Download presentation
1
柔性制造系统

2
柔性自动化的兴起 FMS的形成与发展 FMS的工作原理 柔性制造系统的组成 柔性制造系统的优点 柔性制造技术的研究向着深度和广度发展

3
柔性制造系统(flexible manufacturing system)是在自动化技术、信息技术和制造技术的基础上,通过计算机软件科学,把工厂生产活动中的自动化设备有机地集成起来,打破设计和制造的界限,取消图纸、工艺卡片,使产品设计、生产相互结合而成的,适用于中、小批量和较多品种生产的高柔性、高效率的制造系统。
是在自动化技术、信息技术和制造技术的基础上,通过计算机软件科学,把工厂生产活动中的自动化设备有机地集成起来,打破设计和制造的界限,取消图纸、工艺卡片,使产品设计、生产相互结合而成的,适用于中、小批量和较多品种生产的高柔性、高效率的制造系统。")
4
柔性增加 产品增加 图1 柔性制造系统的应用范围 手工操作的生产车间 小量生产 大量不同的零件 柔性制造系统 中小批量生产 相似类型的零件
专用设备 大批量生产 接近相同的零件 产品增加 图1 柔性制造系统的应用范围

5
柔性自动化的兴起 随着科学技术的发展, 对产品的功能与质量的要求提高, 产品更新换代的周期越来越短, 产品的复杂程度也随之增高,
传统的大批量生产方式受到了挑战。为了同时提高制造工业的柔性和生产效率,使之在保证产品质量的前提下,缩短产品生产周期,降低产品成本,是终使中小批量生产能与大批量生产抗衡,柔性自动化系统便应运而生。

6
FMS的形成与发展 1967年,英国莫林斯公司首次根据威廉森提出的FMS基本概念,研制了“系统24”。其主要设备是六台模块化结构的多工序数控机床,目标是在无人看管条件下,实现昼夜24小时连续加工,但最终由于经济和技术上的困难而未全部建成。 同年,美国的怀特·森斯特兰公司建成 Omniline I系统,它由八台加工中心和两台多轴钻床组成,工件被装在托盘上的夹具中,按固定顺序以一定节拍在各机床间传送和进行加工。这种柔性自动化设备适于少品种、大批量生产中使用,在形式上与传统的自动生产线相似,所以也叫柔性自动线。

7
1976年,日本发那科公司展出了由加工中心和工业机器人组成的柔性制造单元(简称FMC),为发展FMS提供了重要的设备形式。柔性制造单元(FMC)一般由1~2台数控机床与物料传送装置组成,有独立的工件储存站和单元控制系统,能在机床上自动装卸工件,甚至自动检测工件,可实现有限工序的连续生产,适于多品种小批量生产应用。 70年代末期,FMS在技术上和数量上都有较大发展,80年代初期已进入实用阶段,其中以由3~5台设备组成的FMS为最多,但也有规模更庞大的系统投入使用。

8
1982年,日本发那科公司建成自动化电机加工车间,由60个柔性制造单元(包括50个工业机器人)和一个立体仓库组成,另有两台自动引导台车传送毛坯和工件,此外还有一个无人化电机装配车间,它们都能连续24小时运转。 这种自动化和无人化车间,是向实现计算机集成的自动化工厂迈出的重要一步。与此同时,还出现了若干仅具有FMS基本特征,但自动化程度不很完善的经济型FMS,使FMS的设计思想和技术成就得到普及应用。
和一个立体仓库组成,另有两台自动引导台车传送毛坯和工件,此外还有一个无人化电机装配车间,它们都能连续24小时运转。 这种自动化和无人化车间,是向实现计算机集成的自动化工厂迈出的重要一步。与此同时,还出现了若干仅具有FMS基本特征,但自动化程度不很完善的经济型FMS,使FMS的设计思想和技术成就得到普及应用。")
9
FMS的工作原理 FMS的工作过程可以这样来描述:柔性制造系统接到上一级控制系统的有关生产计划信息和技术信息后,由其信息系统进行数据信息的处理、分配,并按照所给的程序对物流系统进行控制。 物料库和夹具根据生产的品种及调度计划信息提供相应品种的毛坯,选出加工所需要的夹具。毛坯的随行夹具由输送系统送出。工业机器人或自动装卸机按照信息系统的指令和工件及夹具的编码信息,自动识别和选择所装卸的工件及夹具,并将其安装到相应机床上。

10
机床的加工程序识别装置根据送来的工件及加工程序编码,选择加工所需的加工程序,并进行检验。全部加工完毕后,由装卸及运输系统送入成品库,同时把加工质量、数量信息送到监视和记录装置,随行夹具被送会夹具库。
当需要改变加工产品时,只要改变传输给信息系统的生产计划信息、技术信息和加工程序,整个系统即能迅速、自动地按照新要求来完成新产品的加工。 中央计算机控制着系统中物料的循环,执行进度安排、调度和传送协调等功能。它不断收集每个工位上的统计数据和其它制造信息,以便作出系统的控制决策。

11
柔性制造系统的优点 柔性制造系统是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。具体优点如下。 第一,设备利用率高。由于采用计算机对生产进行调度,一旦有机床空闲,计算机便分配给该机床加工任务。在典型情况下,采用柔性制造系统中的一组机床所获得的生产量是单机作业环境下同等数量机床生产量的3倍。 第二,减少生产周期,在制品减少80%左右。由于零件集中在加工中心上加工,减少了机床数和零件的装卡次数。采用计算机进行有效的调度也减少了周转的时间。

12
第三,生产能力相对稳定。自动加工系统由一自或多台机床组成,发生故障时,有降级运转的能力,物料传送系统也有自行绕过故障机床的能力。
第四,产品质量高。零件在加工过程中,装卸一次完成,加工精度嵩,加工形式稳定。FMS减少了卡具和机床的数量,并且卡具与机床匹配得当,从而保证了零件的一致性和产品的质量。同时自动检测设备和自动补偿装置可以及时发现质量问题,并采取相应的有效措施,保证了产品的质量。

13
第五,运行灵活。有些柔性制造系统的检验、装卡和维护工作可在第一班完成,第二、第三班可在无人照看下正常生产。在理想的柔性制造系统中,其监控系统还能处理诸如刀具的磨损调换、物流的堵塞疏通等运行过程中不可预料的问题。 第六,产品应变能力大。刀具、夹具及物料运输装置具有可调性,且系统平面布置合理,便于增减设备,满足市场需要。当市场需求或设计发生变化时,在FMS的设计能力内,不需要系统硬件结构的变化,系统具有制造不同产品的柔性。并且,对于临时需要的备用零件可以随时混合生产,而不影响FMS的正常生产。

14
第七,加工成本低。FMS的生产批量在相当大的范围内变化,其生产成本是最低的。它除了一次性投资费用较高外,其他各项指标均优于常规的生产方案。

15
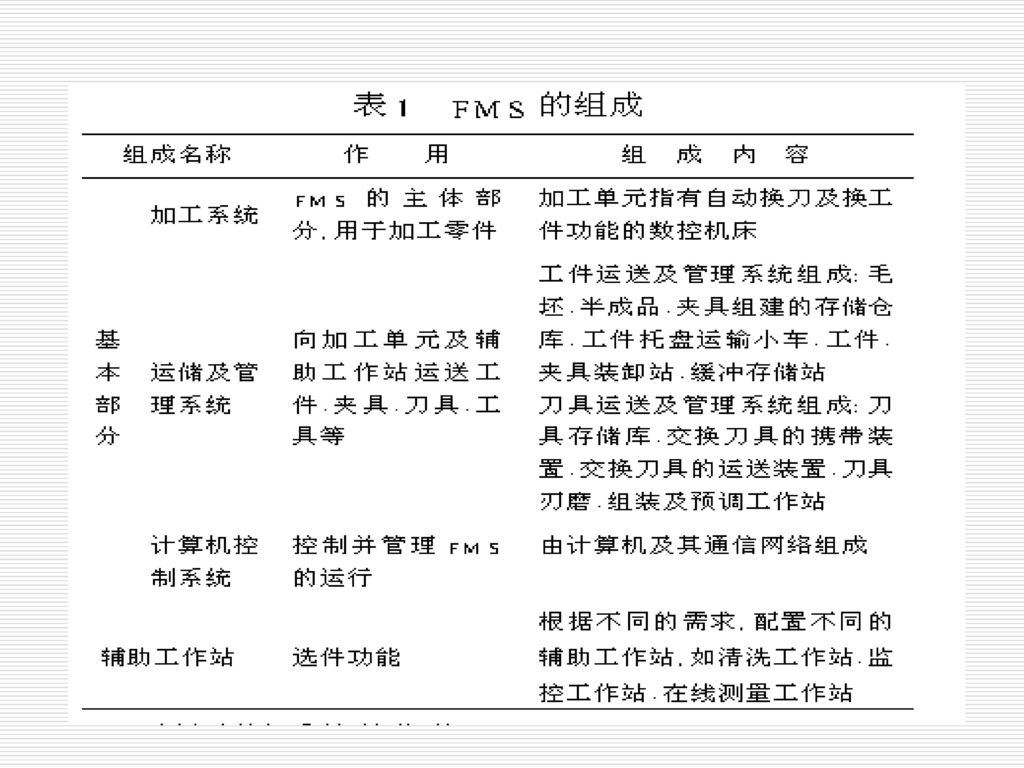
柔性制造系统的组成 为了实现制造系统的柔性, FMS必须包括下列组成部分。典型的柔性制造系统包括 数字控制加工设备 物料储运系统
信息控制系统 系统软件 在此基础上,可以根据具体需求选择不同的辅助工具,如监控工作站、测量工作站等。

16
柔性制造系统采用的设备由待加工工件的类别决定,主要有加工中心、车削中心或计算机数控(CNC)车、铣、磨及齿轮加工机床等,用以自动地完成多种工序的加工。加工中心和数控车床,前者用于加工箱体类和板类零件,后者则用于加工轴类和盘类零件。中、大批量少品种生产中所用的FMS,常采用可更换主轴箱的加工中心,以获得更高的生产效率。
车、铣、磨及齿轮加工机床等,用以自动地完成多种工序的加工。加工中心和数控车床,前者用于加工箱体类和板类零件,后者则用于加工轴类和盘类零件。中、大批量少品种生产中所用的FMS,常采用可更换主轴箱的加工中心,以获得更高的生产效率。")
17
物料系统用以实现工件及工装夹具的自动供给和装卸,以及完成工序间的自动传送、调运和存贮工作,包括各种传送带、自动导引小车、工业机器人及专用起吊运送机等。
储存和搬运系统搬运的的物料有毛坯、工件、刀具、夹具、检具和切屑等;储存物料的方法有平面布置的托盘库,也有储存量较大的桁道式立体仓库。

18
工业机器人可在有限的范围内为1~4台机床输送和装卸工件,对于较大的工件常利用托盘自动交换装置(简称APC)来传送,也可采用在轨道上行走的机器人,同时完成工件的传送和装卸。磨损了的刀具可以逐个从刀库中取出更换,也可由备用的子刀库取代装满待换刀具的刀库。车床卡盘的卡爪、特种夹具和专用加工中心的主轴箱也可以自动更换。切屑运送和处理系统是保证 FMS连续正常工作的必要条件,一般根据切屑的形状、排除量和处理要求来选择经济的结构方案。
来传送,也可采用在轨道上行走的机器人,同时完成工件的传送和装卸。磨损了的刀具可以逐个从刀库中取出更换,也可由备用的子刀库取代装满待换刀具的刀库。车床卡盘的卡爪、特种夹具和专用加工中心的主轴箱也可以自动更换。切屑运送和处理系统是保证 FMS连续正常工作的必要条件,一般根据切屑的形状、排除量和处理要求来选择经济的结构方案。")
19
(三)信息控制系统 设备级 FMS信息控制系统 工作站级 单元级 其中单元级控制系统(单元控制器)是柔性制造系统的核心。
信息控制系统 设备级 FMS信息控制系统 工作站级 单元级 其中单元级控制系统(单元控制器)是柔性制造系统的核心。")
20
第一级为各个工艺设备的计算机数控装置(CNC),实现各的口工过程的控制;
第二级为群控计算机,负责把来自第三级计算机的生产计划和数控指令等信息,分配给第一级中有关设备的数控装置,同时把它们的运转状况信息上报给上级计算机; 第三级是FMS的主计算机(控制计算机),其功能是制订生产作业计划,实施FMS运行状态的管理,及各种数据的管理。
,其功能是制订生产作业计划,实施FMS运行状态的管理,及各种数据的管理。")
21
(四)系统软件 系统软件用以确保柔性制造系统有效地适应中小批量多品种生产的管理、控制及优化工作,包括设计规划软件、生产过程分析软件、生产过程调度软件、系统管理和监控软件。 性能完善的软件是实现FMS功能的基础,除支持计算机工作的系统软件外,数量更多的是根据使用要求和用户经验所发展的专门应用软件,大体上包括控制软件(控制机床、物料储运系统、检验装置和监视系统)、计划管理软件(调度管理、质量管理、库存管理、工装管理等)和数据管理软件(仿真、检索和各种数据库)等。
、计划管理软件(调度管理、质量管理、库存管理、工装管理等)和数据管理软件(仿真、检索和各种数据库)等。")
23
21世纪FMS的关键技术 集成化技术 网络技术网络技术
包括硬件与软件的实现。各种通讯协议及制造自动化协议、信息通信接口、系统操作控制策略等是实现各种制造系统自动化的基础。 模糊控制技术 模糊数学的实际应用是模糊控制器。最近开发出的高性能模糊控制器具有自学习功能,可在控制过程中不断获取新的信息并自动地对控制量作调整,使系统性能大为改善。

24
人工智能及专家系统技术 智能制造技术(IMT)旨在将人工智能融入制造过程的各个环节,借助模拟专家的智能活动,取代或延伸制造环境中人的部分脑力劳动。在制造过程中,系统能自动检测其运行状态,在受到外界或内部刺激时能自动调节其参数以达到最佳工作状态,具备自组织能力。故IMT被称为未来21世纪的制造技术。对未来智能化FMS具有重要意义的另一个正在急速发展的领域是智能传感器技术,该项技术是伴随计算机应用技术和人工智能而产生的,它使传感器具有内在的“决策”功能。
旨在将人工智能融入制造过程的各个环节,借助模拟专家的智能活动,取代或延伸制造环境中人的部分脑力劳动。在制造过程中,系统能自动检测其运行状态,在受到外界或内部刺激时能自动调节其参数以达到最佳工作状态,具备自组织能力。故IMT被称为未来21世纪的制造技术。对未来智能化FMS具有重要意义的另一个正在急速发展的领域是智能传感器技术,该项技术是伴随计算机应用技术和人工智能而产生的,它使传感器具有内在的 决策 功能。")
25
人工神经网络技术 人工神经网络(ANN)是模拟智能生物的神经网络对信息进行平行处理的一种方法。故人工神经网络也就是一种人工智能工具。在自动控制领域,神经网络不久将平行于专家系统和模糊控制系统,成为现代自动化系统中的一个组成部分。 虚拟现实与多媒体技术 虚拟现实(VR)是人造的计算机环境,使处在这种环境中的人有身临其境的感觉,并强调人的操作与介入。VR技术在21世纪制造业中将有广泛的应用,它可以用于培训、制造系统仿真、实现基于制造仿真的设计与制造和集成设计与制造、实现集成人的设计等。
是人造的计算机环境,使处在这种环境中的人有身临其境的感觉,并强调人的操作与介入。VR技术在21世纪制造业中将有广泛的应用,它可以用于培训、制造系统仿真、实现基于制造仿真的设计与制造和集成设计与制造、实现集成人的设计等。")
26
计算机辅助设计 未来计算机辅助设计(CAD)技术发展将会引入专家系统,使之具有智能化,可处理各种复杂的问题。当前设计技术最新的一个突破是光敏立体成型技术,直接利用CAD数据,通过计算机控制的激光扫描系统将三维数字模型分成若干层二维片状图形,并按二维片状图形对池内的光敏树脂液面进行光学扫描,被扫描到的液面则变成固化塑料,如此循环操作,逐层扫描成型,并自动地将分层成型的各片状固化塑料粘合在一起,仅需要确定数据,数小时内便可制出精确的原形。利用这项技术可加快开发新产品和研制新结构的速度。
技术发展将会引入专家系统,使之具有智能化,可处理各种复杂的问题。当前设计技术最新的一个突破是光敏立体成型技术,直接利用CAD数据,通过计算机控制的激光扫描系统将三维数字模型分成若干层二维片状图形,并按二维片状图形对池内的光敏树脂液面进行光学扫描,被扫描到的液面则变成固化塑料,如此循环操作,逐层扫描成型,并自动地将分层成型的各片状固化塑料粘合在一起,仅需要确定数据,数小时内便可制出精确的原形。利用这项技术可加快开发新产品和研制新结构的速度。")
27
柔性制造技术的研究向着深度和广度发展 一.控制技术发展迅速
单元控制系统是FMS的大脑及神经中枢,随着计算机技术的进一步发展以及人工智能技术的发展与应用,FMS控制技术无论是软件还是硬件均有突飞猛进的发展。主要表现在以下几个方面: 1不断推出新型控制软件。 2.控制软件的模块化、标准化。 3.迅速发展新型软件。 4.积极引入设计新方法。 5.发展新型控制体系结构。 6大力开发应用人工智能技术。

28
2 FMS物流系统性能更趋于完善 21世纪FMS物流系统性能提高主要体现在构成FMS的各项技术,如加工、运贮等技术的迅速发展。随着各类先进加工技术的相继问世,从而导致FMS系统性能的提高是不言而喻的。 加工方面,瑞士的一家工业公司由激光加工中心及CNC自动车床和自动磨床组成的柔性制造单元。

29
运贮技术的研究、开发和利用主要自动制导车(AGV)和自动存储/提取(AS/RS)系统的发展。随着通信技术的发展,AGV控制能力以及AGV自身诊断能力将会有大幅度的提高,从而AGV传输方式将成为传输物料更可靠的方法。大大提高FMS的生产率和设备利用率。
和自动存储/提取(AS/RS)系统的发展。随着通信技术的发展,AGV控制能力以及AGV自身诊断能力将会有大幅度的提高,从而AGV传输方式将成为传输物料更可靠的方法。大大提高FMS的生产率和设备利用率。")
30
THE END THANK YOU!







 林卓然编著 中山大学出版社>")
>")


 制作人:张爱红.>")









投资有限公司 运动控制部技术经理 李幼涵 高级工程师>")