Download presentation
1
第 4 章 计算机数控(CNC)装置
装置")
2
4.1 概 述

3
4.1.1 CNC技术的发展 表4.1数控系统的演变 分类 世代 诞生年代 系统元件及电路构成 世界 我国 硬件数控NC 第一代 第二代
第三代 1952年 1959年 1965年 1958年 1972年 电子管、继电器,模拟电路 晶体管,数字电路(分立元件) 集成数字电路 计算机数控 CNC 第四代 1970年 1976年 内装小型计算机,中规模集成电路 第五代 1974年 1982年 内装微处理器的NC字符显示,故障自诊断 1979年 1981年 1987年 1991年 1995年 超大规模集成电路,大容量存储器,可编程接口,遥控接口 人机对话,动态图形显示,实时软件精度补偿,适应机床无人化运转要求 32位CPU,可控15轴,设定0.0001mm进给速度24m/min,带前馈控制的交流数字伺服、智能化 系统。 利用RISC技术64位系统。 微机开放式CNC系统。
 集成数字电路. 计算机数控. CNC. 第四代. 1970年. 1976年. 内装小型计算机,中规模集成电路. 第五代. 1974年. 1982年. 内装微处理器的NC字符显示,故障自诊断. 1979年. 1981年. 1987年. 1991年. 1995年. 超大规模集成电路,大容量存储器,可编程接口,遥控接口. 人机对话,动态图形显示,实时软件精度补偿,适应机床无人化运转要求. 32位CPU,可控15轴,设定0.0001mm进给速度24m/min,带前馈控制的交流数字伺服、智能化 系统。 利用RISC技术64位系统。 微机开放式CNC系统。")
4
用软件扩充数控功能、刀具补偿,固定循环,存储器运行 用软件充实人机接口,彩色显示,会话编程,仿真
CNC技术的发展 表4·2 数控系统的技术进步状况 年代 76 77 78 79 80 81 82 83 84 85 86 87~90 91 CPU 3000C/2901位片机 16位微处理器 32位微处理器 64位 伺服 驱动 直流模拟伺服 交流模 拟伺服 交流数字伺服 最小设定单位 1 0.1 0.01 进给 速度 高速、高精度型2.1m/min 8.4m/min 33.7m/min 高速型 15m/min 60m/min 快速 9.6m/min 24m/min 240m/min 扩充 功能 用软件扩充数控功能、刀具补偿,固定循环,存储器运行 用软件充实人机接口,彩色显示,会话编程,仿真 32位CPU,高速、高精度加工, 数字伺服,高速主轴,智能化开放 系统

5
4.1.1 CNC技术的发展 表4·3 数控系统的功能水平 项目 低档 中档 高档 分辨率 10 1 0.1 进给速度 8-15 m/min
表4·3 数控系统的功能水平 项目 低档 中档 高档 分辨率 10 1 0.1 进给速度 8-15 m/min 15-24 m/min m/min 联动轴数 2-3轴 2-4轴或3-5轴以上 主CPU 8位 16位、32位甚至采用RISC的64位 伺服系统 步进电机、开环 直流及交流闭环、全数字交流伺服系统 内装PLC 无 有内装PC,功能极强的内装PC,甚至有轴控制功能 显示功能 数码管,简单的CRT字符显示 有字符图形或三维图形显示 通信功能 RC232C和DNC接口 有MAP通讯接口和联网功能

6
CNC系统的组成 EIA(美国电子工业协会)所属的数控标准化委员会的定义:“CNC是用一个存储程序的计算机,按照存储在计算机内的读写存储器中的控制程序去执行数控装置的部分或全部功能,在计算机之外的唯一装置是接口”。 ISO(国际标准化组织)的定义:“数控系统是一种控制系统,它自动阅读输入载体上事先给定的数字,并将其译码,从而使机床移动和加工零件”。 CNC系统与NC系统 数控系统分轮廓控制和点位控制系统。 数控系统的核心是完成数字信息运算、处理和控制的计算机,即数字控制装置。
的定义: 数控系统是一种控制系统,它自动阅读输入载体上事先给定的数字,并将其译码,从而使机床移动和加工零件 。 CNC系统与NC系统. 数控系统分轮廓控制和点位控制系统。 数控系统的核心是完成数字信息运算、处理和控制的计算机,即数字控制装置。")
7
CNC系统的组成 从自动控制的角度来看,CNC系统是一种位置(轨迹)、速度(还包括电流)控制系统,其本质上是以多执行部件(各运动轴)的位移量、速度为控制对象并使其协调运动的自动控制系统,是一种配有专用操作系统的计算机控制系统。 从外部特征来看,CNC系统是由硬件(通用硬件和专用硬件)和软件(专用)两大部分组成的。
和软件(专用)两大部分组成的。")
8
4.1.3 CNC装置的组成和工作原理 数控加工程序 CNC系统平台 硬件 操作系统 管理软件 应用软件 控制软件 口 被控设备 机 床
接 口 被控设备 机 床 机器人 测量机 ......

9
4.1.3 CNC装置的组成和工作原理 1.硬件结构: CPU,存储器,总线、外设等。
2.软件结构:是一种用于零件加工的、实时控制的、特殊的(或称专用的)计算机操作系统。 系 统 初始化 系统控制软件 程序管理 编辑 存储 录放 管理软件 控制软件 输入程序 输出程序 显示程序 诊断程序 译码程序 补偿计算 速度控制 插补程序 位控程序 图4.1 CNC软件的构成
计算机操作系统。 系 统. 初始化. 系统控制软件. 程序管理. 编辑. 存储. 录放. 管理软件. 控制软件. 输入程序. 输出程序. 显示程序. 诊断程序. 译码程序. 补偿计算. 速度控制. 插补程序. 位控程序. 图4.1 CNC软件的构成.")
10
CNC装置的组成和工作原理 3. 工作原理 通过各种输入方式,接受机床加工零件的各种数据信息,经过CNC装置译码,再进行计算机的处理、运算,然后将各个坐标轴的分量送到各控制轴的驱动电路,经过转换、放大去驱动伺服电动机,带动各轴运动。并进行实时位置反馈控制,使各个坐标轴能精确地走到所要求的位置。 简要工作过程: 1)输入: 输入内容——零件程序、控制参数和补偿数据。 输入方式——穿孔纸带阅读输入、磁盘输入、光盘输入、手健盘输入, 通讯接口输入及连接上级计算机的DNC接口输入
输入: 输入内容——零件程序、控制参数和补偿数据。 输入方式——穿孔纸带阅读输入、磁盘输入、光盘输入、手健盘输入, 通讯接口输入及连接上级计算机的DNC接口输入.")
11
4.1.3 CNC装置的组成和工作原理 2)译码:以一个程序段为单位,根据一定的语法规则解释、翻译成计算机
能够识别的数据形式,并以一定的数据格式存放在指定的内存专 用区内。 3)数据处理:包括刀具补偿,速度计算以及辅助功能的处理等。 4)插补:插补的任务是通过插补计算程序在一条曲线的已知起点和终点之 间进行“数据点的密化工作”。 5)位置控制:在每个采样周期内,将插补计算出的理论位置与实际反馈位 置相比较,用其差值去控制进给伺服电机。 6)I/O处理:处理CNC装置与机床之间的强电信号输入、输出和控制。 7)显示:零件程序、参数、刀具位置、机床状态等。 8)诊断:检查一切不正常的程序、操作和其他错误状态。
数据处理:包括刀具补偿,速度计算以及辅助功能的处理等。 4)插补:插补的任务是通过插补计算程序在一条曲线的已知起点和终点之. 间进行 数据点的密化工作 。 5)位置控制:在每个采样周期内,将插补计算出的理论位置与实际反馈位. 置相比较,用其差值去控制进给伺服电机。 6)I/O处理:处理CNC装置与机床之间的强电信号输入、输出和控制。 7)显示:零件程序、参数、刀具位置、机床状态等。 8)诊断:检查一切不正常的程序、操作和其他错误状态。")
12
4.1.4 CNC装置的主要功能和特点 1.数控装置的主要功能 (1)控制轴数和联动轴数 (2)准备功能(G功能) (3)插补功能
(4)主轴速度功能:主轴转速的编码方式、恒定线速度、主轴定向准停 (5)进给功能( F ) 1)切削进给速度 2) 同步进给速度 3)快速进给速度 4)进给倍率 。 (6)补偿功能 1) 刀具长度、刀具半径补偿和刀尖圆弧的补偿 2)工艺量的补偿 (7)固定循环加工功能
主轴速度功能:主轴转速的编码方式、恒定线速度、主轴定向准停. (5)进给功能( F ) 1)切削进给速度 2) 同步进给速度 3)快速进给速度 4)进给倍率 。 (6)补偿功能. 1) 刀具长度、刀具半径补偿和刀尖圆弧的补偿. 2)工艺量的补偿. (7)固定循环加工功能.")
13
4.1.4 CNC装置的主要功能和特点 (8)辅助功能(M代码) (9)字符图形显示功能
(10)程序编制功能:手工编程、 在线编程、自动编程 (11)输入、输出和通讯功能 (12)自诊断功能 2.CNC数控装置的特点 1)灵活性大 2)通用性强 3)可靠性高 4)可以实现丰富、复杂的功能 5)使用维修方便 6)易于实现机电一体化
程序编制功能:手工编程、 在线编程、自动编程. (11)输入、输出和通讯功能. (12)自诊断功能. 2.CNC数控装置的特点. 1)灵活性大. 2)通用性强. 3)可靠性高. 4)可以实现丰富、复杂的功能. 5)使用维修方便. 6)易于实现机电一体化.")
14
4.2 CNC装置的硬件结构

15
4.2.1 CNC装置的硬件构成 单微处理器硬件结构图 CPU ROM RAM IN接口 OUT接口 阅读机 接口 MDI/CRT 接口
位置 控制 其它 接口 总线 单微处理器硬件结构图

16
4.2.2 CNC装置的体系结构 CNC装置的体系结构分为:单微处理机和多微处理机系统,中高档的CNC装置以多微处理机结构为多。 ■ 单微处理机结构:见上图 ■ 多微处理机CNC装置的结构: 1. 主从结构 2. 多主结构 3. 分布式结构 4. 多通道结构

17
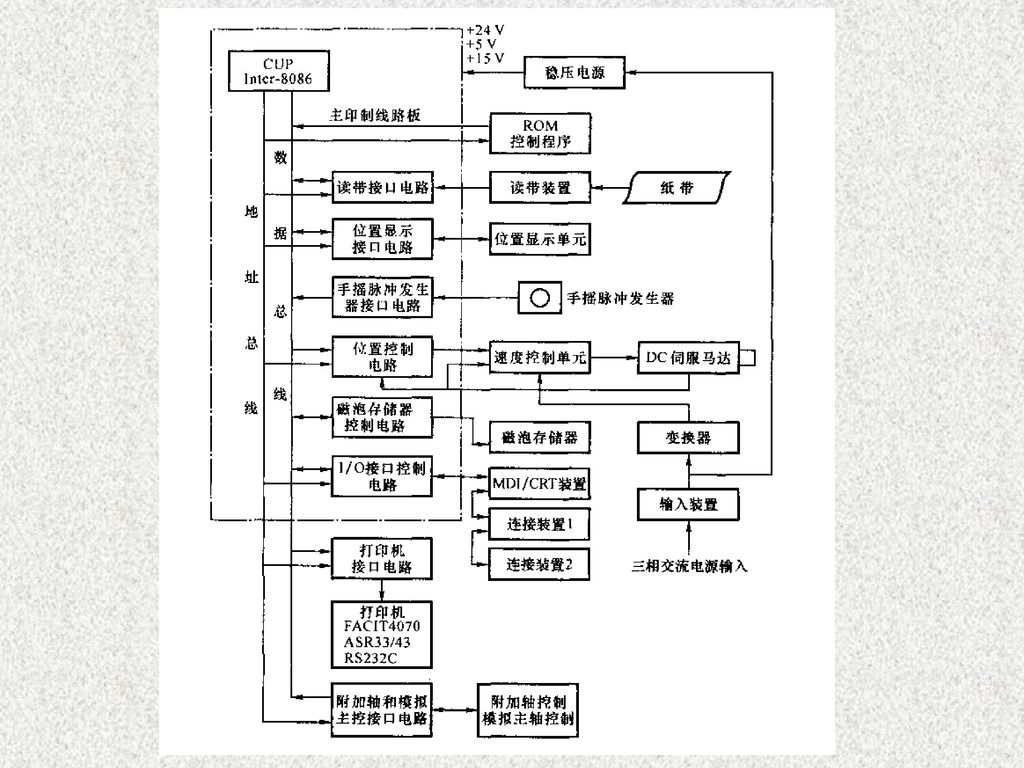
4.2.3 单微处理机数控装置的硬件结构 单微处理机数控装置:是以一个CPU(中央处理器)为核心,CPU通过总线与存储器和各种接口相连接,采取集中控制、分时处理的工作方式,完成数控加工各个任务。 单微处理机结构: 微处理器、存储器、总线、接口等。 接口包括I/O接口、串行接口、CRT/MDI接口、数控技术中的控制单元部件和接口电路,如位置控制单元、可编程控制器(PLC)、主轴控制单元、穿孔机和纸带阅读机接口,以及其它选件接口等。 1.微处理器和总线 微处理器:运算、控制 总线:CPU与各组成部件、接口等之间的信息公共传输线,包括控制 、地址和数据三总线。 2.存储器 ① 只读存储器(ROM)和随机存储器(RAM)
为核心,CPU通过总线与存储器和各种接口相连接,采取集中控制、分时处理的工作方式,完成数控加工各个任务。 单微处理机结构: 微处理器、存储器、总线、接口等。 接口包括I/O接口、串行接口、CRT/MDI接口、数控技术中的控制单元部件和接口电路,如位置控制单元、可编程控制器(PLC)、主轴控制单元、穿孔机和纸带阅读机接口,以及其它选件接口等。 1.微处理器和总线 微处理器:运算、控制 总线:CPU与各组成部件、接口等之间的信息公共传输线,包括控制 、地址和数据三总线。 2.存储器 ① 只读存储器(ROM)和随机存储器(RAM)")
19
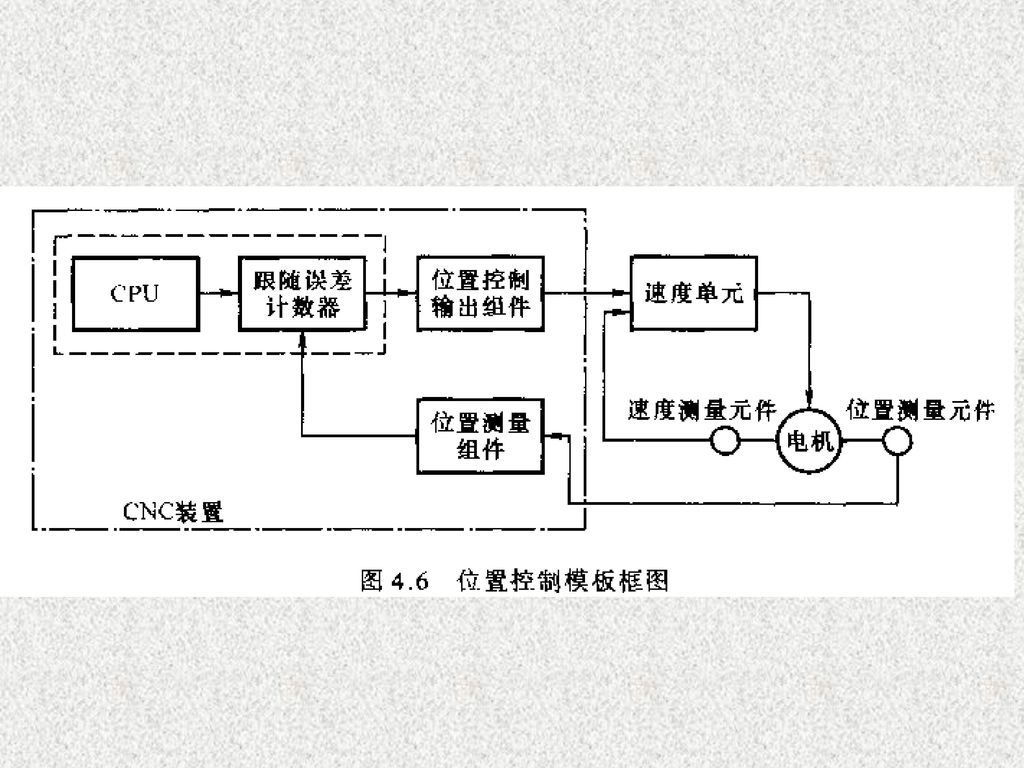
4.2.3 单微处理机数控装置的硬件结构 它们的用途: ● 只读存储器(ROM):系统程序 ● 随机存储器(RAM):运算的中间结果、需显示的数据、运行中的状态、标志信息 ② CMOS RAM或磁泡存储器:加工的零件程序、机床参数、刀具参数 3.位置控制单元 ●对数控机床的进给运动的坐标轴位置进行控制(包括位置和速度控制)。 (对主轴的控制一般只包括速度控制) ●C轴位置控制:包括位置和速度控制 ●刀库位置控制(简易位置控制) 进给轴位置控制的硬件:大规模专用集成电路位置控制芯片、位置控制模板。
:系统程序 ● 随机存储器(RAM):运算的中间结果、需显示的数据、运行中的状态、标志信息 ② CMOS RAM或磁泡存储器:加工的零件程序、机床参数、刀具参数 3.位置控制单元 ●对数控机床的进给运动的坐标轴位置进行控制(包括位置和速度控制)。 (对主轴的控制一般只包括速度控制) ●C轴位置控制:包括位置和速度控制 ●刀库位置控制(简易位置控制) 进给轴位置控制的硬件:大规模专用集成电路位置控制芯片、位置控制模板。")
20
参考 寄存器 DMR

22
4.2.4 多微处理机数控装置的硬件结构 1.多微处理机CNC装置的典型结构
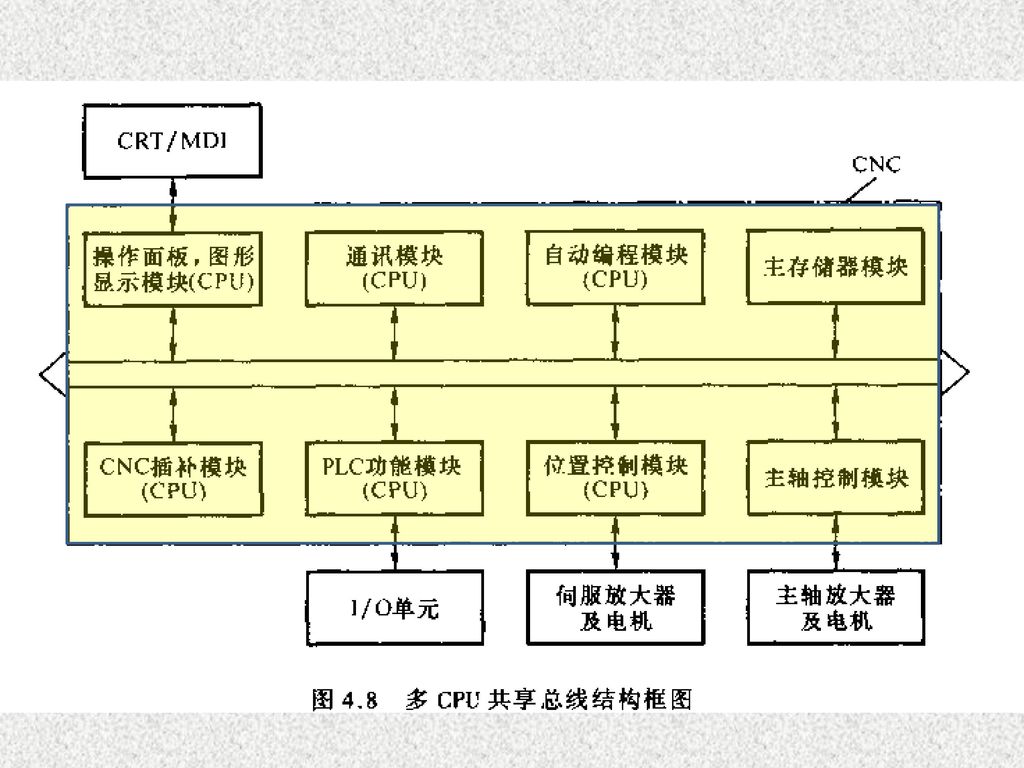
多微处理机数控装置的硬件结构 1.多微处理机CNC装置的典型结构 总线互联方式,典型的结构:共享总线型、共享存储器型及混合型结构。 (1)功能模块 1)CNC管理模块 2)存储器模块 3)CNC插补模块 4)位置控制模块 5)操作控制数据输入、输出和显示模块 6)PLC模块
功能模块. 1)CNC管理模块. 2)存储器模块. 3)CNC插补模块. 4)位置控制模块. 5)操作控制数据输入、输出和显示模块. 6)PLC模块.")
23
4.2.4 多微处理机数控装置的硬件结构 (2)共享总线结构 结构与仲裁 主模块与从模块 总线仲裁及其方式:串行方式和并行方式
多微处理机数控装置的硬件结构 (2)共享总线结构 结构与仲裁 主模块与从模块 总线仲裁及其方式:串行方式和并行方式 串行总线仲裁方式:优先权的排列是按链接位置确定。 并行总线仲裁方式:专用逻辑电路,优先权编码方案 模块之间的通讯:公共存储器 总线:STD bus (支持8位和16位字长) Multi bus (Ⅰ型支持16位字长,Ⅱ型支持32位字长) S-100 bus (可支持16位字长) VERSA bus (可支持32位字长) VME bus (可支持32位字长)
共享总线结构. 结构与仲裁. 主模块与从模块. 总线仲裁及其方式:串行方式和并行方式. 串行总线仲裁方式:优先权的排列是按链接位置确定。 并行总线仲裁方式:专用逻辑电路,优先权编码方案. 模块之间的通讯:公共存储器. 总线:STD bus (支持8位和16位字长) Multi bus (Ⅰ型支持16位字长,Ⅱ型支持32位字长) S-100 bus (可支持16位字长) VERSA bus (可支持32位字长) VME bus (可支持32位字长)")
25
4.2.4 多微处理机数控装置的硬件结构 图4 .9 串行总线仲裁连接方式 主模块1 主模块2 主模块3 总线优 先权入 总线 忙 总线优
多微处理机数控装置的硬件结构 主模块1 主模块2 主模块3 总线优 先权入 总线 忙 总线优 先权出 入 忙 出 入 忙 出 图4 .9 串行总线仲裁连接方式

26
4.2.4 多微处理机数控装置的硬件结构 图4 .10 并行总线仲裁连接方式 主模块1 总线优 总线 总线优 先权入 忙 先权出 主模块3
多微处理机数控装置的硬件结构 图4 .10 并行总线仲裁连接方式 主模块1 总线优 总线 总线优 先权入 忙 先权出 主模块3 入 忙 出 译 器 码 主模块2 入 忙 出 优先权编器码 …

27
4.2.4 多微处理机数控装置的硬件结构 (3)共享存储器结构 图4 .11 MTC1的CNC装置结构框图 键盘 (16K) EPROM
多微处理机数控装置的硬件结构 (3)共享存储器结构 图4 .11 MTC1的CNC装置结构框图 (16K) EPROM (56K) (2K) RAM (26K) 512 (CRT) CPU2 键盘 (中央) CPU1 (插补) CPU3 串口和 收发器 CRTC CRT 字符 发生器 并行 接口 反馈脉冲 处理 反馈信号 适配器 机床 模拟量 RS232C X Y Z C W
共享存储器结构. 图4 .11 MTC1的CNC装置结构框图. (16K) EPROM. (56K) (2K) RAM. (26K) 512. (CRT) CPU2. 键盘. (中央) CPU1. (插补) CPU3. 串口和. 收发器. CRTC. CRT. 字符. 发生器. 并行. 接口. 反馈脉冲. 处理. 反馈信号. 适配器. 机床. 模拟量. RS232C. X Y Z C W.")
28
4.2.4 多微处理机数控装置的硬件结构 (4)共享总线和共享存储器型结构 图4 .12 FUNUC11的CNC装置结构框图 键盘 纸带机
多微处理机数控装置的硬件结构 (4)共享总线和共享存储器型结构 图 FUNUC11的CNC装置结构框图 键盘 纸带机 手摇盘 PMC 68000 CAP ROM RAM 主CPU SSU RS232 位控 IOC BAC 图形显示 8087 OPC CRT 机床I/O 坐标轴 主轴 其中 OPC– 操作控制器; BAC –总线仲裁控制器; IOC – 输入输出控制器; CAP – 自动编程单元;SSU – 系统支持单元;PMC – 可编程机床控制器
共享总线和共享存储器型结构. 图4 .12 FUNUC11的CNC装置结构框图. 键盘. 纸带机. 手摇盘. PMC CAP ROM. RAM. 主CPU. SSU. RS232. 位控. IOC. BAC. 图形显示 OPC. CRT. 机床I/O. 坐标轴. 主轴. 其中 OPC– 操作控制器; BAC –总线仲裁控制器; IOC – 输入输出控制器; CAP – 自动编程单元;SSU – 系统支持单元;PMC – 可编程机床控制器.")
29
图4 .13 双端口存储器结构框图 图4 .14多CPU共享存储器框图
多微处理机数控装置的硬件结构 图4 .13 双端口存储器结构框图 图4 .14多CPU共享存储器框图 端口1 存储 控制逻辑 地址和数据 多路转换器 RAM 共享存 储器 I/O (CPU) CRT (CPU2) 轴控制 (CPU4) 插补 (CPU3) 端口2 中断 控制 从机床来的 控制信号 至机床的
 CRT. (CPU2) 轴控制. (CPU4) 插补. (CPU3) 端口2. 中断. 控制. 从机床来的. 控制信号. 至机床的.")
30
4.2.4 多微处理机数控装置的硬件结构 (5)多通道结构 通道结构(Channel Structure),即两种以上程序的并行处理。
多微处理机数控装置的硬件结构 (5)多通道结构 通道结构(Channel Structure),即两种以上程序的并行处理。 2.多微处理机CNC装置结构的特点 (1)计算处理速度高 (2)可靠性高 (3)有良好的适应性和扩展性 (4)硬件易于组织规模生产
多通道结构. 通道结构(Channel Structure),即两种以上程序的并行处理。 2.多微处理机CNC装置结构的特点. (1)计算处理速度高. (2)可靠性高. (3)有良好的适应性和扩展性. (4)硬件易于组织规模生产.")
32
4.2.5 开放式数控装置的体系结构 一、开放式数控系统的产生
随着科技的发展和生产的需求,需要一种灵活(功能可组、可扩展、可添加)的开放式数控系统,打破当前的“封闭式的”数控系统。 体系开放化定义(IEEE): 具有在不同的工作平台上均能实现系统功能、且可以与其它的系统 应用进行互操作的系统。 开放式数控系统特点: ■ 系统构件(软件和硬件)具有标准化(Standardization)与多样 化( Diversification)和互换性(Interchangeability)的特征 ■ 允许通过对构件的增减来构造系统,实现系统“积木式”的集成 构造,应该是可移植的和透明的;
的开放式数控系统,打破当前的 封闭式的 数控系统。 体系开放化定义(IEEE): 具有在不同的工作平台上均能实现系统功能、且可以与其它的系统. 应用进行互操作的系统。 开放式数控系统特点: ■ 系统构件(软件和硬件)具有标准化(Standardization)与多样. 化( Diversification)和互换性(Interchangeability)的特征. ■ 允许通过对构件的增减来构造系统,实现系统 积木式 的集成. 构造,应该是可移植的和透明的;")
33
4.2.5 开放式数控装置的体系结构 二、开放体系结构CNC的优点
向未来技术开放:由于软硬件接口都遵循公认的标准协议,只需少量的重新设计和调整,新一代的通用软硬件资源就可能被现有系统所采纳、吸收和兼容,这就意味着系统的开发费用将大大降低而系统性能与可靠性将不断改善并处于长生命周期; 标准化的人机界面:标准化的编程语言,方便用户使用,降低了和操作效率直接有关的劳动消耗;

34
4.2.5 开放式数控装置的体系结构 向用户特殊要求开放:更新产品、扩充能力、提供可供选择的硬软件产品的各种组合以满足特殊应用要求,给用户提供一个方法,从低级控制器开始,逐步提高,直到达到所要求的性能为止。另外用户自身的技术诀窍能方便地融入,创造出自己的名牌产品; 可减少产品品种,便于批量生产、提高可靠性和降低成本,增强市场供应能力和竞争能力。

35
4.2.5 开放式数控装置的体系结构 三、开放式数控装置的概念结构 数控功能 应用程序 NC构件库 DOS(WINDOWS) 标准计算机硬件
硬件配置 单元 软件配置 标准计算机硬件 数控系统 基本硬件 数控功能 应用程序 DOS(WINDOWS) 实时多任务操作系统RTM 应用程序接口 NC构件库
 实时多任务操作系统RTM. 应用程序接口. NC构件库.")
36
4.2.5 开放式数控装置的体系结构 四、国内外开放式数控系统的研究进展 1.几大研究计划
美国:NGC(The Next Generation Work-station/Machine Controller)和OMAC(Open Modular Architecture Controller)计划 欧共体:OSACA(Open System Architecture for Control within Automation Systems)计划 日本:OSEC(Open System Environment for Controller)计划 华中I型——基于IPC的CNC开放体系结构 航天I型CNC系统——基于PC的多机CNC开放体系结构
和OMAC(Open Modular Architecture Controller)计划. 欧共体:OSACA(Open System Architecture for Control within Automation Systems)计划. 日本:OSEC(Open System Environment for Controller)计划. 华中I型——基于IPC的CNC开放体系结构. 航天I型CNC系统——基于PC的多机CNC开放体系结构.")
37
4.2.5 开放式数控装置的体系结构 2.开放程度: 3.开放式数控系统的发展趋势: 1)CNC可以直接地或通过网络运行各种应用软件
2)用户操作界面的开放。 3)NC内核的深层次开放(① PC+实时硬插件;② PC+实时软中断)。 3.开放式数控系统的发展趋势: 1)在控制系统技术,接口技术、检测传感技术、执行器技术、软件 技术五大方面开发出优质、先进、适销的经济、合理的开放式数 控系统。 2)主攻方向是进一步适应高精度、高效率(高速)高自动化加工的 需求。 3)网络化
用户操作界面的开放。 3)NC内核的深层次开放(① PC+实时硬插件;② PC+实时软中断)。 3.开放式数控系统的发展趋势: 1)在控制系统技术,接口技术、检测传感技术、执行器技术、软件. 技术五大方面开发出优质、先进、适销的经济、合理的开放式数. 控系统。 2)主攻方向是进一步适应高精度、高效率(高速)高自动化加工的. 需求。 3)网络化.")
38
4.2.6 点位/直线控制的数控装置的结构 1.点位/直线控制的一般概念(单轴数控) 点位控制
用于钻床、镗床、机能简单的车床 点位控制 只控制刀具相对应于工件定位,由某一定位点向下一定点运动时不进行切削,对运动路径没有严格要求。 直线控制 刀具沿坐标轴方向运动,并对工件进行切削加工。在加工过程中不但要控制切削进给的速度,还要控制运动的终点。

39
4.2.6 点位/直线控制的数控装置的结构 2.点位/直线数控系统数控装置的结构 图4.16 点位/直线控制系统 显示 进给脉冲 发生器
M、S、T 寄存控制 加减速及 停止判断 伺服 驱动 机床 测量 输入 译码 位置计算 与比较 F 图4.16 点位/直线控制系统

40
4.3 CNC装置的软件结构

41
4.3.1 软件结构特点 图4 .17 三种典型的软硬件界面关系 1. CNC装置软件硬件的界面 介质 输 入 插补 准备 插 补 位 控
软件结构特点 1. CNC装置软件硬件的界面 图4 .17 三种典型的软硬件界面关系 介质 输 入 插补 准备 插 补 位 控 速 电 机 测量 第一种 第二种 第三种 硬件 软件

42
4.3.1 软件结构特点 2. 系统软件的内容及结构类型 系统软件的组成:(管理和控制)
软件结构特点 2. 系统软件的内容及结构类型 系统软件的组成:(管理和控制) 管理部分:输入、I/O处理、通讯、显示、诊断以及加工程序的编制管理 等程序。 控制部分:译码、刀具补偿、速度处理、插补和位置控制等软件。 管理方式: 单微处理机数控系统:前后台型和中断型的软件结构。 多微处理机数控系统:将微处理机作为一个功能单元。
 管理部分:输入、I/O处理、通讯、显示、诊断以及加工程序的编制管理. 等程序。 控制部分:译码、刀具补偿、速度处理、插补和位置控制等软件。 管理方式: 单微处理机数控系统:前后台型和中断型的软件结构。 多微处理机数控系统:将微处理机作为一个功能单元。")
43
图4 .18 CNC装置软件任务分解 图4 .19软件任务的并行处理
软件结构特点 3. 多任务并行处理 (1)CNC装置的多任务性 CNC装置 管 理 控 制 输入 显示 位控 诊断 I/O 插补 译 码 刀 补 速度处理 输 入 I/ O 处 理 显 示 诊 断 通 讯 译 码 刀 具 补 偿 速 度 位 置 控 制 插 图4 .18 CNC装置软件任务分解 图4 .19软件任务的并行处理
CNC装置的多任务性. CNC装置. 管 理. 控 制. 输入. 显示. 位控. 诊断. I/O. 插补. 译 码. 刀 补. 速度处理. 输. 入. I/ O. 处. 理. 显. 示. 诊. 断. 通. 讯. 译. 码. 刀. 具. 补. 偿. 速. 度. 位. 置. 控. 制. 插. 图4 .18 CNC装置软件任务分解 图4 .19软件任务的并行处理.")
44
软件结构特点 (2)并行处理 并行处理: 是指计算机在同一时刻或同一时间间隔内完成两种或两种以上性质相同或不相同的工作。并行处理的优点是提高了运行速度。 并行处理的分类: “资源重复”,“时间重叠”和“资源共享”。 资源共享: 根据“分时共享”的原则,使多个用户按时间顺序使用同一套设备。 时间重叠: 根据流水线处理技术,使多个处理过程在时间上相互错开,轮流使用同一套设备的几个部分。

45
4.3.1 软件结构特点 1)资源分时共享并行处理(对单一资源的系统) 在单CPU结构的CNC系统中,可采用“资源分时共享”并行处理技术。
软件结构特点 1)资源分时共享并行处理(对单一资源的系统) 在单CPU结构的CNC系统中,可采用“资源分时共享”并行处理技术。 资源分时共享——在规定的时间长度(时间片)内,根据各任务实时性的要求,规定它们占用CPU的时间,使它们分时共享系统的资源。 “资源分时共享”的技术关键: 其一:各任务的优先级分配问题。 其二:各任务占用CPU的时间长度,即时间片的分配问题。
资源分时共享并行处理(对单一资源的系统) 在单CPU结构的CNC系统中,可采用 资源分时共享 并行处理技术。 资源分时共享——在规定的时间长度(时间片)内,根据各任务实时性的要求,规定它们占用CPU的时间,使它们分时共享系统的资源。 资源分时共享 的技术关键: 其一:各任务的优先级分配问题。 其二:各任务占用CPU的时间长度,即时间片的分配问题。")
46
4.3.1 软件结构特点 资源(CPU)分时共享图 诊断 插补准备 插补 位控 背景 中断级别高 中断级别低 初始化 显示 I/O 处理
软件结构特点 VS 诊断 I/O 处理 输入 插补准备 显示 初始化 插补 位控 背景 中断级别高 中断级别低 资源(CPU)分时共享图
分时共享图.")
47
第三节 CNC装置软件结构 0ms ms ms ms ms 位置控制 插补运算 背景程序 各任务占用CPU时间示意图

48
因此,资源分时共享的并行处理只具有宏观上的意义,即从微
软件结构特点 资源分时共享技术的特征 在任何一个时刻只有一个任务占用CPU; 在一个时间片(如8ms或16ms)内,CPU并行地执行了两个或两个以上的任务。 因此,资源分时共享的并行处理只具有宏观上的意义,即从微 观上来看,各个任务还是逐一执行的。
内,CPU并行地执行了两个或两个以上的任务。 因此,资源分时共享的并行处理只具有宏观上的意义,即从微. 观上来看,各个任务还是逐一执行的。")
49
在多CPU结构的CNC系统中,根据各任务之间的关联程度,可采
软件结构特点 2)并行处理和流水处理(对多资源的系统) 在多CPU结构的CNC系统中,根据各任务之间的关联程度,可采 用以下两种并行处理技术: 若任务间的关联程度不高,则可让其分别在不同的CPU上同时执行—— 并行处理; 若任务间的关联程度较高,即一个任务的输出是另一个任务的输入,则可采取流水处理的方法来实现并行处理。
并行处理和流水处理(对多资源的系统) 在多CPU结构的CNC系统中,根据各任务之间的关联程度,可采. 用以下两种并行处理技术: 若任务间的关联程度不高,则可让其分别在不同的CPU上同时执行—— 并行处理; 若任务间的关联程度较高,即一个任务的输出是另一个任务的输入,则可采取流水处理的方法来实现并行处理。")
50
软件结构特点 流水处理技术的涵义 流水处理技术是利用重复的资源(CPU),将一个大的任务分成若干个子任务(任务的分法与资源重复的多少有关),这些小任务是彼此关系的,然后按一定的顺序安排每个资源执行一个任务,就象在一条生产线上分不同工序加工零件的流水作业一样。
,将一个大的任务分成若干个子任务(任务的分法与资源重复的多少有关),这些小任务是彼此关系的,然后按一定的顺序安排每个资源执行一个任务,就象在一条生产线上分不同工序加工零件的流水作业一样。 .")
51
软件结构特点 图4-21a 顺序处理 图4-21b 流水处理 流水处理技术示意图

52
4.3.1 软件结构特点 并发处理和流水处理的特征 在任何时刻(流水处理除开始和结束外)均有两个或两个以上的任务在并行执行。
软件结构特点 并发处理和流水处理的特征 在任何时刻(流水处理除开始和结束外)均有两个或两个以上的任务在并行执行。 并行处理和流水处理的关键是时间重叠,是以资源重复的代价换得时间上的重叠,或者说以空间复杂性的代价换得时间上的快速性。
均有两个或两个以上的任务在并行执行。 并行处理和流水处理的关键是时间重叠,是以资源重复的代价换得时间上的重叠,或者说以空间复杂性的代价换得时间上的快速性。")
53
4.3.1 软件结构特点 3)并行处理中的信息交换和同步 在CNC装置中信息交换主要通过各种缓冲区来实现。
软件结构特点 3)并行处理中的信息交换和同步 在CNC装置中信息交换主要通过各种缓冲区来实现。 各缓冲区数据交换和更新的同步是靠同步信号指针来实现的。 程序 缓冲 存储区 译码 插补 工作 输出 程 序 准备 交换 图4.22 CNC装置通过缓冲区交换信息框图
并行处理中的信息交换和同步. 在CNC装置中信息交换主要通过各种缓冲区来实现。 各缓冲区数据交换和更新的同步是靠同步信号指针来实现的。 程序. 缓冲. 存储区. 译码. 插补. 工作. 输出. 程. 序. 准备. 交换. 图4.22 CNC装置通过缓冲区交换信息框图.")
54
4.3.1 软件结构特点 4. 实时中断处理 (1)CNC系统的中断类型 1)外部中断:外部监控中断和键盘操作面板输入中断。
软件结构特点 4. 实时中断处理 (1)CNC系统的中断类型 1)外部中断:外部监控中断和键盘操作面板输入中断。 2)内部定时中断:插补周期定时中断和位置采样定时中断。 3)硬件故障中断 种硬件故障检测装置发出的中断。 4)程序性中断 程序中出现的异常情况的报警中断。 (2)CNC系统中断结构模式 1)前后台软件结构中的中断模式 2)中断型软件结构中的中断模式 背景程序 初始化 实施中断 程序
CNC系统的中断类型. 1)外部中断:外部监控中断和键盘操作面板输入中断。 2)内部定时中断:插补周期定时中断和位置采样定时中断。 3)硬件故障中断 种硬件故障检测装置发出的中断。 4)程序性中断 程序中出现的异常情况的报警中断。 (2)CNC系统中断结构模式. 1)前后台软件结构中的中断模式. 2)中断型软件结构中的中断模式. 背景程序. 初始化. 实施中断. 程序.")
55
初始化 中断管理系统(硬件 + 软件) 级中断服务程序 …… 1 2 n 中断型软件系统结构图
 级中断服务程序 …… 1 2 n 中断型软件系统结构图")
56
4.3.2 输入和数据处理 1. 零件程序的输入 零件程序的输入包括两方面的内容:
输入和数据处理 1. 零件程序的输入 零件程序的输入包括两方面的内容: 1)对于早期的数控装置是使用纸带阅读机和键盘进行的。现代数控装置 则可通过通信方式或其它输入装置实现。 2)从零件程序存储器将零件程序的程序段送入缓冲器(缓冲存储区)。 阅读机 零件程序存储器 MDI键盘 零件程序缓冲区 MDI缓冲区 译码 图4.25 输入过程
对于早期的数控装置是使用纸带阅读机和键盘进行的。现代数控装置 则可通过通信方式或其它输入装置实现。 2)从零件程序存储器将零件程序的程序段送入缓冲器(缓冲存储区)。 阅读机. 零件程序存储器. MDI键盘. 零件程序缓冲区. MDI缓冲区. 译码. 图4.25 输入过程.")
57
目录区 零件程序区 程序名称 程序首址 程序末址 零 件 程 序 1 2 . 零件程序1 零件程序2 . 零件程序n 零件程序存储器结构

58
输入和数据处理 2. 数据处理程序 数据处理程序又叫插补准备程序,包括译码、刀补(运动轨迹计算)、辅助功能处理和进给速度计算等部分 。另外,还包括诸如换刀、主轴启停、冷却液开、闭等辅助功能。 (1)译码 定义:译码程序是以程序段为单位对信息进行处理,把其中的各种工件轮廓信息(如起点、终点,直线和圆弧)、加工速度F和其它辅助信息(M.S.T)依照计算机能识别的数据形式,并以一定的格式存放在指定的内存专用区间。在译码过程中,还要完成对程序段的语法检查,若发现语法错误立即报警。 方法:解释和编译。 内容:整理和存放。 1)不按字符格式的整理与存放方法。 2)保留字符格式的整理与存放。
译码. 定义:译码程序是以程序段为单位对信息进行处理,把其中的各种工件轮廓信息(如起点、终点,直线和圆弧)、加工速度F和其它辅助信息(M.S.T)依照计算机能识别的数据形式,并以一定的格式存放在指定的内存专用区间。在译码过程中,还要完成对程序段的语法检查,若发现语法错误立即报警。 方法:解释和编译。 内容:整理和存放。 1)不按字符格式的整理与存放方法。 2)保留字符格式的整理与存放。")
59
4.3.2 输入和数据处理 (2)刀具补偿 定义:将编程时工件轮廓数据转换成刀具中心轨迹数据。 种类:长度补偿和半径补偿。
输入和数据处理 (2)刀具补偿 定义:将编程时工件轮廓数据转换成刀具中心轨迹数据。 种类:长度补偿和半径补偿。 1)B功能刀具半径补偿计算 直线加工时刀具补偿 Y X A(x,y) A’(x’,y’) ∆y ∆x O O’ ⍺ r K 图4.28 直线刀具补偿
刀具补偿. 定义:将编程时工件轮廓数据转换成刀具中心轨迹数据。 种类:长度补偿和半径补偿。 1)B功能刀具半径补偿计算. 直线加工时刀具补偿. Y. X. A(x,y) A’(x’,y’) ∆y. ∆x. O. O’ ⍺ r. K. 图4.28 直线刀具补偿.")
60
4.3.2 输入和数据处理 圆弧加工时刀具半径补偿 图4.29 圆弧刀具半径补偿 Y O r X A′ (x0′,Y 0′)
输入和数据处理 圆弧加工时刀具半径补偿 Y O 图4.29 圆弧刀具半径补偿 r X A′ (x0′,Y 0′) B ′ (xe′,Y e′) B(Xe,ye) A(X0,,Y0) K R ΔX ΔY α
 B ′ (xe′,Y e′) B(Xe,ye) A(X0,,Y0) K. R. ΔX. ΔY. α.")
61
4.3.2 输入和数据处理 B功能刀具半径不能处理尖角过渡问题,所谓尖角过渡指上一轮廓段的终点刀偏分量与本轮廓的起点刀偏分量不等。
输入和数据处理 B功能刀具半径不能处理尖角过渡问题,所谓尖角过渡指上一轮廓段的终点刀偏分量与本轮廓的起点刀偏分量不等。 图4.30 B刀补的交叉点和间断点 A’ B’ C” C B A G41 刀具 G42 编程轨迹 刀具中心轨迹 C’

62
4.3.2 输入和数据处理 2)C功能刀具半径补偿 处理两个程序段间转接(即尖角过渡)的各种情况。 图4.31 由NC到CNC刀补的改进措施
输入和数据处理 2)C功能刀具半径补偿 处理两个程序段间转接(即尖角过渡)的各种情况。 工作寄存器 AS 输出寄存器 OS 缓冲寄存器 BS 刀具补偿缓冲 区CS a)NC方式 b)改进的NC方式 c)CNC方式 图4.31 由NC到CNC刀补的改进措施
C功能刀具半径补偿. 处理两个程序段间转接(即尖角过渡)的各种情况。 工作寄存器. AS. 输出寄存器. OS. 缓冲寄存器. BS. 刀具补偿缓冲. 区CS. a)NC方式. b)改进的NC方式. c)CNC方式. 图4.31 由NC到CNC刀补的改进措施.")
63
输入和数据处理 图4.32 G41直线与直线转接情况

64
4.3.3 速度处理和加减速控制 1.进给速度计算 开环系统: 速度通过控制向步进电机输出脉冲的频率来实现。
速度处理和加减速控制 1.进给速度计算 开环系统: 速度通过控制向步进电机输出脉冲的频率来实现。 速度计算的方法是根据程编的F值来确定该频率值。 半闭环和闭环系统: 采用数据采样方法进行插补加工,速度计算是根据程编的F值,将轮廓曲线分割为采样周期的轮廓步长。

65
4.3.3 速度处理和加减速控制 (1)开环系统进给速度的计算 脉冲的频率决定进给速度。 (4.7) 为脉冲当量,单位:mm ,则
速度处理和加减速控制 (1)开环系统进给速度的计算 脉冲的频率决定进给速度。 (4.7) 为脉冲当量,单位:mm ,则 (4.8) 两轴联动时,各坐标轴速度为: 合成速度(即进给速度)V为 (4.9)
开环系统进给速度的计算. 脉冲的频率决定进给速度。 (4.7) 为脉冲当量,单位:mm ,则. (4.8) 两轴联动时,各坐标轴速度为: 合成速度(即进给速度)V为 (4.9)")
66
4.3.3 速度处理和加减速控制 (2)半闭环和闭环系统的速度计算: 确定一个采样周期的轮廓步长和各坐标轴的进给步长。 直线插补速度计算:
速度处理和加减速控制 (2)半闭环和闭环系统的速度计算: 确定一个采样周期的轮廓步长和各坐标轴的进给步长。 直线插补速度计算: a)程序段投影 Lx=xe′-x0′ Ly=ye′-y0′ b)直线方向余弦 cosα=Lx/L cosβ=Ly/L c)一个插补周期的步长( ΔL ) ΔL=(1/60)F·Δt,速度F单位:mm/min,插补周期Δt单位:ms, ΔL单位:μm d)各坐标轴在一个采样插补周期的运动步长 Δx =ΔL·cosα=Fcosα·Δt/60 (μm) Δy =ΔL·sinα=Fsinα·Δt/60 =ΔL·cosβ= Fcosβ·Δt/60 (μm) VS Y O X A(X0 ,Y0) A B B(Xe ,Ye) A′(X0′,Y0′) B′(Xe ′,Ye′) A′ B′ β α L LX LY
半闭环和闭环系统的速度计算: 确定一个采样周期的轮廓步长和各坐标轴的进给步长。 直线插补速度计算: a)程序段投影. Lx=xe′-x0′ Ly=ye′-y0′ b)直线方向余弦. cosα=Lx/L cosβ=Ly/L. c)一个插补周期的步长( ΔL ) ΔL=(1/60)F·Δt,速度F单位:mm/min,插补周期Δt单位:ms, ΔL单位:μm. d)各坐标轴在一个采样插补周期的运动步长. Δx =ΔL·cosα=Fcosα·Δt/60 (μm) Δy =ΔL·sinα=Fsinα·Δt/60 =ΔL·cosβ= Fcosβ·Δt/60 (μm) VS. Y. O. X. A(X0 ,Y0) A. B. B(Xe ,Ye) A′(X0′,Y0′) B′(Xe ′,Ye′) A′ B′ β. α. L. LX. LY.")
67
4.3.3 速度处理和加减速控制 圆弧插补时速度计算(插补原理不同,计算方法也不同) 步长分配系数 (速度系数) α αi Y J E Ai
速度处理和加减速控制 圆弧插补时速度计算(插补原理不同,计算方法也不同) 步长分配系数 (速度系数) Y J E Ai ∆Yi Ai-1 α αi R AO I Ji-1 Ii-1 C(IO,JO) O X ∆Xi
 步长分配系数. (速度系数) Y. J. E. Ai. ∆Yi. Ai-1. α. αi. R. AO. I. Ji-1. Ii-1. C(IO,JO) O. X. ∆Xi.")
68
4.3.3 速度处理和加减速控制 2.进给速度控制 计时法 用于脉冲增量插补。 时钟中断法 用软件控制每个时钟周期内的插补次数,达
速度处理和加减速控制 2.进给速度控制 常用的控制方法: 计时法 用于脉冲增量插补。 时钟中断法 用软件控制每个时钟周期内的插补次数,达 到速度控制的目的。 积分法

69
速度处理和加减速控制 (1)程序计时法 原理 用途:点位直线控制系统。脉冲增量。空运转等待时间越短,发出进给脉冲频率越高,速度就越快。 每次插补运算后 的等待时间 插补运算时间 进给速度要求的进给脉冲间隔时间 VS VS

70
4.3.3 速度处理和加减速控制 (2)时钟中断法 原理:求一种时钟频率,用软件控制每个时钟周期内 的插补次数。 适用:脉冲增量插补原理
速度处理和加减速控制 (2)时钟中断法 原理:求一种时钟频率,用软件控制每个时钟周期内 的插补次数。 适用:脉冲增量插补原理 (3)设置V/ΔL积分器方法 DDA插补方法中,速度F代码是用进给速度数(FRN)给定的。将FRN作为与坐标积分器串联之速度积分器的被积函数,使用经计算得到的累加频率,可产生适当的速度积分器溢出频率。将它作为坐标积分器的累加频率,就能使DDA插补器输出的合成速度保持恒定。
时钟中断法. 原理:求一种时钟频率,用软件控制每个时钟周期内 的插补次数。 适用:脉冲增量插补原理. (3)设置V/ΔL积分器方法. DDA插补方法中,速度F代码是用进给速度数(FRN)给定的。将FRN作为与坐标积分器串联之速度积分器的被积函数,使用经计算得到的累加频率,可产生适当的速度积分器溢出频率。将它作为坐标积分器的累加频率,就能使DDA插补器输出的合成速度保持恒定。")
71
4.3.3 速度处理和加减速控制 3.数据采样原理CNC装置的加、减速控制
速度处理和加减速控制 3.数据采样原理CNC装置的加、减速控制 加减速控制目的:保证机床在启动或停止时不产生冲击、失步、超程或振荡 方法: 插补前加减速控制 插补后加减速控制 瞬时速度与稳定速度 Vg=TKF/(60•1000) 加减速曲线 指数加减速 线性加减速 钟形加减速 S曲线加减速
 加减速曲线 指数加减速. 线性加减速. 钟形加减速. S曲线加减速.")
72
4.3.3 速度处理和加减速控制 插补前加减速控制 插补后加减速控制 原理 对合成速度(程编指令速度F)进行控制
速度处理和加减速控制 插补前加减速控制 插补后加减速控制 原理 对合成速度(程编指令速度F)进行控制 对各运动坐标轴分别进行加减速控制 优点 不影响实际插补输出的位置精度 不需预测减速点,在插补输出为0时,开始减速,并通过一定的时间延迟逐渐靠近程序段终点。 缺点 需预测减速点,这要根据实际刀具位置与程序段之间距离来确定,计算工作量大。 合成位置可能不准确,但这种影响只在加减速过程,进入匀速状态后,这种影响就不存在了。
进行控制. 对各运动坐标轴分别进行加减速控制. 优点. 不影响实际插补输出的位置精度. 不需预测减速点,在插补输出为0时,开始减速,并通过一定的时间延迟逐渐靠近程序段终点。 缺点. 需预测减速点,这要根据实际刀具位置与程序段之间距离来确定,计算工作量大。 合成位置可能不准确,但这种影响只在加减速过程,进入匀速状态后,这种影响就不存在了。")
73
插补计算 主要算一个插补周期的ΔX,ΔY, 以直线为例: 1)ΔL%=ΔL*倍率 (ΔL%倍率后的每周期公式进给量) 2)L1新= L1旧+ΔL% (L1新—上次插补点与程序段起点之间距离; L1旧—本次插补点与程序段起点之间距离) 3)X3新= L1新cosα (X轴投影) y3新= L1新cosβ (Y轴投影) 4)Δx2= X3新- X3旧 (本次插补周期的输出位置X增量值)。 Δy2= y3新- y3旧 (本次插补周期的输出位置Y增量值) 本次插补点 (x3旧,y3旧) Δx2 Δy2 上次插补点 (x3新,y3新)
ΔL%=ΔL*倍率 (ΔL%倍率后的每周期公式进给量) 2)L1新= L1旧+ΔL% (L1新—上次插补点与程序段起点之间距离; L1旧—本次插补点与程序段起点之间距离) 3)X3新= L1新cosα (X轴投影) y3新= L1新cosβ (Y轴投影) 4)Δx2= X3新- X3旧 (本次插补周期的输出位置X增量值)。 Δy2= y3新- y3旧 (本次插补周期的输出位置Y增量值) 本次插补点. (x3旧,y3旧) Δx2. Δy2. 上次插补点. (x3新,y3新)")
74
4.3.5 位置控制 任务: 1)每个位置反馈采样周期,将插补给定与反馈值进行比较,用 差值去控制电机 2)增量调整 3)螺距补偿,间隙补偿
位置控制 任务: 1)每个位置反馈采样周期,将插补给定与反馈值进行比较,用 差值去控制电机 2)增量调整 3)螺距补偿,间隙补偿 插补 速度单元 位控 电机 速检 位检
每个位置反馈采样周期,将插补给定与反馈值进行比较,用. 差值去控制电机. 2)增量调整. 3)螺距补偿,间隙补偿. 插补. 速度单元. 位控. 电机. 速检. 位检.")
75
4.3.5 位置控制 位置控制计算 + - 插补输出 △X2△Y2 指令位置 X2新Y2新 位控输出△X3△Y3 实际位置 X1新Y1新
位置控制 位置控制计算 + - 插补输出 △X2△Y2 指令位置 X2新Y2新 位控输出△X3△Y3 实际位置 X1新Y1新 反馈位置增量 △X1、△Y1 X2旧Y2旧 X1旧Y1旧

76
4.3.5 位置控制 位置控制完成以下几步计算: 计算新的位置指令坐标值: X2新= X2旧+△X2;Y2新= Y2旧 +△Y2;
位置控制 位置控制完成以下几步计算: 计算新的位置指令坐标值: X2新= X2旧+△X2;Y2新= Y2旧 +△Y2; 计算新的位置实际坐标值: X1新= X1旧+△X1;Y1新= Y1旧 +△Y1 计算跟随误差(指令位置值— 实际位置值): △X3= X2新- X1新; △Y3= Y2新- Y1新;
: △X3= X2新- X1新; △Y3= Y2新- Y1新;")
77
4.3.6 故障诊断 方法 1 运行中诊断: 1)代码和检查内存 2)格式检查(奇、偶、补偿指令、数据超限) 3)双向传递检查
故障诊断 方法 1 运行中诊断: 1)代码和检查内存 2)格式检查(奇、偶、补偿指令、数据超限) 3)双向传递检查 4)清单检验,用打印机、CRT 5)电压温度、速度检测监控 2 停机诊断 有自诊断程序 3 通讯诊断 由诊断中心进行,发出诊断程序。
代码和检查内存. 2)格式检查(奇、偶、补偿指令、数据超限) 3)双向传递检查. 4)清单检验,用打印机、CRT. 5)电压温度、速度检测监控. 2 停机诊断. 有自诊断程序. 3 通讯诊断. 由诊断中心进行,发出诊断程序。")
78
故障诊断 远程诊断技术 状态检测服务器 机床 Internet 异地专家 Web服务器 诊断中心

79
4.5 CNC装置的接口电路

80
4.5.1 概述 1.数据输入输出设备 2.外部机床控制面板 3.通用的手摇脉冲发生器 4.进给驱动线路和主轴驱动线路 RS-232C接口
概述 CNC装置与下列设备进行数据传送和信息通讯: 1.数据输入输出设备 2.外部机床控制面板 3.通用的手摇脉冲发生器 4.进给驱动线路和主轴驱动线路 RS-232C接口 工业局部网络通讯接口 通讯协议 VS VS

81
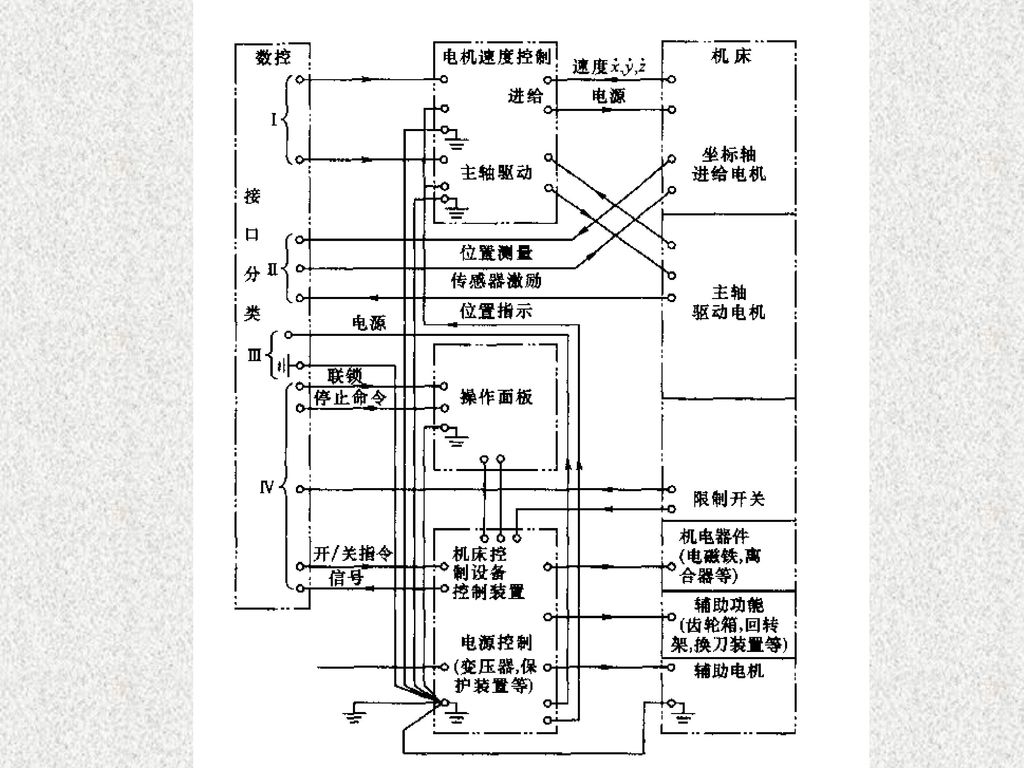
4.5.4 机床开关量及接口 第Ⅰ类 1.数控机床上的接口规范 第Ⅱ类 第Ⅲ类 第Ⅳ类
机床开关量及接口 1.数控机床上的接口规范 数控机床“接口”:是指数控系统与机床电气控制设备(由继电器、接触器组成的强电)之间的电气连接部分。 第Ⅰ类 与驱动命令有关的连接电路 传送的信息是数控系统与伺服驱动单元(即速度控制环)、伺服电机、位置检测和速度检测之间的控制信息及反馈信息,属于数字控制及伺服控制 第Ⅱ类 数控系统与检测系统和测量传感器间的连接电路 第Ⅲ类 电源及保护电路 由数控机床强电线路中的电源控制电路构成。 第Ⅳ类 通断信号和代码信号连接电路 是数控系统与外部传送的输入输出控制信号 大多通过PLC传送
之间的电气连接部分。 第Ⅰ类. 与驱动命令有关的连接电路. 传送的信息是数控系统与伺服驱动单元(即速度控制环)、伺服电机、位置检测和速度检测之间的控制信息及反馈信息,属于数字控制及伺服控制. 第Ⅱ类. 数控系统与检测系统和测量传感器间的连接电路. 第Ⅲ类. 电源及保护电路. 由数控机床强电线路中的电源控制电路构成。 第Ⅳ类. 通断信号和代码信号连接电路. 是数控系统与外部传送的输入输出控制信号. 大多通过PLC传送.")
83
4.5.4 机床开关量及接口 2.数控机床上的输入、输出接口电器 1. 直流数字输入/输出信号
输入/输出信号的种类: 1. 直流数字输入/输出信号 2. 直流模拟输入/输出信号:用于进给坐标轴和主轴的伺服控制(或其它接收、发送模拟信号的设备) 3. 交流输入/输出信号直流模拟信号:用于直接控制功率执行器件。
 3. 交流输入/输出信号直流模拟信号:用于直接控制功率执行器件。")
84
串行通讯及接口 通讯 现代的数控系统除采用输入输出设备进行信息交换外,一般都具有用通讯方式进行信息交换的能力。它们是实现CAD/CAM的集成、FMS和CIMS的基本技术。采用的方式有:串行方式或并行方式。 通讯规则(procedure)或通讯协议(protocol) 异步协议和同步协议 异步串行接口标准:RS-232C/20mA电流环和RS-422/RS-449
或通讯协议(protocol) 异步协议和同步协议. 异步串行接口标准:RS-232C/20mA电流环和RS-422/RS-449.")
85
4.5.6 网络通讯及接口 MAP(Manufacturing Automation Protocol):
网络通讯及接口 MAP(Manufacturing Automation Protocol): 制造自动化协议。是美国GM公司发起研究和开发的应用于工厂车间环境的通用网络通讯标准。 特点: 1)网络为总线结构,采用适于工业环境的令牌通行网络访问方式。 2)采用了适应工业环境的技术措施,提高了可靠性 3)具有较完善的明确而针对性强的高层协议,以支持工业应用。 4)具有较完善的体系和互连技术,使网络易于配置和扩展。低层 可配最小MAP(只配数据链路层、物理层和应用层),高层次 应用可配备完整的MAP(包括7层协议)。 5)针对CIM需要开发的。 现场总线 :计算机网络与控制系统结合的产物,在集散式控制系统 (DCS)的基础上发展起来的。
: 制造自动化协议。是美国GM公司发起研究和开发的应用于工厂车间环境的通用网络通讯标准。 特点: 1)网络为总线结构,采用适于工业环境的令牌通行网络访问方式。 2)采用了适应工业环境的技术措施,提高了可靠性. 3)具有较完善的明确而针对性强的高层协议,以支持工业应用。 4)具有较完善的体系和互连技术,使网络易于配置和扩展。低层. 可配最小MAP(只配数据链路层、物理层和应用层),高层次. 应用可配备完整的MAP(包括7层协议)。 5)针对CIM需要开发的。 现场总线 :计算机网络与控制系统结合的产物,在集散式控制系统. (DCS)的基础上发展起来的。")
86
第四章结束 谢谢大家!




>")



 制作人:张爱红.>")



.>")




投资有限公司 运动控制部技术经理 李幼涵 高级工程师>")



