Download presentation
Presentation is loading. Please wait.

1
工作方法的改善 主講人:宋承先

2
課程大綱 觀念篇 改善的順序 改善技術 IE7手法: • IE1:防止錯誤法(Fool-proof method)
• IE2:動作改善法(Motion-study method) • IE3:作業流程法(Process analysis ) • IE4:人機配合圖(Man-machine chart) • IE5: 5W1H手法(5W1H method) • IE6:雙手操作法(Two-hand operation method) • IE7:工作抽查法(Work-sampling) 工作改善步驟
 • IE3:作業流程法(Process analysis ) • IE4:人機配合圖(Man-machine chart) • IE5: 5W1H手法(5W1H method) • IE6:雙手操作法(Two-hand operation method) • IE7:工作抽查法(Work-sampling) 工作改善步驟.")
3
觀 念 篇

4
微利時代的來臨

5
7大浪費

6
工作之構成

7
工作簡化分析 •三個基本要素 1.“準備”動作— “做”的動作以前的動作皆屬之 2.“做”的動作(操作/檢驗)—真正處理事務的重點所在
3.拿開(收拾)動作—為結束處理事務的整個過程,所需附加的動作 例如 倉庫領取塗料(1)、回工作台(2) 、塗料混合(3) 、等待塗料均勻(4) 、塗料桶置於工作台(5) 、取刷子(6) 、塗料於產品(7) 、等待乾燥(8) 、放回刷子(9) 、整理料桶(10) ,送回倉儲(11) ,零件送至下製程(12)
動作—為結束處理事務的整個過程,所需附加的動作. 例如. 倉庫領取塗料(1)、回工作台(2) 、塗料混合(3) 、等待塗料均勻(4) 、塗料桶置於工作台(5) 、取刷子(6) 、塗料於產品(7) 、等待乾燥(8) 、放回刷子(9) 、整理料桶(10) ,送回倉儲(11) ,零件送至下製程(12)")
8
工作簡化分析

9
改 善 的 順 序

10
改善的順序 一.選定要改善的問題 二.分析現行的作業方法 三.檢討現行的作業方法 四.制定改善方案 五.實施改善方案 六.確認追蹤實施效果

11
改善的順序 一.選定要改善的問題 1.發掘要改善的項目 從日常工作現狀中的數量,品質,人力,頻率,安全,疲勞 程度等多方面考量.
職務分配表…作業表,職務表 其他線索…上司,幕僚或下屬的意見. 2.決定改善的優先順序 顧客安全,品質,經濟性 頻率,熟練程度,時間,疲勞程度,容易難度,專業性,舒適性及魅力程度

12
改善的順序 二.分析現行作業方法 1.繪出特性要因圖,細密劃分問題. 2.認清問題重點及工作流程.
3.利用分析工具(方法),執行問題點的分析 三.檢討現行作業方法 利用5W1H檢討現行作業方法
,執行問題點的分析. 三.檢討現行作業方法. 利用5W1H檢討現行作業方法.")
13
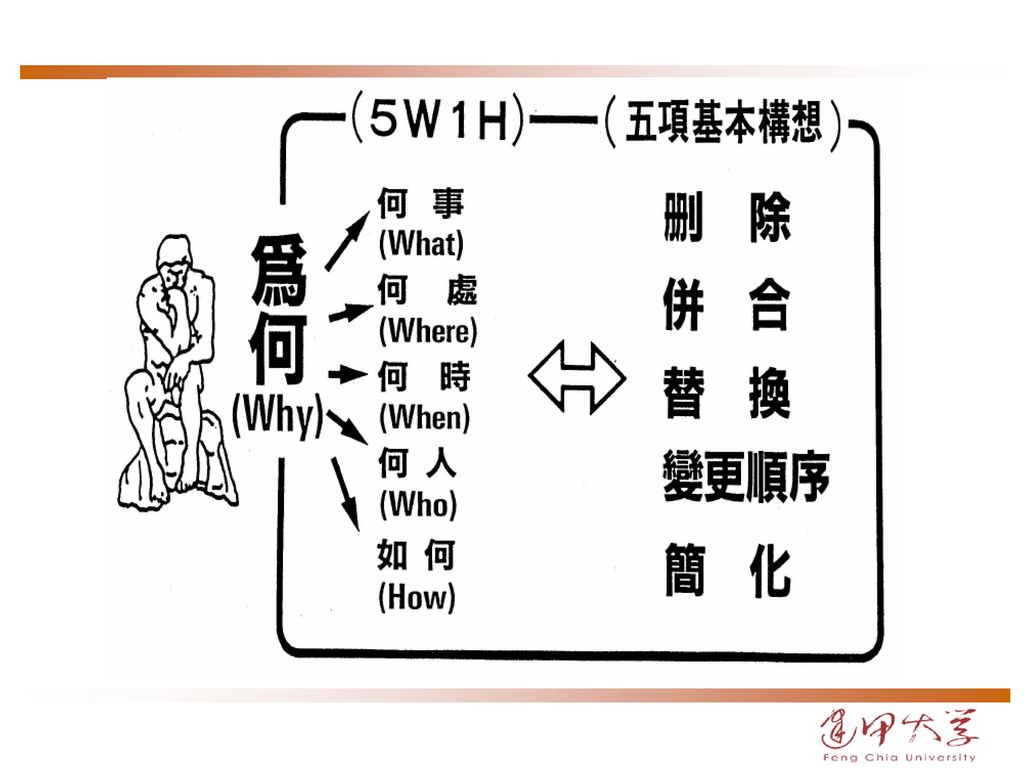
改善的順序 四.制定改善方案 利用ECCRS制定改善方案. .What(何事)?
.Why(為何)? Eliminate(刪除)-去除不必要者 .Where(何處)? Combine(結合)-可共存者使之結合 .When(何時)? Change(替換)-取代場地/機器/設備 .Who(何人)? Re-arrange(變更順序)-以更佳的順序重新排列 .How(如何)? Simplify(簡化)-利用分析工具(方法)使之簡化
 Eliminate(刪除)-去除不必要者. .Where(何處) Combine(結合)-可共存者使之結合. .When(何時) Change(替換)-取代場地/機器/設備. .Who(何人) Re-arrange(變更順序)-以更佳的順序重新排列. .How(如何) Simplify(簡化)-利用分析工具(方法)使之簡化.")
14
改善的順序 五.實施改善方案 - 實施改善方案可能發生的障礙 1.心理層面: .滿足於現況或已熟練技術 .對新方法不了解或沒有人指導
.對改善擔任者或提案人的抗拒 2.制度層面: .沒有實施的預算 .沒有實施的環境(相關部門配合或體制等) .沒有得到上級的支持了解
 .沒有得到上級的支持了解.")
15
改善的順序 六.確認追蹤實施效果 由改善前與改善後的圖表來確認工作改善的效果, 並詳加探究改善的原因. 結論:
職場上的工作改善,管理者尤其需要以身作則, 不斷躬行實踐,致力於工作改善的探究!

16
IE 改 善 技 術

17
IE改善技術

18
程序分析(Process analysis)
從大處著眼,改善之起步,為對整體製程做全盤大體性之分析,其研究單位為各個操作。 ‧ 目的 1. 降低成本 2. 生產量的增加 3. 縮短生產週期 4. 減少材料損傷與維持品質 5. 減少在製品 6. 空間的有效利用 7. 提高安全與環境

19
操作程序圖 構成事項僅為「操作」與「檢驗」兩種,對整體製造程序做一鳥瞰式通盤概況之瞭解。

20
操作程序圖 操作程序圖可清晰判別那些事項 各操作與檢驗的目的、生產線的大約位置以及品質管制的重點 1. 零件或材料之規格、設計
2. 製造程序及加工流程的大約位置 3. 工具和設備的規格、型式與需要數量 4. 整體製造程序的精簡總表

21
作業分析改善技術 作業 1. IE5:人機程序圖(Man-and Machine Chart )--用於降低機
器設備的閒置時間(idle time) ,改善操作人員與機器的平衡關係。 2. IE6:操作人程序圖(Operatorprocess chart)—可刪除所有不必要的動作,並把剩餘的必要動作安排在最佳的順序。
 ,改善操作人員與機器的平衡關係。 2. IE6:操作人程序圖(Operatorprocess chart)—可刪除所有不必要的動作,並把剩餘的必要動作安排在最佳的順序。")
22
IE1:防止錯誤法

23
意義 •狹義:如何設計一個東西,而使錯誤發生不會 發生。 •廣義:如何設計一個東西,而使錯誤發生的機 會減至最低的程序。 →不需要注意力
→不需要經驗與直覺 →不需要專門知識與高度的技巧

24
基本原則與進行步驟 基本原則 使作業的動作輕鬆。 使作業不要技能與直覺。 使作業不會有危險。 使作業不要一依賴感官。 1) 發現人為疏忽
2) 設定目標,製定實施計劃 3) 調查人為疏忽的原因 4) 提出防錯法的改善案 5) 實施改善案 6) 確認活動成果 7) 維持管制狀態
 設定目標,製定實施計劃. 3) 調查人為疏忽的原因. 4) 提出防錯法的改善案. 5) 實施改善案. 6) 確認活動成果. 7) 維持管制狀態.")
25
防錯法應用原理 1. 斷根原理 2. 保險原理 3. 自動原理 4. 相符原理 5. 順序原理 6. 隔離原理 7. 複製原理
8. 層別原理 9. 警告原理 10.緩和原理

26
IE2:動作改善法

27
IE之改善技術 操作分析(Operationalanalysis)--從小處著手,對各個操作的動作運用刪減、合併、重組與簡化的方法,加以分析改善、刪除不必要之動作使操作方法簡化。
--從小處著手,對各個操作的動作運用刪減、合併、重組與簡化的方法,加以分析改善、刪除不必要之動作使操作方法簡化。")
28
動作經濟22原則-關於人體之運用 1) 雙手應同時開始並同時完成其動作。 2) 除規定休息外雙手不應同時空閒。
3) 雙臂之動作應對稱,並反向同時為之。 4) 手之動作應用最適化。 5) 物體之運動量應儘可能利用之。 6) 連續之曲線運動之考量。 7) 彈道式之運動輕快確實。 8) 動作儘可能輕鬆自然之節奏。
 雙臂之動作應對稱,並反向同時為之。 4) 手之動作應用最適化。 5) 物體之運動量應儘可能利用之。 6) 連續之曲線運動之考量。 7) 彈道式之運動輕快確實。 8) 動作儘可能輕鬆自然之節奏。")
38
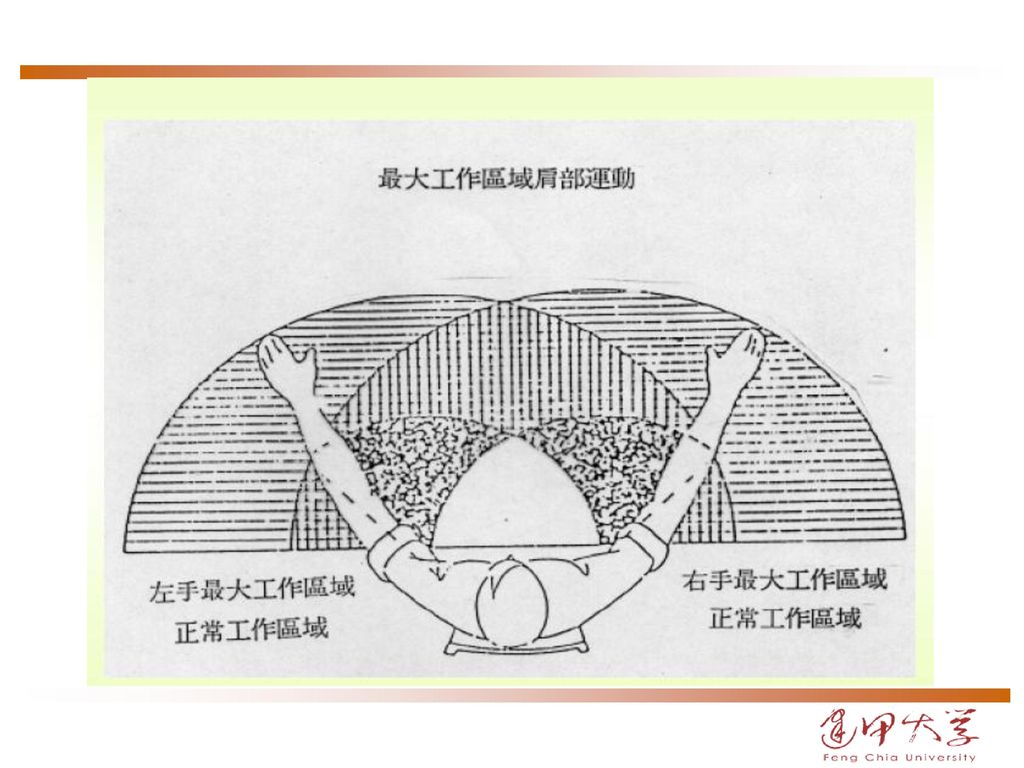
動作經濟22原則-關於操作場所之運用 9) 工具物料應放置於固定場所。 10) 工具物料應放置工作者之前面近處。
11) 零件物料之供應應利用到外立之工作者。 12) 〔墮送〕方法應儘可能利用之。 13) 工具物料依工作順序排列。 14) 適當的照明設備。 15) 工作抬及椅之高度的適當。 16) 工作抬及椅之高度,使工作者保持適當姿勢。
 零件物料之供應應利用到外立之工作者。 12) 〔墮送〕方法應儘可能利用之。 13) 工具物料依工作順序排列。 14) 適當的照明設備。 15) 工作抬及椅之高度的適當。 16) 工作抬及椅之高度,使工作者保持適當姿勢。")
45
動作經濟22原則-關於工具設備之運用 17) 儘量使用治工具代替之。 18) 工具可能的合併為之。 19) 工具物料儘可能預放在工作位置。
20) 手指工作負荷的考慮。 21) 手柄之設計。 22) 槓桿原理之運用。
 手指工作負荷的考慮。 21) 手柄之設計。 22) 槓桿原理之運用。")
51
IE3:流程程序圖

52
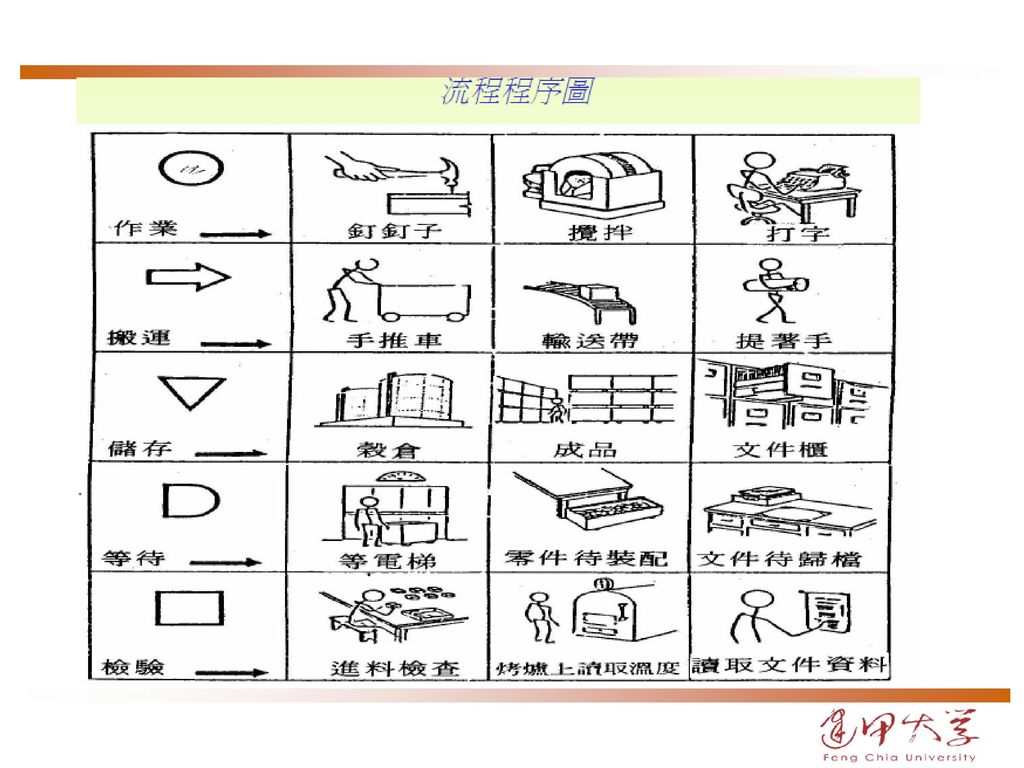
流程程序圖 流程程序圖為IE改善之最基本、最重要的技術也是降低〔隱藏成本〕分析解決的最有力的工具,可清楚地標示所有的操作、搬運、檢驗與遲延等事項。 研究對象可以區分為 (一)材料流程程序圖:說明製程或零件被處理的步驟 (二)人員流程程序圖:指出操作人員之所有一連串的動作。 製造程序中所有事項之資料,流程程序圖相當詳盡,但如能繪製線圖(Flow diagram)以圖式方式表明實施之過程,與流程程序圖配合使用分析,對於新方法之改善,將有莫大的助益。
人員流程程序圖:指出操作人員之所有一連串的動作。 製造程序中所有事項之資料,流程程序圖相當詳盡,但如能繪製線圖(Flow diagram)以圖式方式表明實施之過程,與流程程序圖配合使用分析,對於新方法之改善,將有莫大的助益。")
54
IE4:5W1H手法

56
5W1H原則 •相反法則 •拼圖法則 •大小法則 •例外法則 •集合法則 •更換法則 •替代法則 •模仿法則 •水平法則 •定數法則

57
IE5:人機程序圖

58
人機程序圖 意義: 用於分析在同一時間(或同一週期)內同一工作地點之各種動作,並將機器操作周期與作業者操作周期之相互間關係,正確而清楚地標表示出來。 用途: 1. 利用此一空閒,操作另一部機器。 2. 利用此一空閒,作清除雜項規劃工作物或其他手工之操作。

59
IE6:操作人程序圖

60
操作人程序圖(Operator process chart)
意義:為特殊之工作程序圖,又稱為左右手程序圖,分別將左右手之所有動作與空間都予記錄,依其正確之相互關係,配合時間標尺記錄下來。 目的:在於將各項操作更詳細的記錄,以便分析並改進各項操作,可以明確看出動作是否違反〔動作經濟原則〕設法發改進。

61
IE7:工作抽查

62
工作抽查之理由與優點 理由 •時間上之不允許 •成本大 •無限母體 •破壞性之調查 •代表性之樣本 優點 •觀察時間短 •節省人物力
•應用容易 •現場做作業比較不受干擾

63
工作抽查之應用 辦公室人員工作時間所佔之比例 機器設備之維修百分率或百分率 現場操作人員從事有生產性工作之百分率
決定標準工時之寬放時間之百分率 決定工作之標準時間 顧客光顧時間之分配比例

64
工作改善的步驟 •第1 步驟: 認清問題,並設定目標 •第2 步驟: 分析現況 •第3 步驟: 擬定對策 •第4 步驟: 把對策移諸實施
•第5 步驟: 結果的評估

65
第1 步驟:認清問題,並設定目標 生產工廠的問題有: •P (Productivity): 每人的生產量 •Q (Quality): 品質、精確度 •C (Cost): 費用、價格、成本 •D (Delivery): 交貨日期 •S (Safety): 員工的安全 •M (Morale): 員工的士氣
: 交貨日期. •S (Safety): 員工的安全. •M (Morale): 員工的士氣.")
66
第二步驟改善目標的優先順序

67
第3 步驟: 擬定對策

Similar presentations



















 王 囤 副教授.>")




密碼 編輯群 明湖國小 吳立明 老師 李惠雯 老師 林宜璇 老師.>")








