Download presentation
Presentation is loading. Please wait.

1
PT200程式變更相關 制作:王龍梅 日期:06/1/9 版本:1.0 細心+用心=放心 態度決定命運,細節決定成敗!!!

2
目的 正確的理解ECN、差異表的內容,使其能夠正確的執行以保證生產品質. 防止因不會修改程式或修改錯誤而造成品質及批量性異常.
細心+用心=放心 態度決定命運,細節決定成敗!!!

3
一.ECN及差異表的認識 1.E C N :Engineering Change Notice 工程變更通知單
2.差異表:幾個(至少兩個機種)相類似機種的 不同點列表.
相類似機種的. 不同點列表.")
4
二.變更的內容 1.增加元件 2.删除元件 3.更改物料 4.包装改变

5
1.增加元件 1.1 如此料為新料則先進入Part library里制 作新的元件資料(利用paste 和paste data可以方便很多).
a. Paste :是將元件名稱的所有信息重新粘 貼,所以當元件名稱重复時系統 會提示重新修改元件名稱. b.paste data:是除元件名稱外的所有信息進 行粘貼,因此在不同的元件使用 相同的信息時使用非常方便.

6
拷貝一與其要增加的物料類似的資料.

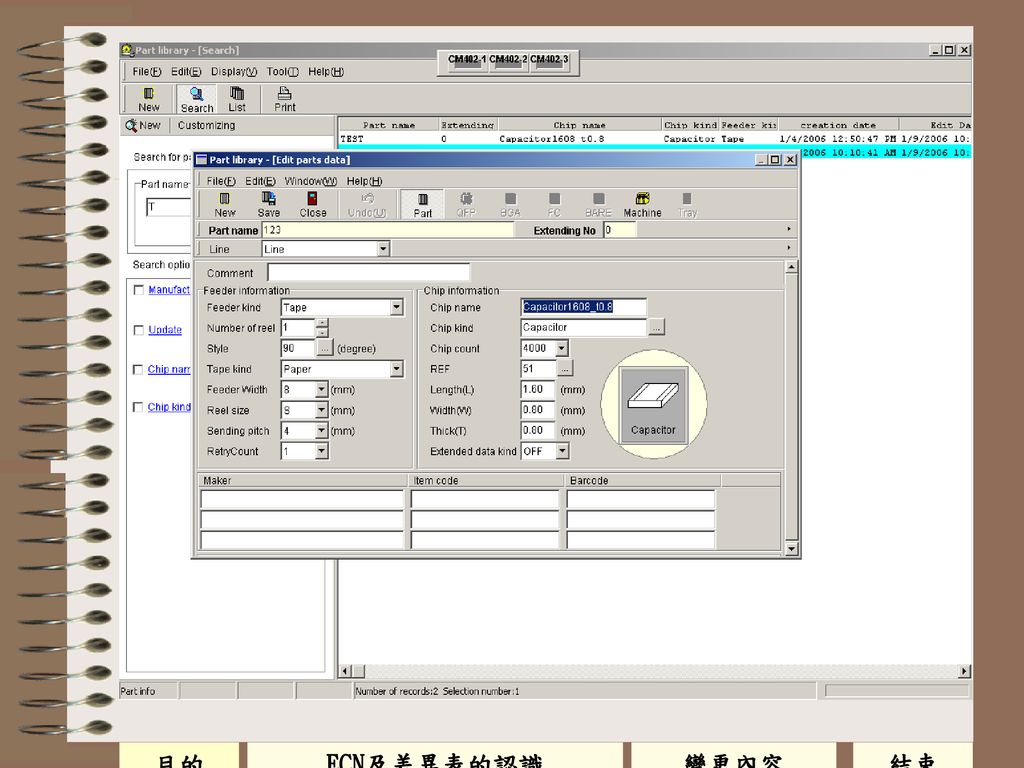
7
Paste方式制作元件資料

9
paste data方式制作資料

12
1.2 點擊Arrange info.

13
1.3 增加所需料站 點擊 輸入料號后點擊

14
1.4 增加位置 料站排布里在哪個TBL這里就選哪個頭 點擊增加料號

15
a. 單片板增加位置最好在mount data里,執行后做反饋動作. 坐標:原點確定后用卡尺量出X、Y坐標
a.單片板增加位置最好在mount data里,執行后做反饋動作. 坐標:原點確定后用卡尺量出X、Y坐標. 角度:在PCB板上找出一與其角度一樣的位置.在 程式里查其位置的角度.此角度即為新元 件的角度. b.如果拼板數較多則在block data里增加后執行擴展,不過增加前的block 數據和mount數據必須是一致的.

16
1.5 增加後執行反饋動作.

17
此畫面表示反饋NG.block data和mount data數據不一致.
此畫面表示反饋ok.block data和mount data數據是一致的

18
檢查 block data里的數量和mount data對照.

19
Data check程式.ok后存檔

21
2.刪除元件 2.1 程式里決對會有此元件.確定所要刪除的 元件在哪一面(雙面制程),在正背面程式的 mount data里搜索出.
,在正背面程式的 mount data里搜索出.")
22
2.刪除元件 2.2 為保証block data和mount data數據統一. 刪除位置時最好在block data里進行,因在
因所刪除位置的步序限制而反饋不成相 統一的block data.從而要再次在block data里刪除. 2.3 此元件的物料是否還有用到(是整項刪除還是部分 刪除),如有則保留料排布(Arrange info)里的料站. 如無則要刪除料站排布(Arrange info)里的料站.
,如有則保留料排布(Arrange info)里的料站. 如無則要刪除料站排布(Arrange info)里的料站.")
23
3.更改物料 3.1 一種物料只更改部分料件的在mount data 里逐一更改.

24
3.更改物料 3.2 一種物料全部更換的即可利用取代replace. 更改前料號 更改后料號

25
4.更改包裝 4.1 在生產中往往因為來料的包裝不同而需更 改程式,如由卷裝改Tray盤. 在PL里新建出更改包裝后的資料后按更改
物料的方式更改即可. 注意:更改包裝前後的物料是否放在同一table 同一table:Head頭不變 不同table:Head頭需變

27
注意事項 修改程式后一定要注意mount data和 block data數據是一致的,否則執行擴展時會出問題.
單片板: block data和mount data數量是一樣的. 多片板: block data里數量是mount data數量除以拼板數后的數量 2. 修改程式時一定要注意系統的提示,針對看不懂的提示一定要問明白之后再修改. 3. 程式check ok后存檔,修改料表需帶線技 術員和程式員雙方簽字方有效,修改后的料 表必須在3日內更新ok(程式修改管制規範 上有此規定).
.")
28
注意事項 5. 更改位置時切記不要只換名字不改坐標. 6. 增加位置的坐標修改要注意兩種錯誤: a.小數點的位數及正負號
6. 增加位置的坐標修改要注意兩種錯誤: a.小數點的位數及正負號 例: Y: 0.05mm 輸入0.5mm b.正負號: 例: X: -0.2mm 輸入0.2mm 7. 程式修改后down到機臺上需注意以下: a.移動料詀需把機器里的基板生產完,否則會出現多貼或少貼. b.其它必須是循環停止.如果是立即停止后down程式則要條件貼裝未貼裝的元件. .

29
THE END

Similar presentations

















 夜櫻 哲學之道.>")





