Download presentation
1
电子焊接工艺教程 包国雄 编 2012 年 12 月

2
一、前言 为保证电子产品质量,电子工艺操作人员和工艺管理人员一定得知道什么是好的,要掌握哪些正确的方法;牢记哪些情况是不应该发生的,原因是什么,万一发生了又该怎样去弥补修正。有时知道正确方法了,也明白各种缺陷情况,但同一质量问题在市场反馈中屡次出现,造成很不好的市场影响,产品市场竞争力下降。为什么呢?生产繁忙,产量提高,节奏加快,新员工,如果想取得客户足够信任,这些都不应该成为理由;相关人员的责任心缺乏了,质量意识淡了,各方面管理方法欠缺了等等,也许从这些方面可以找到原因。 电子产品的电气连接,是通过对元器件的装配与焊接来实现的,安装与连接是按照设计要求制造电子产品的主要生产操作环节。和电子工程技术的其它内容相比,安装和连接技术并不复杂,因此往往不受重视。但是产品的装配过程是否合理,焊接质量是否可靠,对整机性能指标的影响是很大的。经常可以听到,一些精密仪器因为一个焊点的虚焊、一个螺钉的松动而不能正常工作,甚至由于搬运、振动使某个部件脱落造成整机报废。实际上,对于一个电子产品来说,通常只要打开外壳,看它的装配焊接质量,就可以立即判断它的性能优劣,反映出制造单位的技术力量和工艺水平。焊接操作,是考核电子装配人员的主要项目之一。

3
和传统通孔插装技术(TMT)不同,表面装配技术(SMT)是一门包括电子元器件、装配设备、焊接方法和装配辅助材料等内容的系统性综合技术。由于SMT元器件(也称贴片元器件)的体积比传统的元器件小很多,SMT的不断发展和应用,使电子产品有效实现“轻、薄、短、小”,多功能、高可靠、优质量、低成本,成为可能。
不同,表面装配技术(SMT)是一门包括电子元器件、装配设备、焊接方法和装配辅助材料等内容的系统性综合技术。由于SMT元器件(也称贴片元器件)的体积比传统的元器件小很多,SMT的不断发展和应用,使电子产品有效实现 轻、薄、短、小 ,多功能、高可靠、优质量、低成本,成为可能。")
4
二、应会 1.印制电路板上元器件的安装准备 元器件在印制板上的固定,分为卧式安装与立式安装两种方式。在电子产品开始装配、焊接以前,除了要事先做好对于全部元器件的测试筛选以外,还要进行两项准备工作:一是要检查元器件引线的可焊性,若可焊性不好,就必须进行镀锡处理;二是要根据元器件在印制板上的安装形式,对元器件的引脚进行整形,使之符合在印制板上的安装孔位。如果没有完成这两项准备工作就匆忙开始装焊,很可能造成虚焊或安装错误,出现质量问题,带来得不偿失的麻烦。 2.元器件引线的弯曲成型 为使元器件在印制上的装配排列整齐并便于焊接,在安装前通常采用手工或专用机械把元器件引线弯曲成一定的形状,如图所示:

5
元器件的成型,应该按照元器件在印制板上孔位的尺寸要求,使其弯曲成型的引线能够方便地插入孔内。为了避免损坏元器件,成型时必须注意以下两点:
①引线弯曲的最小半径不得小于引线直径的2倍,即不能“打死弯”; ②引线弯曲处距离元器件本体至少在1mm以上,不能从引线的根部开弯折。对于容易崩裂的玻璃封装的元器件,引线成型尤其要注意这一点。 3.表面贴装粘合剂点胶 贴片元器件省去了成型步骤,但要增加点胶工序。点胶方法常用如下: 粘合剂注射法:靠压缩空气通过针管把粘合剂从容器中挤出来,胶量由针管的大小、加压的时间和压力决定。胶量太少则固定强度不够,在固化、焊接时元器件易移位或脱落。胶量太多,不仅会影响电路板外观,而且粘合剂易污染焊接面,使元器件不易焊接,甚至出现虚焊等现象,操作人员在生产过程中应该特别重视。 粘合剂丝网印刷法:用丝网漏印工具把粘合剂印刷到印制上,成本低、效率高,比较适用于元器件的密度不太高,生产批量较大的情况。这种方法关键是印制电路板在丝网印刷机上定位必须准确,保证粘合剂涂敷到指定位置。 自动化设备阵列点胶。这种方法点胶、贴片、固化三步骤由全自动设备自动完成,效率极高。

6
4.元器件的插装 元器件插装到印制电路板上,无论是卧式安装还是立式安装,都应该使元器件的引线尽可能短一些。在单面印制板上卧式装配时,小功率元器件总是平行地紧贴板面;在双面板上,元器件则可离开板面约1~2mm,避免因元器件发热而减弱铜箔对基板的附着力,并防止元器件的裸露部分和印制板铜箔导线短路。元器件的色码或字符标注易于辨认,方向一致。卧式安装的元器件尽量使两端引脚的长度相等对称,把元器件放在两孔中间,排列整齐。 有些元器件是有方向性的,如二极管、三极管、电解电容器等,在插装或装贴过程中要注意元器件的极性与印制电路板上标示方向一致,否则将导致产品失效或留下严重的质量隐患。

7
5.元器件焊接操作的正确姿势 正确的焊接操作姿势,可以保证操作者的身心健康,减轻劳动伤害。为减少焊剂加热时挥发的化学物质对人的危害,减少有害气体的吸入,一般情况下,烙铁到鼻子的距离应不少于20cm,通常以30cm为宜。 电烙铁有三种握法:

8
焊锡丝一般有两种拿法,如图所示: 由于焊锡丝中含有一定比例的铅,而铅是对人体有害的一种重金属,因此操作台要设置抽风设备,操作时应该戴手套或在操作后洗手,避免食入铅尘。现在许多产品必须满足ROHS指令(全称“电气电子设备中限制使用某些有害物质指令”)要求,采用无铅焊锡丝,在一定程度减轻了危害。 ROHS指令要求电气电子产品不得含有铅、汞、镉、六价铬、多溴联苯、多溴联苯醚等六种有害物质。 特别提示: ①公司设置有ROHS专用货架,相关零部件包装盒、周转盒及工夹具都有明确的ROHS环保标识。在取放相关环保物品时不允许混淆,否则导致成品不满足客户要求,造成退货和被高额罚款,严重损坏公司信誉,甚至失去客户。 ②在制作环保产品时,焊接前应确认工夹具和焊锡丝是环保型的。 电烙铁使用后,一定要稳妥地放在烙铁架上,并注意导线等物件不要碰到烙铁头,以免烫伤导线,造成漏电等事故。
要求,采用无铅焊锡丝,在一定程度减轻了危害。 ROHS指令要求电气电子产品不得含有铅、汞、镉、六价铬、多溴联苯、多溴联苯醚等六种有害物质。 特别提示: ①公司设置有ROHS专用货架,相关零部件包装盒、周转盒及工夹具都有明确的ROHS环保标识。在取放相关环保物品时不允许混淆,否则导致成品不满足客户要求,造成退货和被高额罚款,严重损坏公司信誉,甚至失去客户。 ②在制作环保产品时,焊接前应确认工夹具和焊锡丝是环保型的。 电烙铁使用后,一定要稳妥地放在烙铁架上,并注意导线等物件不要碰到烙铁头,以免烫伤导线,造成漏电等事故。")
9
掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才可能得到良好的焊点。正确的焊接操作过程可以分成五个步骤:
6.元器件焊接操作的基本步骤: 掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才可能得到良好的焊点。正确的焊接操作过程可以分成五个步骤: ①准备施焊:左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀一层焊锡(俗称“吃锡” )。 ②加热焊件:烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为1~2秒钟。对于在印制板上焊接元器件来说,要注意使烙铁头同时接触焊盘和元器件的引脚。 ③送焊丝:焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件,焊丝开始熔化并润湿焊点。注意:不要把焊锡丝送到烙铁头上! MOVIE1
。 ②加热焊件:烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为1~2秒钟。对于在印制板上焊接元器件来说,要注意使烙铁头同时接触焊盘和元器件的引脚。 ③送焊丝:焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件,焊丝开始熔化并润湿焊点。注意:不要把焊锡丝送到烙铁头上! MOVIE1.")
10
④移开焊丝:当焊丝熔化一定量后,立即向左上45°方向移开焊丝。
⑤移开烙铁:焊锡浸润焊盘和焊件的施焊部件以后,向右上45°方向移开烙铁,结束焊接。从第三步开始到第五步结束,时间大约也是1~2秒钟。 对于热容量小的焊件,例如印制板上较细导线的连接,可以简化为三步操作: ①准备:同上步骤①。 ②加热与送丝:烙铁头放在焊件上后即放入焊丝。 ③去丝移烙铁:焊锡在焊接面上扩散达到预期范围后,立即拿开焊丝并移开烙铁,并注意移去焊丝的时间不得滞后于移开烙铁的时间。 对于吸收低热量的焊件而言,上述整个过程不过2~4秒钟,各步骤时间的节奏控制,顺序的准确掌握,动作的熟练协调,对保证焊接质量至关重要,要通过大量实践并用心体会才能掌握。 焊接时,烙铁长期处于高温状态,又接触焊剂等弱酸性物质,其表面很容易氧化并沾上一些黑色杂质。这些杂质形成隔热层,妨碍了烙铁头与焊件之间的热传导,因此要随时在烙铁架的湿布或湿海棉上蹭去杂质。对于普通烙铁头,在污染严重时可以使用锉刀锉去表面氧化层,但对于长寿命烙铁头,这种方法是不可取的。

11
①焊接时必须先烙铁头接触焊盘及元件引脚处,后加焊锡丝,然后先移开焊锡丝,再移开烙铁头,顺序错误将导致焊点不良;
加热时,应该让焊件上需要焊锡浸润的各部分均匀受热,而不是仅仅加热焊件的一部分,更不要采用烙铁对焊件增加压力,以免造成损坏或不易觉察的隐患。要提高加热的效率,可以在烙铁头上保留少量的焊锡(俗称“锡桥” ),作为加热时烙铁头与焊件之间传热的桥梁。这是由于金属熔液的导热效率远远高于空气,使焊件很快就被加热到焊接温度。但应注意作为锡桥的锡量不可保留过多,以免造成焊点误连搭焊。电烙铁的撤离要及时,不允许长时间放在焊点上,否则会造成印制板铜箔翘起而报废,撤离的角度和方向将影响焊点的形成。在焊锡凝固之前,切勿使焊件移动或振动,否则极易造成虚焊。 特别提示: ①焊接时必须先烙铁头接触焊盘及元件引脚处,后加焊锡丝,然后先移开焊锡丝,再移开烙铁头,顺序错误将导致焊点不良; ②烙铁头上的黑色杂质要及时在干净的浸湿海绵上蹭去,不可以采用直甩的方法,海绵脏了及时更换。 7.焊接后的检查 元器件在焊接过程中可能产生虚焊、短路等焊接不良,所以焊接后需要进行检查。 检查的方法主要有目视、放大镜放大检查、万用表测量 MOVIE2
,作为加热时烙铁头与焊件之间传热的桥梁。这是由于金属熔液的导热效率远远高于空气,使焊件很快就被加热到焊接温度。但应注意作为锡桥的锡量不可保留过多,以免造成焊点误连搭焊。电烙铁的撤离要及时,不允许长时间放在焊点上,否则会造成印制板铜箔翘起而报废,撤离的角度和方向将影响焊点的形成。在焊锡凝固之前,切勿使焊件移动或振动,否则极易造成虚焊。 特别提示: ①焊接时必须先烙铁头接触焊盘及元件引脚处,后加焊锡丝,然后先移开焊锡丝,再移开烙铁头,顺序错误将导致焊点不良; ②烙铁头上的黑色杂质要及时在干净的浸湿海绵上蹭去,不可以采用直甩的方法,海绵脏了及时更换。 7.焊接后的检查. 元器件在焊接过程中可能产生虚焊、短路等焊接不良,所以焊接后需要进行检查。 检查的方法主要有目视、放大镜放大检查、万用表测量. MOVIE2.")
12
8.元器件的拆卸 在调试、维修电子产品时,经常需要更换一些元器件。更换元器件的前提,当然是要把原先的元器件拆焊下来。如果拆焊的方法不当,就会破坏印制板,也会使换下来但并未失效的元器件无法重新使用。 对于一般电阻器、电容器、二极管、晶体管这样引脚不多,且每个引脚能够相对活动的元器件,可以借助吸锡器;有时也可以用电烙铁直接拆焊,方法是先将印制板竖起来固定,一边用烙铁加热能够相对活动的焊点,同时用镊子或尖嘴钳夹住元器件的引线,轻轻地拉出来。 重新焊接时,必须在用烙铁加热熔化焊锡的情况下,使用锥子将焊孔再次扎通,然后才能进行焊接。需要指出的是,这种方法不宜在一个焊点上多次使用,原因在于印制导线和焊盘经过反复加热以后很容易脱落,印制板将被损坏。 在可能需要多次更换的情况下,可以采用下图所示的方法:

13
当需要拆下有多个焊点且引脚较硬的元器件时,以上方法就不行了。例如拆卸多个引脚的振荡变压器、排阻或集成电路等,一般有以下三种方法:
①采用专用工具:采用专用烙铁头等专用工具,可将所有焊点同时加热熔化后取出插孔。这种方法速度快,但需要制作专用工具,并要使用较大功率的烙铁;同时,拆焊后的焊孔容易堵死,重新焊接时还须清理;对于不同的元器件,需要不同种类的专用工具,有时并不是很方便。 ②采用吸锡烙铁或吸锡器:吸锡烙铁既可以拆下待换的元器件,又能够不受元器件种类的限制。但它必须逐个焊点除锡,效率较低,而且应该及时清除吸入的锡渣。在对金属化孔中的元件进行拆焊时,这种工具也并不方便,有时甚至无法使用。这种情况可以用烙铁将焊点充分加热,然后使用吹瓶对准焊孔,将焊锡吹出来。 ③用吸锡材料:可用作吸锡材料的有屏蔽线编织层、细铜网以及多股铜导线等。将吸锡材料浸上松香水贴到待焊点上,用烙铁头加热吸锡材料,通过吸锡材料将热传到焊点上熔化焊锡。熔化的锡沿着吸锡材料上升,吸锡材料将焊点的焊锡吸附后,焊点被拆开。这种方法简便易行,且不易烫坏印制电路板,在没有专用工具和吸锡器时,这是一种好办法。其缺点是拆焊后的板面较脏,需要用酒精等溶剂擦拭干净。

14
二、应知 1.应该知道怎样的产品才是好的,无异常的
电子装配焊接和贴片焊接,在印制电路板设计合理、制作质量合格的基础上,关键是查看焊点外观状态,作为操作人员,你首先要知道怎样才是好的。表1列出了传统通孔插装和表面贴装正常典型焊点外观特性。

15
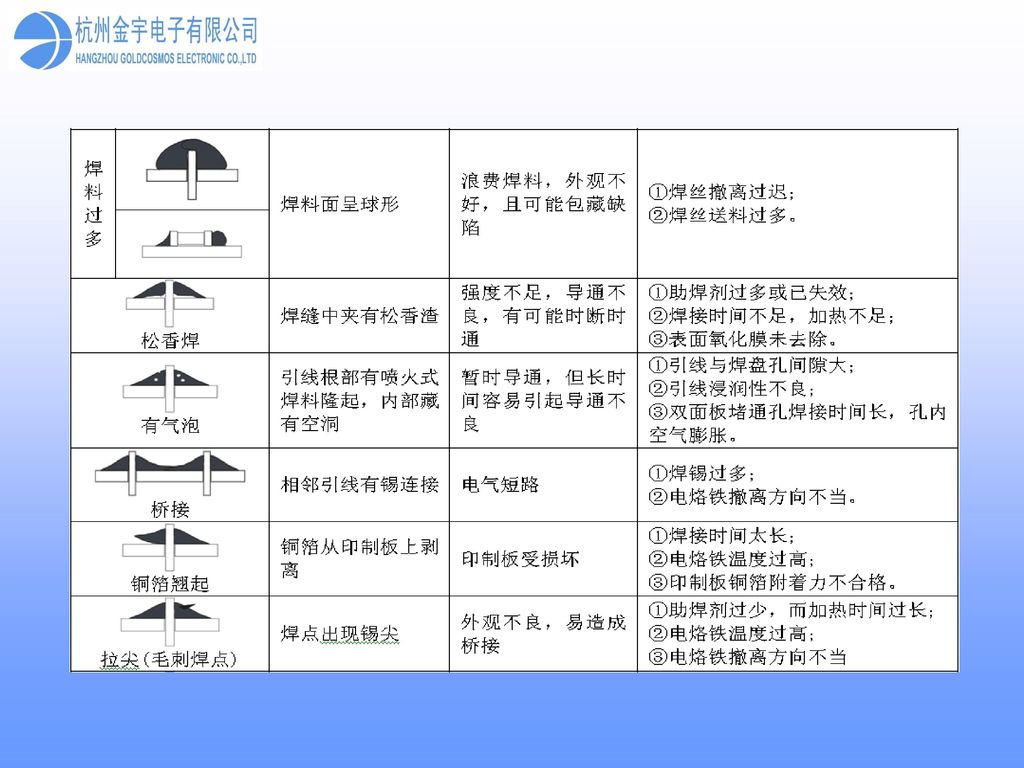
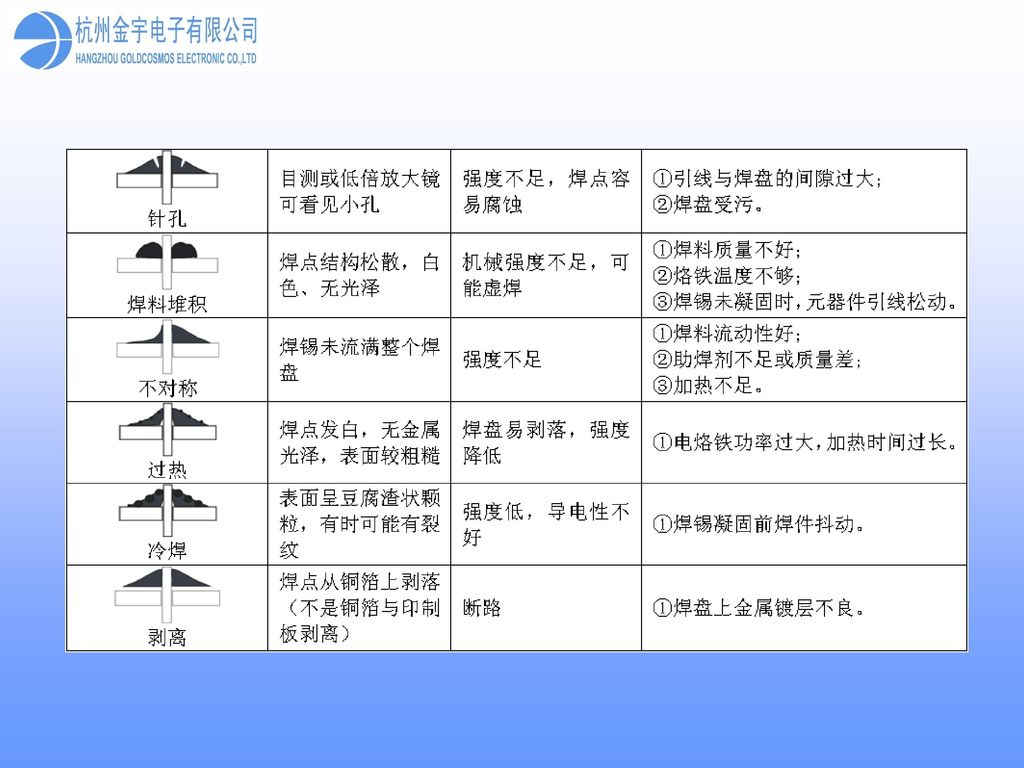
2.应该知道产品什么情况是不好的,异常的 在大批量制造过程中,难免会出现各种缺陷焊点,操作人员应该知道什么是有缺陷的,并且要努力避免缺陷焊点产生,或者万一出错就应采取有效措施将缺陷焊点修正良好,保证到客户手中的是无缺陷产品。造成焊接缺陷的原因较多,在材料(焊料及焊剂)与工具(电烙铁、夹具)一定的情况下,采用什么样的方式以及操作者的熟练程度、责任心等是决定性的因素。表2列出了常见焊点缺陷及原因分析。
与工具(电烙铁、夹具)一定的情况下,采用什么样的方式以及操作者的熟练程度、责任心等是决定性的因素。表2列出了常见焊点缺陷及原因分析。")
18
高压包引线虚焊放大图 M7二极管虚焊

19
骨架1#针焊盘断开浮起放大图

20
D1(M7二极管)虚焊
虚焊")
21
R1电阻虚焊放大图 R1电阻一端虚焊

22
接地片焊点虚焊放大图 4#针初级引出线漏焊放大图

23
高压包4#针引出线漏焊 高压包1#针引引出线漏焊

25
3.员工应该知道如果在作业过程中发现操作失误、产品不良现象,要如何处理。
发现自己作业的产品出现不良,应首先初步判断原因,不良产品置入有标识的不良品盒,如发现5个以上相同不良现象,立即报告上面一级负责人(流水线直接操作者报告班长),及时处理。 自己操作失误造成制品报废,应将产品作标记并放入报废品盒。 在作业互检时发现制品不良,应及时与相关岗位联系,及时处理。
,及时处理。 自己操作失误造成制品报废,应将产品作标记并放入报废品盒。 在作业互检时发现制品不良,应及时与相关岗位联系,及时处理。")
26
谢 谢!

27
视频1:元器件的焊接 返回

28
视频2:焊接后的检查 返回













专业技术资格社会化认证体系建.>")







