Download presentation
1
自動化課程 劉聖元

2
Agenda 監控系統架構 監控軟體與設計 Q & A

3
監控架構

4
監控系統架構 監控系統包含 網路架構 現場生產設備 感測器 / Sensor 控制器 SCADA View (圖控) 資料庫 現場接線
控制網路 監控網路

5
監控系統架構 現場生產設備 提供生產所需之設備, 直接設置於產線; 生產設備一般可區分為手動操作, 半自動操作, 全自動操作 手動操作設備
現場操作盤直接操作 Sensor 可將資訊回傳, 但不透過控制系統操控 半自動操作 透過控制系統設定操作 Sensor 可將資訊回傳, 控制系統人為操控 全自動操作 Sensor 將資訊回傳, 由控制系統自動操作

6
監控系統架構 感測器 (Sensors) 數位訊號 (DI) 類比訊號 (AI) 通訊訊號
以 ON/OFF 型態回傳資訊, 控制器端以 DI 模式接收; DI 接收種類需要確認, 例如 0 / 24VDC 訊號, 需採用對應的 DI 模組 類比訊號 (AI) 現場 Sensor 以 4-20 mA 訊號回傳給控制器 AI 模組, 經過 ADC 將電流訊號轉換為數位訊號; 控制器將訊號對應到相關數值 ( 例如 5530 – ) 提供控制器做控制參考 通訊訊號 智能型感測器可提供更多的資訊, 控制器可透過場線 (Field Bus)方式連接取得更多資訊, 如 Modbus, ProfiBus, ProfiNet, Device Net, CC-Link… 感測器用以偵測現場設備之現況, 就如同操作人員的眼睛一般重要 感測器必須要依據規範進行校正, 以避免誤差
 現場 Sensor 以 4-20 mA 訊號回傳給控制器 AI 模組, 經過 ADC 將電流訊號轉換為數位訊號; 控制器將訊號對應到相關數值 ( 例如 5530 – ) 提供控制器做控制參考. 通訊訊號. 智能型感測器可提供更多的資訊, 控制器可透過場線 (Field Bus)方式連接取得更多資訊, 如 Modbus, ProfiBus, ProfiNet, Device Net, CC-Link… 感測器用以偵測現場設備之現況, 就如同操作人員的眼睛一般重要. 感測器必須要依據規範進行校正, 以避免誤差.")
7
監控系統架構 控制器 控制器係用以接收現場感測器相關資訊, 並納入控制程式中, 已設定之程式邏輯加以運算及輸出計算
控制器與上層的圖控系統透過適當的驅動程式提供現場狀態, 並顯示於圖控上, 供操作人員監控與操作 控制器肩負著系統自動運作之要求 控制器之程式邏輯必須符合製程要求 控制器必須能提供上層監控與下層設備適當之連線需求 控制器必須能提供與其他控制器間交換資訊之能力, 以整合系統之需求

8
監控系統架構 SCADA (Supervisory Control And Data Acquisition)
SCADA 一般使用一部 PC, 透過網路連線取得下層控制器的資訊, 並可下命令給下層控制器, 以達到遠端監控的目的 SCADA 內含多種的介面, 包含硬體的 (TCP/IP 網路, Serial 網路, 專用網路 ), 軟體的 ( OPC, Modbus, ProfiBus, … ) 或整合軟硬體於一體的介面卡 (如 Applicom 卡 ) SCADA 可提供介面給廣域的圖控系統或是資料收集系統整合入資料庫 提供適當介面以整合其他監控系統, 以達到整合目的
, 軟體的 ( OPC, Modbus, ProfiBus, … ) 或整合軟硬體於一體的介面卡 (如 Applicom 卡 ) SCADA 可提供介面給廣域的圖控系統或是資料收集系統整合入資料庫. 提供適當介面以整合其他監控系統, 以達到整合目的.")
9
監控系統架構 View (圖控) 圖控介面一般稱為 HMI (Human-Machine Interface) 或是 MMI (Man-Machine Interface), 係用以提供操作人員與機器設備之間溝通的介面 圖控設計可明確引導操作人員現場之位置、所有 Sensor 之資訊, 透過圖控可以即時知道現場設備之狀況 操作人員可透過圖控進行遠端監視與控制 現場設備可由操作人員利用圖控進行適當參數設定, 作為運作之依據 圖控可適當設定警報, 以提醒操作人員 圖控與圖控之間可透過通訊協定溝通, 以整合資料

10
監控系統架構 資料庫 警報資料庫, 用以記錄圖控警報點所發生之警報歷史 歷史資料庫, 用以記錄各項 AI 或是 DI 值的歷史資料
資料庫必需要符合大量資料記錄的功能, 因此必須使用工業用資料庫 資料庫必需能方便的開發使用端介面, 支持各項開發工具

11
現場線路 現場線路 現場配線以符合感測器及控制器之間的資料溝通需求 包含硬體線路及通訊線路; 同時依據控制器的不同, 需要考量通訊協定
DI : 以數位資料型態輸入到控制器 AI : 以類比量資料型態輸入到控制器 DO : 以數位資料型態輸出到設備, 以進行控制 AO : 以類比量資料型態輸出到設備, 以調整控制 通訊線路 Ethernet : 以 TCP/IP 通訊架構為基礎進行資料通訊, 控制器及感測器必須支援相同的通訊協定, 以正常溝通 Serial : 以序列方式溝通, 當通訊為多個站台或是通訊距離較長時, 一般使用 RS-485; 對於單機及短距離時, 可使用 RS-232; 注意 RS-232 通訊時的接線方式, Cross or Parallel

12
現場線路 現場總線通訊協定 不同控制器間的通訊, 需要採用符合的通訊協定介面; 通常, 支援他廠的通訊介面卡通常所費不眥
對於不同的控制器, 所支援的通訊協定即不同 Siemens 現場總線使用 Profibus, 硬體線路採用 Serial 方式; 新的架構則採用 Profinet, 硬體線路採用 Industrial Ethernet AB 現場總線使用 Device Net Modicon 現場總線使用 Modbus, Mitsubish 現場總線採用 CC-Link … 不同控制器間的通訊, 需要採用符合的通訊協定介面; 通常, 支援他廠的通訊介面卡通常所費不眥

13
控制網路 控制網路係指控制器與 SCADA 之間的通訊溝通介面 這部份的網路包括 Ethernet 網路與Serial 網路
依據通訊線的長度使用雙絞線或是光纖 使用的 Switching Hub 是否支援 Ring 的模式必須要確認, 避免錯接造成網路風暴, 影響網路運作 資料擷取的通訊協定必須要確認 Serial 網路 透過 RS-232, 必須考量長度與通訊格式 透過 RS-485, 必須考量每個站台的設定與規劃 Serial 是否允許分岔, 分岔往往造成系統不穩, 通訊失效 資料擷取的通訊協定與資料格式必須要確認

14
監控網路 監控網路係用以聯繫 SCADA, View, 資料庫及其他 Server 間的網路系統
此網路一般架構於 Ethernet 上, 採用 TCP/IP 通訊協定 網路架構較為簡單, 但依據需求, 網路架構成具有防斷線危機的架構,

15
監控軟體與設計

16
監控軟體 較早的監控軟體係由廠商自行開發, 因此相容性較差 通用型的監控軟體出現後, 介面端需要解決的 Driver 問題由專業公司進行設計
目前圖控廠家眾多, 包含國產及國際大廠提供之圖控, Wonderware – Intouch, 發展久遠, 產品線齊全, 架構於 Windows 上, 提供大量的Driver, 可以滿足各類型控制器的需求; 最近朝向集中式架構發展, 國內由科勝科技代理 Intellution – iFix, 與 Intouch 同等級, 產品線齊全, 支援 VBScript, 使得 Script 的撰寫更為簡易, 總代理為 GE WinCC – Siemens 的圖控軟體, 搭配 Siemens 控制器很適宜, 尤其架構 PCS-7 的 DCS 系統 RSView32 – AB 的圖控軟體, 搭配 AB 控制器可得到的效能佳 WebAccess – 一個以 Web Browser 為介面的圖控軟體, 由於使用 Web 介面, Client 端被簡化了, 但要有很強的 Server 端

17
以下的介紹中, 使用 Wonderware Intouch 作為介紹的工具 說明的項目
OPC 介面的設定 PLC 資料擷取 ( 以 Siemens S7-300 為例 ) 其他
 其他.")
18
監控軟體設計 以氣體供應系統的氣瓶櫃為例 氣瓶櫃系統的硬體線路主要為 2 個 DI 點及一個 DO 點
使用 DI / DO 的目的為系統與安全考量, 因此 DI / DO 點進入 PLC 控制器 其餘資訊於氣瓶櫃本身 PC-Based 控制器, 透過通訊方式與上層 SCADA 連線, 通訊方式為 Ethernet, 通訊協定為 TCP/IP 氣瓶櫃系統本身提供 OPC Server 以擷取網路中各氣瓶櫃資訊 PLC Applicom Card DI x 2, DO x 1 硬體接線 View SCADA Ethernet Ethernet Card G/C Ethernet

19
GC 圖控介面

20
GC OPC 架構 OPC 架構 OPC Server – OPC Client – 圖控 OPC Server 提供設備的資料轉換,
是一個資料轉換介面 是一個 Driver OPC Server 多層設定 Controller : 每個 Controller會產生一個 Instance, 因此設定多個 Controller可以達到多工的目的 Port : 每個 Port 依據不同的連線方式, 可以容納的 Device 有一定的限制 Device : 設定每個連線設備的參數 Device 參數的設定係依據所要連線的設備之 Driver 與種類而定 本例中的設備採用 Ethernet, 因此必須要設定 IP, 種類即為 Ethernet Controller / Port / Device 等分類依據OPC Server 廠家不同, 而有不同的名稱, 但重要的是如何以多工工作, 如何能得到最佳效能

21
OPC Server

22
OPC Client 端 OPC Client 是一個 OPC 架構下的 Client 端軟體, 因為 OPC Server 已經依循 OPC 協定, 將設備的資料轉換為 OPC 協定資料, 因此 OPC Client 可以連接 OPC Server 並將資料輕易的傳送給圖控 OPC Client 一般免費

23
圖控上的設定

24
圖控上的設定 在圖控中工作的基礎為 Tag (點) 圖控廠商販賣系統的依據為 Tag, 點數越多, 費用越高 Tag 的類別
存取的位置區分 : I/O, Memory 資料型態區分 : Discrete, Real, Integer, Message 現場的監控點為 I/O 型態, 一般稱為硬體點 圖控記憶體中的點為 Memory 型態, 一般稱為軟體點 I/O Tag 的設定 Type : 設定為 I/O 並決定其型態 Access Name : 設定遠端存取的 Driver Item : 在 Driver 中的項目資料, 通常為一以 “.” 區分的字串, “.” 用以區分層級

25
Tag 的其他設定 此 Tag 所取得的值為 I/O Real, Real 或是 Integer 均為 Analog 值
Raw : 控制器中的原始值 EU (Engineering Unit ) : 實際工程單位值 轉換方式, 依據需求設定, 一般為線性轉換 可設定 Alarm, Analog 值依據需求可以設定 LoLo, Lo, Hi, HiHi 等 Alarm 值, 用以通知操作人員設備的警報狀態 Comment 可以設定 Alarm 時顯示的字元 Log Data可以決定是否將值變化記錄起來 Log Event 可以決定是否將事件記錄於資料庫 Tag 的設定具有相當廣泛的應用
 : 實際工程單位值. 轉換方式, 依據需求設定, 一般為線性轉換. 可設定 Alarm, Analog 值依據需求可以設定 LoLo, Lo, Hi, HiHi 等 Alarm 值, 用以通知操作人員設備的警報狀態. Comment 可以設定 Alarm 時顯示的字元. Log Data可以決定是否將值變化記錄起來. Log Event 可以決定是否將事件記錄於資料庫. Tag 的設定具有相當廣泛的應用.")
26
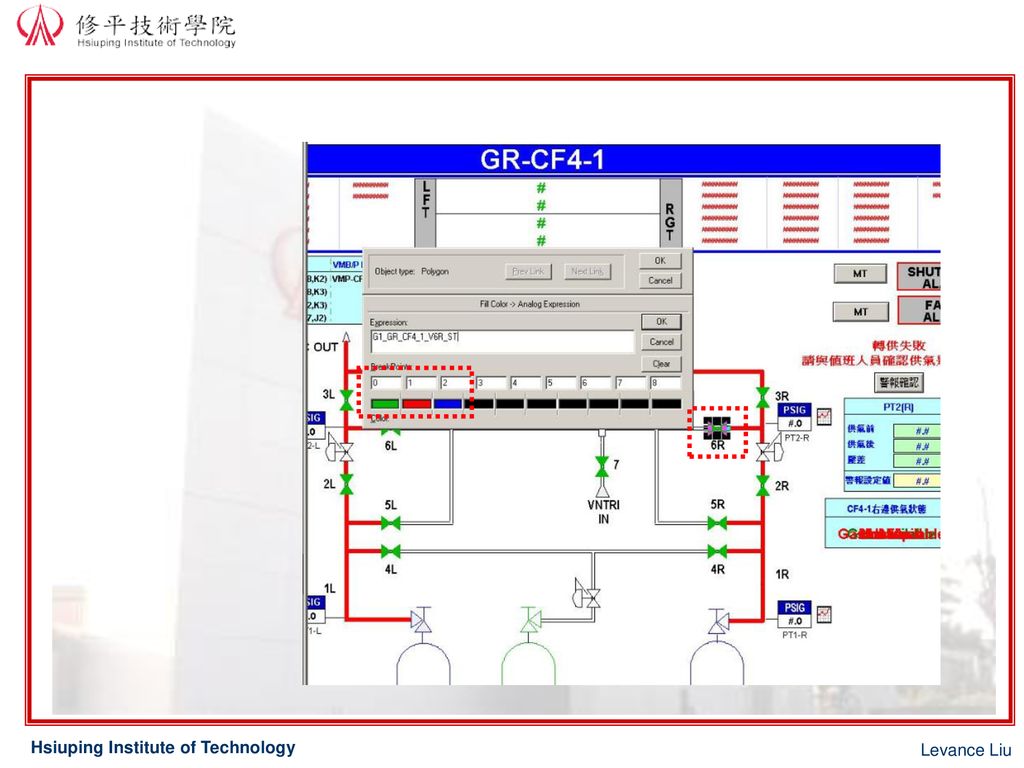
另一範例點, 此點係為 Valve 的狀態, 一般而言, Vavle 的狀態為 DI 值, 也就是 ON/OFF 的狀態, 但這個數值因為 OPC 通訊的關係, 其點的形態為整數值, 以不同的整數表示不同狀態 0 : Valve Open 1 : Valve Close 2 : Unknown 只會有三種值

28
因此在顯示時, 以數值的變化來做 Valve 的顏色設計

29
架構於 SCADA 的 Driver 由圖中, SCADA 上建立了許多的 Driver SCADA APCI OPC Server
Kepware OPC Server Worderware Intouch Driver Applicom Card Driver SCADA 驅動程式的集合 一個圖控與控制器的介面 提供多個圖控與資料庫的存取

30
另一種 OPC Server

31
這種 OPC Server 的架構類似於前一個 OPC Server Channel ( 類似前一個的 Controller ) Port
每個 Channel 產生一個 Instance, 因此產生多工 Port 用以設定Channel 中不同類型的設備, Device 設定每個設備的連線參數 由此可知, 根據 OPC Foundation 的規則, OPC Server 所遵循的依據是一樣的, 三層式的架構可以取得足夠的資訊

32
當左方的設備設定完成後, 可以設定右方欲取得的各項資訊,
Short 值代表著一些 Analog 值 Boolean 代表著 Discrete 也就是 DI 值 因此, 依據 OPC 的設計, 可以有 AI 值, 也可以有 DI 值, 甚至於在許多狀態下可以取得 String 值 在圖控中, String 值或是稱為 Message 是需要被額外處理的, 因此有 Script 的產生

33
專門開發的 Driver 針對某些特定的設備, 由於未提供相對應的Driver, 因此需要藉由其所提供的規格書, 撰寫特殊的 Driver
圖中, 針對地震儀設備所撰寫的 Driver, 透過 RS-232 轉 Ethernet 的技術, 將短距離的 RS-232 可傳輸的距離變長了, 透過 Serial-IP 轉換, 將遠端的 Com 轉成為 Local PC 的虛擬 Port, 再藉由相關的程式撰寫取得相關資訊, 這些資訊必須要符合圖控的通訊規格, 如 Intouch 的 Fast DDE

34
取得遠端 Excel 的資料 Excel 本身支援 DDE 協定, 透過 Net DDE 即可取得資料, 但因為 View 的網段與 Excel 所在網段不同, 因此藉由 SCADA 上的 Intouch 作為介面 若為同層, 則可直接存取 View Intouch SCADA Intouch Remote Excel

36
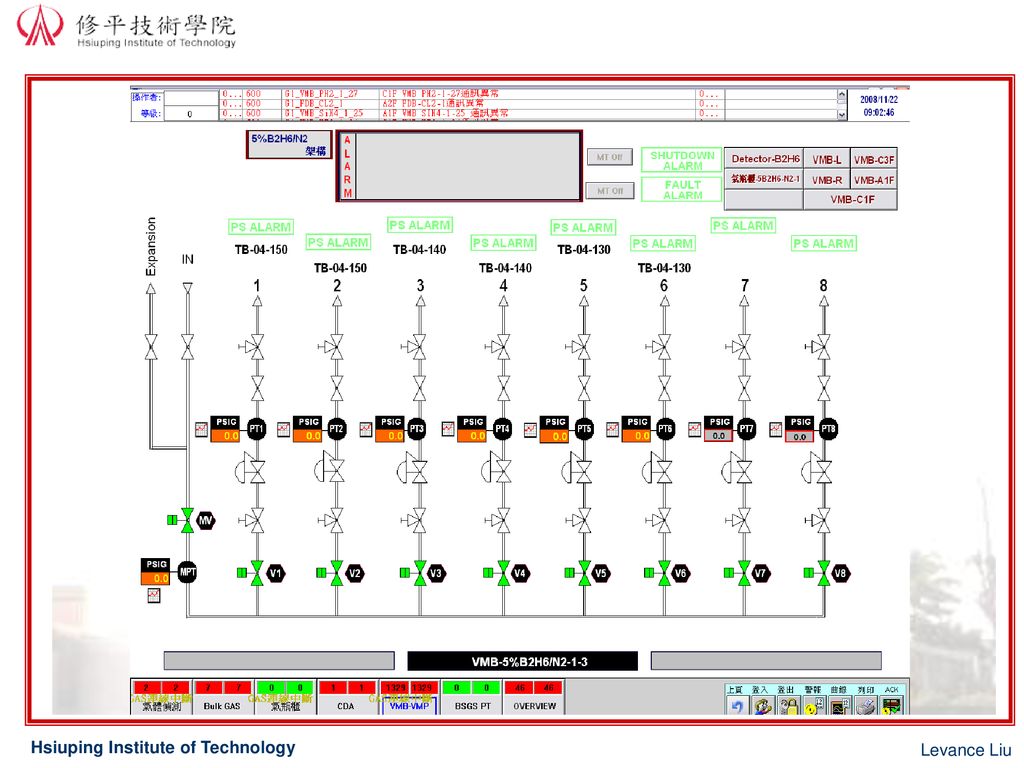
此 VMB 係採用硬體線路方式取得 AI / DI 值, 因此接線甚多, 全部的點均進入 PLC,
AI 值的輸入為 4-20 mA, 轉換為 EU 值時, 其對應得的值應依據條件設定, 其中最低值為 -14.7psig, 若最大值為 100psig, 則其所對應的方式為 4mA >> -14.7psig, 20mA >> 100psig 狀態的部分則為 DI 值, 因此接收 0/24VDC

37
透過 PLC 所存取的 Analog 值, 採用 Siemens S7-300 系列控制器, 因此所有的值均存入 Siemens PLC 所特有的 DB Block, 以 DB 的方式取代 I/Q 的方式

38
透過 PLC所存取的 DI (Discrete) 值
比較之前的 Integer (三態) 此DI 只會顯示 ON/OFF Type 為 I/O Discrete 同樣透過 DB 存取
 此DI 只會顯示 ON/OFF. Type 為 I/O Discrete. 同樣透過 DB 存取.")
39
Detector 的存取方式 Detector 的存取方是依據不同類型, 而採用不同的架構
Drager 輸出為 AI, 因此所有的資訊以 AI 為判斷依據 MDA (Vertex) 為 Profibus 加上 Ethernet, 因此硬體點為 Profubus, 可確保通訊品質, Ethernet 則可提供更多的資訊 Midas 採用Ethernet 與 DI 輸出的方式, 當 Hi/HiHi 產生時, 以 DI 傳送硬體資訊, Ethernet 則可提供更多的資料
 為 Profibus 加上 Ethernet, 因此硬體點為 Profubus, 可確保通訊品質, Ethernet 則可提供更多的資訊. Midas 採用Ethernet 與 DI 輸出的方式, 當 Hi/HiHi 產生時, 以 DI 傳送硬體資訊, Ethernet 則可提供更多的資料.")
40
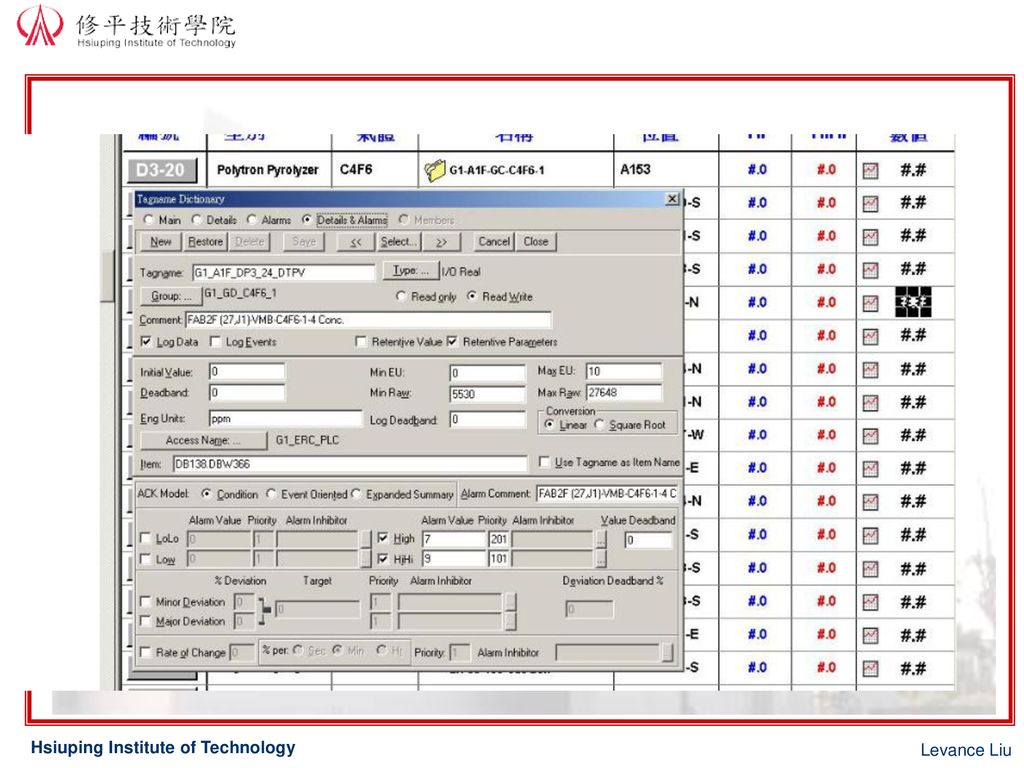
以 AI 為輸入的 Detector, 只能取得 4-20 mA 的訊號 在 PLC 內以 4-20 mA 取得的數值進行控制
將 Hi / HiHi 設為 PLC 的軟體點, 而對圖控而言則為硬體點, 方便連動設計, 並確保連動之正確性 實際值透過 AI 轉換後傳送到圖控上, 由 Raw <> EU, 如例中的 <> 對應到 0-10, 而 Hi / HiHi 值則是實際上來自於 PLC 上的設計 透過 PLC 存取, 因此仍是存取 DB 值

42
MDA 值的存取, 同樣採用了 PLC, 但其 PLC 資料來源為 Profibus, 因此, Hi / HiHi 點對於 PLC 而言均是硬體點, 無須另外設計的內部點
Profibus 資料進入 PLC 後, 由 PLC 進行處理, 數值直接進入PLC的 DB 無須額外的處置 Hi / HiHi 則進行適當的連動, 並提供圖控取得 DI 值的資料

44
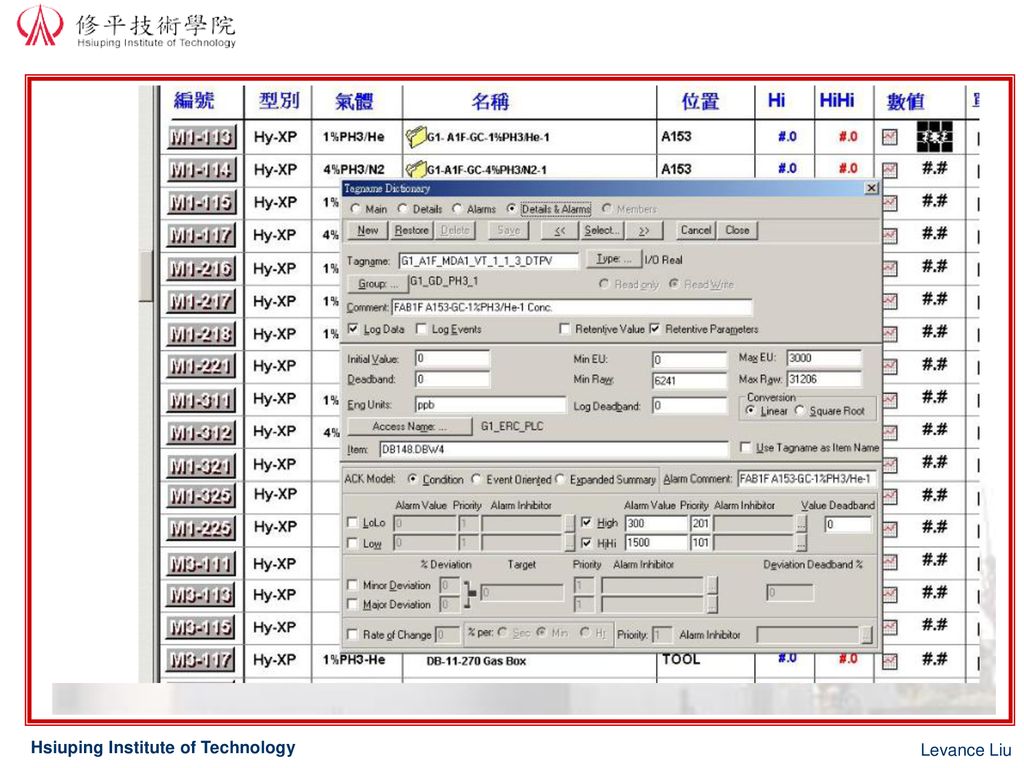
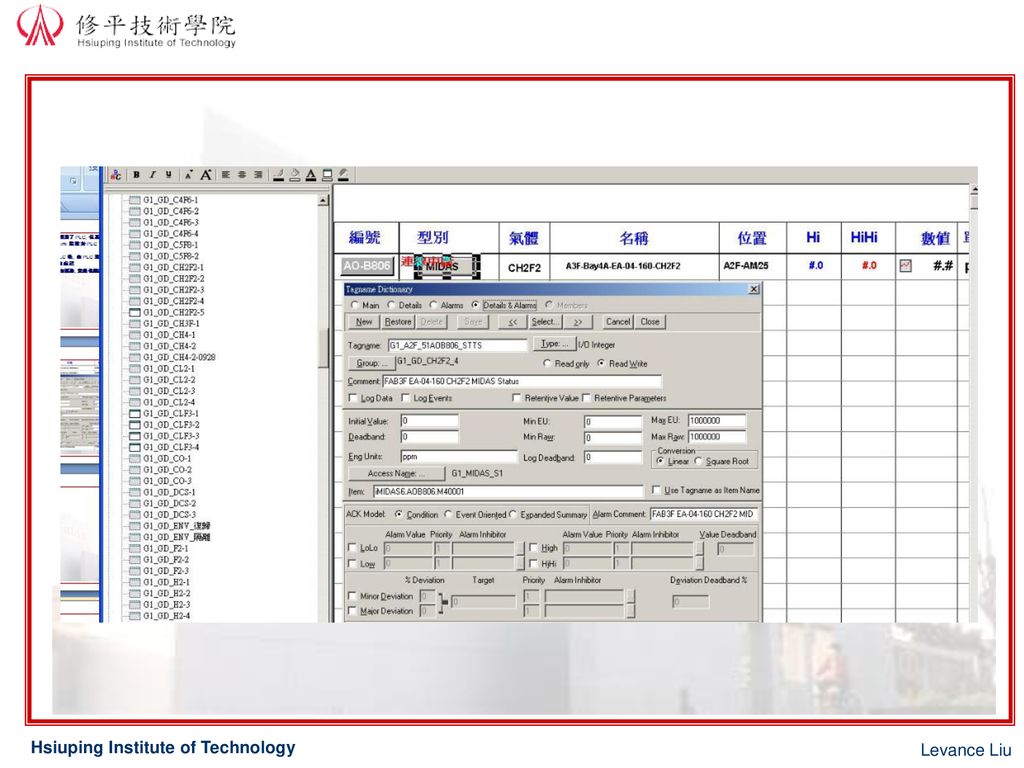
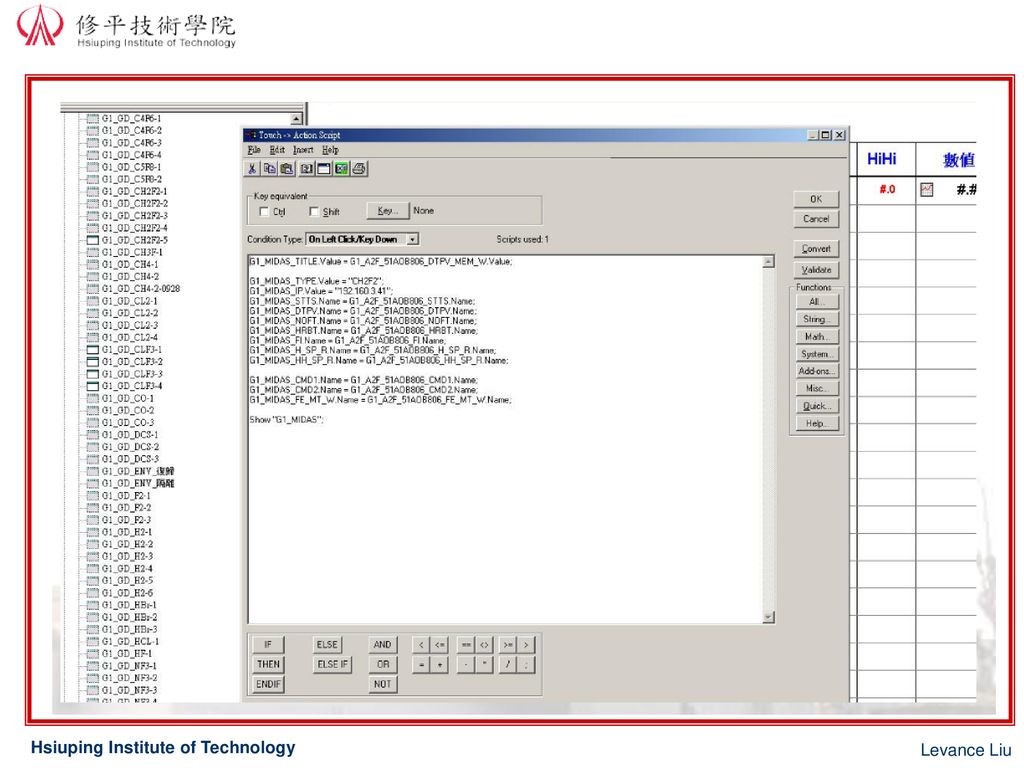
MIDAS 的 Hi/HiHi 點經由 DI 硬體線路進入了PLC, 因此連動由 PLC 進行連動程式設計, 因此, 圖控上取得的 Hi/HiHi 訊號為 DI 點實際值
MIDAS 其他資訊則是透過 Ethernet 進入 SCADA, 透過 OPC Server 收取資訊 設計上由於採用 Temple 方式, 因此只需設計一張圖控畫面, 其他資訊則利用 Script 將資訊傳入 Temple 中進行顯示

47
圖控的設計, 方法多樣化, 依據實際的狀況可以進行調配
圖控所建立的 Tag(點), 係程式一直處於執行狀態, 因此圖控系統本身即建立有 Tag Database, Tag 的值一直與SCADA溝通並更新, 當圖控未被開啟時, 係為背景執行, 因此能夠發佈即時警報, 以提醒操作人員, 因此設計時必須要進行各種考量 圖控設計一般有遵循的規範, 當有多套系統時, 廠商依據所設計的規範設計, 以避免多種操作介面造成使用者困擾!!
, 係程式一直處於執行狀態, 因此圖控系統本身即建立有 Tag Database, Tag 的值一直與SCADA溝通並更新, 當圖控未被開啟時, 係為背景執行, 因此能夠發佈即時警報, 以提醒操作人員, 因此設計時必須要進行各種考量. 圖控設計一般有遵循的規範, 當有多套系統時, 廠商依據所設計的規範設計, 以避免多種操作介面造成使用者困擾!!")
48
End












 V1.2 版 新增功能介紹>")







>")
