Download presentation
Presentation is loading. Please wait.

1
第六节 物料粉磨 在水泥生产过程中,磨制生料、制备煤粉和制成水泥都要进行粉磨作业。因此,物料的粉磨量很大,每生产l t硅酸盐水泥至少有3 t物料(包括原料、燃料、熟料、混合材、石膏等)需要经过粉磨。物料粉磨需要的动力约占全厂动力的60% 以上。在水泥工厂的设计中,合理选择设计粉磨设备及粉磨系统非常重要。 一、粉磨方法 ——干法、湿法两种。 在湿法生产的水泥厂中,是将原料配合入磨粉磨为含水30~40%的生料浆,而后喂入湿法回转窑内煅烧为水泥熟料。
需要经过粉磨。物料粉磨需要的动力约占全厂动力的60% 以上。在水泥工厂的设计中,合理选择设计粉磨设备及粉磨系统非常重要。 一、粉磨方法. ——干法、湿法两种。 在湿法生产的水泥厂中,是将原料配合入磨粉磨为含水30~40%的生料浆,而后喂入湿法回转窑内煅烧为水泥熟料。")
2
在干法水泥生产中,则是将原料配合入磨粉磨为生料干粉,而后喂入干法回转窑或经成球喂入立窑内煅烧为水泥熟料。干法水泥生产热耗低。随着现代新型干法水泥生产技术的发展与完善,干法生产已成为今后水泥生产方法的发展方向。 将原料配合入磨粉磨为含水30~40%的料浆; 将原料配合入磨粉磨为干粉。

3
二、粉磨系统 (一)水泥生料粉磨系统 1.生料粉磨流程和设备发展情况 随着新型干法水泥生产技术的发展,为了适应不同原料和工艺的要求,提高粉磨效率,生料粉磨系统也得到了不断的改进和发展。近年来,其发展特点如下: 1)原料的烘干和粉磨一体化,烘干兼粉磨流程得到了广泛应用。并且由于结构和材质方面的改进,辊式磨获得了快速发展,得到广泛应用,粉磨电耗显著降低。 2)磨机与新型高效选粉机,输送设备相匹配,组成了各种新型干法闭路粉磨流程,提高了粉磨效率,降低电耗。
水泥生料粉磨系统 1.生料粉磨流程和设备发展情况 随着新型干法水泥生产技术的发展,为了适应不同原料和工艺的要求,提高粉磨效率,生料粉磨系统也得到了不断的改进和发展。近年来,其发展特点如下: 1)原料的烘干和粉磨一体化,烘干兼粉磨流程得到了广泛应用。并且由于结构和材质方面的改进,辊式磨获得了快速发展,得到广泛应用,粉磨电耗显著降低。 2)磨机与新型高效选粉机,输送设备相匹配,组成了各种新型干法闭路粉磨流程,提高了粉磨效率,降低电耗。")
4
3)设备日趋大型化,以简化设备和工艺流程,与窑的大型化相匹配。钢球磨的最大直径已达5
3)设备日趋大型化,以简化设备和工艺流程,与窑的大型化相匹配。钢球磨的最大直径已达5.5 m以上,电动机功率达6500 kW以上,台时产量达300 t以上。辊式磨系列中磨盘直径已达5 m以上,电动机功率5000 kW以上,台时产量500 t以上。 4)新型节能粉磨设备——辊压机作为预粉碎设备得到应用。 5)采用预烘干(或预破碎)形式组成烘干(破碎)粉磨联合机组。提高了粉磨、烘干效率,简化了工艺流程。 6)管磨机内部结构的改进:如新型环向沟槽衬板,扬料板角度可调的隔仓板等。
设备日趋大型化,以简化设备和工艺流程,与窑的大型化相匹配。钢球磨的最大直径已达5.5 m以上,电动机功率达6500 kW以上,台时产量达300 t以上。辊式磨系列中磨盘直径已达5 m以上,电动机功率5000 kW以上,台时产量500 t以上。 4)新型节能粉磨设备——辊压机作为预粉碎设备得到应用。 5)采用预烘干(或预破碎)形式组成烘干(破碎)粉磨联合机组。提高了粉磨、烘干效率,简化了工艺流程。 6)管磨机内部结构的改进:如新型环向沟槽衬板,扬料板角度可调的隔仓板等。")
5
7)利用悬浮预热器窑和预分解窑320~350℃的废气烘干原料,发展了各种烘干磨。
8)采用电子定量喂料秤,X荧光分析仪、电子计算机自动调节系统,控制原料的配料,为入窑生料成份的均齐、稳定创造了条件。 9)磨机系统操作自动化。应用自动调节回路及电子计算机控制生产,代替人工操作。力求生产稳定。
采用电子定量喂料秤,X荧光分析仪、电子计算机自动调节系统,控制原料的配料,为入窑生料成份的均齐、稳定创造了条件。 9)磨机系统操作自动化。应用自动调节回路及电子计算机控制生产,代替人工操作。力求生产稳定。")
6
2.生料粉磨流程和粉磨设备的选择 1)选用粉磨流程和粉磨设备需要考虑的因素 (1)入磨物料的性质
物料的性质主要包括水分、粒度、易磨性和磨蚀性,也要考虑粘土质原料中的含砂量及石灰质原料中燧石的影响。 (2)粉磨产品的细度要求 所选的粉磨流程和设备应尽可能便于控制粉磨产品的细度。 (3)生料粉磨系统的要求小时产量 生料粉磨系统的要求小时产量,由主机平衡计算确定。所选生料磨的生产能力,应能满足这一要求。同时,为了简化工艺线,对一台窑来说,一般只配置一台生料磨,而对大型窑来说,生料磨的设置也不宜超过两台。
粉磨产品的细度要求. 所选的粉磨流程和设备应尽可能便于控制粉磨产品的细度。 (3)生料粉磨系统的要求小时产量. 生料粉磨系统的要求小时产量,由主机平衡计算确定。所选生料磨的生产能力,应能满足这一要求。同时,为了简化工艺线,对一台窑来说,一般只配置一台生料磨,而对大型窑来说,生料磨的设置也不宜超过两台。")
7
(4)粉磨电耗 所选的粉磨流程和设备应尽可能符合节省电耗的要求。干法生料磨的电耗应在63MJ/ t (17.5kWh / t)生料以下。 (5)废气余热利用的可能性 对于干法生料磨和煤磨来说,应考虑尽可能利用废气余热来烘干原料和燃料,使生料粉磨与烘干作业同时进行,以节约烘干热能,节省烘干设备,简化生产流程。 (6)操作的可靠性和自动控制以及设备的耐磨性能。 (7)所选的生料粉磨设施应力求占地面积小,需要空间小和基建投资低。
操作的可靠性和自动控制以及设备的耐磨性能。 (7)所选的生料粉磨设施应力求占地面积小,需要空间小和基建投资低。")
8
2)干法生料粉磨流程和设备选择 干法生料粉磨系统主要有下列几种型式: 开路流程:管磨; 闭路流程:管磨、烘干磨。
干法生料粉磨系统主要有下列几种型式: 开路流程:管磨; 闭路流程:管磨、烘干磨。 闭路烘干磨又分下列几种型式: 钢球磨:主要有风扫磨和提升循环磨(有单仓尾卸、双仓尾卸、双仓中卸等); 辊式磨:亦称立式磨或辊轮磨; 辊压机:亦称挤压机或双辊磨。
; 辊式磨:亦称立式磨或辊轮磨; 辊压机:亦称挤压机或双辊磨。")
9
开路管磨和闭路管磨对进磨物料水分的要求比较严格,必须把水分较高的原料预先进行烘干后才能加入磨中粉磨。烘干磨由于能同时进行物料的烘干和粉磨,并可大量利用温度为320~350℃的废气的余热,烘干平均水分达6~8%的原料,故目前得到了广泛的应用,而分别进行烘干、粉磨的流程已很少采用。

10
常见的生料烘干兼粉磨流程有如下几种: (1)风扫磨烘干兼粉磨系统
在磨尾排风机的抽力作用下,热风进入磨内,已被粉磨的生料由通过磨内的热风带入粗粉分离器内分选,粗粉再次回磨,细粉由旋风收尘器收集,为了减少热耗,部分废气重新返回磨内循环使用,其余废气经收尘器净化后,排入大气中。其流程如图4.6—1所示。 此流程的优点是热废气利用率高,流程简单,输送设备少,维修工作量小,设备利用率高,允许进磨物料水分较高,可烘干水分含量8~12%的原料。当原料水分含量高,要求烘干能力强,风扫和提升物料所需的气体量与烘干物料所需的热风量相匹配时,系统效率高。否则,则会造成粉磨单位产品的总电耗较高。

11
图4—6.1 在风扫磨内烘干—粉磨流程

12
图4—6.2 预破碎烘干兼粉磨流程 1—破碎机;2—磨机;3—粗粉分离器;4—旋风筒;5—排风机

13
(2)尾卸提升循环烘干兼粉磨系统 物料从磨头喂入,经烘干仓和粗磨仓后进细磨仓,物料由磨尾卸出,由提升机送到选粉机内进行选粉,粗粉由磨头喂料端重新入磨,细粉作为成品。来自窑系统的热废气或热风炉的热气体从喂料端进入,窑尾废气可烘干含4~5%水分的原料,在利用热风炉高温气体时,烘干的水分可达8%。出磨废气经收尘器净化后排入大气中。 此系统的烘干能力差,在采用大型磨机而又利用窑尾废气作为烘干介质时,需要增加一些辅助烘干设施。例如,常在磨机粉磨仓前增设烘干仓、立式烘干塔、选粉机内烘干、预烘干破碎机组等,以适应不同水分含量原料的烘干要求。

14
图4—6.3 尾卸提升循环烘干—粉磨流程

15
图4.6—4 带立式烘干塔的尾卸提升循环烘干兼粉磨流程 1—辅助热风炉;2—磨机;3—旋风筒;4—收尘器
图4.6—4 带立式烘干塔的尾卸提升循环烘干兼粉磨流程 1—辅助热风炉;2—磨机;3—旋风筒;4—收尘器

16
图4.6—5 在选粉机内烘干的烘干—粉磨流程

17
图4.6—6 在选粉机和磨机内烘干的烘干—粉磨流程

18
(3)中卸提升循环烘干兼粉磨系统 喂入磨内物料先在烘干仓内经过烘干,再进入粗磨仓进行初次粉碎。然后从磨机中部卸出,由提升机送入选粉机,选出合格细粉。粗粉中的少部分入磨头,大部分入磨尾细磨仓,比例约为l : 4。磨机粗、细粉分开,有利于最佳配球。 物料出粗磨仓后经过分级设备及时选出产品,减少了细磨仓喂料中的细料,消除了过粉磨现象,从而提高了粉磨效率。磨头喂入部分粗粉,可以起到加速物料流速,增强粉磨的作用,同时也均衡了两仓的负荷。 该系统的缺点是密封困难,系统漏风较多,生产流程也比较复杂。

19
图4.6—7 中卸提升循环烘干—粉磨流程

24
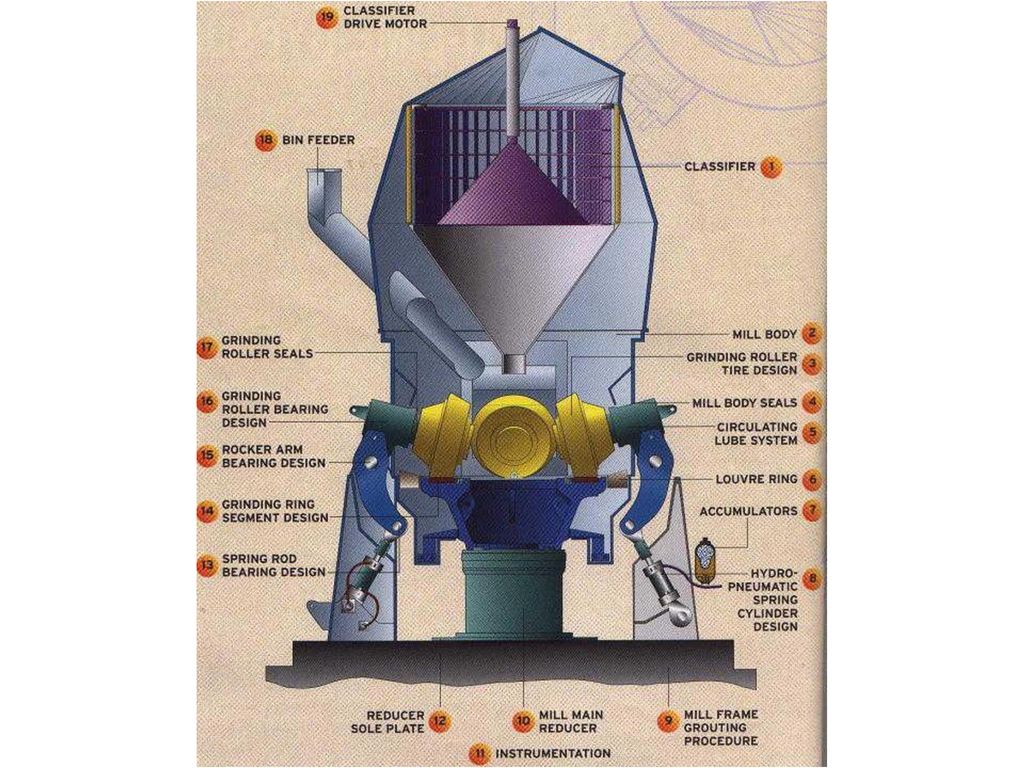
(4)辊式磨系统 辊式磨——立磨。 常用的辊式磨有LM(菜歇磨)、伯力鸠斯磨、ATOX磨、雷蒙磨、MPS磨、E型磨、MB磨等。已投产的辊式磨,生产能力已超过500 t/h,产品系列中生产能力最大者可达1000 t/h。 辊式磨——风扫磨。 内部装有粗粉分离器而构成闭路循环,烘干与粉磨作业同时进行。物料在回转的底盘与磨辊间受到挤压而被粉碎,磨机底部进入热风及时将被粉碎的物料带到粉磨室上部的分离室内,或卸出磨外由提升机提至分离器分离,粗粒被分离后返回磨盘再进行磨细,细粉随气流到收尘器被收集下来即为成品。

27
图4.6—8 磨外循环辊式磨

28
图4.6—9 辊式磨产品收集流程 (一)
")
29
图4.6—9 辊式磨产品收集流程 (二)
")
30
(5)辊压机 辊压机是一种料床粉碎设备,其能量利用率高。辊压机可用于粉磨水泥原料及熟料。辊压机粉磨系统的流程可分为以下几大类:
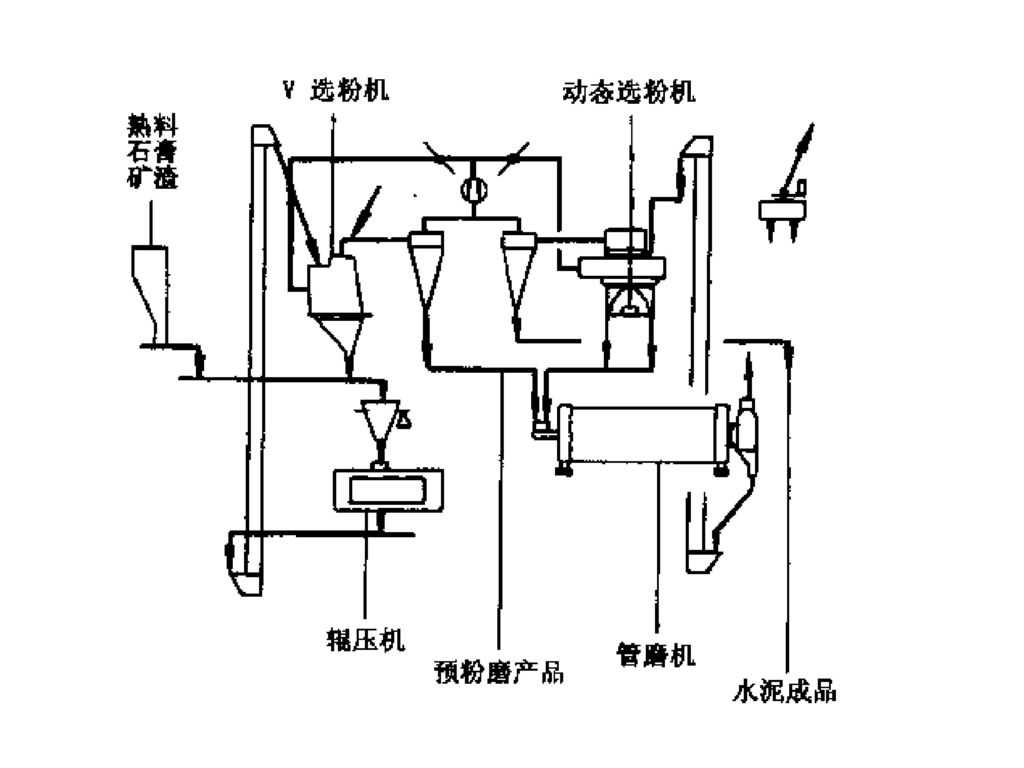
预粉磨系统 ——预粉磨系统见图4.6—10。在现有粉磨系统中,安装一台辊压机作为预粉磨设备,可以使产量大辐度提高。物料喂入辊压机,挤压过的料片再喂入磨机,在闭路系统中进行最终粉磨。 终粉磨系统 ——终粉磨系统见图4.6—11。经配和的各种物料喂入辊压机后,压成碎片,然后在细粉碎设备中将团聚在一起的细粉打散,同时使已经压出裂纹的小颗粒进一步粉碎。

31
5—选粉机;6—粗分离器;7—收尘器;8—排风机
图4.6—10 预粉磨系统流程 1—料仓;2—辊压机;3—磨机;4—提升机; 5—选粉机;6—粗分离器;7—收尘器;8—排风机

32
预粉磨系统流程

33
1—料仓;2—辊压机;3—打散机;4—提升机;5—粗分离器;
图4.6—11 终粉磨系统流程 1—料仓;2—辊压机;3—打散机;4—提升机;5—粗分离器; 6—选粉机;7—收尘器;8—排风机

34
部分终粉磨系统流程

35
混合粉磨系统 ——混合粉磨是预粉磨和终粉磨相结合的方式,见图4
混合粉磨系统 ——混合粉磨是预粉磨和终粉磨相结合的方式,见图4.6—12。从选粉机中卸出的一部分粗粉回入磨中、一部分粗粉与原料一起喂入辊压机进行循环粉磨。 联合粉磨系统 ——联合粉磨是当今辊压机应用的主要流程。辊压机自成系统,料饼经粗选粉机分选,粗料全部返回辊压机再压,因为颗粒粗不再需要料饼再循环而又能大大提高辊压饥的循环量。由于回料部分的细粉已被选出,就使辊压机辊压更为有效,不再作无用功。分选后的细粉部分作为中间产品喂入后续球磨机,因为粒度小而均匀,非常有利于磨机的配球,粉磨效率高。

36
图4.6—12 混合粉磨系统流程

37
混合粉磨系统流程

39
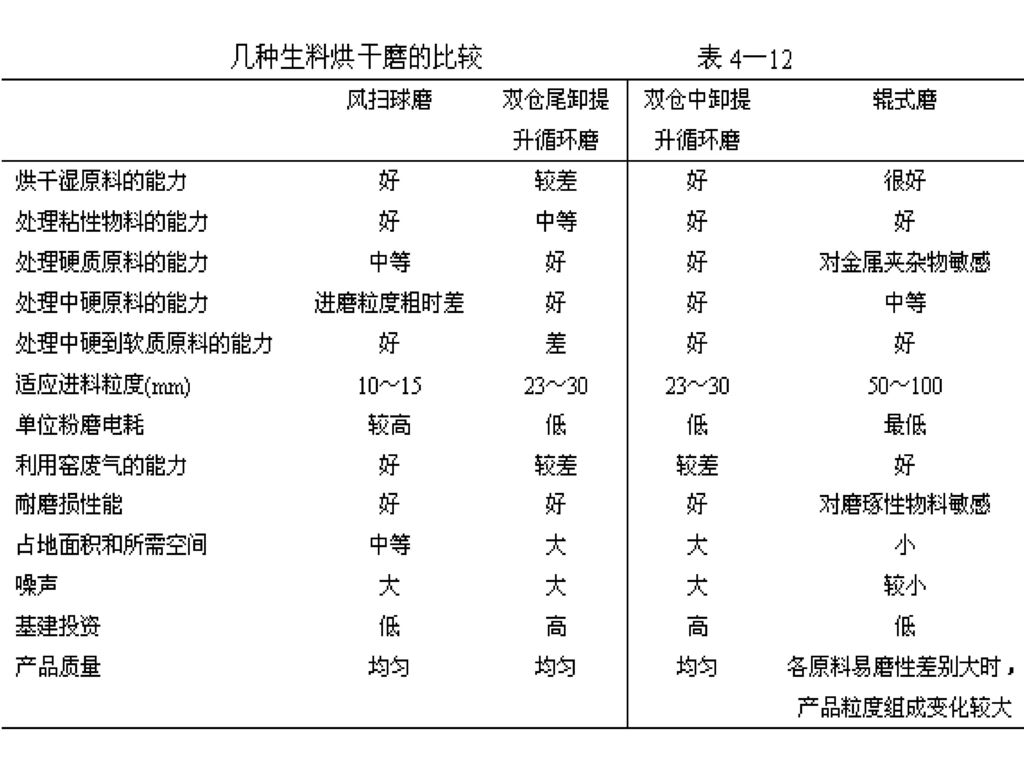
几种生料烘干磨的电耗比较 表4—13 磨机类别 预破碎机 磨机本身 风机及附属设备 总 电 耗 [MJ/t(kWh/t)] 风扫球磨 1.44 57.24 15.84 74.52(20.7) 双仓尾卸提升循环磨 50.08 18.00 69.52(19.3) 双仓中卸提升循环磨 46.08 19.08 66.60(18.5) 辊式磨 -- 27.36 25.20 52.56(14.6)
![几种生料烘干磨的电耗比较 表4—13 磨机类别. 预破碎机. 磨机本身. 风机及附属设备. 总 电 耗. [MJ/t(kWh/t)] 风扫球磨](http://slidesplayer.com/slide/11487904/62/images/39/%E5%87%A0%E7%A7%8D%E7%94%9F%E6%96%99%E7%83%98%E5%B9%B2%E7%A3%A8%E7%9A%84%E7%94%B5%E8%80%97%E6%AF%94%E8%BE%83+%E8%A1%A84%E2%80%9413+%E7%A3%A8%E6%9C%BA%E7%B1%BB%E5%88%AB.+%E9%A2%84%E7%A0%B4%E7%A2%8E%E6%9C%BA.+%E7%A3%A8%E6%9C%BA%E6%9C%AC%E8%BA%AB.+%E9%A3%8E%E6%9C%BA%E5%8F%8A%E9%99%84%E5%B1%9E%E8%AE%BE%E5%A4%87.+%E6%80%BB+%E7%94%B5+%E8%80%97.+%5BMJ%2Ft%28kWh%2Ft%29%5D+%E9%A3%8E%E6%89%AB%E7%90%83%E7%A3%A8.jpg "(20.7) 双仓尾卸提升循环磨 (19.3) 双仓中卸提升循环磨 (18.5) 辊式磨 (14.6)")
40
(6)各种粉磨系统的选用条件 ① 钢球磨与辊式磨的选用条件 对于钢球磨系统与辊式磨系统的选型,主要应考虑物料水分、难磨程度、电耗和维修条件。
a. 从物料水分及电耗方面分析: 磨机驱动电机电耗,对于钢球磨来说总是较高的,一般为50.4~54.0MJ/t生料;而辊式磨则较低,当采用新的耐磨部件时为25.2~28.8MJ/t生料,采用已磨损的耐磨部件时约增高25%。 b. 从物料难磨程度及维修条件分析: 钢球磨系统对物料的易磨性和磨蚀性要求不高,适应性和可靠性较好,维修费用较低;而辊式磨对耐磨部件材质要求较高,对硬质物料特别是磨蚀性物料较难适应。

41
② 几种钢球磨机系统的选用条件 风扫磨、尾卸磨和中卸磨——选型中应考虑的因素主要是物料的水分及粉磨电耗。
当物料水分在3~4%以下时,以后两者的经济效果较好。当物料水分超过4%时,由于风扫磨通风和烘干能力最强,而此时烘干物料所需的热风量已足以提升物料,故以选用风扫磨为宜。 中卸磨比尾卸磨适应大的物料水分。

42
③ 其它烘干粉磨系统的选用条件 a.带有预烘干破碎机的球磨机系统,被粉磨物料的水分最高可达12%;
b.带有预烘干破碎机的风扫磨系统,物料水分最高允许15%; c.当物料水分在15%以上时,可考虑选用无介质磨或单独的预烘干装置; d.当某种原料或配合后的物料容易在输送过程或中间储仓发生粘结堵塞时,应考虑采用单独的烘干设备预烘干; e.当磨制难磨物料时,可采用预烘干装置及简单的管磨机系统。

43
(二)水泥粉磨系统 1.水泥粉磨流程和设备发展情况
l)在设备大型化的同时,力求选用高效、节能型磨机——用于水泥粉磨的钢球磨机直径已达5m以上,电机功率达7000kW以上,台时产量达300t/h以上。丹麦史密斯公司开发了微钢段节能的康必丹磨(Combidan mill);辊式磨、辊压机用于水泥粉磨系统; 2)采用高效选粉机 ——日本小野田 O-SEPA、丹麦史密斯公司的SEPAX、美国斯特蒂文特公司的SD等高效选粉机; 选粉能力已达500t/h
在设备大型化的同时,力求选用高效、节能型磨机——用于水泥粉磨的钢球磨机直径已达5m以上,电机功率达7000kW以上,台时产量达300t/h以上。丹麦史密斯公司开发了微钢段节能的康必丹磨(Combidan mill);辊式磨、辊压机用于水泥粉磨系统; 2)采用高效选粉机 ——日本小野田 O-SEPA、丹麦史密斯公司的SEPAX、美国斯特蒂文特公司的SD等高效选粉机; 选粉能力已达500t/h.")
44
3)采用新型衬板,改善磨机部件及研磨件材质
——目前水泥磨常用的衬板有压条式凸棱衬板、大曲波形衬板、曲面环向阶梯衬板、锥面分级衬板,螺旋凸棱形分级衬板、角螺旋分级衬板、圆角方形衬板、环沟衬板、橡胶衬板、无螺旋衬板等; 4)添加助磨剂,提高粉磨效率 ; 5)降低水泥温度,提高粉磨效率,改善水泥品质 ; 6)实现操作自动化。
添加助磨剂,提高粉磨效率 ; 5)降低水泥温度,提高粉磨效率,改善水泥品质 ; 6)实现操作自动化。")
45
2.水泥粉磨流程 水泥粉磨流程主要有下列几种型式: 1)开路流程:管磨、康必丹磨;
2)闭路流程:一级管磨闭路、康必丹磨一级闭路、辊式磨和辊压机。 近年来,水泥粉磨已趋向于闭路流程,特别是大型磨机更是这样。在闭路流程中,又趋向于球磨机、辊压机及高效选粉机不同组合的粉磨流程。
闭路流程:一级管磨闭路、康必丹磨一级闭路、辊式磨和辊压机。 近年来,水泥粉磨已趋向于闭路流程,特别是大型磨机更是这样。在闭路流程中,又趋向于球磨机、辊压机及高效选粉机不同组合的粉磨流程。")
46
联合粉磨系统 ——联合粉磨是当今辊压机应用的主要流程。辊压机自成系统,料饼经粗选粉机分选,粗料全部返回辊压机再压,因为颗粒粗不再需要料饼再循环而又能大大提高辊压饥的循环量。由于回料部分的细粉已被选出,就使辊压机辊压更为有效,不再作无用功。分选后的细粉部分作为中间产品喂入后续球磨机,因为粒度小而均匀,非常有利于磨机的配球,粉磨效率高。

47
联合粉磨系统流程 (双闭路)
")
48
联合粉磨系统流程 (球磨机开路)
")
51
喂料 提升 分选 分离 料仓 辊压机 输送 风机 选粉机 球磨机 收尘器 排风机 成品 图4.6—13 辊压机混合型粉磨系统流程

52
不同辊压机粉磨系统电耗对比 粉磨系统 球磨系统 预、混合粉磨 联合粉磨 终粉磨 单位电耗kWh /t 39 33 28 24 电耗对比% 100 84.6 71.8 61.5

53
(三)陶瓷厂物料的粉磨 陶瓷厂物料的粉磨有湿法和干法,以湿法居多,多采用间歇式石衬或橡胶衬湿法球磨机。球磨机的进料粒度由轮碾机出料口的筛孔或雷蒙磨的风选来保证。球磨机的规格应力求一致,生产规模较大的工厂,宜采用5吨或5吨以上的大型球磨机。
陶瓷厂物料的粉磨 陶瓷厂物料的粉磨有湿法和干法,以湿法居多,多采用间歇式石衬或橡胶衬湿法球磨机。球磨机的进料粒度由轮碾机出料口的筛孔或雷蒙磨的风选来保证。球磨机的规格应力求一致,生产规模较大的工厂,宜采用5吨或5吨以上的大型球磨机。")
54
三、粉磨车间布置 (一)水泥厂粉磨车间布置 1. 粉磨车间的位置——窑尾预热器附近。 2. 供料——库底喂料 磨头仓喂料
仓容积——2~3小时 磨头仓喂料入磨机 3. 传动装置 2、3种物料——直线型 4种物料——田字型 溜管直入——占面积小,较挤 加输送皮带机——结构易布置 大型磨机——隔离布置 小型磨机——偏心布置

55
粉磨车间位置示意图

56
9. 两台磨机中心距——(3~5)D,同一方向传动 10. 检修设施——钓钩、起重机、电动葫芦
4. 厂房——净高,磨机直径的3~3.5倍 5. 物料的分级系统: 磨机 提升机 选粉机 成品 磨机 输送 提升机 输送 选粉机 成品 粗粉 6.产品的输送——机械,气力 7. 收尘——卸料罩风管 收尘器 风机 大气 8. 磨机中心高——0.8~1倍磨机直径 9. 两台磨机中心距——(3~5)D,同一方向传动 10. 检修设施——钓钩、起重机、电动葫芦 粗粉
D,同一方向传动. 10. 检修设施——钓钩、起重机、电动葫芦. 粗粉.")
57
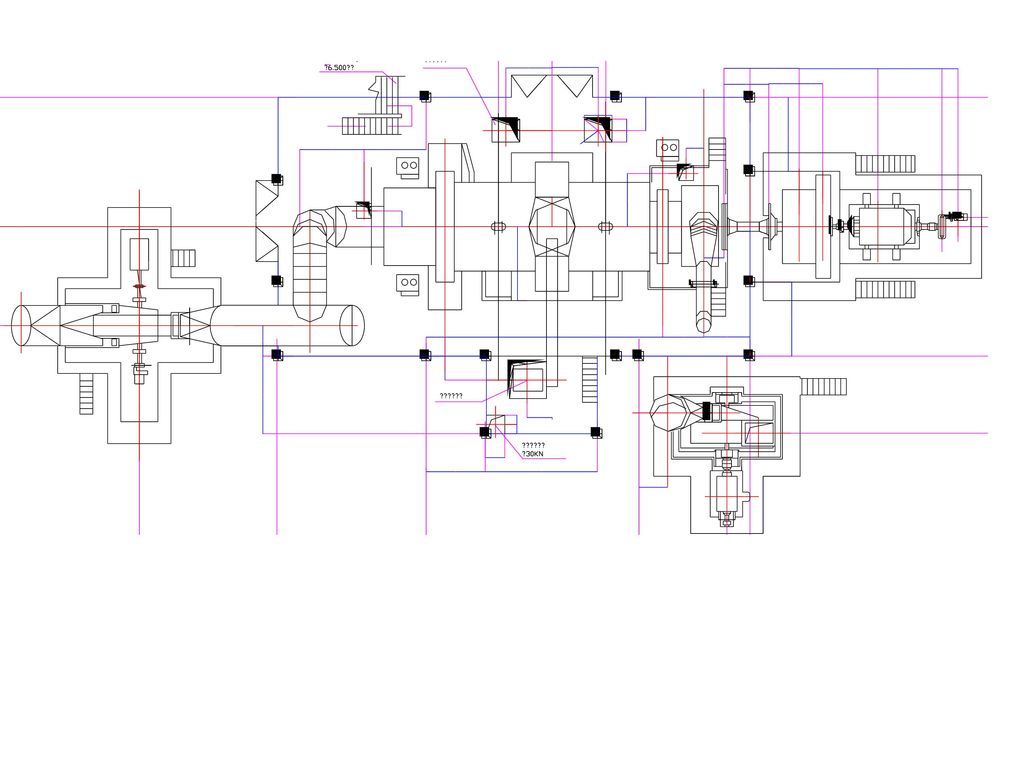
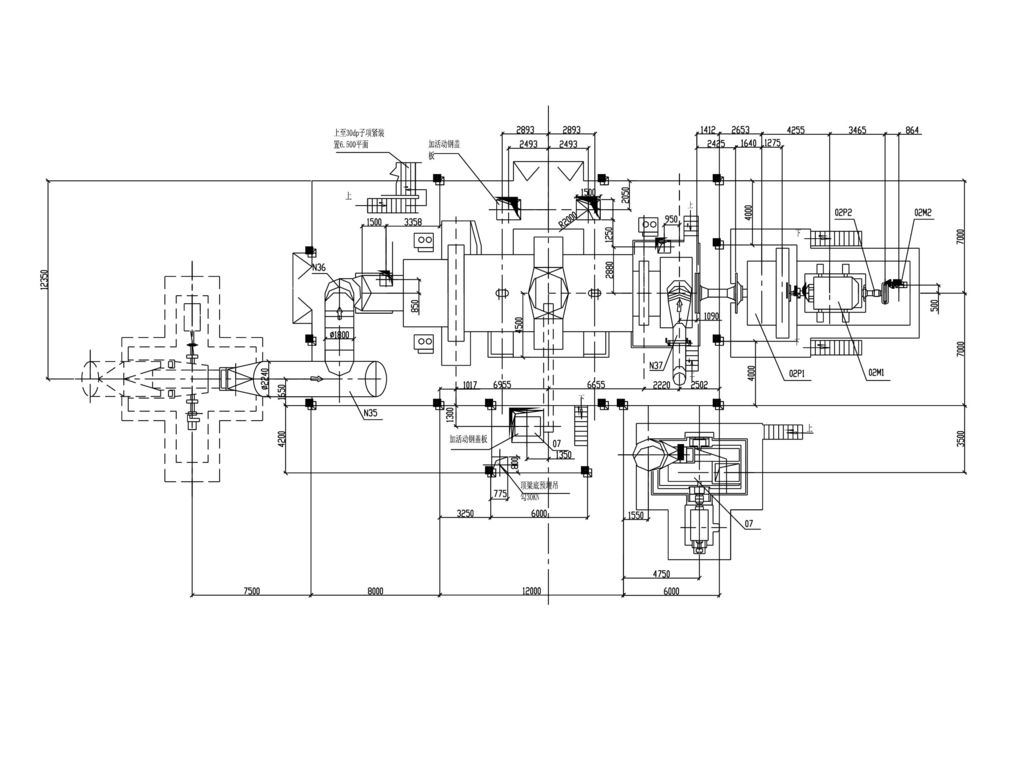
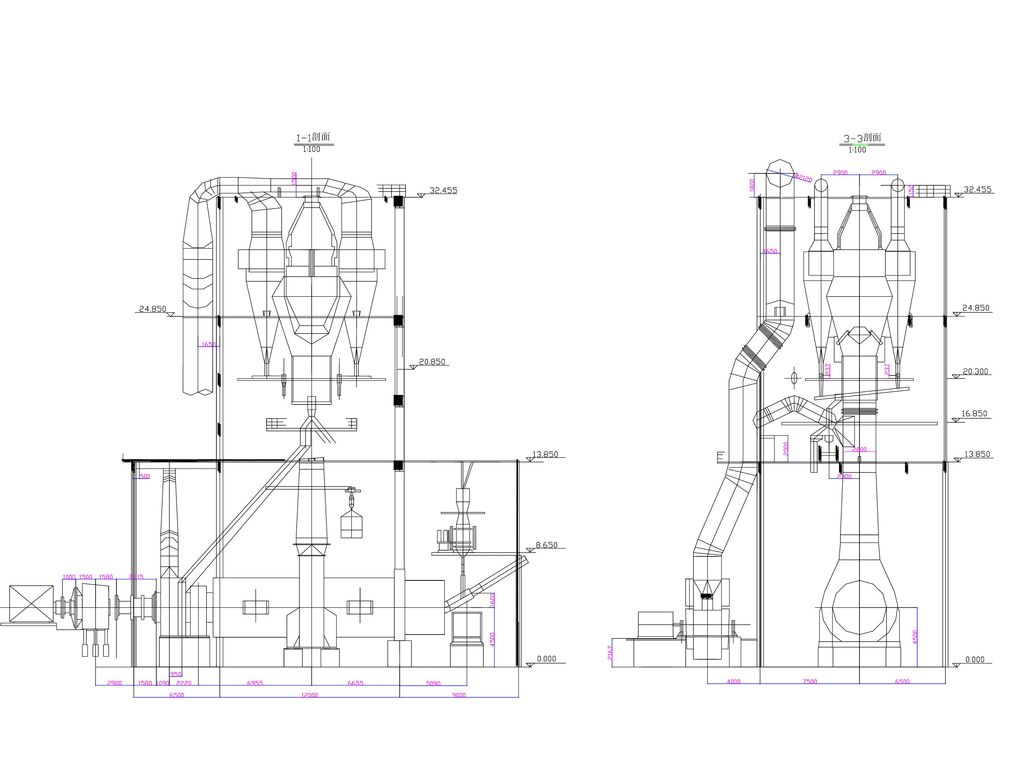
图4.6—14 设有辊式磨的干法生料磨系统布置示意图
图4.6—14 设有辊式磨的干法生料磨系统布置示意图

59
图4.6—15 设有中卸提升循环磨(带组合式选粉机)
的干法生料粉磨系统布置图

61
图4.6—16 设有闭路中长磨的水泥磨车间布置图

62
辊压机开路—球磨机闭路系统 (预粉磨)
")
63
辊压机闭路—球磨机开路系统 (联合粉磨)
")
64
设有闭路中长磨的水泥磨车间布置图

65
(二)陶瓷厂球磨机的布置 球磨机布置时,根据球磨机的数量及加料方式,可以布置成一排或二排。球磨机布置尺寸要求如图4—6.18。
陶瓷厂球磨机的布置 球磨机布置时,根据球磨机的数量及加料方式,可以布置成一排或二排。球磨机布置尺寸要求如图4—6.18。")
66
A = 4.5m B≥7.5m(5吨球磨机) C = 2.5~3m D≥6m 陶瓷厂球磨机布置
 C = 2.5~3m D≥6m 陶瓷厂球磨机布置")
Similar presentations






 命题演算.>")







成果報告書>")





 研究生:蘇詠裕 指導教授:胡石政 中華民國九十四年六月十五日.>")



