Download presentation
Presentation is loading. Please wait.

1
统计过程控制 Statistical Process Control 何志奇编写

2
第一单元 绪论

3
产品质量具有变异性(Variation)
产品质量的统计观点 产品质量的变异具有统计规律性

4
作好质量管理首先应明确: 1 贯彻预防原则是现代质量管理的核心与精髓; 2 质量管理科学有一个重要的特点,即对于质量管理所提出的原则、方针、目标都要有科学措施与科学方法来保证他们的实现。

5
20年代美国W.A.休哈特首创过程控制 理论以及监控过程的工具---控制图,现近 统称之为SPC。利用统计技术对过程的各 个阶段进行控制,及时预警,从而达到保 证产品质量的目的。

6
世界上第一张控制图是休哈特1924年5月16日提出的不合格率P控制图
. 统计数据 UCL ● ● ● X ● ● ● ● ● ● ● LCL 时间或样本号 世界上第一张控制图是休哈特1924年5月16日提出的不合格率P控制图

7
控制图的重要性 具的核心。 工厂,平均每家采用137张控制图; ★是贯彻预防原则的SPC的重要工具,是质量管理七个工
★1984年名古屋工业大学调查115家日本各行各业的中小型 工厂,平均每家采用137张控制图; ★柯达5000职工一共用了35000张控制图。 ★控制图的张数在某种意义上反映管理现代化的程度。

8
SPC SPD SPA SPC:Statistical Process Control
SPD:Statistical Process Diagnosis SPA:Statistical Process Adjustment

9
为什么要推行SPC? 1 时代的要求: PPM管理、6SIGMA管理 2 科学的要求 3 认证的要求 4 外贸的要求

10
统计过程控制 ●优质企业平均有73%(用SPC方法的)的过程Cpk超过1.33,低质企业只有45%过程达到Cpk=1.33。
的过程Cpk超过1.33,低质企业只有45%过程达到Cpk=1.33。")
11
何时使用SPC ●原则上,应该用于有数量特性或参数和持续性的所有工艺过程; ● SPC使用的领域是大规模生产;

12
第二单元 统计学基础

13
→大量重复观察或试验,结果呈现某种统计规律。
● 什么是随机现象? → 每次观察或试验,结果不确定。 →大量重复观察或试验,结果呈现某种统计规律。 ● 小组实验 → 讨论实验对象的性质,如黑棋频率有何趋势 ● 两类随机变量 →计数型变量(离散型) attributes →计量型变量(连续型) varibles
 attributes. →计量型变量(连续型) varibles.")
14
随机性 — 什么是概率 — 随机性变异 — 系统性变异(非随机变异) — 事件 — 事件集合 概率 P(A)=NA / N 风险
 — 事件 — 事件集合 概率 P(A)=NA / N 风险")
15
概率的计算 ■ 乘法原则 —与条件 —互相独立 —P(A与B)=P(A)P(B) ■ 加法原则 —或条件 —互相排斥 —P(A或B)=P(A)+P(B)
=P(A)P(B) ■ 加法原则 —或条件 —互相排斥 —P(A或B)=P(A)+P(B)")
16
练习一、计算概率 ■ 某工序需经三道工序加工,假定各道工序彼此独立,其合格品详细分别是90%、95%、98%,三道工序之后为检验工序,假定检验工序可以检测出前三道工序中的缺陷。 问:(1)整条线的合格品率是多少? (2)若在第1、2工序和第2、3工序增加两 个检验点,此时整条线的合格率是多少? (3)根据上述计算可以得出什么结论? 90% % % 工序1 工序2 工序3
若在第1、2工序和第2、3工序增加两 个检验点,此时整条线的合格率是多少? (3)根据上述计算可以得出什么结论? 90% 95% 98% 工序1. 工序2. 工序3.")
17
练习2 计算概率 若随意掷两个骰子,问 1、共有多少种可能的结果出现? 2、两个骰子的点数和有多少可能性? 3、点数和出现的概率是多少?分别用小数和分数表示。 采用下表会有助于计算

18
练习2 计算概率(续)
")
19
★ 二项分布:合格与不合格,性别,对与错; ★ 超几何分布:
● 随机变量的概率分布 →计量型随机分布 ★ 正态分布:长度、重量、时间、 强度、纯度、成分等; →计数型(离散型)随机分布 ★ 泊松分布:布匹上的疵点,商店的顾客; ★ 二项分布:合格与不合格,性别,对与错; ★ 超几何分布:
随机分布. ★ 泊松分布:布匹上的疵点,商店的顾客; ★ 二项分布:合格与不合格,性别,对与错; ★ 超几何分布:")
20
正态分布

21
标准正态分布曲线

22
推断正态分布的参数 总体参数 样本统计量 集中程度 μ X 离散程度 σ s

23
两个离散分布 ■ 二项式分布 —试验次数固定 —每次试验相互独立 —每次试验结果只有二个 —每次试验概率保持不变 P ■ 泊松分布

24
■ 平均数 (总体) (样本) (加权式) ■ 中位数 ■ 众数
 (样本) (加权式) ■ 中位数 ■ 众数")
25
平均数的优、缺点 优点 ■ 概念容易被理解和接受。 ■ 一组数据只有一个平均数且组中每个数据的变化都会影响平均数。 缺点
优点 ■ 概念容易被理解和接受。 ■ 一组数据只有一个平均数且组中每个数据的变化都会影响平均数。 缺点 ■ 平均数受超常值的影响。 ■ 大量数据计算平均数较为繁琐。

26
中位数的优、缺点 优点 中位数不受超常值的影响。 缺点 需要对数据排序,对大样本将非常繁琐。

27
众数的优缺点 优点 ■ 众数不受超常值影响。 ■ 可应用于定性数据 。 缺点 ■ 一组数据可能不存在众数。
■ 众数不受超常值影响。 ■ 可应用于定性数据 。 缺点 ■ 一组数据可能不存在众数。 ■ 有时一组数据会有一个以上的众数。

28
数据的离散程度 ■ 极差 R=最大值-最小值=Xmax-Xmin ■ 方差 (总体) (样本) ■ 标准差 (总体)
 (样本) ■ 标准差 (总体) .")
29
举例:计算数据离散程度 下式是计算方差的另一等价公式,带有统计功能的计算器在计算方差时一般使用该公式:

30
举例:计算数据离散程度(续)
")
31
举例:计算数据离散程度(续)
")
32
计算样本标准差的步骤

33
计算样本标准差的步骤(续) 步骤 1、把样本数据排成一列放在第一列。 2、计算样本均值X,并将X填入第二列 。
3、计算Xi—X的值并填在第3列上。 4、将第3列的数值求平方,填入对应的第4列。 5、将第4列的数累加。 6、将累积数除以n-1即为样本方差。 7、对样本要求的平方根即是样本样准差。

34
练习3 计算均值和标准差 下面的数据是一个样本中的8个观测值,求其极差(R)和标准差s(计算s可采用下表计算)。数据为:
练习3 计算均值和标准差 下面的数据是一个样本中的8个观测值,求其极差(R)和标准差s(计算s可采用下表计算)。数据为:
和标准差s(计算s可采用下表计算)。数据为:")
35
右偏态情形下分布集中程度与离散程度间的关系
众数 平均数 中位数

36
左偏态分布下分布集中程度和离散程度间的关系
中位数 平均数 众数

37
双峰分布下分布集中程度与离散程度间的关系

38
中心极限定理 1、若X1, X2, …Xn是独立同分布的随机变量。 当n较大时 逐于正态分布。 2、均值( )分布的标准差
2、均值( )分布的标准差 3、均值( )分布的中心与总体分布中心相同。
分布的标准差. 3、均值( )分布的中心与总体分布中心相同。")
39
样本均值的分布

40
练习4 根据样本推断总体(续) 1、假定工序中仅存在随即变异,计算该样本的均值( )和标准差(s)。可以根据下一页提供的步骤计算。 2、由于 时总体均值μ的估计,s时总体标准差σ的估计,在后一页提供的格纸上画出该工序的正态分布曲线,并标出μ,μ±σ, μ±2σ, μ±3σ所对应的值。 提示:将方格纸长作为X轴,表示轴的直径。

41
练习4 根据样本推断总体(续)
")
42
绘制正态分布曲线

43
曲线下的面积(概率) 13.590% 34.135% 2.140% 13.590% 0.135% 2.140% 0.135% 68.27% 95.54% 97.73%
 % % 2.140% % 0.135% 2.140% 0.135% 68.27% 95.54% 97.73%")
44
正态曲线单侧的概率

45
计算标准正态Z值

48
45.15%

49
95.44%

50
11.04%

51
0.37%

52
确定工序的总变异

53
确定工序的总变异(举例) 假定某工序质量特征值受三个因素影响:温度、压力和时间,无交互作用,若温度变化的标准差为l,而温度每变化l0F会导致质量特征值改变5个单位。即Sy Temp=5。若压力变化的标准差为21bs/in2,并且压力变化 会导致质量特征值变化2个单位,即Sy press=2 。时间变化的标准差为3秒·且时间每变化3秒种会导致质量特征变化l个单位,所以Sy Time =l,因此,质量特征值的总变异:

54
确定工序的总变异(举例) 温度— Red X (主要变异来源)。 压力— Pink X (次要变异来源)。 时间— 影响最小的因素。
 温度— Red X (主要变异来源)。 压力— Pink X (次要变异来源)。 时间— 影响最小的因素。")
55
练习6 确定主要的变异(Red X) 假定一装配过程需要将A、B、C三个零件首位接连装配在一起,已知每个零件长度的标准差: 零件 A:σA=1 零件 B:σB=4 零件 C:σC=3 1、那个零件是主要变异(Red X)? 那个零件是次主要变异(Pink X)? 那个零件的变异影响最小?
? 那个零件的变异影响最小?")
56
练习6 确定主要的变异(RedX)(续) 1、给定上述标准差,工序总变异(σtotal)是多少? 2、若主要变异得以控制,其标准差减少了一半,此时总变异是多少? 3、若将主要变异来源彻底根除,此时总变异又是多少? 4、若影响最小的变异来源被彻底根除,总变异是多少? 5、根据上述计算,你能得到什么结论?

57
随机抽样 随机抽样的应用 —总体数量大 —破坏性检验 —抽样检验费用高、时间长 —检验项目多 —工序控制

58
有关概率论和数理统计的知识 ●抽样检验 母 体 样 本 数 据 结 论 抽样 测试 分析 行 动

59
第三单元 计量值控制图

60
控制图是通过样本观测值以图的形式检测工序是否存在系统性原因的一种方法
什么是计量值控制图? 工序质量的两种变异 随机性变异 系统性变异 控制图是通过样本观测值以图的形式检测工序是否存在系统性原因的一种方法

61
什么是计量值控制图? 工序质量特征值在仅仅受到随机性因素影响时应服从正态分布,反应正态分布特征的参数有两个:μ和σ,因而控制工序的波动就需要同时监测μ和σ的变化,这就是我们为什么经常使用 -R图的原因。通过 图监测工序均值的变化,通过R图监测工序分布标准差的变化。

62
控制图的作用 及时发现工序过程中所出现的系统性变异 确定是否工序质量水平得以改进 维持并不断改善现有工序质量水平

63
控制图可以达到的效果 降低质量成本(包括废品、返修品等) 提高工序质量 帮助工程师更清楚地了解工序过程的变化 减少质量问题
 提高工序质量 帮助工程师更清楚地了解工序过程的变化 减少质量问题")
64
水平轴----代表按时间顺序抽取得样本号 中心线(CL)
控制图的构成要素 垂直轴----代表质量特征值 水平轴----代表按时间顺序抽取得样本号 中心线(CL) 对 图而言,中心线CL 即为各样本均值( i ) 的平均( ) 上下控制线(UCL和LCL) 对 图来说,上下控制线到中心线的距离3σ 注意:
 对 图而言,中心线CL 即为各样本均值( i ) 的平均( ) 上下控制线(UCL和LCL) 对 图来说,上下控制线到中心线的距离3σ. 注意:")
65
控制图的构成要素

66
控制图示列

67
控制图示列

68
控制图的应用步骤 ◆1、选择需控制的产品质量特征值 ◆2、确定抽样方案 ◆3、搜集数据 ◆4、确定中心线和上下控制限 ◆5、绘制 和R控制图确定抽样方案 ◆6、描点,必要时重新计算中心线和上下控制限

69
步骤一、选择需控制的产品质量特征值 ◆所控制的产品质量特征值为计量值 ◆所控制的产品质量特征为关键质量特征 ◆若关键质量特征不可测量,采用其它代用质量特征进行控制时,一定要确认 代用质量特征与关键质量特征密切相关 ◆测量系统精度应能达到要求

70
步骤二、确定抽样方案 ◆1、确定样本含量N 采用 -R控制图,样本含量一般取n=5 ◆2、确定抽样方式 —定期法 —即时法 一般采用即时法。

71
步骤二、确定抽样方案(续) ◆3、确定抽样间隔期 确定抽样间隔应考虑的因素 一般在两次相邻的工序调整之间要抽取20—24个样本 —工序稳定性
—抽样时间及成本因素 —工序能力指数 —工序调整周期 一般在两次相邻的工序调整之间要抽取20—24个样本 *当n≥10时,此时用R/d2作为对σ的估计,误差较大,此时一般选用 -S控制图代替 -R图。

72
即时法与定期法之比较 即时法 ◆极小化样本内差异 ◆极大化样本间差 ◆可提供性原因出现的具体时间 ◆对工序变异敏感 ◆样本是齐同性的 定期法
◆极大化样本差异 ◆极小化样本间差异 ◆只能提供系统性原因出现的时间段 ◆或许在某些特定工序下适用 ◆难以形成齐同性样本

73
步骤3 收集数据 ◆若初始建立控制图,至少要抽取100个以上的数据,若样本含量N=5,则至少要抽20个样本 ◆数据必须是最新的,能确切反映当前的工序水平 ◆抽样时必须记录数据采集日期、时间、采集人等信息24样本均值分布898642 ◆抽样必须是随机的

74
控制图收集数据表格 数据记录一般格式 样本号(1) 日期/时间 样本观测值 合计 样本均值 样本极差(R) X1 X2 X3 X4 X5 1
3/12 8:00 AM 2 3/12 8:30AM 3 3/12 9:00AM …… 19 20 总 计

75
步骤4 确定中心线和控制限 图:

76
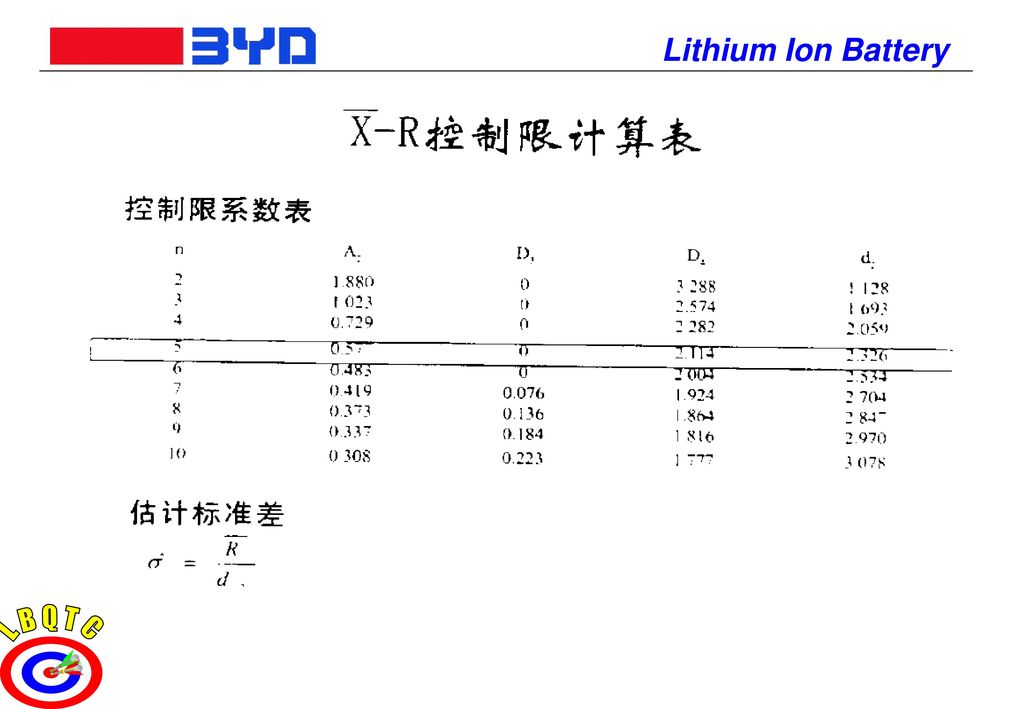
步骤4 确定中心线和控制限(续) R图 d2、d3、A2、D3、D4、均为与样本含量有关的常数,可查表。
 R图 d2、d3、A2、D3、D4、均为与样本含量有关的常数,可查表。")
77
控制限系数表

78
控制限系数表(续)
")
79
= = = = = =

80
-R图控制线计算表(续) 必要时重新计算
 必要时重新计算")
83
步骤5 绘制 R控制限 ◆在给定的 —R控制图上,根据所计算出 的图和R图的控限,选定垂直轴上最小区间单位所表示数据量,并在垂直轴上标明数据。请注意:在绘制控制限时,控制限(UCL和LCL之间)的距离不应太大,也不应太小。距离太大,当有些数据点超出控制限时无法表示;距离太小,描点和分析时会比较困难 。
的距离不应太大,也不应太小。距离太大,当有些数据点超出控制限时无法表示;距离太小,描点和分析时会比较困难 。")
84
步骤5 绘制 -R控制限 在给定的 —R控制图上,根据所计算出的 图和R图的控限,选定垂直轴上最小区间单位所表示数据量,并在垂直轴上标明数据。请注意:在绘制控制限时,控制限(UCL和LCL之间)的距离不应太大,也不应太小。距离太大,当有些数据点超出控制限时无法表示;距离太小,描点和分析时会比较困难 。
的距离不应太大,也不应太小。距离太大,当有些数据点超出控制限时无法表示;距离太小,描点和分析时会比较困难 。")
85
步骤6 描点,并且在必要时 重新计算控制限 若初始建立控制图,须将样本的X和R描在控制图上,以验证工序是否处于统计受控状态。如果描点后发现有的点超出控制限,这表明工序可能处于失控状态,首先应分析是否存在系统性原因,若找到了系统性原因,应将该数据点删除,然后重新计算控制限。

86
控制限的变更问题 控制限的变更原则: -当工序有明显改进时(可通过t检验、F检验或X2检验,确认原因。重新计算控制限:当工序变劣时,确认原因,解决问题,不能重新计算控制限,

87
根据控制图分析工序能力

88
(12)控制图制作及应用程序图 完成准备工作 收集数据 Y 选择刻度画图 N 是否需要重 新采取数据? 减少普通 原因变差 计算试验控制限 N 将中心线和 控制限画出 Y N 能力指数是否满足要求? 是否有特殊原因变差? 分析控制图 计算能力指数 Y 保持和改进

89
控制图 ●收集数据 连续生产 抽取五个零件作为样本 检查五个零件,并进行评价 采取措施 (与班组长商议) No Yes ? 继续生产
 No Yes ? 继续生产")
90
控制图 →控制图的不断重复的程序 实施 控制 收集 数据 分析 改进

91
练习4 建立控制图 下面是采用控制图表格搜集的某工序数据,要求: 1、计算 -R图的控制限并绘图,描点 2、分析工序是否处于受控状态。

92
练习4 建立控制图(续)
")
93
练习4 建立控制图(续)
")
94
第四单元 计数值控制图

95
计数值数据 计件值数据(不合格品) 计点值数据(缺陷)
 计点值数据(缺陷)")
96
计数值控制图的类型 ◆ 不合格品率控制图(P图) ◆ 不合格品数控制图(np图) ◆ 缺陷数控制图(c图) ◆ 单位缺陷(DPU)控制图(u图)
 ◆ 不合格品数控制图(np图) ◆ 缺陷数控制图(c图) ◆ 单位缺陷(DPU)控制图(u图)")
97
计数值控制图的步骤 1、确定控制的属性。 2、确定抽要方案 3、搜集数据 4、计算中心线和控制限 5、绘制控制图 6、描点,并在必要的情况下重新计算中心线和控制限

98
不合格品率控制图——P图 步骤1 确定控制的属性 若控制的属性是不合格品率,可采用P图 步骤2 确定抽样方案
步骤1 确定控制的属性 若控制的属性是不合格品率,可采用P图 步骤2 确定抽样方案 ◎样本含量n应足够大,满足n≥5 ◎若初始建立控制图,应至少抽25组样本 步骤3 搜集数据 搜集原始数据的表格应包括以下四列: ◎样本号 ◎样本含量(n) ◎样本中的不合格品数 ◎样本不合格品率
 ◎样本中的不合格品数. ◎样本不合格品率.")
99
不合格品率控制图—P图(续)
")
100
不合格品率控制图—P图(续)
")
101
不合格品率控制图—P图(续) 步骤4 计算中心线和控制限
 步骤4 计算中心线和控制限")
102
不合格品率控制图—P图(续)
")
103
不合格品率控制图—P图(续)
")
104
练习1 绘制p控制图 根据前面我们所计算的印刷电路板不合格品率控制的中心线和上下控制限,绘制p图 P= UCL= LCL=0.000

105
不合格品率控制图—P图(续)
")
106
P图上描点和分析

107
不合格品率控制图—P图(续)
")
108
样本含量不等时p图 控制线的建立问题

109
不合格品率控制图—np图

110
不合格品率控制图—np图(续)
")
111
不合格品率控制图—np图(续)
")
112
不合格品率控制图—np图(续)
")
113
缺陷数控制图-c图

114
C图的中心线和控制线

115
单位缺陷控制图--u图

116
U图的中心线和控制限

117
C图示例:

118
U图示例:

119
练习3 选择控制图的类型

121
练习3 选择控制图的类型(续)
")
122
练习3 选择控制图的类型(续)
")
123
●控制图的分类及选用 →计量型数据控制图分类

124
计量型控制图的计算公式归纳x2Xi 注:系数D4、D3、B4、B3、A2、A3、A2、E2、d2、c4见附表1。

125
→计数型数据控制图分类

126
计数型控制图的计算公式归纳

127
2.10 常见控制图

128
控制图有关系数(n—子组容量)
")
129
使用P图 确定要制定 控制图的特性 关心的 关心的 是计量型 是不合格品率 是不合格品率即单位零件的 数据吗? _即 “坏”零件的
. 关心的 是不合格品率 _即 “坏”零件的 百分比吗? 关心的 是不合格品率即单位零件的 不合格数吗? 是计量型 数据吗? 否 否 是 样本容量 是否恒定? 样本容量 是否恒定? 否 否 使用P图 使用μ图 性质上是 否是均匀或不能按子组 取样一例如:化学槽液 批量油漆等? 是 使用C或μ图 子组 均值是否能很方 便地计算? 使用nP或P图 否 使用中 位数图 否 是 否 子组容量是否 大于或等于9? 使用 X_R图 使用单值图X_MR 是 是否能 方便地计算每个子 组的S值? 否 使用 X_R图 是 使用X_S图

130
第四单元 控制图的判断

131
→两种变差原因及两种过程状态 (1)两种性质的变差原因 如果仅存在变差的普通原因, 随着时间的推移,过程的输出 形成一个稳定的分布并可预测
如果存在变差的特殊原因, 随着时间的推移,过程的输出不稳定 目标值线 预测 目标值线 时间 ? 时间 尺寸

132
→普通原因: ★产生随时间的变化而稳定分布的变差原因。 ※它是一种过程固有的原因,始终存在;
※当过程输出的变差只存在普通原因时,过程是统计受控 的,其分布是可预测的,称其过程处于“统计受控状态”, 简称受控; ※影响被研究过程输出的所有单值; ※在控制图分析中,表现为随机变差的一部分。

133
→特殊原因: ★引起过程输出特性分布发生变化的原因, ※它是一种非固有的原因; ※特殊原因存在时,过程处于不稳定状态,其输出的分
布是不可预测的; ※在控制图中,存在超过控制线的点或控制线内的连续 变化趋势。

134
统计过程控制 仅存在普通原因变差 分布稳定的 过程是可预测的 过程是统计受控的 存在特殊原因变差 分布不稳定的 过程是不可预测的
●两种过程状态 仅存在普通原因变差 分布稳定的 过程是可预测的 过程是统计受控的 存在特殊原因变差 分布不稳定的 过程是不可预测的 过程是不受控的

135
局部措施 ——通常用消除变差的特殊原因 ——通常由与现场有关的人员解决 ——工业经验,约占过程措施的15% 系统措施
●两种控制措施 局部措施 ——通常用消除变差的特殊原因 ——通常由与现场有关的人员解决 ——工业经验,约占过程措施的15% 系统措施 ——通常用来减少变差的普通原因 ——通常要求管理层的措施 ——工业经验,约占过程措施的85%

136
对质量影响小 过程固有,难以除去 偶因 偶波 听之任之 对质量影响大 非过程固有,不难除去 过程注意的对象 异因 异波 两种质量因素及其不同的对待策略

137
典型分布 偶因 偶波 质因 偏离典型分布 控制图检出 异因 偶波 如何发现异波的到来

138
μ+3 σ μ-3 σ 控制图的形成 μ μ μ+3 σ μ-3 σ UCL ● CL ● LCL 时间T

139
利用3δ 方式构造的常规控制图的控制界限为: UCL=μ +3 δ CL= μ UCL=μ -3 δ
α方式的公式 利用3δ 方式构造的常规控制图的控制界限为: UCL=μ +3 δ CL= μ UCL=μ -3 δ 其中μ用稳态下大样本的平均值来近似估计,δ用稳态下样本的标准差s来估计。

140
两种错误 虚发警报和漏发警报 β α

141
间距 α β 错误不可避免 β 间距 α 确定 间距 经验证明休哈特提 出的3 α方式最好 使两种错误造成 的总损失最小

142
休哈特的设计思想 休图将α设定为0.27%, β值较大,需要增加判异准则: 界内点排列不随机就判异。 使用者 信心
1 点出界就判异 2 β大,界内点排列不 随机判异 使用者 信心 α = α0 =0.27% β

143
解释控制图 判定工序处于统计受控状态的标准: 判定工序失控的标准: 所有点皆在控制限内,并且 大多数点位于中心线附近,并且
点的排列不存在缺陷(非随机性排列) 判定工序失控的标准: 点在控制限上或超出了控制限,或点虽未超出控制限,但点的分布与排列有缺陷。
 判定工序失控的标准: 点在控制限上或超出了控制限,或点虽未超出控制限,但点的分布与排列有缺陷。")
144
判稳准则 1 连续25个点,界外点数d=0; 2 连续35个点,界外点数d≤1; 3 连续100个点,界外点数d ≤ 2;

145
判异准则 1 点出界就判异 2 界内点排列不随机判异

146
图的区域划分及四种检测 X图的区域划分 “A‘区 +3σ “B”区 +2σ “C”区 +1σ "C"区 -1σ "B"区 -2σ
UCL “B”区 σ “C”区 σ 中心线 "C"区 σ "B"区 σ "A"区 σ LCL

147
图的区域划分及四种检测(续) 检测1、点超出了控制限
 检测1、点超出了控制限")
148
图的区域划分及四种检测(续) 检测2、连续三点中有两点在A区或A区以外。
 检测2、连续三点中有两点在A区或A区以外。")
149
图的区域划分及四种检测(续) 检测3、连续5点中有4点在B区或B区以外。
 检测3、连续5点中有4点在B区或B区以外。")
150
图的区域划分及四种检测(续) 检测4、连续8点中有7点落在单侧(区域C以外)
 检测4、连续8点中有7点落在单侧(区域C以外)")
151
图的区域划分及四种检测(续) 一个点超出UCL +3σ UCL 连续3点中有2点落在本区或以上 +2σ 连续5点中有4点落在本区或以上+1σ
连续8点中有7点落在本区或以上 中心线 连续8点中有7点落在本区或以下 -1σ 连续5点中有4点落在本区或以下 -2σ 连续3点中有2点落在本区或以下 –3σ LCL 一个点超出LCL

152
其他几种缺陷 UCL LCL R 失控 1 周期性变化

153
其他几种缺陷(续)
")
154
其他几种缺陷(续) UCL LCL R 2 倾向:连续六点或连续10点中有八点趋势相同 失控
 UCL LCL R 2 倾向:连续六点或连续10点中有八点趋势相同 失控")
155
其他几种缺陷(续)
")
156
其他几种缺陷(续)
")
157
其他几种缺陷(续)
")
158
其他几种缺陷(续)
")
159
其他几种缺陷(续)
")
161
其他几种缺陷(续)
")
162
其他几种缺陷(续)
")
163
其他几种缺陷(续)
")
164
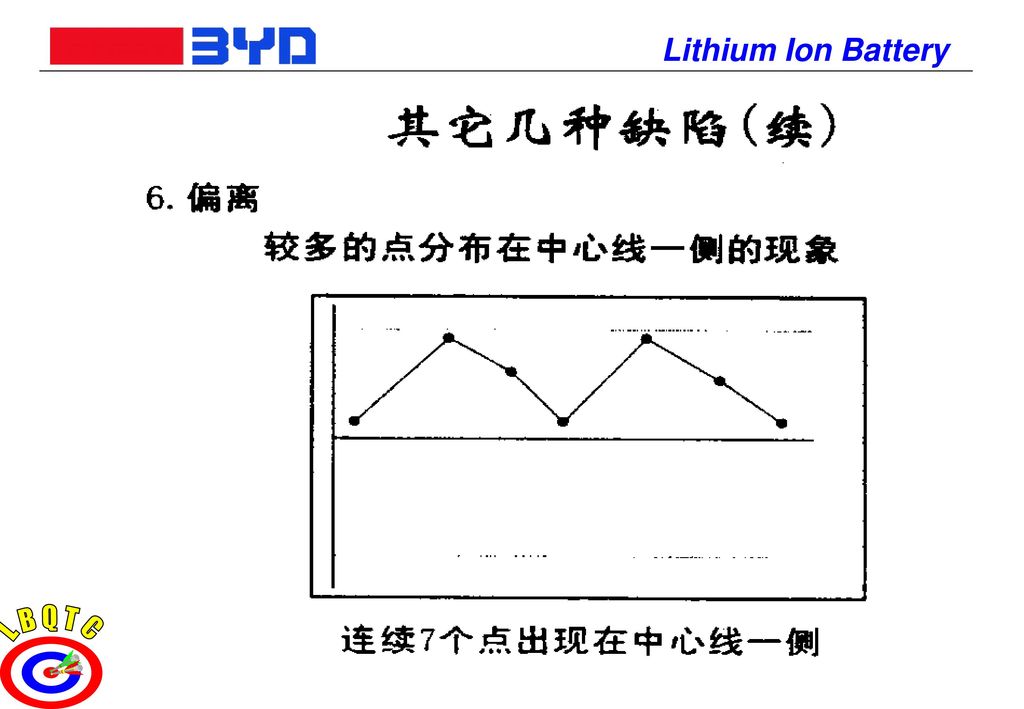
计数值控制图的观察分析 ■ 倾向

165
计数值控制图的观察分析(续) ■周期
 ■周期")
166
计数值控制图的观察分析(续) 超常值
 超常值")
167
计数值控制图的观察分析(续) 不稳定
 不稳定")
168
计数值控制图的观察分析(续) 大量样本点靠近上控制限
 大量样本点靠近上控制限")
169
练习5 分析控制图

170
第五单元 过程能力与SIX SIGMA

171
什么是工序能力? 影响工序质量的六个基本因素(6M) 人(Manpower) 机器(Machinery) 材料(Material)
方法(Method) 测量(Measurement) 环境(Mother—natured)
 测量(Measurement) 环境(Mother—natured)")
172
什么是工序能力?(续) 1、6M所导致的变异有两类:
—随机性变异 —系统性变异(非随机性变异) 2、若工序仅受随机性因素的影响,一般情况下,质量特征值服从正态分布(中心极限定理),如下图所示:
 2、若工序仅受随机性因素的影响,一般情况下,质量特征值服从正态分布(中心极限定理),如下图所示:")
173
什么是工序能力?(续)
")
174
什么是工序能力?(续) 工序能力=B=±3σ= ±3S
 工序能力=B=±3σ= ±3S")
175
分析工序能力的步骤 1、确定样本含量(n) 2、确定合理的抽样方案 3、抽样 4、记录数据 5、绘制直方图 6、检查数据的正态性 7、检查是否存在系统性因素 8、计算工序能力 9、计算工序能力指数Cp, Cpk。

176
样本含量与工序能力 1、进行工序能力分析时,一般随机抽样的样本含量在100—200之间。 2、若样本含量太小,一方面不易判定数据分布的正态性,另一方面,所计算的工序能力与实际工序能力的差别会较大。一般仅在破坏性检验或抽样费用高、抽样时间长的情况下使用小样本。 3、无论样本含量大小,抽样应是随机的。 4、样本应能捕获主要的随机性变异。

177
合理的抽样方案 抽样时应注意记录以下几点: 1、一个合理的抽样应能捕获工序过程的随机性变异 2、一个合理的抽样不应有系统性变异
1、谁测量的数据? 2、测量仪器是否被校准? 3、搜集数据后工序是否有变化? 4、对影响工序输出的关键影响因素所发生的变化是否做了记录? 5、数据搜集的时间、工序、目的、抽样方式。

178
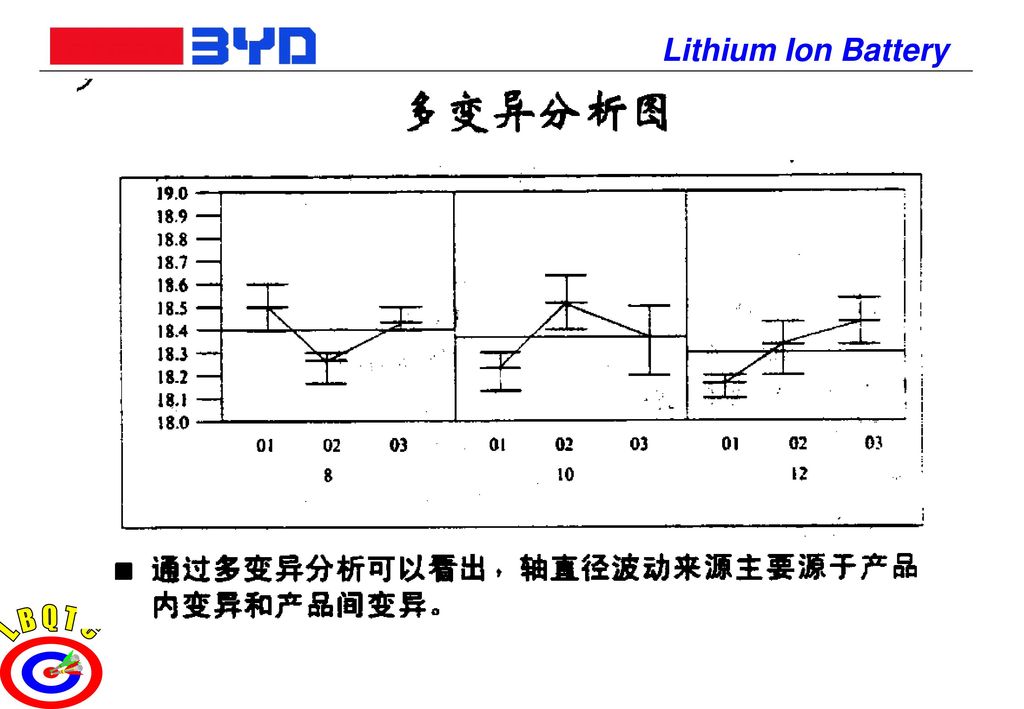
多变异分析是确定合理抽样方案的分析工具,通过多变异分析,可以发现主要的变异来源,保证抽样能捕获主要的随机性变异。
三种类型的变异 -产品内变异 -产品间变异 -时间变异 多变异分析是确定合理抽样方案的分析工具,通过多变异分析,可以发现主要的变异来源,保证抽样能捕获主要的随机性变异。

179
多变异图的绘制按以下步骤进行 1、绘制x轴和Y轴。Y轴表示质量特征值:x轴表示按时间抽取的样品号。按不同时间点分成区域,并在每个区域的x轴上标上样品号。 2、从第一个时间点抽取的第一个样品开始,在x轴上找到所对应的点,根据一个样品上的几个测量值的最大值和最小值绘制出垂直的线条图,并析出其平均值,直到将所有样品的线条都绘制出来。

180
3、将相邻两个样品的均值一一连接起来,样品间均值的波动表示产品间变异,各样品线条的高度表示产品内变异。
多变异图的绘制按以下步骤进行(续) 3、将相邻两个样品的均值一一连接起来,样品间均值的波动表示产品间变异,各样品线条的高度表示产品内变异。 4、分别、计算各时间点样本观测值的均值,并Y轴上找到对应数值绘制一条水平线,表示该时间点的平均值,各时间点均值之差别,即时间变异。 5、标明多变异图的数据来源、绘制目的、时间、采样人、绘制人等信息。
 3、将相邻两个样品的均值一一连接起来,样品间均值的波动表示产品间变异,各样品线条的高度表示产品内变异。 4、分别、计算各时间点样本观测值的均值,并Y轴上找到对应数值绘制一条水平线,表示该时间点的平均值,各时间点均值之差别,即时间变异。 5、标明多变异图的数据来源、绘制目的、时间、采样人、绘制人等信息。")
181
多变异分析举例 某轴承车削工序加工的轴直径存在波动, 为了分析波动来源, 做了多变异分析, 质量工程师们选择了三个时间点,8:00AM、 l0:00AM、12:00AM , 每个时间点连续抽取3根轴, 又从每根轴上分别选了3个测量点(两端和中间),其测量结果如下页表:
,其测量结果如下页表:")
182
多变异分析举例(续) 时间 8:00AM 10:00AM 12:00AM 样品 位置 1 2 3 左端 中点 右端 18.5 18.6
18.4 18.2 18.3 18.1 均值 18.50 18.27 18.43 18.23 18.37 18.17 18.30 18.40 组平均 18.29

184
根据多变异分析确定合理的抽样方案 产品内测量点的个数(a):若存在产品内变异,则每个产品至少测2点:若产品内变异较大,可适当增加测量点数,一般取3~5个测量点。 一次抽取的产品个数(b):至少3个以上·若产品间变异较大、一般抽10~20,甚至更多。
:若存在产品内变异,则每个产品至少测2点:若产品内变异较大,可适当增加测量点数,一般取3~5个测量点。 一次抽取的产品个数(b):至少3个以上·若产品间变异较大、一般抽10~20,甚至更多。")
185
根据多变异分析确定合理的抽样方案(续) 抽样的时间点数(k):一般3个以上,若抽样的目的是为了研究变异来源,则可以多取几个时间点:若进行工序能力分析,一般时间点不宜太多,时间跨度不宜太长,否则抽样过程中易受系统性原因的影响。另外,如果多变异分析结果表明时间变异较大,说明工序不稳定,应分析是否存在系统性原因,在消除系统性原因后重新抽样。 样本含量 = a×b×k
:一般3个以上,若抽样的目的是为了研究变异来源,则可以多取几个时间点:若进行工序能力分析,一般时间点不宜太多,时间跨度不宜太长,否则抽样过程中易受系统性原因的影响。另外,如果多变异分析结果表明时间变异较大,说明工序不稳定,应分析是否存在系统性原因,在消除系统性原因后重新抽样。 样本含量 = a×b×k.")
186
练习1 绘制多变异图 某锡桨印刷工序需控制PCB板上的锡浆高度,为了研究锡桨高度的变异情况,做了如下的多变异分析:从每块PCB板上选取5个测量点,测量其锡桨高度。选择了8:00AM、10:00AM、12:00AM三个时间点,每个时间点连续抽取三块PCB板。测量结果如下表,请绘制多变异分析图。

187
绘制多变异图(续) 时间 8:00AM 10:00AM 12:00AM 样品 位置 1 2 3 4 5 6.4 6.3 6.2 6.5
6.1 6.0 6.6 均值 6.28 6.36 6.40 6.34 6.18 6.32 6.54 6.30 6.38 组平均 6.35 6.41

188
数据分布的 正态性检验 检验数据正态性的方法 直方图 正态概率纸 X 2检验* Shapiro-wilk检验*
*有关Shapiro-wilk检验可参加Mu课程QUA378(工序能力)的学习。 *有关X 2检验可参阅某些统计学书籍 由于时间关系,本课程不介绍才X 2检验和Shapiro-wilk检验
的学习。 *有关X 2检验可参阅某些统计学书籍. 由于时间关系,本课程不介绍才X 2检验和Shapiro-wilk检验.")
189
根据直方图判断是否为正态分布

190
几种非正态分布的直方图

191
几种非正态分布的直方图(续)
")
192
几种非正态分布的直方图(续)
")
193
几种非正态分布的直方图(续)
")
194
几种非正态分布的直方图(续)
")
195
几种非正态分布的直方图(续)
")
196
非正态数据下工序能力 ■ 若数据呈非正态分布,首先应查找工序中是否存在系统性原因,很多情况下,非正态性是由于系统性原因造成的。若一旦发现了系统性原因,应采取措施,将由于系统性原因产生的数据删除,或将系统性原因排除后,重新搜集数据。 ■ 若非正态性是由于工艺过程中特殊的工艺特点造成的,应考虑将非正态数据转化为正态,此时公差也要做同等转化。几种将非正态数据转化为正态的方法:

197
非正态数据下工序能力(续) 1、倒数转换: 2、平方根转移: 3、立方根转换: 4、对数转换:log x或lnx 5、BOX—COX转换*
 1、倒数转换: 2、平方根转移: 3、立方根转换: 4、对数转换:log x或lnx 5、BOX—COX转换*")
198
非正态分布---右偏态分布 可能原因: 几种可能原因: ◆控制了公差下限 ◆左侧某些数据被遗弃(或样本被故意抛弃)
◆工序分布右偏(如由于刀具、夹具等的磨损) ◆工艺过程的特殊性 若右偏态是由于工艺本身特殊性造成的,可依 次尝试以下转换: (3)、logx或lnx
 ◆工艺过程的特殊性. 若右偏态是由于工艺本身特殊性造成的,可依. 次尝试以下转换: (3)、logx或lnx.")
199
非正态分布---左偏态分布 几种可能原因: ◆控制了公差上限 ◆右侧某些数据被遗弃(或样要被故 意抛弃)
◆工序分布左偏(如由于刀具、夹具等的磨损) ◆工艺过程的特殊性 若右偏态是由于工艺本身特殊性造成的,可依 次尝试以下转换: (3)、logx或lnx
 ◆工艺过程的特殊性. 若右偏态是由于工艺本身特殊性造成的,可依. 次尝试以下转换: (3)、logx或lnx.")
200
非正态分布---双峰形分布 造成双峰型分布的几种可能原因 ◆混料
◆抽样方案不合理:抽样时将两个不同的生产线、或两个班组或两种材料或两种工艺的样本放在一起。 ◆抽样间隔太长,而工艺又不稳定 ◆如果是供应商来料的抽样数据,则很可能是由于供应商事先做了分检。 ◆正常的生产过程一般不会造成双峰分布,因此,如果数据出现双峰分布,应立即调查原因。

201
非正态分布---扁平型 几种可能原因: ◆工序参数调整误差大,且频繁调整 ◆工序波动大 ◆机器(或刀具、夹具)出现严重磨损,影响了精度
◆特殊的工艺过程

202
非正态分布---尾部被切除 ◆样本数据中超公差部分被遗弃 ◆仅从合格产品中抽样 ◆抽样不合理,如样本含量太小
◆一旦发现这种分布,应立即调查原因

203
工序能力指数Cp和Cpk

204
单测公差下的工序能力指数Cpu和Cpl

205
单测公差下的 工序能力指数Cpu和Cpl(续)
")
206
Cpk的计算 1、只有右单侧公差USL:Cpk=Cpu。 2、只有左单侧公差LSL:Cpk=Cpl 3、双侧公差:Cpk=Min(Cpu,Cpl)
")
207
Cpk的计算(续) LSL △ USL μ 公差中心
 LSL △ USL μ 公差中心")
208
Cpk的计算(续)
")
209
练习3 计算Cp和Cpk 对以下三种情况分别计算Cp和Cpk 公差要求 工序 公差中心 公差 均值 标准差 Cp Cpk 1 15
±0.02 14.990 0.005 2 10 ±0.03 9.98 0.01 3 8 ±0.2 8.05 0.04

210
摩托罗拉Cp和Cpk的目标 Cp≥2.0 Cpk≥1.5 公差范围在 ±6σ或±6σ之外 DPMO≤3.44 LSL USL △=1.5σ
μ μ0

211
摩托罗拉Cp和Cpk的目标(续)
")
212
计数值数据工序能力的分析 ◆有些工序过程,其输出不能用计量值数据来衡量,工序质量的判定是依据是否存在缺陷极缺陷的多少来衡量。
◆举例:在某PCB板插件工序上抽取了200块PCB板,发现共有50个缺陷,因此: DPU=50/200=0.25

213
计数值数据工序能力的分析(续) ◆DPU是能反映出工序质量的高低,但它不能表示工序相对质量的高低。如同样是在PCB板上插上件的工序,A工序需插100个件,而B工序只需插10个件。若DPUA=0.1,DPUB=0.05,然而并不能简单在说,B工序质量水平高于A工序,为了使工序间具有可比性,定义
 ◆DPU是能反映出工序质量的高低,但它不能表示工序相对质量的高低。如同样是在PCB板上插上件的工序,A工序需插100个件,而B工序只需插10个件。若DPUA=0.1,DPUB=0.05,然而并不能简单在说,B工序质量水平高于A工序,为了使工序间具有可比性,定义.")
214
计数值数据工序能力的分析(续) ◆应根据其具体工艺过程确定单位产品上出现缺陷的机会,一般来讲,缺陷机会应包括零件数和每道工序的操作数。如前例中A工序需插100个件,每插一个件需一个操作。缺陷机会数为200;而B工序的缺陷机全为20个。 ◆因此,A工序质量水平高于

215
1、工序过程应处于受控状态,即工序中不应出现系统性原因导致的缺陷 2、样本含量要充分大 3、对缺陷机会的定义要明确并有意义
摩托罗拉对DPMO的要求 计算DPMO应注意的问题: 1、工序过程应处于受控状态,即工序中不应出现系统性原因导致的缺陷 2、样本含量要充分大 3、对缺陷机会的定义要明确并有意义 DPMO≤3.4

216
统计过程控制 ● 典型的能力指数Cpk与PPM关系

217
统计过程控制 ●能力指数与性能指数

218
1.5sigma shift 3.0 -3.0 6.0 -6.0 LSL USL 3.4PPM A 6 sigma process with typical 1.5 sigma shift

219
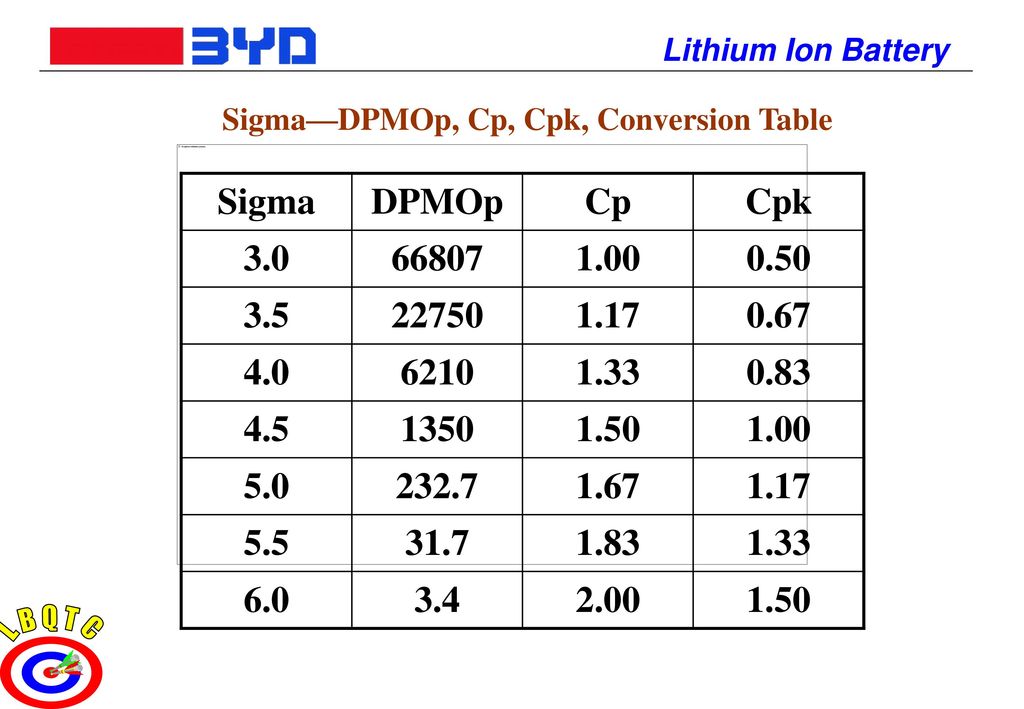
Sigma—DPMOp, Cp, Cpk, Conversion Table
3.0 66807 1.00 0.50 3.5 22750 1.17 0.67 4.0 6210 1.33 0.83 4.5 1350 1.50 5.0 232.7 1.67 5.5 31.7 1.83 6.0 3.4 2.00
220
第七单元 统计过程控制

221
统计过程控制 共同工作以产生输出的供方、生产者、人、设备、输入材料、方法和环境以及使用输出的顾客之集合。
应用统计技术对过程进行控制,以预防不合格的产品或服务产生,减少浪费和对过程进行持续改进的技术。

222
●四类过程 ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● 一类过程 二类过程 三类过程 四类过程

223
●四类过程及对策

224
统计过程控制 I类:理想过程,过程受控又满足技术规范要求; II类:过程受控,不满足技术规范要求,必须降低普通原因造成的过大的变差;
●按过程是否受控及过程特性是否满足技术规范要求(即是否可接受),分为四类: I类:理想过程,过程受控又满足技术规范要求; II类:过程受控,不满足技术规范要求,必须降低普通原因造成的过大的变差; III类:过程可接受,但存在特殊原因的变差,要找出特殊原因并消除,只有在个别情况下,如特殊原因已查明,并具有一定的稳定性,消除措施成本过大,顾客特允时可以保留; IV类:即不受控又不可接受,应采取措施,消除变差的特殊原因和降低普通原因的变差。
,分为四类: I类:理想过程,过程受控又满足技术规范要求; II类:过程受控,不满足技术规范要求,必须降低普通原因造成的过大的变差; III类:过程可接受,但存在特殊原因的变差,要找出特殊原因并消除,只有在个别情况下,如特殊原因已查明,并具有一定的稳定性,消除措施成本过大,顾客特允时可以保留; IV类:即不受控又不可接受,应采取措施,消除变差的特殊原因和降低普通原因的变差。")
225
→缺陷检测过程模型 4M1E 过程 检验 顾客 产品/服务 报废或返工 控制策略: 控制输出 事后把关 否 是否合格
●两种过程控制模型和控制策略 →缺陷检测过程模型 产品/服务 4M1E 过程 控制策略: 控制输出 事后把关 检验 否 报废或返工 是否合格 顾客

226
→具有反馈的过程控制模型 过程呼声 统计方法 产品/ 服务 过程 4M1E 顾客 识别变化 的需求 与期望 顾客的呼声
。 过程呼声 统计方法 产品/ 服务 过程 4M1E 顾客 识别变化 的需求 与期望 顾客的呼声 控制策略:控制过程,预防缺陷

227
统计过程控制 →两种模型的比较

228
统计过程控制 ●两种质量观 目标值 目标值 损失函数 产品特性 产品特性 剔除 不合格 剔除 不合格 A B C 坏 好 坏 A B C
坏 好 坏 A B C 无损失 损失

229
.统计过程控制

230
统计过程控制 ◆属于系统的问题不要去责难现场人员,要由系统采取措施 (理解什么是“控制不足”)。
●过程控制要点 ◆属于系统的问题不要去责难现场人员,要由系统采取措施 (理解什么是“控制不足”)。 ◆属于局部的问题也不要轻易采取系统措施(理解什么是“过度控制”)。 ◆考虑经济因素,做出合理的决定。 ◆过程控制系统应能提供正确的统计信息。 ◆有用的特殊原因变差,应该保留。
。 ◆属于局部的问题也不要轻易采取系统措施(理解什么是 过度控制 )。 ◆考虑经济因素,做出合理的决定。 ◆过程控制系统应能提供正确的统计信息。 ◆有用的特殊原因变差,应该保留。")
231
→利用控制图等技术找出变差的特殊原因和普通原因 →首先要采取措施消除变差的特殊原因,它通常由该过程的直接操作人员和现场管理人员来解决。
●对不同性质的变差原因采取正确措施; →利用控制图等技术找出变差的特殊原因和普通原因 →首先要采取措施消除变差的特殊原因,它通常由该过程的直接操作人员和现场管理人员来解决。 →在消除特殊原因之后,若过程不能满足技术规范要求,则可采取以下途径: ◆将特性的均值与技术规范的中心值调整一致。 ◆对系统直接采取措施,降低普通原因造成的变差; ◆当上述措施成本过高,应考虑放宽技术规范的可能性。 →解决普通原因的变差问题,通常要由负责系统的管理人员和技术人员来研究实施。

232
统计过程控制 ● SPC的三个目标 √达到统计受控状态 √维持统计受控状态 √改进过程能力

233
统计过程控制 计划 实施 计划 研究 计划 实施 措施 措施 研究 实施 研究 措施 持续改进过程循环的各个阶段 1.分析过程 2.维护过程
●持续改进过程循环 持续改进过程循环的各个阶段 1.分析过程 维护过程 本过程应做些什么? 监控过程性能 会出现什么错误? 查找偏差的特殊 本过程正在做什么? 原因并采取措施 达到统计控制状态? 确定能力 3. 改进过程 改变过程从而更好地理解 普通原因变差 减少普通原因变差 实施 计划 研究 计划 实施 措施 措施 研究 实施 计划 研究 措施

234
在过程受控且满足技术规范要求后,除监控与保持外,还应进行“持续改进”活动,其目的是:
统计过程控制 ●过程改进 在过程受控且满足技术规范要求后,除监控与保持外,还应进行“持续改进”活动,其目的是: 进一步减少普通原因造成的变差,不断提高产品质量,向“世界级”水平前进,同时寻找降低成本,减少浪费,提高产品和服务的竞争力。

Similar presentations
 一上一下二上二下三上 校訂必修校訂必修 英文 I 中文閱讀與寫作 I 計算機概論 I 體育 服務與學習教育 I 英文 II 中文閱讀與寫作 II 計算機概論 II 體育 服務與學習教育 II.>")










>")






讲义 statistical process control 杭州方欣企业管理咨询有限公司 王五星.>")
