Download presentation
Presentation is loading. Please wait.

1
第1章 数控机床加工工艺 1.1 数控加工工艺概述 1.2 数控车削加工工艺 1.3 数控铣削加工工艺

2
常见零件: 图1.1 冲压外圈滚针轴承

3
图1.2 汽车配件一

4
图1.3 汽车配件

5
图1.4 汽车配件之三

6
图1.5 汽车配件之五

7
常见的数控机床: 图 高速数控立式车床 CKZ5125

8
图1.7 数控车床 CAK6132V

9
图1.8 龙门五面数控铣镗床 TK57150X3000

10
图1.9 卧式铣镗床 TPX6111B/1

11
1.1 数控加工工艺概述 1.1.1 数控加工工艺内容 1.1.2 数控加工工艺特点 1.1.3 数控加工的特点
1.1.4 数控加工的适用范围

12
数控是数字控制Numerical Control, NC 的简称。
1.1.1 数控加工工艺内容 a.数控系统的基本概念 数控是数字控制Numerical Control, NC 的简称。

13
b. 数控系统的分类 1)按数控机床运动轨迹分类 (1)点位数控系统 (2)直线数控系统 (3)轮廓数控系统
按数控机床运动轨迹分类 (1)点位数控系统 (2)直线数控系统 (3)轮廓数控系统")
14
轮廓数控系统根据其控制的驱动坐标轴数的不同,又可分为:
二轴联动 三轴联动 四轴联动 五轴联动

15
2)按数控机床伺服系统分类 (1)开环数控系统 (2)闭环数控系统 (3)混合控制数控系统
按数控机床伺服系统分类 (1)开环数控系统 (2)闭环数控系统 (3)混合控制数控系统")
16
3)按加工工艺及机床用途分类 (1)金属切削类 (2)金属成型类 (3)特种加工类 (4)测量、绘图类
按加工工艺及机床用途分类 (1)金属切削类 (2)金属成型类 (3)特种加工类 (4)测量、绘图类")
17
c.数控机床的系统组成及各部分的功能 1)数控加工过程 确定加工方案、工艺过程和位移数据。 编写零件加工程序单。
数控加工过程 确定加工方案、工艺过程和位移数据。 编写零件加工程序单。")
18
程序的输入或传输。 程序的试运行、刀具路径模拟等。 通过对机床正确操作,运行程序,完成零件的加工。

19
2)数控机床的组成及各部分的功能 控制介质 数控系统 伺服系统 辅助装置 机床 反馈装置 位置检测 速度检测 由右图知,数控机床一般由数控系统、包含伺服电动机和检测反馈装置的伺服系统、强电控制柜、机床本体和各类辅助装置组成。 图 数控机床的系统组成

20
图1.11 数控立式车床 CK514

21
图1.12 数控立式铣镗床 TK54100

22
图1.13 数控车床 CA6140

23
图1.14 数控立式铣镗床 TK54100C

24
d.数控加工工艺内容 1)选择确定需要进行数控加工的内容。 2)进行数控加工工艺分析,具体加工内容及技术要求。
选择确定需要进行数控加工的内容。 2)进行数控加工工艺分析,具体加工内容及技术要求。")
25
3)设计加工工序,选择刀具、夹具及切削用量。
4)处理特殊的工艺问题。 5)处理工艺指令,编制工艺文件。
处理特殊的工艺问题。 5)处理工艺指令,编制工艺文件。")
26
1.1.2 数控加工工艺特点 数控加工的工艺内容明确具体; 数控加工的工艺准确严密; 数控加工的工序相对集中.

27
1.1.3 数控加工的特点 柔性加工程度高 自动化程度高 加工精度较高

28
加工质量稳定可靠 生产效率较高 良好的经济效益

29
1.1.4 数控加工的适用范围 多品种、小批量生产的零件; 几何形状复杂的零件; 必须进行多工序加工的零件;

30
需要昂贵工装设备(工具、夹具和模具)的零件;
对精度要求高的零件; 需多次改型的零件;

31
关键零件; 生产周期很短的零件。

32
1.1.5 数控系统与数控机床技术发展趋势 一、数控系统发展趋势 数控系统由电子管起步,经历了: 晶体管 小规模集成电路 大规模集成电路

33
小型计算机 超大规模集成电路 微机式的数控系统

34
数控系统技术发展的总体发展趋势为: 1.采用开放式体系结构 其具有更好的通用性、柔性、适应性、扩展性、并向智能化、网络化方向大大发展,如欧共体的OSACA,日本的OSEC计划等。

35
2.控制性能上大大提高 数控系统引入了自适应控制、模糊系统和神经网络的控制机理。

36
二、数控机床发展趋势 1.高速、高精度、高可靠性 依靠快速、准确的数字量传递技术,对高性能的机床执行部件进行高精密度、高响应速度的实时处理.

37
由于采用了新型刀具,车削和铣削的切削速度都已达到了 m/min以上,主轴转速可达到10万r/min;工作台的移动速度(进给速度)在分辨率为1微米时,达到200r/min;在分辨率为0.1微米时,达到24r/min.
在分辨率为1微米时,达到200r/min;在分辨率为0.1微米时,达到24r/min.")
38
2.模块化、智能化、柔性化 数控机床向柔性自动化系统发展的趋势:从点、线向面、体的方向发展。

39
点控制机床如: 数控单机; 加工中心; 数控复合加工机床。

40
线控制机床如: FMC FMS FTL FML

41
面控制机床如: 工段车间独立制造岛 FA

42
体控制机床如: CIMS 分布式网络集成制造系统

43
1.2 数控车削加工工艺 1.2.1 数控车削的主要加工对象 1.2.2 数控车削加工工艺设计

44
1.2.1 数控车削的主要加工对象 下列几种零件最适合数控车削加工 精度要求高的回转体零件; 表面质量要求高的回转体零件;

45
图1.15 回转体零件

46
图1.16 回转体零件

47
表面形状复杂的回转体零件(如图1.17所示); 带特殊螺纹的回转体零件 图 复杂的回转面型腔
; 带特殊螺纹的回转体零件 图1.17 复杂的回转面型腔")
48
1.2.2 数控车削加工工艺设计 数控车削加工工艺制订的主要内容有:分析零件图纸、确定工件的装夹方式、各表面的加工顺序和刀具的进给路线以及刀具和切削用量的选择等。

49
1.零件图工艺分析 分析零件图是工艺制订中的首要工作,包括结构工艺性分析、轮廓几何要素分析和精度及技术要求分析等三个方面的内容。

50
结构工艺性分析 零件的结构工艺性是指零件对加工方法的适应性,即所设计的零件结构应便于加工成型。

51
图示零件需用三把不同宽度的切槽刀切槽,显然是不合理的。如无特殊需要,将三处退刀槽改成同一宽度,只需一把刀即可切出三个槽。既减少了刀具数量,少占了刀架刀位,又节省了换刀时间。
图 零件结构工艺性分析

52
(2) 轮廓几何要素分析 在分析零件图时,要分析几何元素的约束条件是否充分。
 轮廓几何要素分析 在分析零件图时,要分析几何元素的约束条件是否充分。")
53
(3) 精度及技术要求分析 只有在分析零件尺寸精度和表面质量的基础上,才能对加工方法、装夹方式、刀具及切削用量进行正确而合理的选择。
 精度及技术要求分析 只有在分析零件尺寸精度和表面质量的基础上,才能对加工方法、装夹方式、刀具及切削用量进行正确而合理的选择。")
54
2. 工序及装夹方式确定 在数控车床上加工零件,应按工序集中的原则划分工序。根据零件的结构形状不同,通常选择外圆、端面或内孔、端面装夹,并力求设计基准、工艺基准和编程原点的统一。通常用下列两种方法划分工序。

55
图1.19 常见零件

56
1)将位置精度要求较高的表面安排在一次安装下完成,以免多次安装产生的安装误差影响位置精度。
将位置精度要求较高的表面安排在一次安装下完成,以免多次安装产生的安装误差影响位置精度。")
57
图1.3所示的轴承内圈,其内孔对小端面的垂直度、滚道和大挡边对内孔回转中心的角度差以及滚道与内孔间的壁厚差均有严格的要求,精加工时划分成两道工序完成。第一道工序采用图1.3(a)所示的以大端面和大外径装夹的方案,将滚道、小端面及内孔等在一次安装下车出,很容易保证了上述的位置精度。第二道工序采用图1.3(b)所示的以内孔和小端面装夹方案,车削大外圆和大端面。两道工序满足互为基准的原则。 a b 图 轴承内圈加工方案

58
2)对毛坯余量较大和加工精度要求较高的零件,应将粗车和精车分开,划分成两道或更多的工序。
对毛坯余量较大和加工精度要求较高的零件,应将粗车和精车分开,划分成两道或更多的工序。")
59
粗车安排在精度较低、功率较大的数控车床上,精车安排在精度较高的数控车床上。这样的工序划分能很好地反映工序特点,即以满足加工质量为主还是以快速去除余量为主。

60
3.加工顺序的确定 制定车削加工顺序的一般原则为: (1) 先粗后精;(2) 内外交叉。 图 加工顺序
 先粗后精;(2) 内外交叉。 图1.21 加工顺序")
61
(3) 先近后远; 图 加工顺序
 先近后远; 图1.22 加工顺序")
62
4.进给路线的确定 确定进给路线主要在于确定粗加工进给路线及空行程路线,精加工的进给路线基本上都是沿零件轮廓顺序进行的。

63
进给路线:指刀具从起刀点开始加工,直至加工程序结束所经过的全部路径,包括切削加工的路径及刀具切入、切出等非切削行程。

64
实现最短进给路线的主要方法如下: 最短空行程; 其实现途径有以下三种:1)选择合适起刀点;
选择合适起刀点;")
65
图1.23 选择合适其刀点 (a)将起刀点设定为与对刀点重合在一起,则加工路线为:A→B→C→D→A;A→E→F→G→A;A→H→I→J→A
(b)将起刀点与对刀点分离,其进给路线为:A→B;B→C→D→E→B;B→F→G→H→B;B→I→J→K→B;B→A 显然b比a的空行程距离短 图1.23 选择合适其刀点
将起刀点与对刀点分离,其进给路线为:A→B;B→C→D→E→B;B→F→G→H→B;B→I→J→K→B;B→A. 显然b比a的空行程距离短. 图1.23 选择合适其刀点.")
66
2)选择合适的换刀点; 3)合理安排“回零”路线.
选择合适的换刀点; 3)合理安排 回零 路线.")
67
在安排“回零”路线时,应使前一刀终点与后一刀起点间的距离尽量减短,或者为零,即可满足进给路线为最短的要求。另外,在不发生加工干涉现象的前提下,尽量采用X、Z坐标轴双向同时“回零”指令,该指令功能的“回零”路线将是最短的。

68
最短切削进给路线; 切削进给路线为最短,可有效地提高生产效率,降低刀具的损耗等。

69
分析和判断后可知图1.24中矩形循环进给路线的进给长度总和最短。因此,同等条件下,其切削所需时间最短,刀具的损耗最少。
图 几种不同的粗车进给路线 分析和判断后可知图1.24中矩形循环进给路线的进给长度总和最短。因此,同等条件下,其切削所需时间最短,刀具的损耗最少。

70
3. 大余量毛坯的阶梯切削进给路线 ; 显然b的加工方式切削所留余量小 图1.25 大余量毛坯的阶梯切削路线

71
完工轮廓的连续切削进给路线 5. 有多次重复进给的动作时,采用系统固定循环功能或用户宏程序

72
5.夹具的选择 数控车床最常用的夹具为通用三爪自定心卡盘和四爪卡盘。 通常车床上加工的零件有轴杆类和轮盘类。

73
用于轴杆类工件时,可以将工件装夹在主轴顶尖和尾座顶尖之间,由主轴上的拔盘或拔齿顶尖带动旋转。
用于轮盘类工件时,可以采用可调卡爪式卡盘和快速可调卡盘。

74
图1.8所示为车床上加工实心轴类零件所常采用的装夹方式。
图 实心轴的拨齿顶尖装夹方式

75
图1.27 轴杆类零件

76
6.刀具的选择 按刀片和刀体联接方式的不同,车刀可分为焊接式与机械夹固式两大类。

77
图 各类焊接式车刀 1.切断刀 2.90左偏刀 3.90右偏刀 4.弯头车刀 5.直头车刀 6.成型车刀 7.宽刃精车刀8.外螺纹车刀 9.端面车刀 10.内螺纹车刀 11.内槽车刀 12.通孔车刀 13.盲孔车刀

78
图1.29 机夹可转位车刀 1.刀杆 2.刀片 3.垫片 4.定位夹紧元件

79
按切削刃形状的不同,数控车削车刀可分为三类:尖形车刀、圆弧车刀和成型车刀。

80
图1.30 75度可转位断面车刀

81
图1.31 车刀

82
图1.32 外径车刀

83
图1.33 CNC自动车刀

84
图 硬质合金圆盘车刀

85
图1.35 铣刀系列

91
7.切削用量的选择 数控车床加工中的切削用量包括: 背吃刀量ap 主轴转速n或切削速度v 进给速度vf或进给量f

92
(1)背吃刀量ap的确定 尽可能选取较大的背吃刀量,以减少进给次数。当零件的精度要求较高时,常取0.1~0.5mm。
背吃刀量ap的确定 尽可能选取较大的背吃刀量,以减少进给次数。当零件的精度要求较高时,常取0.1~0.5mm。")
93
(2)主轴转速n的确定 主轴转速的确定分光车和螺纹车削两种情况考虑。一般切削速度确定之后,按vc=πdn/1000计算主轴转速
主轴转速n的确定 主轴转速的确定分光车和螺纹车削两种情况考虑。一般切削速度确定之后,按vc=πdn/1000计算主轴转速")
94
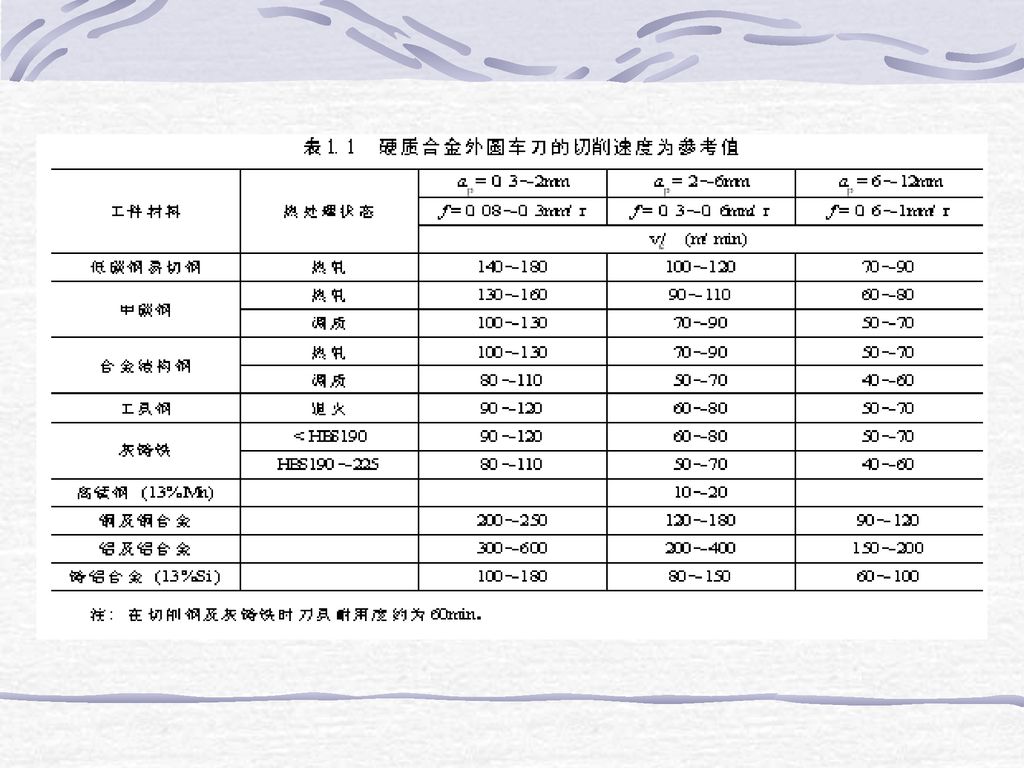
vc—切削速度,m/min; d—切削处工件回转直径,mm; n—主轴转速,r/min。 硬质合金外圆车刀的切削速度可按表1.1选取。

96
(3)进给速度vf的确定 进给速度:单位时间内,刀具沿进给方向移动的距离。 vf =nf vf——进给速度 n——主轴转速 f——进给量
进给速度vf的确定 进给速度:单位时间内,刀具沿进给方向移动的距离。 vf =nf vf——进给速度 n——主轴转速 f——进给量")
97
1.3 数控铣削加工工艺 1.3.1 数控铣削的主要加工对象 1.3.2 数控铣削加工工艺设计

98
1.3.1 数控铣削的主要加工对象 平面轮廓零件 图 平面轮廓类零件

99
变斜角类零件 图 具有变斜角面的零件

100
曲面类零件 图 曲面类零件

101
1.3.2 数控铣削加工工艺设计 工艺设计的内容包括: 确定加工内容; 明确相应的技术要求;

102
确定加工方案; 工艺设计; 调整加工程序;

103
1.零件的工艺分析 包括结构工艺性和毛坯工艺性分析。 a 图1.14a 铣削件的结构工艺性实例a

104
b 比a 工艺性好,b 可选用较高刚性的刀具 b 图1.14b 铣削件的结构工艺性实例b

105
表1.5-1

106
表1.5-2

107
表1.5-3

108
(2)零件毛坯的工艺分析 包括以下三个方面: 毛坯应有充分稳定的余量; 毛坯具有装夹适应性; 毛坯余量均匀性。
零件毛坯的工艺分析 包括以下三个方面: 毛坯应有充分稳定的余量; 毛坯具有装夹适应性; 毛坯余量均匀性。")
109
(3)加工方案选择
加工方案选择")
110
1)平面轮廓的加工,通常采用两轴半加工即可完成。
图1.39 平面轮廓铣削

111
2)定斜角平面铣削 图1.40 定斜角平面铣削
定斜角平面铣削 图1.40 定斜角平面铣削")
112
3)对曲率变化较小的变斜角面,采用立铣刀以插补方式摆角加工;对曲率变化较大的变斜角面,以圆弧插补方式摆角加工 。分别如图所示。
对曲率变化较小的变斜角面,采用立铣刀以插补方式摆角加工;对曲率变化较大的变斜角面,以圆弧插补方式摆角加工 。分别如图所示。")
113
图1.41 变斜角面的数控铣削加工

114
5)鼓形铣刀加工变斜角面时,以直线或者圆弧插补方式进行分层铣削加工。
鼓形铣刀加工变斜角面时,以直线或者圆弧插补方式进行分层铣削加工。")
115
图1.42 鼓形铣刀铣削变斜角面

116
6)曲率变化不大的曲面的粗加工,常采用两轴半坐标的行切法加工。
曲率变化不大的曲面的粗加工,常采用两轴半坐标的行切法加工。")
117
图1.43 两轴半行切法加工曲面

118
7)曲率变化大和精度要求高的曲面的精加工,采用三轴联动行切法加工曲面。
曲率变化大和精度要求高的曲面的精加工,采用三轴联动行切法加工曲面。")
119
图1.44 三轴联动行切法加工曲面

120
2.装夹方式的确定 选择定位基准 选择夹具

121
3.进给路线的选择 保证加工精度;

122
(a)延伸切入切出 (b)切线方向切入切出 图1.45 铣削外轮廓的切入切出路线
延伸切入切出 (b)切线方向切入切出 图1.45 铣削外轮廓的切入切出路线")
123
图 铣削内轮廓的切入切出路线

124
图 孔系加工的路线比较

125
4.刀具的选择 图1.48 机夹可转位式面铣刀

126
图 硬质合金立铣刀

127
图 硬质合金立铣刀

128
图 键槽铣刀

129
图 鼓形铣刀

130
图 几种成型铣刀

131
图1.54 几种刀具

132
图1.55 几种刀具

133
图 硬质合金刀头

134
本章结束 谢谢

Similar presentations














.>")


 主讲人:黄建新 单 位:福建省莆田华侨职业中专学校.>")


 Company Logo.>")

 制作人:张爱红.>")
、形状精度:平面本身的直线度、平面度。>")
