Download presentation
1
第九章 模压及层压成型 学习目的与要求: 1. 掌握模压与层压成型的工艺特点与工艺过程; 2. 掌握模压与层压工艺参数对制品性能的影响;
3. 了解模压与层压成型所用的模具。

2
第一节 模压成型 一. 概述 模压成型(压制成型、压缩模塑):粉状、粒状或纤维状的模塑料放入加热的模具型腔后闭模,加压、加热使其成型并固化的方法。 压制成型动画.exe
:粉状、粒状或纤维状的模塑料放入加热的模具型腔后闭模,加压、加热使其成型并固化的方法。 压制成型动画.exe")
4
1. 模压成型特点: (1)设备简单,造价低,模结构简单 (2)填料的方向性小,成型压力低; (3)原料损耗少,适用于多种材料; (4)生产效率低,制品精度低; (5)劳动强度大,难于实现自动化。 2. 树脂: 常用:PF、UP、环氧树脂(EP)、脲醛(UF) 3. 模压成型工艺: 预处理:预热、预压 成型过程:嵌件安放、加料、闭模、排气、固化、脱模 后处理:热处理、机加工、修饰、装配、检验 4. 物料在模压成型中的变化:熔融流动、胶凝、固化
、脲醛(UF) 3. 模压成型工艺: 预处理:预热、预压. 成型过程:嵌件安放、加料、闭模、排气、固化、脱模. 后处理:热处理、机加工、修饰、装配、检验. 4. 物料在模压成型中的变化:熔融流动、胶凝、固化.")
5
二. 成型前准备 1. 原料的贮存 (1)吸湿性与环境湿度:湿度≯70% 吸湿大: 流动性大、飞边大; 树脂含量↓,制品收缩大; 变形、膨胀、分层、尺寸↓。 含水量少: 流动性差、充不满模,制品疏松,欠熟。 (2)贮存温度:≯25℃ (3)贮存时间:不宜过长,UF≯3个月,热固性PF≯6个月,热塑性PF三年
贮存温度:≯25℃ (3)贮存时间:不宜过长,UF≯3个月,热固性PF≯6个月,热塑性PF三年.")
6
2. 预压 ——将疏松的粉状、碎屑状或纤维状的热固性料预先用冷压法压成重量一定、形状规整的密实体的作业 预压成型工艺1.exe 预压成型工艺2.exe (1)作用 便于加料,改善劳动条件; 降低压缩比,从而简化模具结构; 缩短周期,提高制品质量; 改善预热规程(PF粉100~120℃,PF预压物170~190℃); 便于模压较大或带有精细嵌件的制品。
; 便于模压较大或带有精细嵌件的制品。")
7
增加人力、设备; 松散度大、长纤维:难压; 结构复杂或混色的制品不宜用预压。 (2)预压工艺条件 温度:一般不加热,若室温不易压,可50~60℃预压。 压力:要求预压物的ρ为制品ρ的80%;预压力40~200MPa。

8
3. 预热和干燥 (1)预热和干燥的作用:提高制品质量,除水份和挥发物 预热:可缩短模压周期;提高制品质量;提高流动性;降低模塑压力(不预热PF,30±0.5 MPa;预热PF,15~20 MPa)。 预热规程的确定:获得最大流动性的规程,先定温度、找出最佳流动性的预热时间。 (2)预热和干燥的设备及操作 电热板加热 烘箱加热 红外线加热:波长为1~1.2X10-4m的红外线灯照射 高频加热:用于极性分子的塑料
预热和干燥的设备及操作. 电热板加热. 烘箱加热. 红外线加热:波长为1~1.2X10-4m的红外线灯照射. 高频加热:用于极性分子的塑料.")
9
三. 模压成型工艺过程及控制因素 1. 模压成型工艺过程 压制成型工艺.exe 物料预压→ 预热 ↓ 计量 ↓ 模具预热→ 涂脱模剂→
计量 ↓ 模具预热→ 涂脱模剂→ 安放嵌件→ 加料→ 闭模→ 排气 ↓ ↑ 清模 ← —————制品顶出 ←开模 ←硬化

10
(1)嵌件安放 (2)加料 加料方式:人工加、加料器;重量法、容积法、计算法。 注意:准确,堆放合理,利于排气(中高周低。) (3)闭模:先快后慢 (4)排气:1~3次,每次几秒至二十秒 (5)硬化: 热塑性料:在模内冷却硬化 热固性料:模内交联硬化 硬化速率低的料:用后烘方法(90~150℃,8~12h) (6)脱模 (7)清理模具:工具使用适当
硬化: 热塑性料:在模内冷却硬化. 热固性料:模内交联硬化. 硬化速率低的料:用后烘方法(90~150℃,8~12h) (6)脱模. (7)清理模具:工具使用适当.")
11
2. 控制因素 (1)模压压力: 模压时使料充满型腔和进行硬化而由压机对料所施加的压力。 压力作用: 使物料流动充模;压实物料;防止制品变形 模具型式及模压压力:
模压压力: 模压时使料充满型腔和进行硬化而由压机对料所施加的压力。 压力作用: 使物料流动充模;压实物料;防止制品变形 模具型式及模压压力:")
13
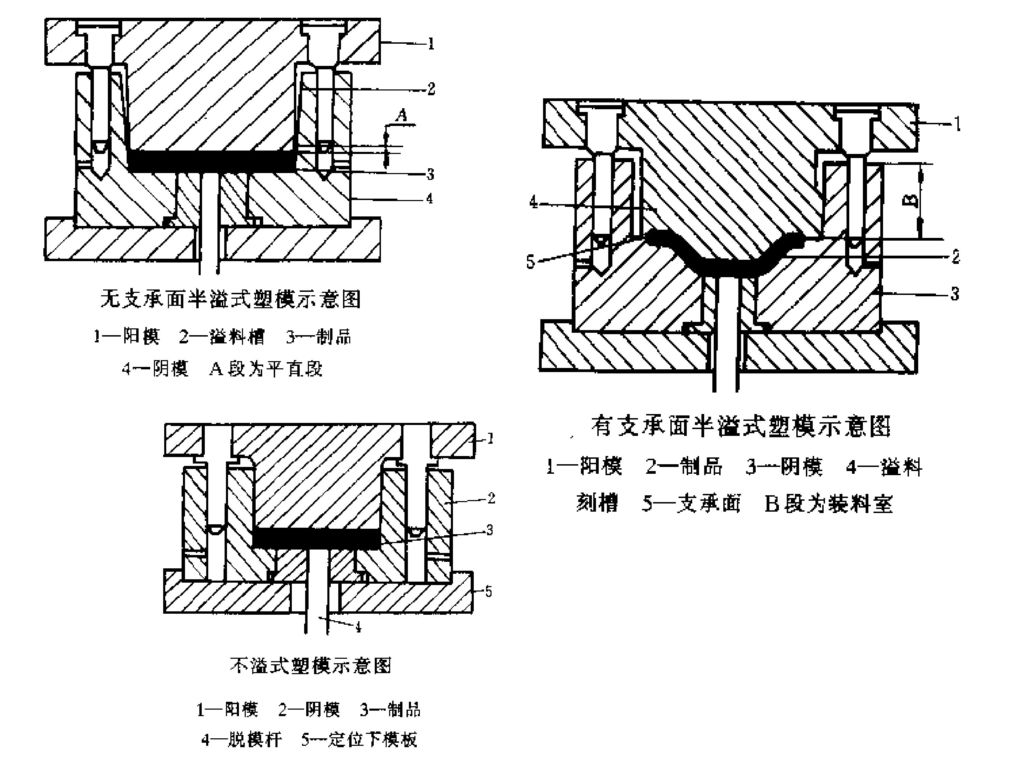
不溢式模具:模具型腔体积随模压压力及所加物料量变化;物料所受压力等于模压压力。
有支承面的半溢式模:模腔体积不变,物料可溢流。

14
影响因素: 压缩率h:h大,模压压力应高 预热温度:与模压压力应有一最佳配合 模温:模温高利于流动和硬化,压力可减小,但 模温过高,模塑过早硬化,流动性↓,需较大模压压力。 制品厚度:0.98~1.47MPa/每增加1cm厚 制品深:深度大的制品增加20~30%的模压压力 制品密度:压力大,密度↑

15
(2)模压温度:模压时所规定的模具温度 模压温度对制品性能影响:
模压温度:模压时所规定的模具温度 模压温度对制品性能影响:")
16
模温过高:流动性↓;降解分层、表里硬化不一、内应力大、开裂、变形;色料变质、色暗淡。
模温过低:生产周期长、硬化不足光泽差;水份挥发物作用易肿胀变形,性能↓。

17
模温与模压周期的关系: 高温短时,低温长时(不损害制件强度及其他性能); 厚制件:低温长时; 预热料:模压温度可提高,制品内外温均匀,流动性提高 。
; 厚制件:低温长时; 预热料:模压温度可提高,制品内外温均匀,流动性提高 。")
18
(3)模压时间 模压时间与制品类型、形状、厚度,模具结构,模压规程等有关 时间过短:硬化不足“欠熟”,制品性能差、无光泽、易变形、翘曲; 适当提高时间:制品收缩小,耐热性略高、物理机械性能↑,但介电性↓; 过分延长时间:“过熟”,降低制品性能和生产效率,多消耗热量。 故,在不影响制品性能的前提下,尽量缩短模压时间

19
第二节 层压成型 一. 概述 1. 层压成型: 指用或不用粘结剂,在加热、加压条件下把相同或不同材料的两层或多层结合为整体的方法 粘结剂:树脂,如酚醛(PF)、环氧树脂(EP)、不饱和树脂(UP)、氨基树脂。 材料:填料,如纸、木、棉布、玻纤及织物 附胶材料:成型前浸有或涂有树脂的材料

20
增强塑料:添加增强材料,某些性能比原有树脂有较大提高的一类塑料;多指用玻纤或其织物为填料的塑料
复合材料:由两种或两种以上不同材料组成的一种制品或材料 2. 分类:

21
二、常用树脂 1. 树脂的选择 (1)树脂在复合材料中的作用: 粘结填料,承担部分载荷、传递载荷 使填料不致发生屈曲变形 保护填料 (2)对树脂的要求 对填料有良好粘结力、润湿能力 可加偶联剂改善(增加吸引力)
")
22
树脂本身具有良好的物理力学性能 树脂硬化时收缩率要小 树脂要有良好的工艺性: 成型时不须很高的温度及压力、黏度小(但黏度过小,易流失)、硬化前使用寿命长 2. 常用树脂特性 (1)PF树脂 模压用酸催化的PF;层压用碱催化PF

23
层压PF: 水溶性树脂,NaOH催化,分子量低、黏度小 醇溶性树脂,NH4OH催化,分子量高、黏度大 成型特点:成型有挥发物放出,不能直接层压、需预浸渍;用高压法成型 成本低,强度高,抗湿,抗化学腐蚀好,耐热高 色深、需浸渍、高压成型

24
(2)三聚氰胺甲醛树脂: 甲醛+三聚氰胺,PH6~7 成型特点与酚醛树脂相似 抗电弧性好,上色广,硬度高,耐磨好,耐热高;成本高 (3)UP: 由不饱和二元酸、饱和二元酸和二元醇缩聚而成 成型特点:可加热或不加热下固化 过氧化物—催化剂(或引发剂)
")
25
常温:有机过氧化物(引发剂)+促进剂(固化剂如钴苯)
无挥发物逸出,可低压成型(常用手糊法) 配方: UP 过氧化环己酮糊 钴苯 玻纤布、脱模剂、钛白粉、碳酸钙 电性能好,透明性好,较强的抗水、抗酸性 耐热差(可用三聚氰酸三丙烯酯改进);固化收缩率大,约4~8%
 配方: UP 100. 过氧化环己酮糊 4. 钴苯 2. 玻纤布、脱模剂、钛白粉、碳酸钙. 电性能好,透明性好,较强的抗水、抗酸性. 耐热差(可用三聚氰酸三丙烯酯改进);固化收缩率大,约4~8%")
26
(4)EP(环氧)树脂: 物性与UP相似 成型特点: 固化需硬化剂(乙二胺) 无副产物生成,可用低压法成型 固化反应慢 力学性能好,玻璃钢比拉伸强度大于钢 收缩率小(<3%) 脱模难,需特殊脱模剂(巴西棕榈蜡或特种合成蜡)
 脱模难,需特殊脱模剂(巴西棕榈蜡或特种合成蜡) .")
27
三. 层压用填料 1. 纸: (1)牛皮纸:成本低,力学强度高 (2)α-纤维素纸:成本稍高,用于表面匀滑,电性能好,色泽鲜艳的制品 (3)布浆纸:成本高,强度高,吸水低 总:成本低,电性能好
牛皮纸:成本低,力学强度高 (2)α-纤维素纸:成本稍高,用于表面匀滑,电性能好,色泽鲜艳的制品 (3)布浆纸:成本高,强度高,吸水低 总:成本低,电性能好")
28
2. 石棉: 矿物性硅酸盐纤维 吸湿性低,使制品尺寸稳定 对设备摩损小 无需表面处理 耐热性好 电性能、着色性差 制品拉伸强度只有纯石棉纤维的12%

29
3. 棉布 (1)成型特点: 纤维分布有高度的均匀性 可制得结构均匀的层压制品 力学强度高,利于连续浸渍成型 纤维表面疏松,成本高 (2)纺制情况对布基层压塑料性能的影响: 支数:指一克重纤维所具有长度(米)。支数大,细 捻度:单位长内棉纱搓捻的转数。捻度大,树脂不易渗入纤维 布厚度依赖于支数和单位长度内经纱和纬纱的根数,薄布易被树脂渗透,制得的层压塑料强度高

30
棉布基本组织的影响: 曲折数:平纹布>斜纹布>缎纹布 曲折数越少,纤维越趋于平直,制品拉伸强度大,光滑;曲折数多,制品拉伸强度低,但剪切强度↑

31
棉布处理情况的影响: 未漂白的布:层压制品强度好 经漂白的布:电性能好 纺纱织布中的浆料:应除去,否则不利浸渍 4. 玻璃纤维及其织物 熔融玻璃喷丝 高速拉伸 上油 集束冷却→ 玻纤 (1)主要成份: 硅酸盐:碱金属氧化物含量不同: 无碱 低碱 中碱 高碱 <2% 2~ 6% 6~12% 13~15%
主要成份: 硅酸盐:碱金属氧化物含量不同: 无碱. 低碱. 中碱. 高碱. <2% 2~ 6% 6~12% 13~15%")
32
(2)表面处理: 增强树脂与玻纤粘结力 玻纤使用前 → 热处理 → 化学处理(偶联剂) (3)玻纤织物: 玻璃绳、玻璃布、玻璃布带、表面毛毡、无捻粗纱等 (4)玻纤的主要特点 比强度大、电绝缘性好、耐热 脆性大,耐磨和耐揉性差,表面光滑不易与树脂结合,对皮肤有刺痛感

33
无碱玻璃布及无捻粗纱

34
四. 高压成型(压力>7MPa) 用于板、管、棒等外形简单的制品
 用于板、管、棒等外形简单的制品")
35
1. 填料浸渍 (1)浸渍方法:
浸渍方法:")
36
(2)浸渍要求 使填料取得预定的树脂量;使树脂均匀透入填料的各部分;尽可能使附胶材料少含空气。 2. 干燥 (1)目的:去除水分或溶剂;推进热固性树脂的化学反应,达到适当的流动性而便于成型。 (2)方法:在连续干燥器内进行。
目的:去除水分或溶剂;推进热固性树脂的化学反应,达到适当的流动性而便于成型。 (2)方法:在连续干燥器内进行。 .")
37
3、板材的成型工艺过程 叠料→压制→脱模→加工→热处理 (1)叠料: 选材:选符合要求的附胶材料 厚度:由附胶材料张数、重量控制 长度:比制品长、宽各大70~80mm 附胶材料排列方向:附胶材料经纬向相同或依次成正交排列 层间附胶材料变化: 单一种材料叠层 同一种材料,底、面层含胶量高,芯层低 芯层用成本低或强度小的,底、面层用印花或强度高的附胶材料

38
压制单元: 金属板→衬纸→单面钢板→板坯→双面钢板→板坯→单面钢板→衬纸→金属板 (2)压制 将装好的压制单元、分层推入多层压机的热板中,检查位置是否合适,然后闭合压板,开始升温升压 开始温度、压力不宜太高,否则树脂易流失

39
热压过程温控一般为五个阶段: ①预热阶段: 由室温升到硬化反应开始的温度。 施加压力为全压的1/3~1/2 ②保温阶段: 使树脂在较低温度下进行硬化,直到板坯边缘流出的树脂不能拉成丝为止

40
③升温阶段: 升到压制的最高温度,升温不宜过快,否则制品易分层或开裂;同时升高压力 ④恒温阶段: 达到最高温后保持恒温,以保证树脂充分硬化,使制品性能达到最佳值,时间与树脂种类、品种、制品厚度有关 ⑤冷却阶段: 降温脱模,自冷或水冷;保持规定压力

41
(3)脱模:当温度降至60℃,即可脱模取出制品
(4)加工:指去除压制好的板材的毛边 (5)热处理:补充硬化 4. 管材和棒材的制造: 以干燥的附胶材料卷绕成型、加热固化
加工:指去除压制好的板材的毛边. (5)热处理:补充硬化. 4. 管材和棒材的制造: 以干燥的附胶材料卷绕成型、加热固化.")
42
5. 模压成型 本质同前面所述的层压,附胶材料作为原料,且制品强度比一般模压高几倍、光泽好 压制的制品:滑轮、齿轮、阀件、纱管芯、轴瓦等

43
五. 低压成型(压力<7MPa) 1. 概述 制品强度、外观上不如高压法 但可制大型制品;对设备要求比高压低 接触成型:指不加压或稍加压情况下,制造增强塑料制品的方法 手糊成型(属于接触成型的一种)是在涂了脱模剂的模具上,用手工一边铺放增强材料一边涂刷树脂直到所需厚度为止,然后通过熟化和脱模而取得制品
是在涂了脱模剂的模具上,用手工一边铺放增强材料一边涂刷树脂直到所需厚度为止,然后通过熟化和脱模而取得制品.")
44
2. 接触成型的设备及材料: (1)模具 模具类型:阴模、阳模和对模 模具材料:木、金属、玻璃钢、石膏、石蜡、水泥、硬质泡沫塑料等 (2)脱模剂 薄膜型脱模剂 溶液型脱模剂 油蜡型脱模剂
模具 模具类型:阴模、阳模和对模 模具材料:木、金属、玻璃钢、石膏、石蜡、水泥、硬质泡沫塑料等 (2)脱模剂 薄膜型脱模剂 溶液型脱模剂 油蜡型脱模剂")
45
(3)树脂及辅助材料 树脂:EP和UP 辅助材料:稀释剂、填料、催化剂和色料 (4)增强材料:玻璃布、玻纤无捻粗纱方格布、玻璃毡等 3. 接触成型工艺 以生产玻纤增强塑料(玻璃钢)为例 (1)玻璃布的准备 经化学处理或热处理的玻璃布,保持清洁、干燥 裁剪:若用斜纹布或锻纹布要注意方向性 对要求各向同性制品,布纵横交替铺放,搭接处布层错开
玻璃布的准备. 经化学处理或热处理的玻璃布,保持清洁、干燥. 裁剪:若用斜纹布或锻纹布要注意方向性. 对要求各向同性制品,布纵横交替铺放,搭接处布层错开.")
46
(2)模具准备 选用制模材料,模表面光洁、平滑清洁 木、石膏制模:用硝基清漆,PU清漆封孔处理 木、水泥、石膏模要干燥处理 (3)浸渍液的配制 浸渍液黏度控制在0.4~1Pa·S 浸渍液以UP与EP为主配制,常为室温固化 浸渍液一旦配成,随配随用,不能久贮

47
(4)糊制 手工糊制要求:操作迅速准确,严格控制含胶量,及时排除气泡 注意事项: 排气; 一次糊制的厚度≯10mm; 工作环境温度>15℃,相对湿度<80%; 嵌件不能用铜,因铜起阻聚作用。
糊制 手工糊制要求:操作迅速准确,严格控制含胶量,及时排除气泡 注意事项: 排气; 一次糊制的厚度≯10mm; 工作环境温度>15℃,相对湿度<80%; 嵌件不能用铜,因铜起阻聚作用。")
48
(5)硬化及热处理 硬化: UP糊制后24h硬化基本完成,放置5~6天后使其充分硬化 提高温度(60~80℃)放置2~8h即可 热处理:要求逐渐升温,升温速度10℃/h;EP80~100℃ (6)脱模及后加工: 借助木、铜制工具脱模 可按金属加工方法后加工 修补缺陷
脱模及后加工: 借助木、铜制工具脱模. 可按金属加工方法后加工. 修补缺陷.")


 导致胎儿缺氧的母体因素有 ①微小动脉供血不足:如妊高征等 ②红细胞携氧量不足:如重度贫血、一氧化碳中毒等;>")





与干燥.>")

 物质酸碱性的测定.>")






![[聚會時,請將傳呼機和手提電話關掉,多謝合作]](/61/11341143/big_thumb.jpg "[聚會時,請將傳呼機和手提電話關掉,多謝合作]>")
 目的要求:了解皮肤结构 皮肤的生理机能 重点难点:皮肤的结构:表皮真皮皮下.>")


