑膠,其沾粘性也是塑膠材料中比較高的,一般情況下操作員會提高料管溫度以求充模完整,在射出一段時間後會形成一層白色瓦斯氣體黏著于模穴周圍,甚至堵塞排氣孔.經過模具表面改質處理後料溫、射壓都可降低,充模完整率也較先前提高,黏著于模穴周圍的瓦斯氣體也減少了,且很容易被清除.")
21
奈米陶瓷鍍膜比较其他表面处理 低溫制程技術(80℃以下)模具鋼材決不變形更不會損壞尖銳的邊緣,模具上的細小孔﹑盲孔及細縫都能得到均勻的陶瓷層
環保配方,不含鉛﹑鎘﹑六價鉻﹑汞﹑銻﹑砷﹑鋇﹑硒等八大危害環境重金屬 滲入模具表面有4um-10um 不脱落 鹽霧試驗操超過200小時,是硬鉻的20倍以上

Similar presentations

 上虞春晖中学数学组欢迎你! 1 本课件制作于 2004.3 §10.5 等可能事件 的概率 ( 二 )>")


 親近神的路. 一、親的三字訣、七字訣: 親近神,親愛人; 與主交通親近神,同情關心親愛人。 甚麼是親? 1. 親有親近、親愛,更有關心、同情、親切的 意思。 2. 親的人與人沒有間隔,拉近人與人之間的距 離,並且樂意幫助人,與人相調建造在一起。>")














