Download presentation
Presentation is loading. Please wait.

1
机 械 制 造 工 艺 基 础 Machinery Manufacturing Technology Base
教师:叶昱 时间:2015年8月

2
绪论 机械制造在国民经济中占有极为重要 的地位,它为国民经济各部门提供各 种必要的技术装备。加速发展我国机 械制造工业,迅速提高技术水平,不 断地提供各种先进的设备,对国民经 济的发展和社会主义建设具有十分重 要的意义。

3
主要内容 1 机械制造的概念 2 我国机械制造的发展和成就 3 机械制造的主要工种和特点 4 本课程的主要内容 5 本课程的基本要求

4
一、 机械制造(Machinery Manufacturing)
1、概念:利用各种手段对金属材料进行加工从而得到所需产 品的过程,称为机械制造。 重要地位和作用 表0-1 机械制造在制造业中的地位 行业 地位 机床和通用机械制造 铸件总量占70%~80% 汽车制造 铸件总量约占20% 飞机制造 机身锻压件总量约占85%

5
机械制造过程框图 热处理 对 机 械 的 总 要 求 装 配 图 与 零 件 零 件 制 造 图 选 择 原 材 料 毛 坯 机 器 零 件
铸、锻、焊 机械加工 装配、检验 机械加工 热处理 图0-1 机械制造过程框图

6
我国金属切削方面的发展: 春秋中晚期 《考工记》金工知识 唐代 原始的车床 1668 畜力铣磨机 脚踏刃磨机 1915 第一台国产车床 多台 碳素工具钢刀具 V=10m/min 公元前2000多年 青铜器时代 青铜刀,锯锉, 磨石

7
直径2丈(6.7米), 加工天文仪器上 的铜环 , 直径2丈(6.7米), 加工天文仪器上 的铜环 , 直径2丈(6.7米),
或磨石

9
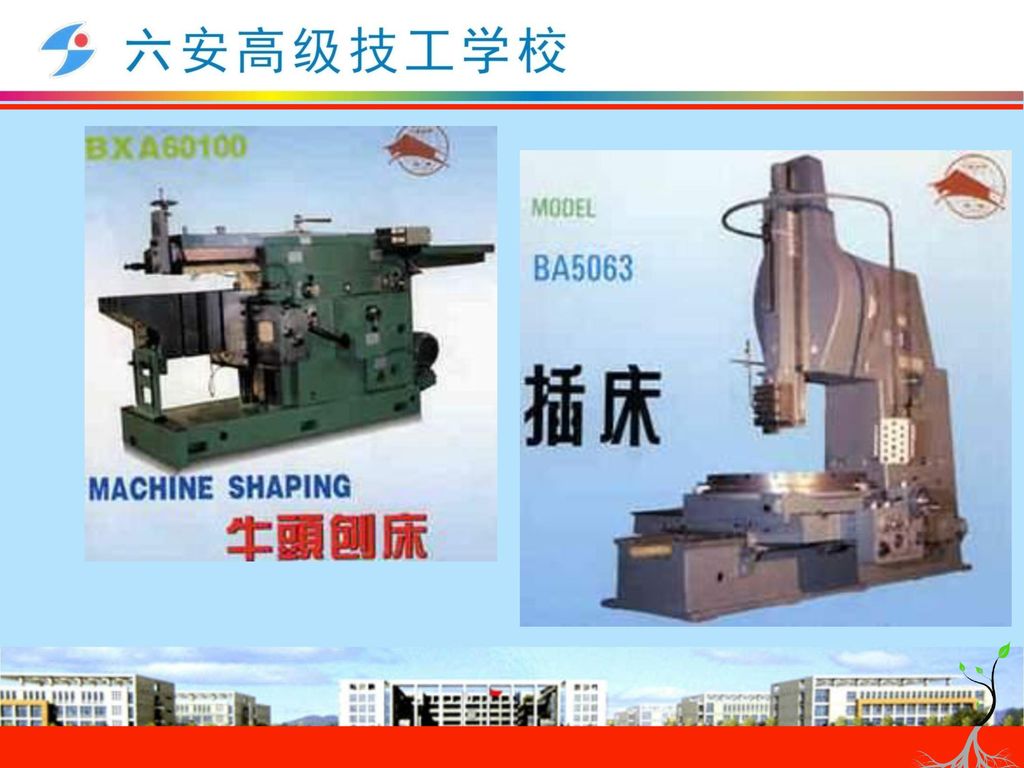
车床 镗床 钻床

10
铣床 磨床

12
2 数显机床 50年代末数显机床开始 推广应用,这种模 式 不但提高了加工精度和 效率,而且增加了生产 的柔性,省去了设计
与制造钻模、镗模等 工艺装备的工作量。

13
拉床 拉床

14
滚齿机 锯床

15
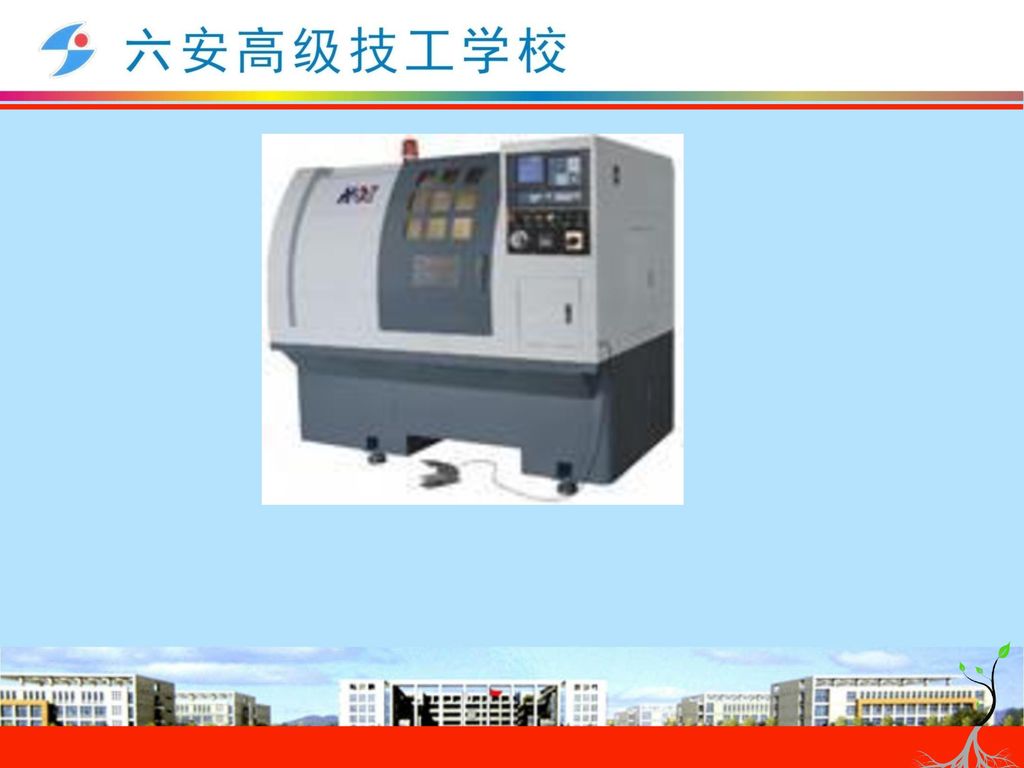
3 数控机床 60年代开始到70年代,计算机控制的数控机床集中了自动化机 床、精密机床和通用机床三者的优点,将高效率、高质量和高柔性集 于一体。

16
4 柔性制造系统(FMS)---加工中心为主 这是国外70年代末开始进入实用阶段的生产模式。FMS是采用一组数控机床和其他自动化的工艺装备,由计算机信息控制系统和物料(工件及刀具)自动储运系统联接起来的整体
---加工中心为主 这是国外70年代末开始进入实用阶段的生产模式。FMS是采用一组数控机床和其他自动化的工艺装备,由计算机信息控制系统和物料(工件及刀具)自动储运系统联接起来的整体")
17
Ding dedicated to his mother amyl
2 我国机械制造的发展和成就 商代司母戊鼎,又称后母戊鼎,出土于河南安阳,是商王祖庚或祖甲为祭祀母亲戊而作的祭器,是商周时期青铜器的代表作,国家一级文物,现收藏于中国国家博物馆。 鼎通体高133厘米、口长112厘米、口宽79.2厘米,重达832.84公斤,是世界迄今出土最大最重的青铜器,享有“镇国之宝”的美誉。 商代司母戊鼎 Ding dedicated to his mother amyl

18
2 我国机械制造的发展和成就 越王勾践剑(Sword of Goujia),春秋晚期越国青铜器,出土于湖北江陵马山5号楚墓出土。因剑身镀铬而千年不锈。经无损科学检测,其主要合金成分为铜、锡、铅、铁、硫等。花纹处含硫高,因硫化铜可防锈。剑通高55.7厘米,宽4.6厘米,柄长8.4厘米,重875克,极其锋利。刻有“钺王鸠浅,自乍用鐱”八字。
,春秋晚期越国青铜器,出土于湖北江陵马山5号楚墓出土。因剑身镀铬而千年不锈。经无损科学检测,其主要合金成分为铜、锡、铅、铁、硫等。花纹处含硫高,因硫化铜可防锈。剑通高55.7厘米,宽4.6厘米,柄长8.4厘米,重875克,极其锋利。刻有 钺王鸠浅,自乍用鐱 八字。")
19
The Qin Dynasty bronze chariots and horses
秦始皇陵铜车马是秦始皇陵的大型陪葬铜车马模型,1980年出土于中国陕西临潼秦始皇陵坟丘西侧。共两乘,一前一后排列。经复原,大小约为真人真马的二分之一。制作年代约在陵墓兴建时期,即公元前221~前210年间。 秦代铜车马 The Qin Dynasty bronze chariots and horses

20
2 我国机械制造的发展和成就 西汉长信宫灯,中国汉代青铜器,因曾放置于窦太后的长信宫内而得名,现藏河北省博物馆。 灯体通高48厘米,重15.85公斤。长信宫灯设计十分巧妙,宫女一手执灯,另一手袖似在挡风,实为虹管,用以吸收油烟,既防止了空气污染,又有审美价值。 西汉长信宫灯

21
2 我国机械制造的发展和成就 永乐大钟,中国现存最大的 青铜钟。铸造于明永乐年间,万 历三十五年(1607年),大钟被 移到万寿寺。清雍正十一年 (1733年)移置觉生寺(今称大 钟寺)。铜钟通高6.75米,钟壁 厚度不等,最厚处185毫米,最薄 处94毫米,重约46吨。钟体内外 遍铸经文,共22.7万字。铜钟合 金成分为:铜80.54%、锡16.40%、 铅1.12%,为泥范铸造。 明代永乐大钟
,大钟被 移到万寿寺。清雍正十一年 (1733年)移置觉生寺(今称大 钟寺)。铜钟通高6.75米,钟壁 厚度不等,最厚处185毫米,最薄 处94毫米,重约46吨。钟体内外 遍铸经文,共22.7万字。铜钟合 金成分为:铜80.54%、锡16.40%、 铅1.12%,为泥范铸造。 明代永乐大钟.")
22
三峡水轮机是当今世界上最大尺寸的混流式转轮,重490吨,最大外径10米左右,其叶片厚度达300mm,居世界首位。这台转轮是由东方电机独立设计制造、具有自主知识产权。成功地解决了转轮在特殊区域的振动问题,使三峡右岸转轮比三峡左岸转轮在设计制造上了一个新台阶,标志着中国在制造70万千瓦级的巨型水轮发电机的水平已迈入世界一流行列。水轮机转轮是上冠和下环中间通过叶片相连并焊接而成,是水轮机发电的动力产生部位和心脏。 三峡水轮机

24
2 我国机械制造的发展和成就 国家大剧院整个壳体钢结构重达6475吨,东西向长 轴跨度212.2米,截至2011年,是世界上最大的穹顶。

25
南车株洲电力机车有限公司自行研发生产的“和谐号”高速机车。

26
3 机械制造的主要工种和特点 铸工 锻工 焊工 钳工、车工、 镗工、铣工、 磨工、特种加工

27
在机械加工中,热加工与冷加工的区别(含义2种) 1、金属的冷变形加工和热变形加工是以再结晶温度来划分的,凡在
金属的再结晶温度以上进行的加工称为热加工,而在再结晶温度以下进 行的加工称为冷加工。例如钨的最低再结晶温度为1200°C,在低于 1200°C的高温下加工仍属于冷加工,而锡的最低再结晶温度约为-7°C ,在室温下进行的加工已属于热加工。 2、在机械加工中,一般把铸造、锻造、焊接等称为热加工,热加工 多用于毛坯制造;把车、铣、刨、磨、钳等加工手段称为冷加工,一般 用于对零件毛坯的进一步精加工。

28
二 热加工 1铸工 铸造是将金属熔炼成符合一定要求的液体并 浇进铸型里,经冷却凝固、清整处理后得 到有预定形状、尺寸和性能的铸件的工艺 过程。铸造毛胚因近乎成形,而达到免机 械加工或少量加工的目的降低了成本并在 一定程度上减少了时间.铸造是现代机械 制造工业的基础工艺之一。

29
铸 件

30
2锻造工 锻造 利用锻压机械对金属坯料施加压力,使其产 生塑性变形以获得具有一定机械性能、一 定形状和尺寸锻件的加工方法。

31
锻件

32
3、焊工 利用焊接和气割设备对金属材料 进行结合和切割加工。

33
焊接——通过加热、加压或两者并用,并使用(或不用)填充材料,使焊件连接的一种加工工艺方法。
焊接概述

34
金属冷加工职业 1、钳工 利用手工工具,并经常在台虎钳上完 成金属零件的加工和装配。

35
高度划线尺

36
划线用方箱

37
錾 削

38
车削——是在车床上利用工件的旋转运动和刀具的移动来改变毛坯形状和尺寸,将其加工成所需零件的一种切削加工方法。
车削的主要内容

41
镗工 利用镗床对工件进行镗削加工。

42
坐标镗床 1—工作台 2—横梁 3,6—立柱 4—顶梁 5—主轴箱 7—主轴 8—床身

43
坐标镗床 1—工作台 2—横梁 3,6—立柱 4—顶梁 5—主轴箱 7—主轴 8—床身

44
利用铣床对工件进行平面和曲面加工,如键 槽、齿轮等。
3 铣工 利用铣床对工件进行平面和曲面加工,如键 槽、齿轮等。 分类: 升降台式铣床 无升降台式铣床 工具 铣床 龙门铣床 数控铣床

46
加工内容: 平面 外圆 内孔 圆 锥 槽 斜面 花键 螺纹 特 种成形面
5磨工 加工内容: 平面 外圆 内孔 圆 锥 槽 斜面 花键 螺纹 特 种成形面 分类:磨削加工方法:外圆磨削、平 面磨削、内圆磨削 万能磨削 工具 磨削 无心磨削

47
1—踏板 2—头架 3—内圆磨装置 4—砂轮架 5—尾座 6—工作台 7—床身
常用磨床 1.外圆磨床 1—踏板 2—头架 3—内圆磨装置 4—砂轮架 5—尾座 6—工作台 7—床身

48
(2)平面磨床 1—磨头 2—立柱 3—床鞍 4—横向手轮 5—工作台 6—挡块 7—升降手轮 8—按钮 9—床身
平面磨床 1—磨头 2—立柱 3—床鞍 4—横向手轮 5—工作台 6—挡块 7—升降手轮 8—按钮 9—床身")
49
特种加工 特种加工——利用非常规的切削加工手段,利用电、磁、声、光、热等物理及化学能量,直接施加于被加工工件待加工部位,达到材料去除、变形以及改变性能等目的的加工技术。

50
激光加工工艺及应用 去除加工(激光打孔、激光切割) 连接加工(即激光焊接) 激光打孔 激光切割
 连接加工(即激光焊接) 激光打孔 激光切割")
51
.电火花加工应用 (2)电火花小孔加工。 (3)电火花精密细微加工。 (4)电火花磨削。
(1)电火花穿孔、成形加工。包括穿孔和型腔加工两类。 (2)电火花小孔加工。 (3)电火花精密细微加工。 (4)电火花磨削。
电火花穿孔、成形加工。包括穿孔和型腔加工两类。 (2)电火花小孔加工。 (3)电火花精密细微加工。 (4)电火花磨削。")
52
二、本课程的性质和任务 1、本课程的主要内容 (1) 毛坯制造工艺 (2) 零件切削加工工艺 (3) 机械加工工艺规程制定
 毛坯制造工艺 (2) 零件切削加工工艺 (3) 机械加工工艺规程制定")
53
2、本课程的基本要求 (1)以机械制造工艺过程为主线,了解毛坯制造、零件切 削加工的各主要工件的工作内容、工艺特点、工艺装备和 应用范围等基础知识。 (2)了解各工种主要设备(包括附件、工具)的基本工作 原理和使用范围。 (3)初步掌握选择毛坯和零件加工方法的基本知识。 (4)初步掌握确定常见典型零件加工工艺过程的基本知识。 (5)了解装配的基本知识和典型机械、部件的装配方法。
初步掌握选择毛坯和零件加工方法的基本知识。 (4)初步掌握确定常见典型零件加工工艺过程的基本知识。 (5)了解装配的基本知识和典型机械、部件的装配方法。")
Similar presentations



 庄子(道家学派) 老子(道家学派)>")










>")



有限公司 毕业生招聘宣讲会>")
 第一章 有理数 授课人:三元中学 苏鼎明.>")

