Download presentation
1
Ch10螺紋製造 功用:傳達動力.量測.結合.調整.等

3
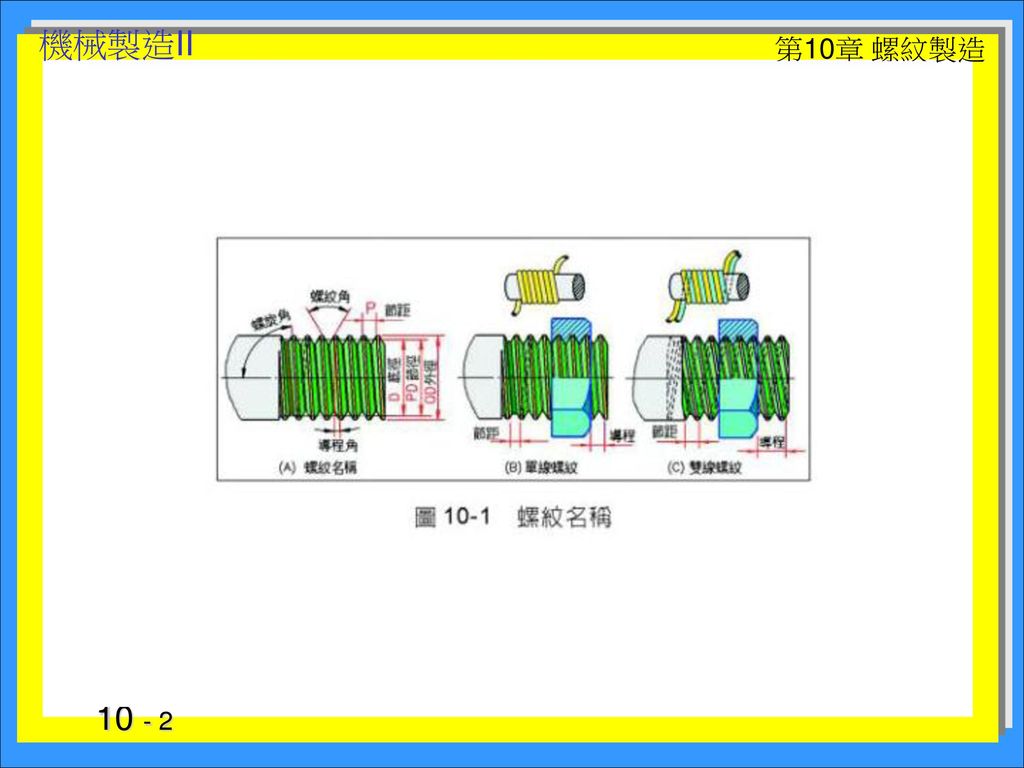
螺紋名稱 節徑(PD):為一假想圓,在螺紋斷面牙槽寬等於牙厚處. 節距(Pitch):螺紋上任意一點至相鄰牙之同位點沿軸線之距離.亦稱螺距.
導程(Lead):螺紋上任意一點繞行一圈,沿軸移動之距離. 單線螺紋L=P 雙線螺紋L=2P n線螺紋L=nP
:螺紋上任意一點繞行一圈,沿軸移動之距離. 單線螺紋L=P. 雙線螺紋L=2P. n線螺紋L=nP.")
4
螺紋名稱-2 螺旋線:從端面看單線螺紋只有一條,雙線螺紋有兩條,相隔1800,即有兩各缺口.三線1200.四線900. 螺紋角:螺紋兩邊的夾角,一般用投影比較儀測量牙角較精準.公制螺紋之螺紋角為600,符號為M.公制梯形螺紋之螺紋角為300,符號為Tr .

5
螺紋名稱-3 螺旋角():節徑上螺旋線與軸線所構成之夾角.tan =(*D)/L 導程角():節徑上螺紋之螺旋線與軸之垂直線所夾之角.tan =L /(*D).
:節徑上螺旋線與軸線所構成之夾角.tan =(*D)/L 導程角():節徑上螺紋之螺旋線與軸之垂直線所夾之角.tan =L /(*D).")
6
螺紋標註 例:L3N-M10*1.5-7H6H/6h6g L:表左螺紋,右螺紋以R表示. 3N:表三線螺紋
M10:公制螺紋,公稱直徑為10mm. 1.5:表節距為1.5mm 7H:陰螺紋的節徑公差 6H:陰螺紋的內徑公差 6h:陽螺紋的節徑公差 6g:陽螺紋的外徑公差

7
高 小 最高 中 車削 銑削 大尺寸螺紋 磨削 淬硬工件 螺紋機 大 牙板刀 拉削 壓鑄 低熔點金屬 滾軋 螺紋製造法 精密度 生產量
外螺紋 內螺紋 備註 車削 高 小 銑削 大尺寸螺紋 磨削 最高 淬硬工件 螺紋機 大 牙板刀 中 自動螺絲模與螺絲攻 拉削 壓鑄 低熔點金屬 滾軋 硬度低於HRc37

8
螺紋製造法 精密度 生產量 外螺紋 內螺紋 備註 螺絲攻 低 小 螺絲模

9
P195立即評量

11
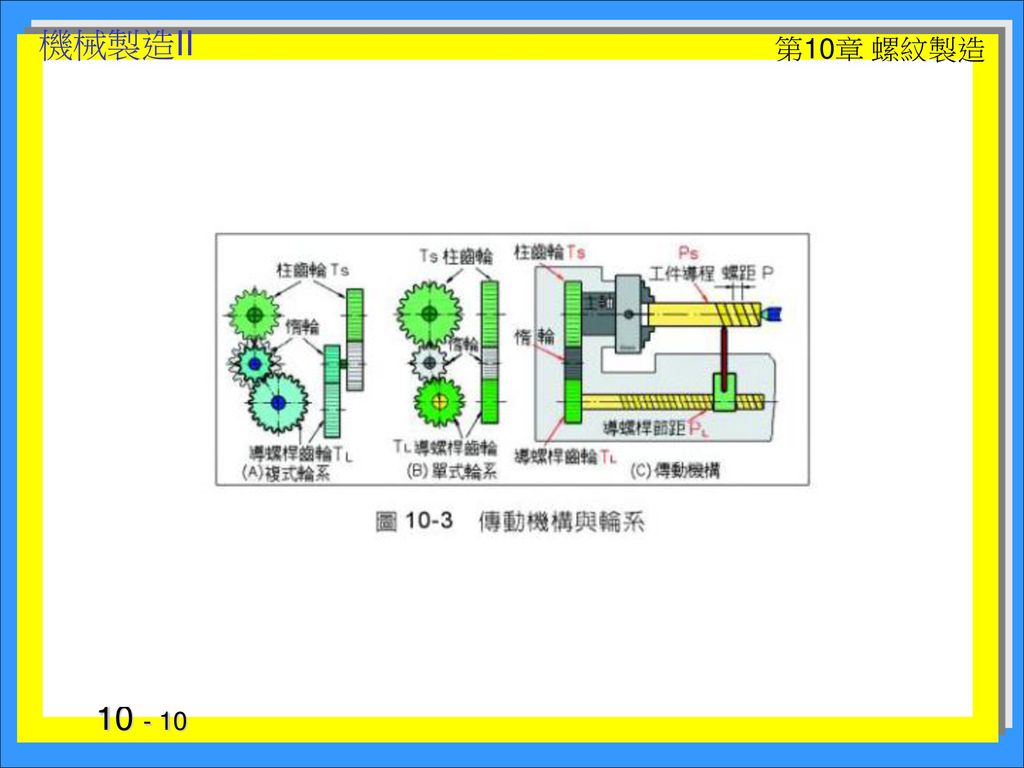
車製 車床上工件做等速迴轉和刀具做等速直線移動的一定比例動作之原理,故車製螺紋時,需正確搭配齒輪系 =

12
例題10-1 = 車床導螺桿節距為6mm,欲車削4mm之單線螺紋,若主軸齒輪用40齒,則導螺桿之齒數為多少? 4/6=40/60
導螺桿之齒數為60齒 =

13
練習題 車床導螺桿節距為6mm,欲車削8mm之單線螺紋,若主軸齒輪用40齒,則導螺桿之齒數為多少?

14
練習題 = 車床導螺桿節距為6mm,欲車削8mm之單線螺紋,若主軸齒輪用40齒,則導螺桿之齒數為多少? 8/6=40/30
導螺桿之齒數為30齒 =

16
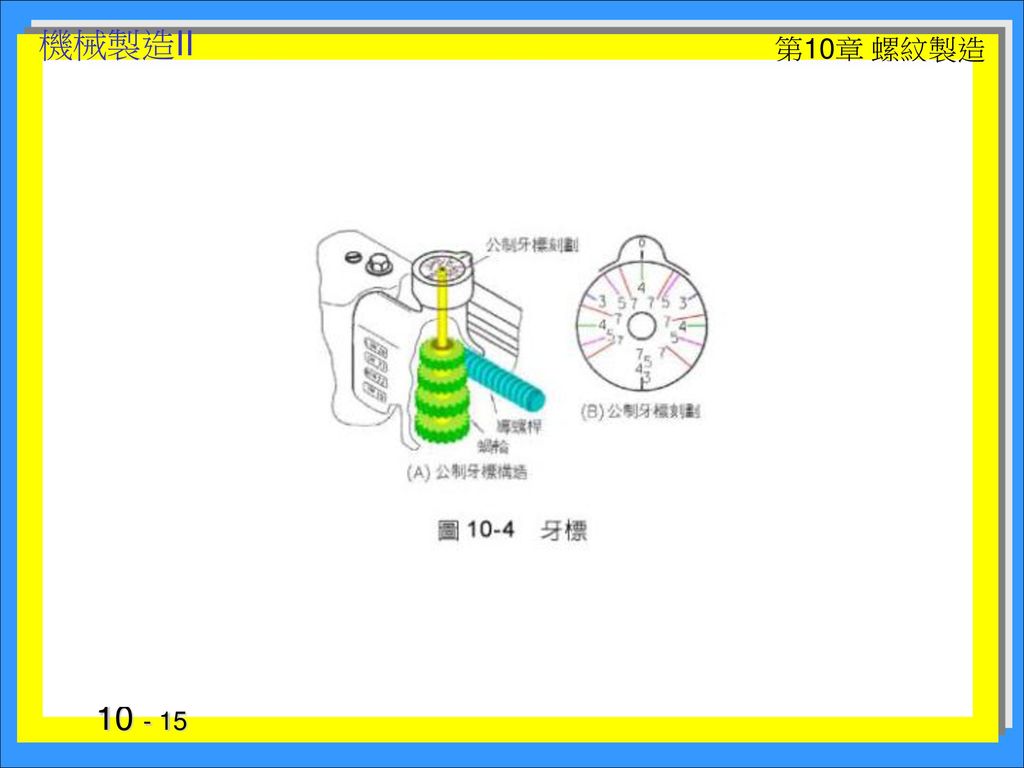
牙標 (螺紋指示器)之選用 = (為最簡分數) N N:表吻合次數 Tw:表示渦輪齒數
之選用 = (為最簡分數) N N:表吻合次數 Tw:表示渦輪齒數")
17
例題10-2 = = 車床導螺桿的節距為6mm,渦齒輪採用28齒,欲車削工件單線之螺距為4mm,其螺紋指示器吻合之等分刻度應選多少?
28/2=14 因14為7之倍數,故選牙標上7等分之刻度

18
練習題 車床導螺桿的節距為4mm,渦齒輪採用20齒,欲車削工件單線之螺距為10mm,其螺紋指示器吻合之等分刻度應選多少?

19
練習題 = = 車床導螺桿的節距為4mm,渦齒輪採用20齒,欲車削工件單線之螺距為10mm,其螺紋指示器吻合之等分刻度應選多少?
20/5=4 故選牙標上4等分之刻度

20
例題10-3 車床導螺桿的節距為6mm,,欲車削螺距為5mm,螺紋指示器內之渦齒輪應採用幾齒? (a)15 (b)18 (c )21 (d)24 . = N (必須為整數) 故渦齒輪齒數應為5的倍數,所以選擇15齒
 故渦齒輪齒數應為5的倍數,所以選擇15齒.")
21
練習題 車床導螺桿的節距為6mm,,欲車削螺距為8mm,螺紋指示器內之渦齒輪應採用幾齒? (a)15 (b)18 (c )21 (d)24 . = = N (必須為整數) 故渦齒輪齒數應為4的倍數,所以選擇24齒
 故渦齒輪齒數應為4的倍數,所以選擇24齒.")
23
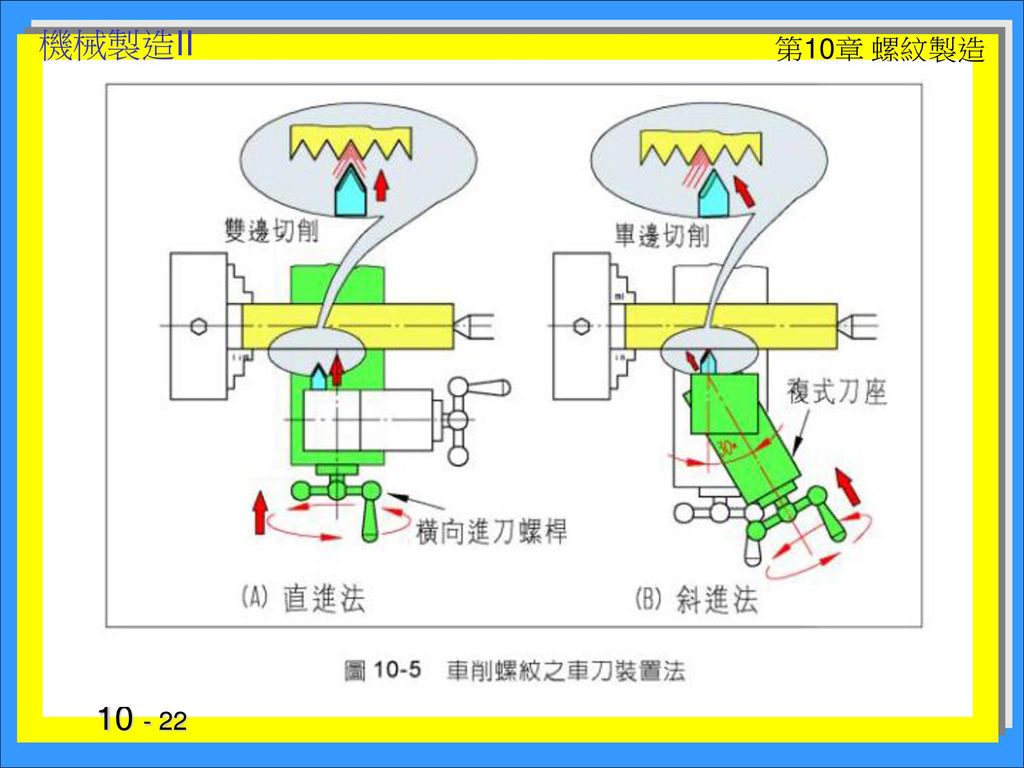
牙深之計算 直進法 雙邊切削,阻力大.進刀深度h=0.65*P. 斜進法 單邊切削,效果佳.進刀深度h=0.75*P

24
例題10-4 以斜進法車削M20*2.0之工件螺紋,若複式刀座每進一格為0.02mm,則應進幾格方為正確的進刀深度?
ANS: h=0.75*P =0.75*2.0 =1.5 mm 1.5/0.02=75 格

25
車削螺紋注意事項 刀刃需對準中心,若車刀太高或太低,皆會造成螺紋牙角變大. 若車刀後斜角太大,會造成牙角變大.
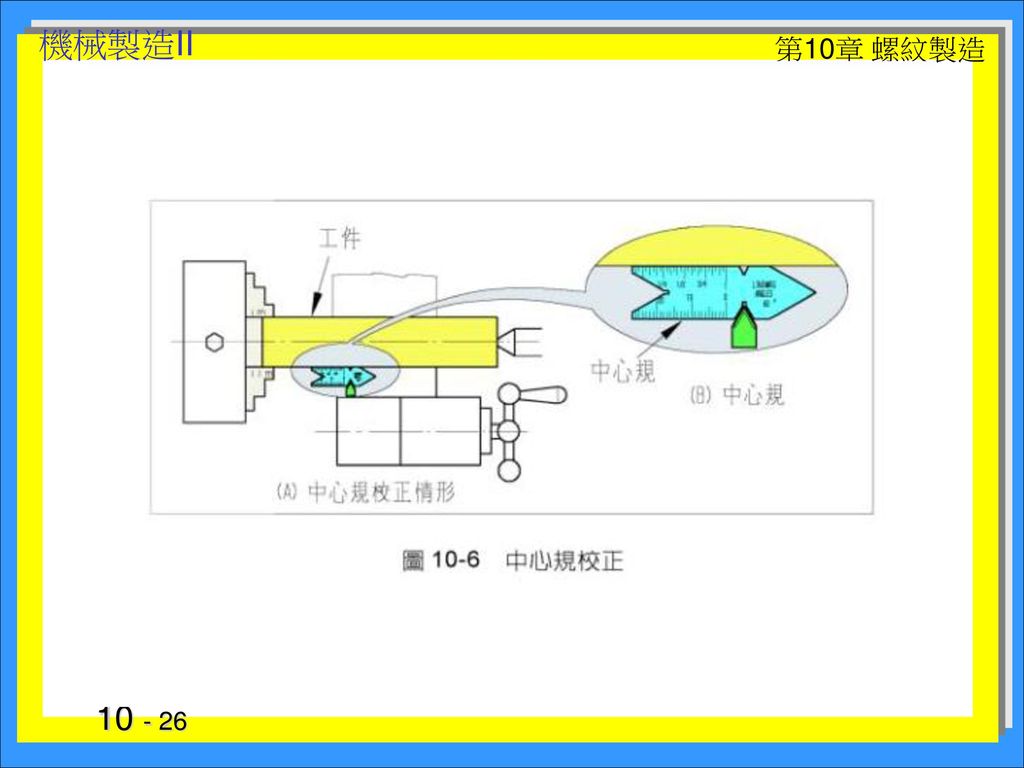
需使用中心規,校正車刀刀刃角度.車刀對工件校正是否垂直及檢驗試車牙數.

27
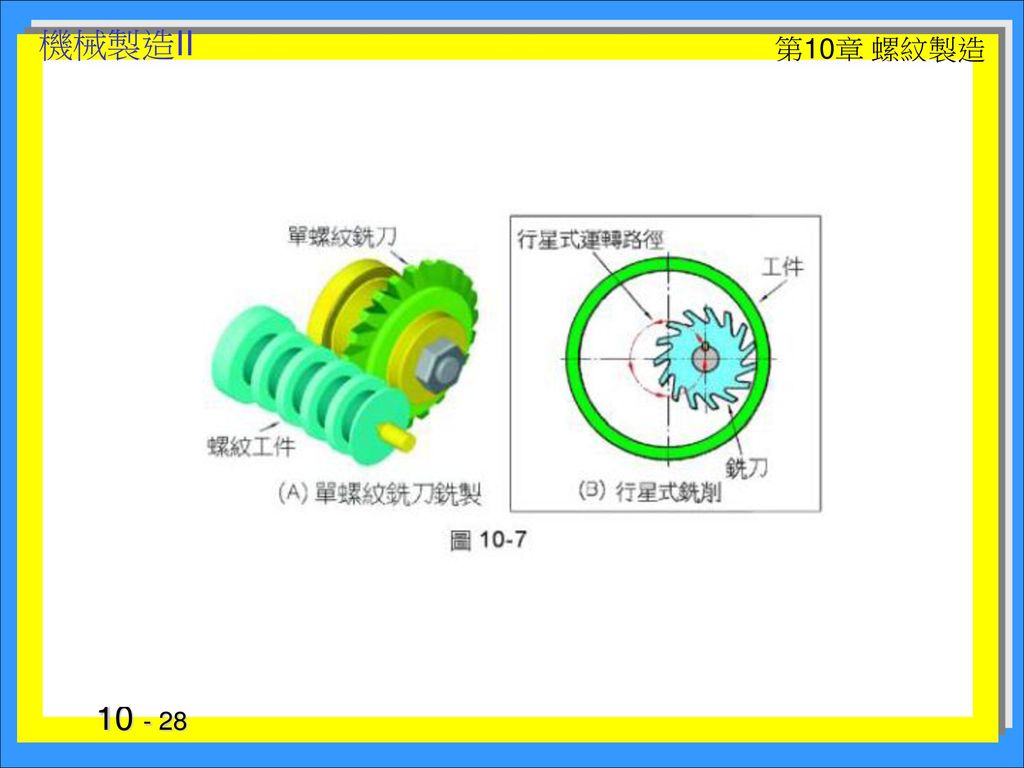
銑製 銑床銑製螺紋時是銑刀在一定位置旋轉,工件亦作迴轉並作進刀,及工件迴轉時同時前進一導程. 適合用於大尺寸又精確的內.外螺紋加工.

29
p201立即評量

30
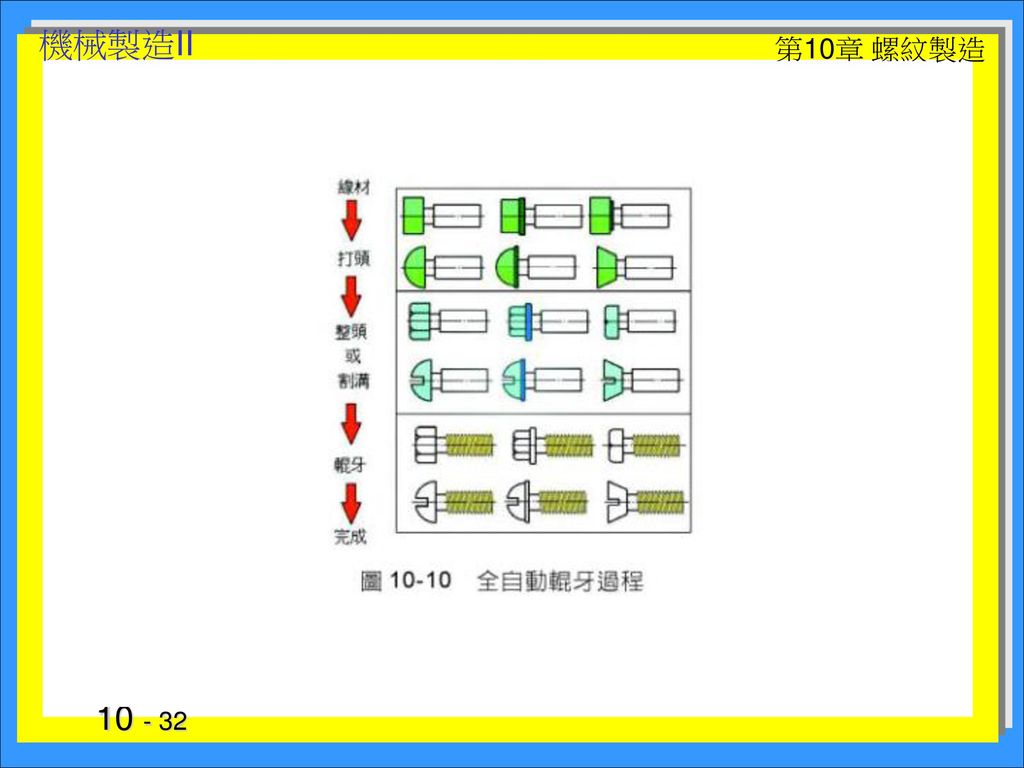
螺紋機製造 用於大量生產.

33
滾軋 將距可塑性的圓桿胚料放置在旋轉的圓滾模或往復運動的平板模之間,以是當之壓力冷擠而成螺紋之法,稱為螺紋滾軋.
較車製螺紋節省約20%材料,所需材料直徑約等於螺紋的節徑.

36
螺紋滾軋優點: 缺點 螺紋光滑精確,製造迅速,適合大量生產. 節省材料. 可增進螺紋的抗拉.抗剪及抗疲勞強度.
因材料不需切除,故胚料尺寸準確性不易控制. 硬度超過HRc37無法滾軋. 滾模費用高,不適合小量生產. 只能製造外螺紋.

37
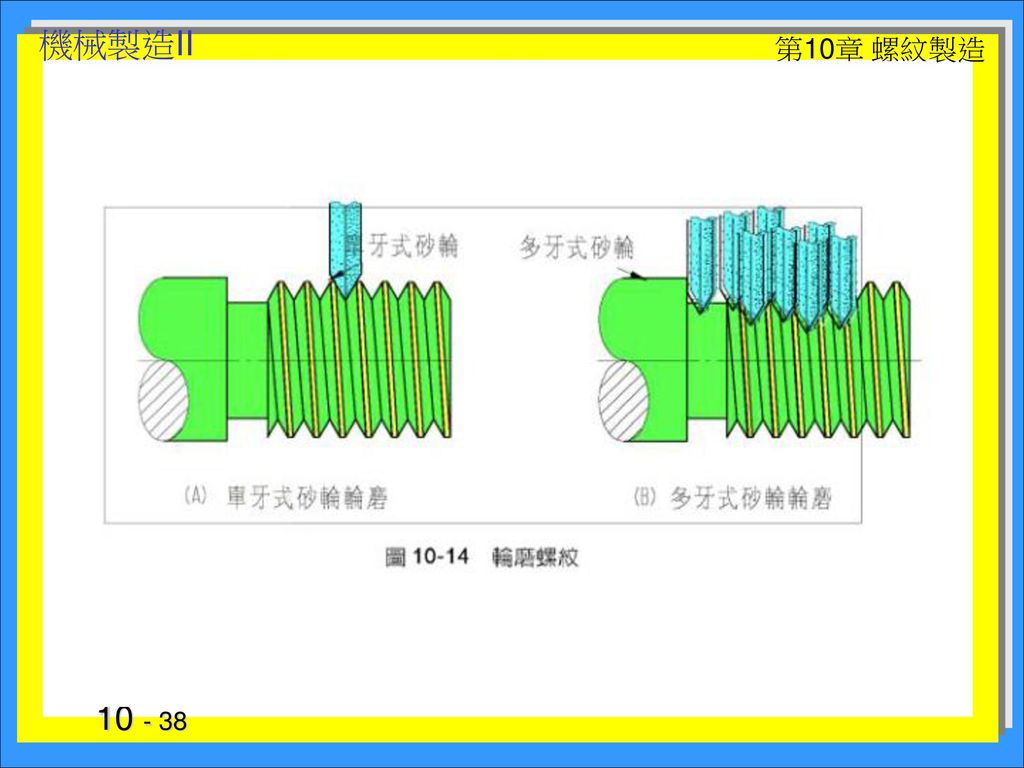
螺紋輪磨 螺紋需高精度及光度時,可用砂輪予以輪磨,此法特別適用於淬火硬化處理過之螺紋,再次輪磨精光.

39
P209立即評量






 庄子(道家学派) 老子(道家学派)>")

(以企业登记的.>")








>")


有限公司 毕业生招聘宣讲会>")
 第一章 有理数 授课人:三元中学 苏鼎明.>")


