Download presentation
Presentation is loading. Please wait.

1
芳烃装置

2
概 述 芳烃联合装置是化纤工业的核心原料装置之一,它以直馏、加氢裂化石脑油或乙烯裂解汽油为原料,生产苯、对二甲苯和邻二甲苯等芳烃产品。芳烃联合装置通常包括催化重整、芳烃抽提、二甲苯分离、歧化及烷基转移、吸附分离和二甲苯异构化等装置。 芳烃类产品通常指的是苯、甲苯、混合二甲苯、邻二甲苯、对二甲苯和重芳烃等的统称。

3
苯 苯是最重要的单环芳烃,也是较为廉价的有机溶剂。主要用于生产苯乙烯、异丙苯、苯酚、氯苯、烷基苯、硝基苯、尼龙66盐、苯胺、环己酮、顺酐等衍生物。也用于农药、医药、染料和部分中间体的生产。 苯的物理性质: 具有特殊芳香味的的液体,熔点5.54℃,沸点80.1℃,爆炸极限 %,不溶于水、可溶于醇、醚,d420=0.8786,剧毒,有致癌作用。

4
甲苯 甲苯是生产染料、炸药、有机颜料、己内酰胺、甲酚、漂白剂等化工产品的重要原料,也是目前汽油的重要组分,还可通过脱烷基生产苯或通过歧化生产苯或二甲苯。 甲苯的物理性质: 具有特殊芳香味的的液体,熔点-95℃,沸点110.7℃,爆炸极限 %,不溶于水、可溶于醇、醚和丙酮,d420=0.8669。

5
邻二甲苯 邻二甲苯是生产增塑剂、聚酯树脂等化工产品的重要原料,也用于杀虫剂、医药、染料和部分中间体的生产。 邻二甲苯的物理性质: 具有特殊芳香味的的液体,熔点-25.3℃,沸点144.4℃,爆炸极限 %,不溶于水、可溶于醇、醚,d420=0.8802,有毒。

6
对二甲苯 对二甲苯(PX)主要用于生产精对苯二甲酸(PTA)和对苯二甲酸二甲酯(DMT),而PTA和DMT再和乙二醇、丁二醇等生成聚对苯二甲酸乙二醇酯(PET)和聚对苯二甲酸丁二醇酯(PBT)等聚酯。PET、PBT是进一步生产涤纶纤维、聚酯切片、聚酯中空容器和轮胎工业用聚酯帘子布的原材料。此外,PX还是生产涂料、染料、农药和医药的原料。 PX在合成纤维工业中十分重要,是化纤工业最主要的原料之一。并且聚酯还是重要的包装材料。随着世界聚酯消费量的不断增长,PX的消耗也随之稳步增长。
主要用于生产精对苯二甲酸(PTA)和对苯二甲酸二甲酯(DMT),而PTA和DMT再和乙二醇、丁二醇等生成聚对苯二甲酸乙二醇酯(PET)和聚对苯二甲酸丁二醇酯(PBT)等聚酯。PET、PBT是进一步生产涤纶纤维、聚酯切片、聚酯中空容器和轮胎工业用聚酯帘子布的原材料。此外,PX还是生产涂料、染料、农药和医药的原料。 PX在合成纤维工业中十分重要,是化纤工业最主要的原料之一。并且聚酯还是重要的包装材料。随着世界聚酯消费量的不断增长,PX的消耗也随之稳步增长。")
7
芳烃类产品市场分析 21世纪,世界芳烃工业处于一个新的发展趋势。芳烃工业由欧美向远东及亚洲发展。
中国的芳烃工业在21世纪初将得到最大发展,PX产量可能达到600万吨/年。 1990年世界对二甲苯能力、产量(消费量)分别为868.1万吨和692.6万吨,开工率79.8%。在世界聚酯纤维需求增长的带动下,全球对二甲苯生产得到了快速的发展。2001年世界对二甲苯能力和产量(消费量)分别达到2272万吨和1871万吨,开工率82.4%。与1990年相比,11年间世界对二甲苯能力和产量(消费量)年均增长率分别为9.1%和9.5%,产量(消费量)的增长略快于能力的发展速度。
分别为868.1万吨和692.6万吨,开工率79.8%。在世界聚酯纤维需求增长的带动下,全球对二甲苯生产得到了快速的发展。2001年世界对二甲苯能力和产量(消费量)分别达到2272万吨和1871万吨,开工率82.4%。与1990年相比,11年间世界对二甲苯能力和产量(消费量)年均增长率分别为9.1%和9.5%,产量(消费量)的增长略快于能力的发展速度。")
8
对于生产对二甲苯的芳烃联合装置主要原料有:
1、石脑油 2、乙烯裂解汽油 3、混合二甲苯

9
石脑油原料来源 炼油装置常减压装置的直馏石脑油 加氢裂化装置重石脑油 加氢精制装置重石脑油 焦化重石脑油 乙烯裂解汽油

10
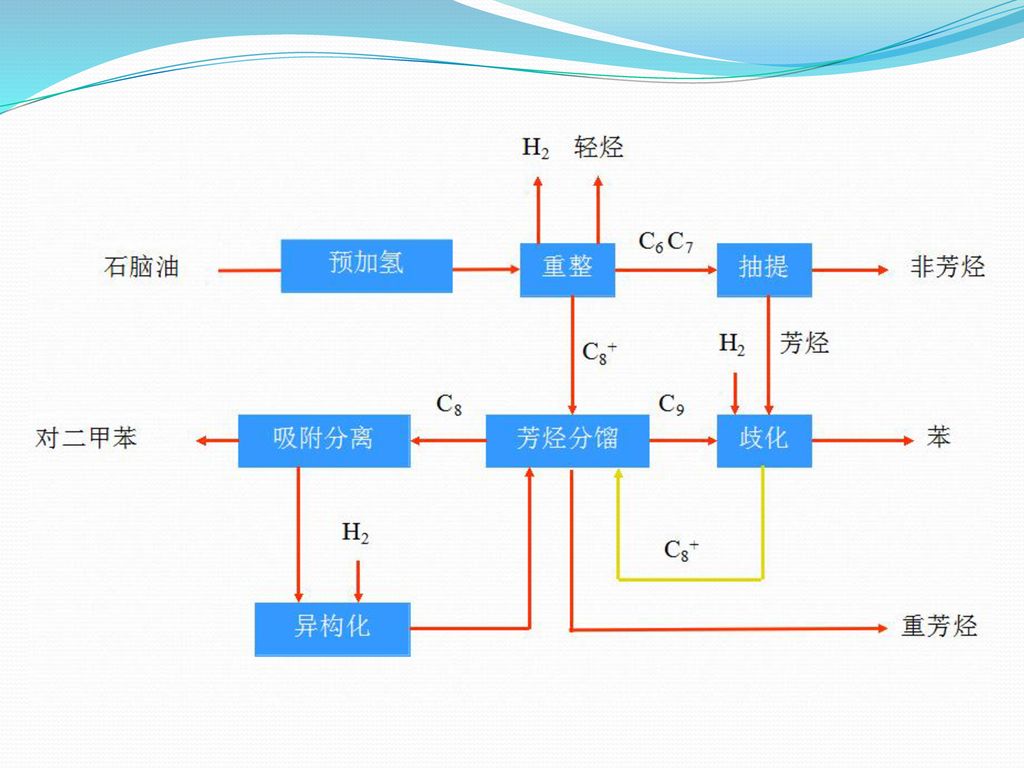
以石脑油为原料生产PX的基本流程 预处理----石脑油精制 催化重整----芳构化反应 芳烃抽提----苯、甲苯与非芳分离
芳烃分馏 ---- 切出C8 芳烃(C8 A)或邻二甲苯 歧化----C7 、 C9芳烃转化为苯、二甲苯 PX分离 (吸附)---- 将PX与其他同分异构体分离 异构化 ---- 将其他C8 芳烃同分异构体转化成PX
或邻二甲苯. 歧化----C7 、 C9芳烃转化为苯、二甲苯. PX分离 (吸附)---- 将PX与其他同分异构体分离. 异构化 ---- 将其他C8 芳烃同分异构体转化成PX.")
11
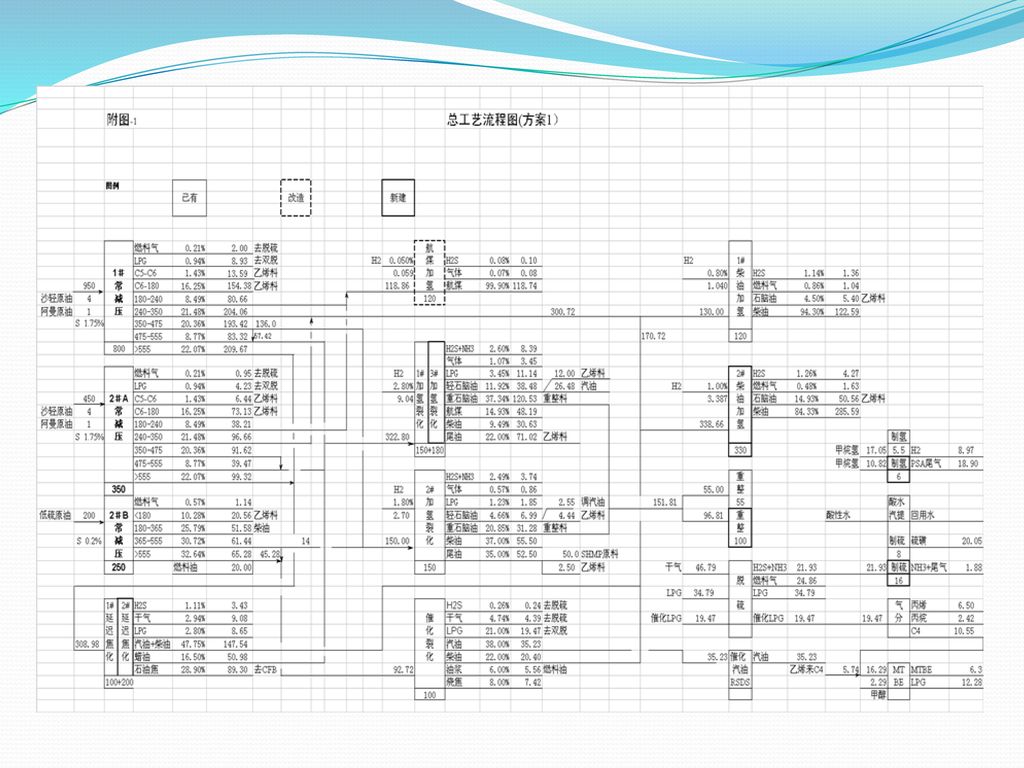
芳烃联合装置总工艺流程图

13
芳烃联合装置常规流程

14
芳烃联合装置国内外技术发展情况 芳烃联合装置通常包括催化重整、芳烃抽提、歧化及烷基转移、二甲苯异构化、吸附分离等五项专利技术;
目前拥有全套工艺生产技术的专利商有美国UOP和法国IFP两家,他们分别开发了分离PX的吸附分离核心技术。 国内外其它公司分别拥有一些单项工艺技术。 UOP拥有生产芳烃的全套专利技术,各项工艺技术先进,尤其是分离PX的旋转阀模拟移动床吸附分离技术,对二甲苯回收率高(>97.0%),纯度高(>99.9%),工艺操作简便,安全可靠,安装方便。 目前UOP已设计和建设了81套装置,其中投产了71套,总PX产量超过1500万吨/年,装置规模从2.1万吨/年到120万吨/年不等。 目前采用1台V#旋转阀,两台吸附塔最大装置负荷为45-50万吨对二甲苯/年,采用两台吸附塔和两台V#旋转阀的流程,PX产品规模可达到100万吨/年。
,纯度高(>99.9%),工艺操作简便,安全可靠,安装方便。 目前UOP已设计和建设了81套装置,其中投产了71套,总PX产量超过1500万吨/年,装置规模从2.1万吨/年到120万吨/年不等。 目前采用1台V#旋转阀,两台吸附塔最大装置负荷为45-50万吨对二甲苯/年,采用两台吸附塔和两台V#旋转阀的流程,PX产品规模可达到100万吨/年。")
15
IFP是目前世界上第二家拥有生产PX全套技术的专利商。
90年代,IFP推出了新的吸附分离工艺技术(Eluxyl),并与Mobil的异构化技术合作,形成了一套生产PX的成套技术。 Eluxyl工艺也是采用模拟移动床,但没有旋转阀,而是利用微机控制144台遥控阀的顺序切断和开启来分离PX,同时采用拉曼光谱仪来测量二甲苯塔内的对二甲苯浓度分布。最大单套装置设计规模为84万吨/年。 拥有抽提、歧化、异构化及吸附分离等芳烃分离专利技术的公司有数家,各有其特点,且从七十年代开始至今各家工艺技术和催化剂均不断发展。
,并与Mobil的异构化技术合作,形成了一套生产PX的成套技术。 Eluxyl工艺也是采用模拟移动床,但没有旋转阀,而是利用微机控制144台遥控阀的顺序切断和开启来分离PX,同时采用拉曼光谱仪来测量二甲苯塔内的对二甲苯浓度分布。最大单套装置设计规模为84万吨/年。 拥有抽提、歧化、异构化及吸附分离等芳烃分离专利技术的公司有数家,各有其特点,且从七十年代开始至今各家工艺技术和催化剂均不断发展。")
17
预加氢装置 预加氢装置是重整原料的精制装置,目的是脱除石脑油原料中的硫、氮、砷、铅、铜、烯烃和水等杂质,保证重整进料中的硫<0.5ppm,氮<0.5ppm,水<4ppm 。预加氢有循环氢流程或一次通过流程,汽提塔底通常采用重沸炉加热,采用国产催化剂及工艺技术。

18
预加氢装置流程图

19
连续重整装置 生产芳烃的主要装置,通常包括重整反应、再接触和 重整油分离三部分。重整反应采用UOP新一代超低压重整工艺或IFP超低压重整工艺 ,催化剂连续再生工艺。 重整反应加热炉为纯辐射四合一炉,对流段通常采用发生3.5 Mpa蒸汽的方案回收烟气能量,对流段烟气排烟温度可降到 ℃,四合一炉的总效率可达到90-92%。再接触是使反应产物油和含氢气体两段再接触,提高氢气纯度,同时提高液体收率。为了达到更好的氢气提纯效果,其中的二级再接触是在冷冻条件下进行的,本装置设计了一套氨冷冻系统为其供冷。重整油分离采用三个塔系统,脱戊烷塔用于脱去重整产物中的C5-馏分,重整油分离塔把C6、C7馏分和C8+芳烃分离,脱丁烷塔把液态烃和戊烷分离。

20
连续重整装置操作条件 平均反应压力: 0.35Mpag 平均反应温度WAIT: 510~530℃ 氢油摩尔比: 1.5-3.0
氢油摩尔比: 反应空速: h-1(v) 国产催化剂: PS-IV/PS-V/PS-VI 国外催化剂: R-234/R-274/CR-401/AR-501 C5+RONC: , 芳烃产率:76.38%(w), 纯氢产率:4.24%(w), 催化剂分布:1反/2反/3反/4反=10/15/25/50。 一级再接触:压力:0.83 Mpag,温度:38℃, 二级再接触:压力:2.40 Mpag,温度:4℃,
 国产催化剂: PS-IV/PS-V/PS-VI. 国外催化剂: R-234/R-274/CR-401/AR-501. C5+RONC: , 芳烃产率:76.38%(w), 纯氢产率:4.24%(w), 催化剂分布:1反/2反/3反/4反=10/15/25/50。 一级再接触:压力:0.83 Mpag,温度:38℃, 二级再接触:压力:2.40 Mpag,温度:4℃,")
21
脱戊烷塔操作条件: 塔盘数:30层,筛板塔 塔顶:89℃,1.03Mpag,回流温度:44℃, 塔底:231℃, 脱丁烷塔操作条件: 塔盘数:37层,筛板塔 塔顶:64℃,0.93Mpag,回流温度:44℃, 塔底:122℃; 重整油塔操作条件: 塔盘数:50层,筛板塔 塔顶:109℃,0.04Mpag,回流温度:82℃, 塔底:177℃;

22
目前我国投产的绝大部分连续重整装置均已采用国产化的连续重整装置催化剂,国产化的催化剂有GCR-10、GCR-100、3961、PS-IV、PS-VI等多个型号,均为石油化工科学研究院(RIPP)研制,有长岭催化剂厂和抚顺石化催化剂厂两家制造。
研制,有长岭催化剂厂和抚顺石化催化剂厂两家制造。")
23
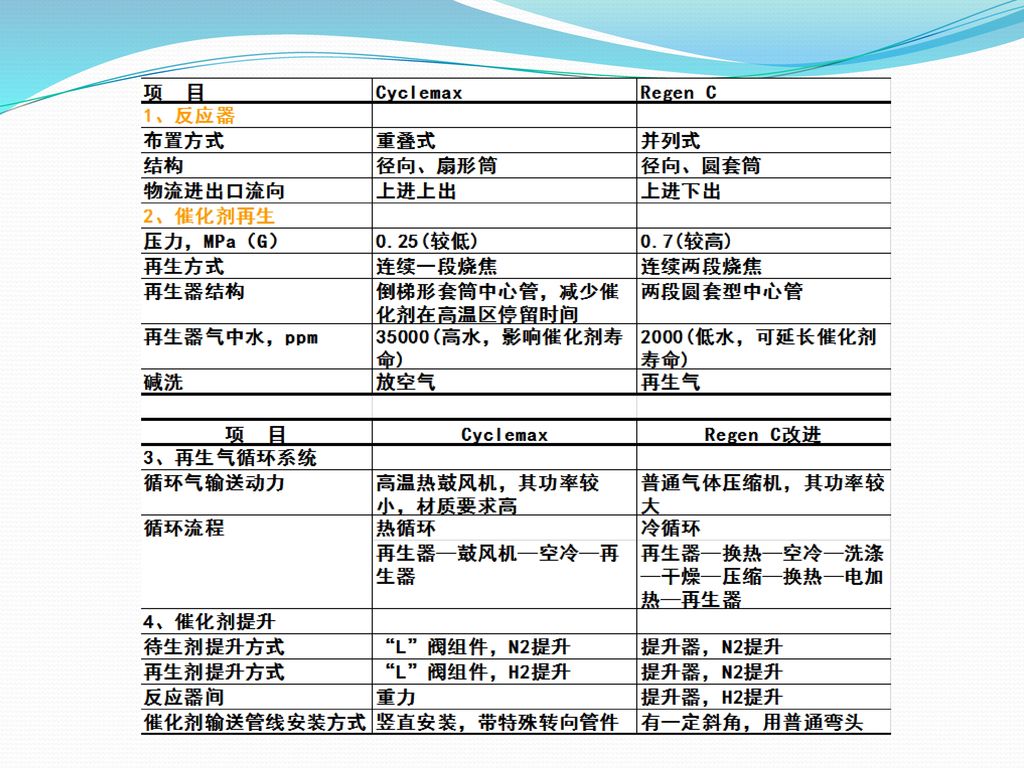
连续重整 目前国际上已经工业化的连续重整工艺专利技术有美国的UOP和法国的IFP两家,两家的专利技术水平相差不大。UOP和IFP分别于1971年和1973年开发了它们各自的连续重整工艺技术,经过二十多年的开发与改进,两家的工艺技术都比较先进和成熟,各具特点,近期UOP和IFP分别提供了最新的再生工艺:Cyclemax 和Regen C。 UOP和IFP连续重整工艺技术在反应器布置,再生系统控制方法,催化剂烧焦和还原技术都存在一些差异,各有其优缺点。但其基本过程是相同的,在工程上最本质的差别有两点:(1)反应器布置:UOP采用重叠式,IFP采用并列式;(2)再生回路流程:UOP采用热循环,IFP采用冷循环。
反应器布置:UOP采用重叠式,IFP采用并列式;(2)再生回路流程:UOP采用热循环,IFP采用冷循环。")
24
重整反应部分工艺流程图

25
重整再接触部分工艺流程图

26
重整产物分离部分工艺流程图

27
Axens Regen C 再生流程

28
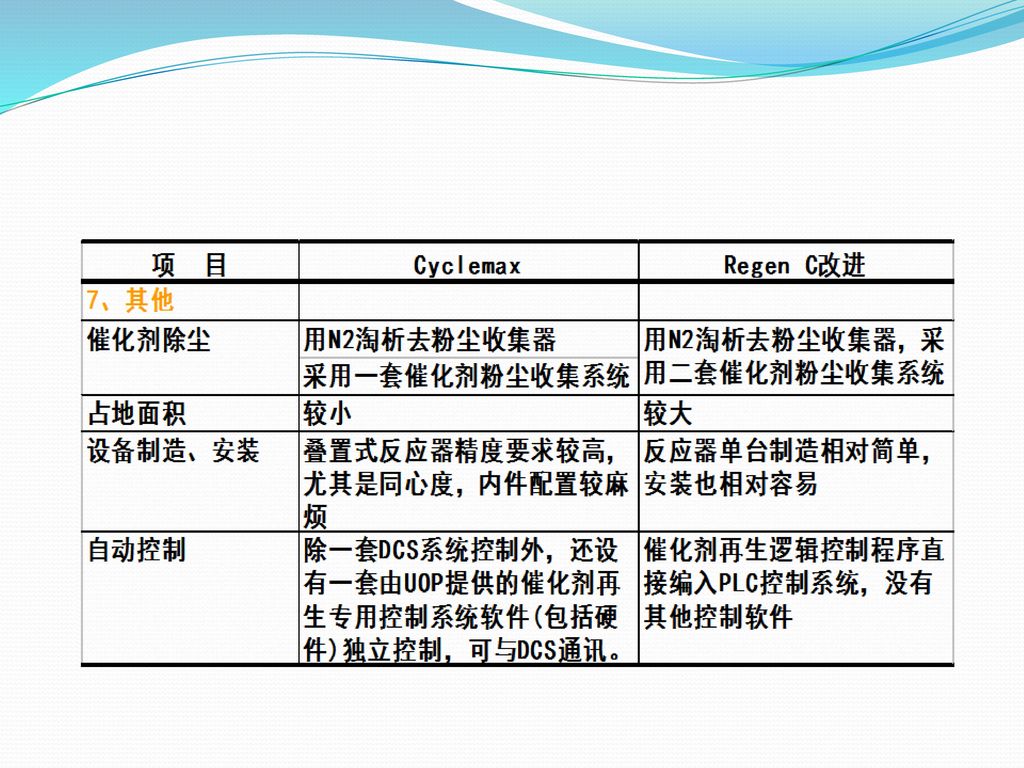
UOP与Axens技术特点比较

32
UOP及Axens专利技术综合性能比较 Axens工艺技术的能耗指标和生产成本略高于UOP的工艺技术,但其差别对整个装置的能耗影响不大。两种工艺技术的产品收率和质量及相对投资基本相当,在选择采用何种工艺技术时,应综合比较这两种工艺技术的特点,从装置的建设、开工、装置运转的经济效益、装置维护、催化剂和设备制造等方面全面考虑。

33
UOP CycleMax 工艺流程图(一)
")
34
UOP CycleMax 工艺流程图(二)
")
35
催化剂连续再生系统 催化剂输送设施 - 催化剂提升与循环, 闭锁料斗 再生器与还原罐 - 烧焦,氧氯化,干 燥,还原
催化剂再生设施 - 再生气循环,除尘, 碱洗放空

36
超低压CCR与一代CCR的比较 项目 超低压CCR 一代CCR 原料 加氢裂化重石脑油 RON 105 105 反应压力 0.35 0.80
原料 加氢裂化重石脑油 RON 反应压力 LHSV H2/HC C % % 芳烃产率 % % 纯氢产率 % %

37
UOP CycleMax再生流程

39
芳烃抽提装置 1、甘醇类溶剂(Udex 法) 2、环丁砜法(Sulfolane法) 3、N-甲基吡咯烷酮法(Arosolan法)
4、N-甲酰基吗啉法(Formax法) 5、二甲基亚砜法(IFP法) 6、抽提蒸馏 Sulfolane法和Formax法能耗最低,而芳烃回收率最高,产品纯度相对也高,但Formax法的溶剂N-甲酰基码啉来源相对困难,且工业经验较少,应用远没有环丁砜广泛。由于甘醇类溶剂在国内货源广,且价格相对便宜,加之腐蚀情况较轻,因而以三乙二醇醚或四乙二醇醚为溶剂简化的Udex法在国内也有一定市场。
 5、二甲基亚砜法(IFP法) 6、抽提蒸馏. Sulfolane法和Formax法能耗最低,而芳烃回收率最高,产品纯度相对也高,但Formax法的溶剂N-甲酰基码啉来源相对困难,且工业经验较少,应用远没有环丁砜广泛。由于甘醇类溶剂在国内货源广,且价格相对便宜,加之腐蚀情况较轻,因而以三乙二醇醚或四乙二醇醚为溶剂简化的Udex法在国内也有一定市场。")
40
芳烃抽提装置操作条件 芳烃抽提装置的目的是通过萃取的方法把苯、甲苯自重整产物和乙烯裂解汽油中分离的装置,采用环丁砜为抽提溶剂,是目前国际、国内通用的高效、低耗芳烃分离技术。 抽提塔操作条件: 塔盘数:93层,筛板塔 塔顶:93℃,0.422Mpag, 塔底:74.5℃; 抽提汽提塔操作条件:塔盘数:36层,筛板塔 塔顶:128℃,0.16Mpag,回流温度:50℃, 塔底:174℃; 回收塔操作条件: 塔盘数:34层,筛板塔 塔顶:69℃,320mmHg(a),回流温度:38℃,
,回流温度:38℃,")
41
溶剂抽提蒸馏法 较常见的溶剂抽提蒸馏法有两种:KRUPP WUDE公司60年代中叶开发的MORPHYLANE法和UOP开发的环丁砜抽提蒸馏工艺(ED)。这两种工艺相似,主要是溶剂不同。 石油化工科学研究院也开发了自己的抽提蒸馏工艺(EDA),以环丁砜加助溶剂作为混合溶剂。 该工艺用于单苯抽提装置优势明显,而对于苯、甲苯抽提装置,与液-液抽提相比,能耗基本相当,但流程简单,投资略低。

42
抽提蒸馏部分工艺流程图(一)
")
43
抽提蒸馏部分工艺流程图(二)
")
44
二甲苯分馏装置 把混合二甲苯、C9芳烃分离的装置。当有生产邻二甲苯方案时,是把混合二甲苯、邻二甲苯和C9芳烃分离的装置。二甲苯塔采用加压操作方案,目的是回收二甲苯塔顶的冷凝热量,用于联合装置内其它塔底重沸器(抽余液塔、抽出液塔、脱C7塔重沸器)的加热热源和发生1.0Mpa低压蒸汽。 二甲苯塔操作条件:塔盘数:131层,四溢流筛板塔 塔顶:246℃,0.82Mpag,回流温度:236℃, 塔底:290℃; 塔顶冷凝热负荷: MW 塔底重沸炉热负荷: MW 沸点,℃ EB 136 PX 138 MX 139 OX 144

45
二甲苯分馏部分工艺流程图

46
歧化装置 甲苯和C9及部分C10芳烃在分子筛催化剂作用下选择转化成苯和二甲苯。主要有临氢和非临氢两大系列转化技术。
Xylene-Plus 技术:ARCO公司60年代开发出Xylene-Plus技术,IFP为专利商。此过程为非临氢,移动床反应,非贵金属催化剂,催化剂易结焦,故需连续再生。辽化一期芳烃联合装置就采用这项技术。但因操作费用较高、催化剂性能不好、转化率低、选择性较差,目前已停产。

47
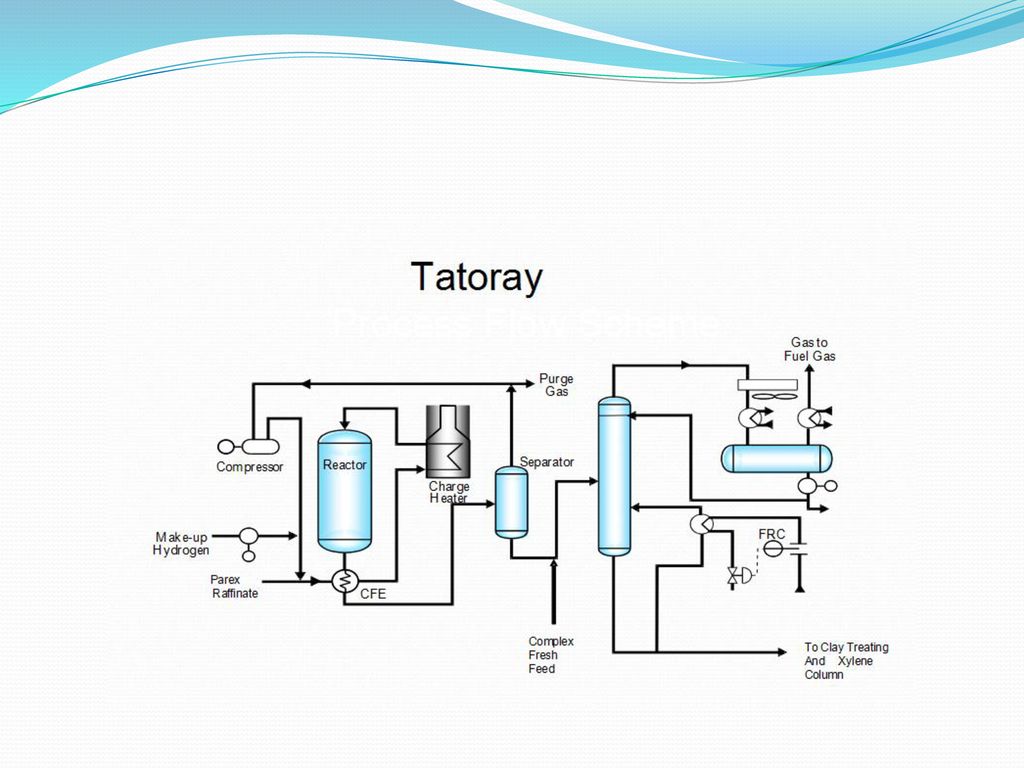
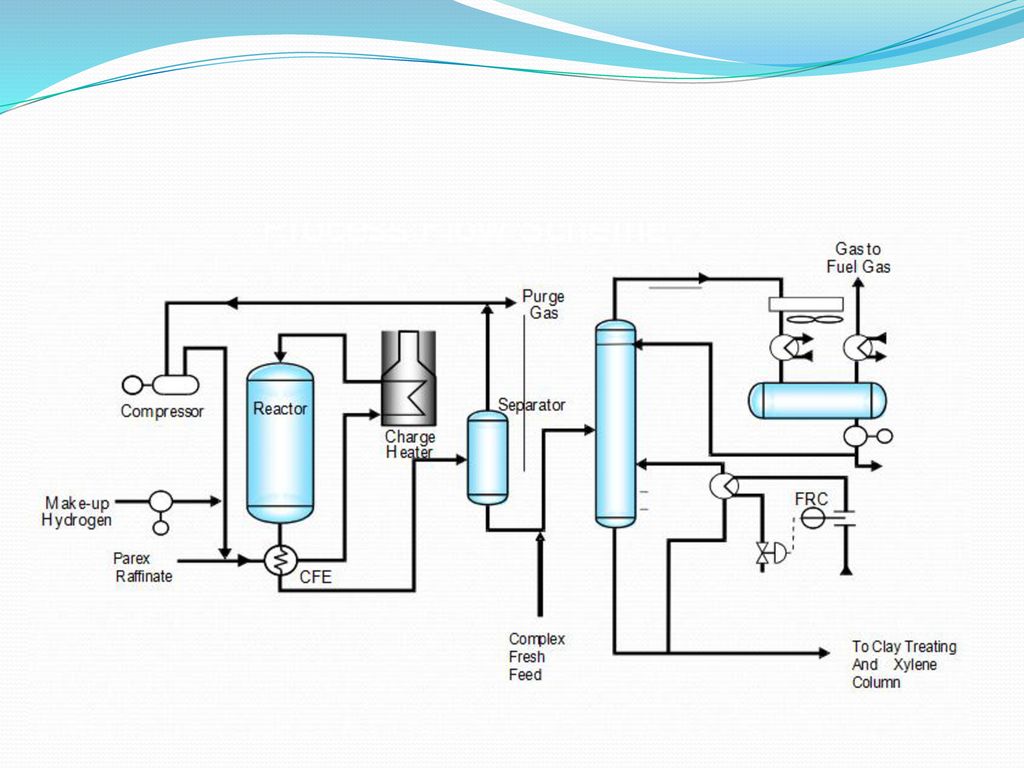
Tatoray技术:于1969年工业化,采用绝热固定床反应器,丝光沸石催化剂,临氢操作,反应原料为甲苯和C9芳烃。该工艺工业化后催化剂不断更新换代,反应空速由最初T-81的0.5h-1到后来的1.7h-1;转化率由原来的35.5%到后来的47%;操作周期由最初的3个月延长到36个月。该工艺具有反应器结构和流程简单、转化率高、选择性高等特点,而且该工艺不仅可以处理甲苯,还可以充分利用C9芳烃,最大限度的满足生产PX的要求,因此在与其它工艺的竞争中,Tatoray工艺始终处于优势地位。

48
国内技术:中国石化集团上海石化研究院(SRIPP)自80年代开始进行歧化工艺技术和催化剂的研究,90年代其研制的歧化催化剂ZA-92、ZA-95、HAT-96、HAT-97等相继实现了工业化,替代了UOP的TA系列催化剂,催化剂的性能(液收和单程转化率)均达到或超过TA-3、TA-4催化剂,该催化剂具有抗C10A和抗结焦能力强的特点,可以认为该工艺是Tatory工艺的改进,达到国际先进水平。 目前我国大部分芳烃联合装置的歧化催化剂均采用上海石化研究院研制和生产的HAT系列催化剂。

49
歧化装置操作条件 反应压力(产物分离罐): 3.5 Mpag, 反应温度:初期/末期 386℃/482℃,
反应温度:初期/末期 ℃/482℃, 氢油分子比:6.1, 反应空速:1.4H-1(w)。 歧化汽提塔操作条件:塔盘数:44层,筛板塔 塔顶:136℃,0.487Mpag,回流温度:40℃, 塔底:207℃; 苯塔操作条件: 塔盘数:60层,筛板塔 塔顶:91℃,0.03Mpag,回流温度:70℃, 塔底:149℃; 甲苯塔操作条件:塔盘数:60层,筛板塔 塔顶:177℃,0.378Mpag,回流温度:165℃, 塔底:228℃;
。 歧化汽提塔操作条件:塔盘数:44层,筛板塔. 塔顶:136℃,0.487Mpag,回流温度:40℃, 塔底:207℃; 苯塔操作条件: 塔盘数:60层,筛板塔. 塔顶:91℃,0.03Mpag,回流温度:70℃, 塔底:149℃; 甲苯塔操作条件:塔盘数:60层,筛板塔. 塔顶:177℃,0.378Mpag,回流温度:165℃, 塔底:228℃;")
50
二甲苯异构化技术工业化的约有十种。在芳烃生产上比较有竞争力的是:
美国UOP的Isomar 美国Mobil公司 法国Axens公司的Oparis 国内技术: 中国石化集团石油化工科学研究院自80年代开始二甲苯异构化技术和催化剂的研究。90年代其研制的异构化催化剂SKI系列( SKI-400和SKI-100催化剂)相继实现了工业化,替代了UOP的I-9及I-100系列催化剂,催化剂的性能(液收和单程转化率)均分别达到和超过I-9和I-100催化剂,接近国际先进水平。
相继实现了工业化,替代了UOP的I-9及I-100系列催化剂,催化剂的性能(液收和单程转化率)均分别达到和超过I-9和I-100催化剂,接近国际先进水平。")
51
甲苯选择性歧化: MSTDP于1988年实现工业化,其工艺流程与MTDP相似,该工艺主要是部分堵塞沸石的孔道,提高分子尺寸较大的MX、OX的扩散阻力,而分子尺寸较小的PX则能自由通行,使反应产物二甲苯中的PX的含量超过热力学平衡组成,高达82% ~ 90%。由于PX的选择性高,使二甲苯异构化的操作负荷大大减少,PX的分离操作费用可以减少40~50%。 MTPX的催化剂不用预结焦处理,而是用硅改性处理,从而省去了开工前的预结焦过程,并且反应产物二甲苯中PX的含量可高达90%,MTPX的反应温度比MSTDP低35~50℃,操作费用比MSTDP低10~15%。 本工艺的主要缺点是只能用甲苯而不能用C9A作原料,不能作到最大限度的增产对二甲苯。

52
Trans-Plus工艺:该工艺是Mobil-CPC开发的一种芳烃烷基转移技术,1997年在台湾首次工业应用。该工艺的主要反应包括芳烃脱烷基、烷基转移和歧化反应。该反应使用Beta-沸石的TransPlus催化剂,使用C9+A与甲苯或苯为原料,反应生成苯、混合二甲苯或甲苯和混合二甲苯。该工艺C9原料中C10含量可以高达25%,也可以处理100%的C9+原料,Mobil称该工艺的C9+原料可以含C11A并且反应的氢油比低(1~3),空速较高(WHSH为2.5~3.5h-1),转化率为45~50%。
,空速较高(WHSH为2.5~3.5h-1),转化率为45~50%。")
53
国内技术:中国石化集团上海石化研究院(SRIPP)自80年代开始进行歧化工艺技术和催化剂的研究,90年代其研制的歧化催化剂ZA-92、ZA-95、HAT-96、HAT-97等相继实现了工业化,替代了UOP的TA系列催化剂,催化剂的性能(液收和单程转化率)均达到或超过TA-3、TA-4催化剂,该催化剂具有抗C10A和抗结焦能力强的特点,可以认为该工艺是Tatory工艺的改进,达到国际先进水平。 目前我国大部分芳烃联合装置的歧化催化剂均采用上海石化研究院研制和生产的HAT系列催化剂。

54
歧化技术国内发展 中国石化集团上海石化研究院(SRIPT)自80年代开始进行歧化工艺技术和催化剂的研究,90年代其研制的歧化催化剂ZA-92、ZA-95、HAT-96、HAT-97等相继实现了工业化,替代了UOP的TA系列催化剂,催化剂的性能(液收和单程转化率)均达到或超过TA-3、TA-4催化剂,该催化剂具有抗C10A和抗结焦能力强的特点,可以认为该工艺是Tatory工艺的改进,达到国际先进水平。目前我国大部分芳烃联合装置的歧化催化剂均采用上海石化研究院研制和生产的ZA系列催化剂。
自80年代开始进行歧化工艺技术和催化剂的研究,90年代其研制的歧化催化剂ZA-92、ZA-95、HAT-96、HAT-97等相继实现了工业化,替代了UOP的TA系列催化剂,催化剂的性能(液收和单程转化率)均达到或超过TA-3、TA-4催化剂,该催化剂具有抗C10A和抗结焦能力强的特点,可以认为该工艺是Tatory工艺的改进,达到国际先进水平。目前我国大部分芳烃联合装置的歧化催化剂均采用上海石化研究院研制和生产的ZA系列催化剂。")
55
其它歧化技术 Xylene-Plus 技术:ARCO公司60年代开发出Xylene-Plus技术,IFP为专利商。此过程为非临氢,移动床反应,非贵金属催化剂,催化剂易结焦,故需连续再生。辽化一期芳烃联合装置就采用这项技术。但因操作费用较高、催化剂性能不好、转化率低、选择性较差,该装置目前已停产。 甲苯选择性歧化:甲苯选择性歧化技术(MSTDP)于1988年实现工业化,其工艺流程与MTDP相似,该工艺主要是通过对催化剂进行改性,部分堵塞沸石的孔道,提高分子尺寸较大的MX、OX的扩散阻力,而分子尺寸较小的PX则能自由通行,从而实现分子通行控制,突破热力学障碍,从而实现甲苯选择性歧化,反应产物二甲苯中的PX的含量超过热力学平衡组成,高达82%-90%。由于PX的选择性高,使二甲苯异构化的操作负荷大大减少,PX的分离操作费用可以减少40~50%,本工艺的主要缺点是只能用甲苯而不能用C9A作原料,不能作到最大限度的增产对二甲苯。
于1988年实现工业化,其工艺流程与MTDP相似,该工艺主要是通过对催化剂进行改性,部分堵塞沸石的孔道,提高分子尺寸较大的MX、OX的扩散阻力,而分子尺寸较小的PX则能自由通行,从而实现分子通行控制,突破热力学障碍,从而实现甲苯选择性歧化,反应产物二甲苯中的PX的含量超过热力学平衡组成,高达82%-90%。由于PX的选择性高,使二甲苯异构化的操作负荷大大减少,PX的分离操作费用可以减少40~50%,本工艺的主要缺点是只能用甲苯而不能用C9A作原料,不能作到最大限度的增产对二甲苯。")
56
PX-Plus工艺:UOP最新开发了PX-Plus工艺,该工艺的实质是一种甲苯选择性歧化工艺。该工艺采用一种沸石催化剂,通过对沸石微孔尺寸的改变来实现选择性歧化的目的。该工艺甲苯的转化率为30%,二甲苯中的PX含量为90%,B/X摩尔比为1.37,按转化的甲苯计,PX的产率为41wt%,比MSTDP的44 wt%低一些。PX-Plus的开工与MSTDP相似。 中国石油化工科学研究院也已经开发了相应的选择性歧化催化剂,其实验数据已经达到或超过国外的催化剂水平,目前将要应用于扬子石化公司的芳烃联合装置改造中。

57
Trans-Plus工艺:该工艺是Mobil-CPC开发的一种芳烃烷基转移技术,1997年在台湾首次工业应用。该工艺的主要反应包括芳烃脱烷基、烷基转移和歧化反应。该反应使用Beta-沸石的TransPlus催化剂,使用C9+A与甲苯或苯为原料(该工艺C9原料中C10含量可以高达25%,也可以处理100%的C9+原料,Mobil称该工艺的C9+原料可以含C11A),反应生成苯、混合二甲苯或甲苯和混合二甲苯。并且反应的氢油比低(1~3),空速较高(WHSH为2.5~3.5h-1),转化率为45~50%。 TAC9工艺:UOP为了配合甲苯选择性歧化工艺,充分利用C9芳烃资源,开发了TAC9工艺,该工艺主要把C9、C10芳烃转化为C8芳烃,反应条件与普通的岐化反应相类似,流程简单,并较适合利用原有的半再生重整装置、或预处理装置进行改造。

58
UOP采用PX-plux和TAC9工艺,替代传统的歧化工艺技术,可使吸附分离工艺和异构化工艺的设计规模下降20%,相应投资也有明显下降。

59
各部分规模如下:(示例) 方案一(万吨/年) 方案二(万吨/年) 1) 预处理部分 2) 连续重整装置 3) 芳烃抽提装置 4) 二甲苯分馏装置 5) 歧化装置 (选择性歧化) 苯-甲苯分馏部分 TAC9工艺 / 6) 吸附分离装置 7) 异构化装置
 芳烃抽提装置 ) 二甲苯分馏装置 ) 歧化装置 (选择性歧化) 苯-甲苯分馏部分 TAC9工艺 / 50. 6) 吸附分离装置 ) 异构化装置")
61
操作条件比较 :

62
方案比较结果: Trans-Plus工艺技术在反应空速及H2/HC上比其 它两家略有优势。
Tatoray及Trans-Plus工艺技术在新鲜进料C9芳烃中允许C10芳烃含量上比上海院的技术有优势。 对于本项目,若采用上海院的技术,PX产量将减少大约9%。 为了尽可能多的利用C10A资源,降低生产成本,推荐采用UOP Tatoray 或 Mobil Trans-Plus 。

63
常规的歧化反应条件 操作温度℃:SOR/EOR 350/460 操作压力 MPa g 重量空速 h 氢油分子比 催化剂 HAT-096/097

64
歧化反应部分工艺流程图

65
苯-甲苯分馏部分工艺流程图

66
二甲苯异构化装置 二甲苯异构化是以基本不含或含少量对二甲苯的混合C8芳烃为原料,在催化剂作用下四种C8芳烃(邻二甲苯、间二甲苯、对二甲苯和乙苯)异构体之间的转化技术。 二甲苯异构化工艺通常包括乙苯脱烷基型和乙苯转化成二甲苯两种类型的工艺技术 乙苯转化型催化剂的突出特点是将C8芳烃同分异构体中的乙苯转化为对二甲苯,充分利用C8芳烃资源,最大限度地生产对二甲苯,在原料来源紧张的情况下,该类催化剂是最佳选择,它的不足是乙苯单程转化率低,造成乙苯和C8非芳在吸附分离和异构化两部分的循环量大。

67
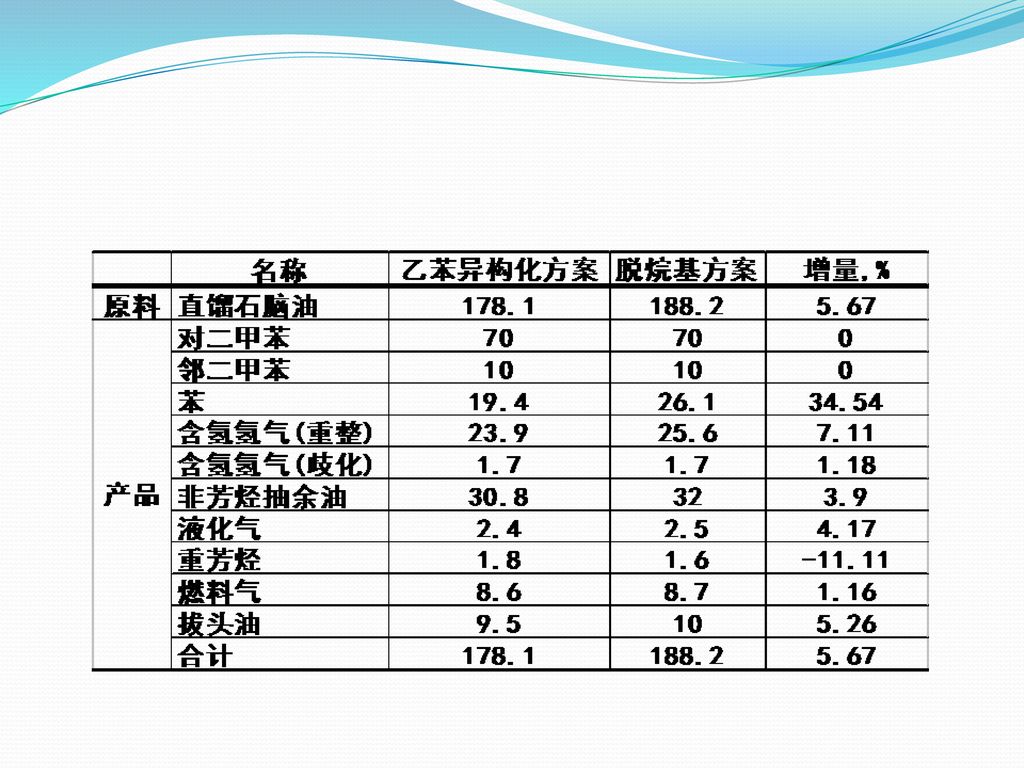
乙苯脱烷基型的特点是将原料中的乙苯大部分脱烷基生成苯,反应不受平衡限制,单程转化率高,而且反应不需要环烷中间“搭桥”,可使吸附分离及二甲苯分馏、异构化部分负荷大大降低,这类催化剂适用于原料充裕、需要增加苯和对二甲苯产量的装置或者已有装置扩大处理能力的改造项目。对于新设计的装置,乙苯脱烷基与乙苯转化催化剂相比,可减少15%工程投资和20~25%公用工程消耗。但单位原料生产的对二甲苯产率下降大约5%,而苯产率相应提高38%。。 目前无论对新建装置还是现有装置,两种技术都被广泛的使用,因此不能说明哪种技术更好。关键还在于根据原料情况、产品需求和产品的差价来综合的决定。

68
二甲苯异构化装置的目的是将邻、间二甲苯、乙苯转化为对二甲苯的工艺过程。它采用Isomar工艺,与以往的通用流程不同的是异构化反应加热炉对流段的高温烟气不是用于发生3.5Mpa蒸汽,而是用于异构化脱庚烷塔底重沸热源,节省了燃料消耗。 通常反应压力(出口氢分压):初期/末期 0.41/0.54 Mpag, 反应温度:初期/末期 374℃/400℃, 氢油分子比:4.0,反应空速:2.5H-1(v), C8N/ C8 A:0.06。 脱庚烷塔操作条件:塔盘数:40层,筛板塔 塔顶:151℃,0.503Mpag,回流温度:38℃, 塔底:222℃;
:初期/末期 0.41/0.54 Mpag, 反应温度:初期/末期 374℃/400℃, 氢油分子比:4.0,反应空速:2.5H-1(v), C8N/ C8 A:0.06。 脱庚烷塔操作条件:塔盘数:40层,筛板塔. 塔顶:151℃,0.503Mpag,回流温度:38℃, 塔底:222℃;")
69
二甲苯异构化工艺技术 二甲苯异构化技术工业化的约有十种。在芳烃生产上比较有竞争力的是: 美国UOP的Isomar 美国Mobil公司
法国IFP公司的Octafining (Arco和Engelhard开发并实现工业化)法国Axens公司的Oparis 国内技术: 中国石化集团石油化工科学研究院自80年代开始二甲苯异构化技术和催化剂的研究。90年代其研制的异构化催化剂SKI系列( SKI-400和SKI-100催化剂)相继实现了工业化,替代了UOP的I-9及I-100系列催化剂,催化剂的性能(液收和单程转化率)均分别达到和超过I-9和I-100催化剂,接近国际先进水平。
法国Axens公司的Oparis. 国内技术: 中国石化集团石油化工科学研究院自80年代开始二甲苯异构化技术和催化剂的研究。90年代其研制的异构化催化剂SKI系列( SKI-400和SKI-100催化剂)相继实现了工业化,替代了UOP的I-9及I-100系列催化剂,催化剂的性能(液收和单程转化率)均分别达到和超过I-9和I-100催化剂,接近国际先进水平。")
70
乙苯异构化工艺的比较

71
乙苯脱烷基工艺的比较 Mobil的EM-4500催化剂在H2/HC上比其它两家有较大优势。以其它两家的反应H2/HC按2.0计,45万吨/年和70万吨/年PX项目全年节省操作费用分别为308万元和573万元。

72
二甲苯异构化装置工艺技术比较表

73
二甲苯异构化工艺技术 目前国内已引进几套二甲苯异构化技术,都以生产对二甲苯(或同时副产邻二甲苯)为主要目的,且大多要求乙苯也转化成二甲苯。
辽化二期芳烃联合装置除生产对二甲苯外,还要求多生产一些苯并减少异构化装置的循环量,因此采用了UOP的乙苯脱烷基I-100催化剂,乙苯转化成苯。 中国石化集团石油化工科学研究院自80年代开始二甲苯异构化技术和催化剂的研究。 90年代其研制的异构化催化剂SKI系列(SKI-400等)相继实现了工业化,替代了UOP的I-9系列催化剂,催化剂的性能(液收和单程转化率)均达到和超过I-9催化剂,达到国际先进水平。
相继实现了工业化,替代了UOP的I-9系列催化剂,催化剂的性能(液收和单程转化率)均达到和超过I-9催化剂,达到国际先进水平。")
75
异构化部分工艺流程图(一)
")
76
异构化部分工艺流程图(二)
")
77
对二甲苯分离工艺技术 对二甲苯分离装置的目的是从混合C8芳烃四种异构体(邻二甲苯、间二甲苯、对二甲苯及乙基苯)中分离出对二甲苯。
专门用于对二甲苯的分离的工业化方法有传统的结晶分离和吸附分离法两种。

78
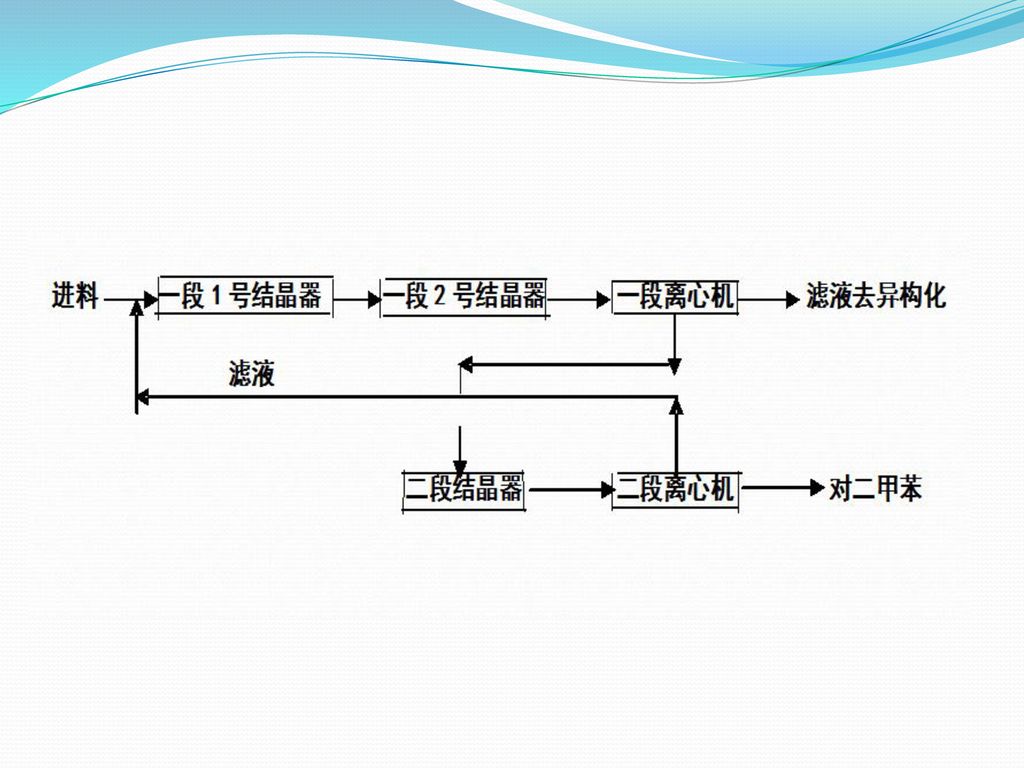
结晶分离方法 在七十年代吸附分离技术工业化以前,深冷结晶分离法是分离对二甲苯的唯一有效方法。
由于对二甲苯冰点(13.26℃)比邻二甲苯(-25.18℃)、间二甲苯(-47.87℃)和乙基苯(-94.98℃)高得多,因此可以通过深冷结晶分离方法从混合二甲苯中分离对二甲苯。 但由于二甲苯异构体易形成共溶体,因此结晶分离法的PX收率一般只有60~70%。而且采用深冷方法能耗也比较大。
比邻二甲苯(-25.18℃)、间二甲苯(-47.87℃)和乙基苯(-94.98℃)高得多,因此可以通过深冷结晶分离方法从混合二甲苯中分离对二甲苯。 但由于二甲苯异构体易形成共溶体,因此结晶分离法的PX收率一般只有60~70%。而且采用深冷方法能耗也比较大。")
80
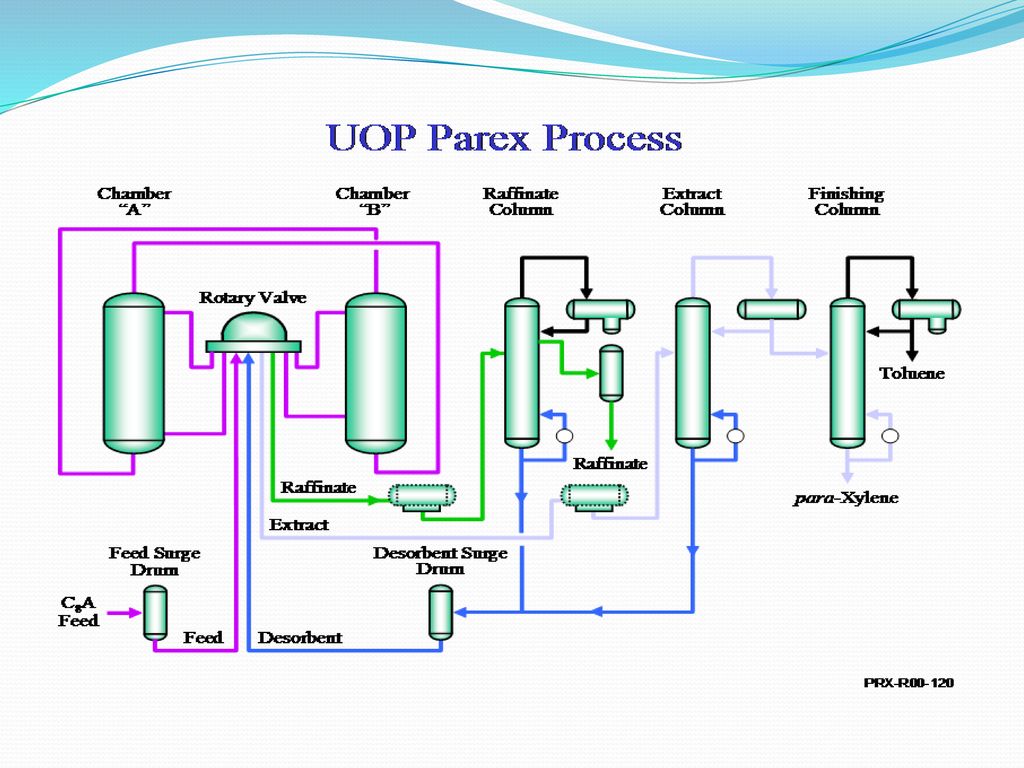
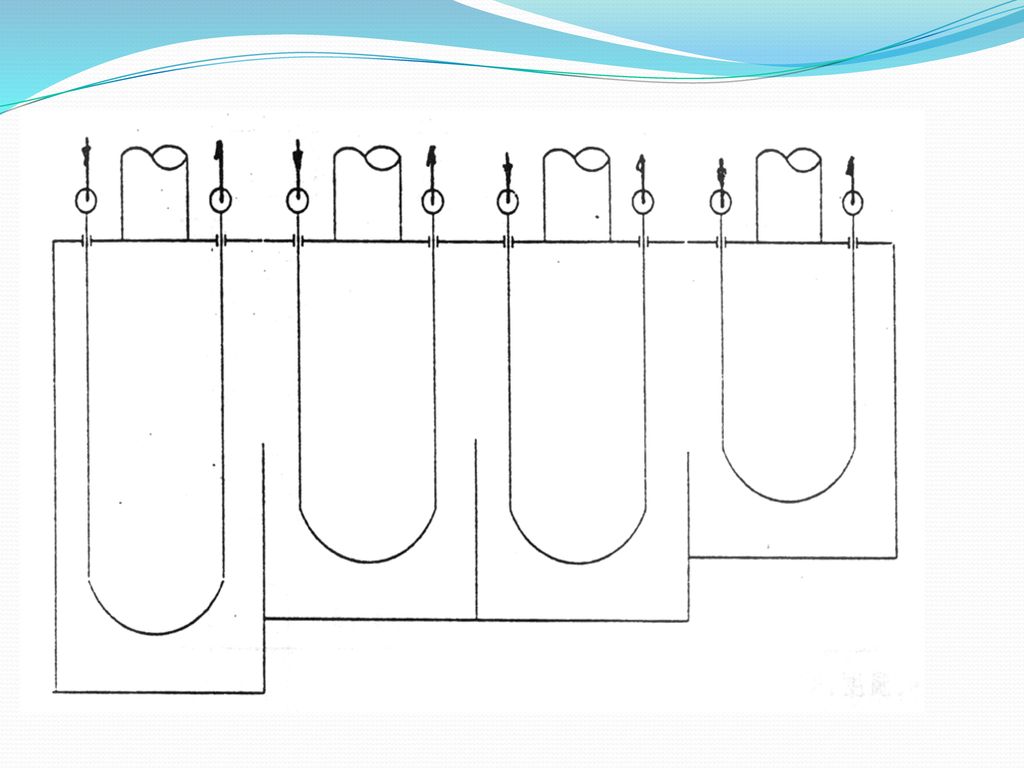
吸附分离方法 吸附分离方法是采用特定分子筛吸附剂对C8芳烃中的对二甲苯进行选择性吸附,再用解吸剂将对二甲苯从吸附剂上脱吸下来,达到从C8芳烃中分离出对二甲苯的目的。 此法采用模拟移动床吸附塔,于七十年代初期工业化,由于其工艺流程简单,经济效益好,发展迅速。 由美国UOP公司开发的Parex法和日本东丽公司开发的Aromax法都属于这种方法。 上海石化总厂1973年引进了一套Aromax吸附分离技术,以后燕山、天津、扬子、上海、齐鲁、乌鲁木齐、辽化、洛阳、天津石化先后引进了九套Parex吸附分离装置。 目前采用吸附分离方法生产对二甲苯的工艺技术主要有三种: 日本东丽公司的Aromax 美国UOP公司的Parex 法国IFP公司的Eluxyl

82
吸附分离操作条件 解吸剂/进料:1.345(w),A/Fa:0.622, L2/A:0.62,L3/A:1.60,L4/A:0.30
旋转阀运转周期:34.25min, 吸附塔操作条件: 24床层, 177℃, 1.58Mpag 抽出液塔操作条件:塔盘数:50层,筛板塔 塔顶:147℃,0.024Mpag,回流温度:140℃, 塔底:206℃; 抽余液塔操作条件:塔盘数:71层,筛板塔 塔顶:133℃,0.03Mpag,回流温度:60℃, 塔底:211℃; 成品塔操作条件: 塔盘数:60层,筛板塔 塔顶:124℃,0.024Mpag,回流温度:66℃, 塔底:161℃;

83
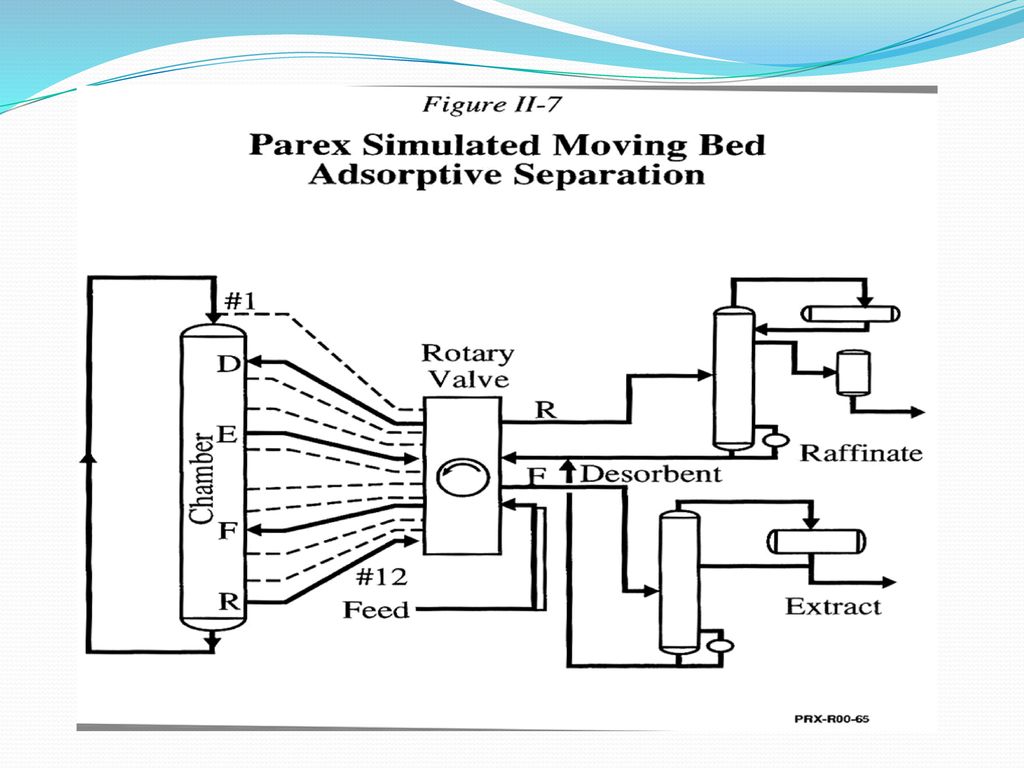
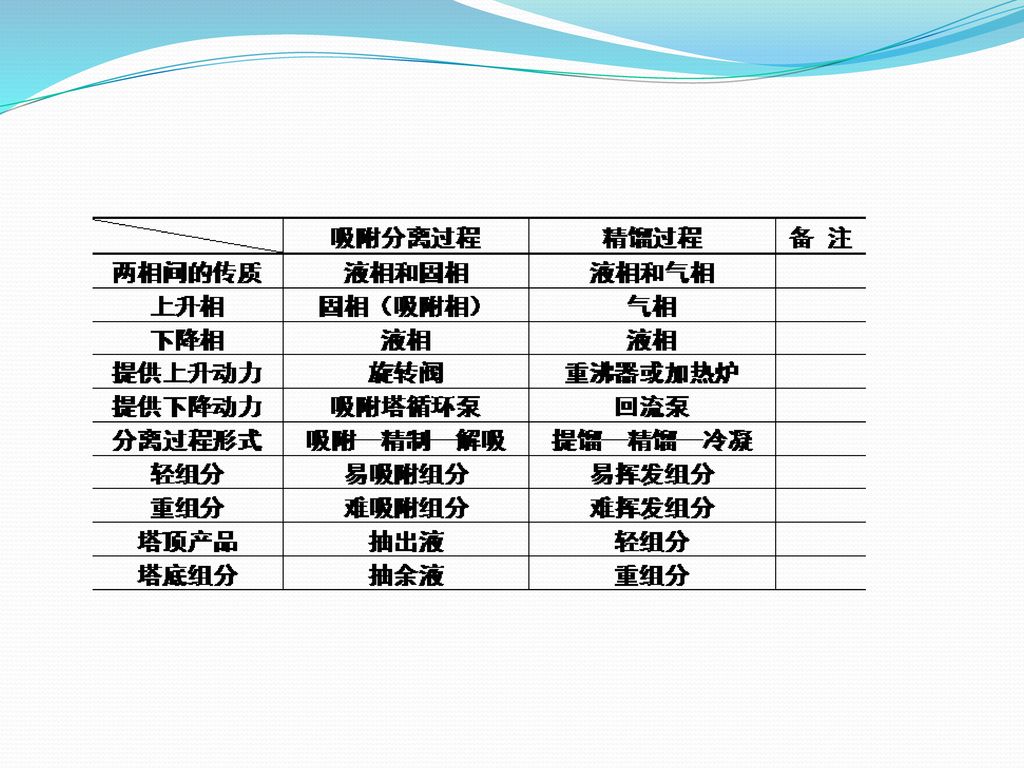
吸附分离工艺技术 在吸附分离工艺中,液体进料与固体吸附剂的逆向流动不是通过固体的物理移动来实现,而是通过周期性地改变液体沿固定吸附床层注入和引出的位置来模拟逆向移动。模拟移动床的性能由一个旋转阀和一个进行吸附室液体循环的吸附塔循环泵来完成。吸附分离过程是利用分子筛吸附剂对C8芳烃各异构体选择性的不同而进行分离的,原料中各组分在液相和固相间进行传质分离;而精馏过程则是利用各组分相对挥发度的不同而进行分离的,原料中液相和气相进行传质分离。因此两种分离过程都是发生在两相间的传质分离过程。我们首先将两种分离过程比较如下:

84
吸附分离工艺技术

85
吸附分离工艺技术 模拟移动床一般为两个吸附塔,每个吸附塔12个床层,串联操作,采用两台循环泵将两个塔首尾相接,24个床层形成一个闭合回路。液体通过循环泵绕24个床层进行循环。 因为有不同物料的进入和引出,在每一个区域中,液体的实际流量是不同的,当浓度分布曲线沿吸附室向下移动时,各区也沿吸附室向下移动。总的循环流率由吸附塔循环泵控制,循环泵在每一个区域中都按所设定的不同流量来控制。 旋转阀用来周期性地改变各物料的进出口位置,旋转阀的定子连接24个床层管线,转子连接七条进出物料管线。旋转阀每动作一次,就有七条床层管线被连通,而各区则向前移动一个床层。这样各床层管线交替地进出各种物料,也就相当于改变各物料的进出口位置,但各物料的相对位置保持不变。转阀旋转一圈的时间等于固体在移动床模式中一个周期的时间。

86
吸附塔共有四条主要进出物料管线,它们分别是进料(F)、抽余液出口(R)、解吸剂出口(D)、抽出液出口(E)以及三条其它管线:解吸剂冲洗出口(H出)、二次冲洗液入口管(X)和解吸剂冲洗入口(H入)。七条进出物料把24个床层分成以下四个区: I区为吸附区,主要功能是从液体中吸附抽出物A II区为精制区,主要功能是从吸附剂中解吸抽余物B III区为解吸区,主要功能是从吸附剂中解吸抽出物A IV区为回收区,主要功能是将III区与I区隔离,防止A被B污染。

87
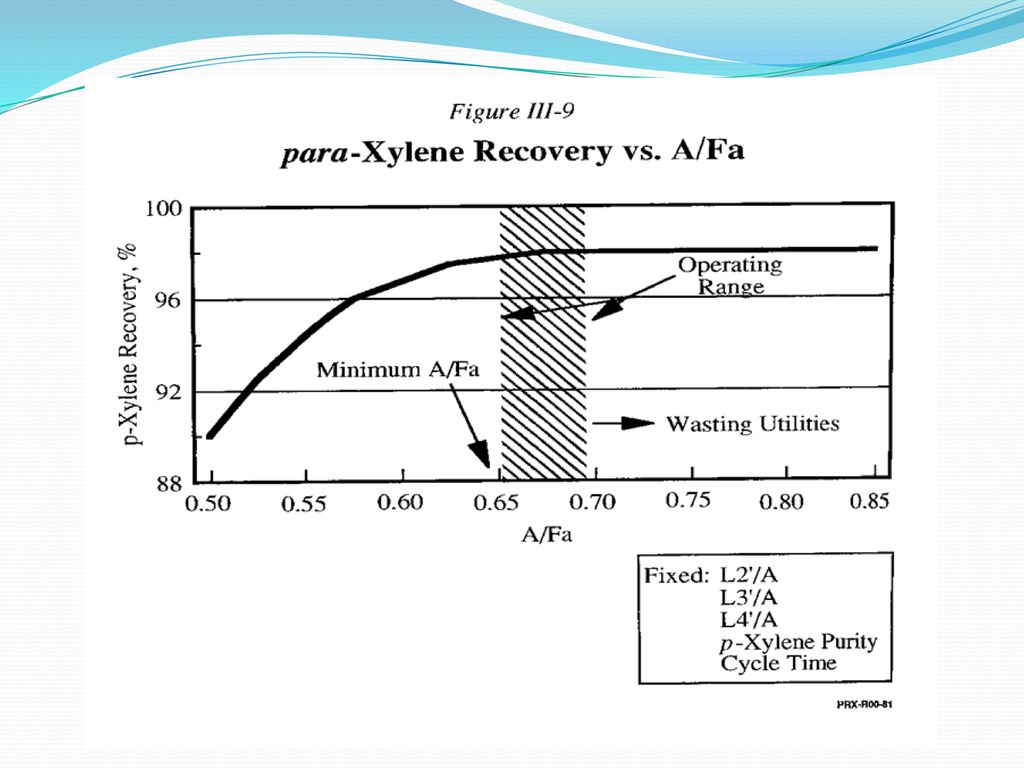
吸附分离工艺技术 在吸附分离工艺中,吸附塔的操作温度177C,压力0.85Mpa,测定性能的主要变量是对二甲苯的纯度和回收率。影响吸附分离操作的工艺参数为A/Fa,L2/A, L3/A和 L4/A,其中: A 为吸附剂选择性孔容积的模拟循环量,m3/h Fa 为芳烃进料量,m3/h L2 为II区的流量,m3/h为 L3 为III区的流量,m3/h L4 为IV区的流量,m3/h

88
装置节能措施 合理利用余热资源 预处理采用“二塔合一”流程节省能耗。 重整进料换热器、歧化进料换热器、异构化进料换热器采用纯逆流板式换热器,预加氢进料换热器采用双壳程换热器,以提高传热效率,减小冷热端温差,减少进料加热炉的热负荷。 二甲苯塔采用加压操作方案,回收二甲苯塔顶冷凝热量,用于吸附分离有关塔底重沸器的加热热源;甲苯塔采用加压操作方案,甲苯塔顶的冷凝热用于苯塔塔底重沸热源,该流程的主要特点是能显著的降低装置能耗。 歧化及异构化进料加热炉对流段烟气用于脱庚烷塔底重沸物流加热,改变以往用来发生蒸汽的方案,可以降低能耗并减少投资,可使加热炉效率达到90%。

89
选用高效塔板,提高分离效率,降低回流比,减少塔底加热炉或重沸器的热负荷,以达到节能的目的。
加强设备及管道的隔热和保温等措施,对所有高温设备及管线均选用优质保温材料,减少散热,提高装置及系统的热回收率。装置和系统管线伴热、罐伴热及采暖原则上采用热水。 选用高效变压器和电器设备,选用高效率泵,合理选择机泵驱动电机的容量以节省能量。 平面布置中,尽量缩短热联合管线的距离,以减少管线热损失。 采用先进的自动控制系统,使得各系统在优化条件下操作,提高全装置的用能水平。

90
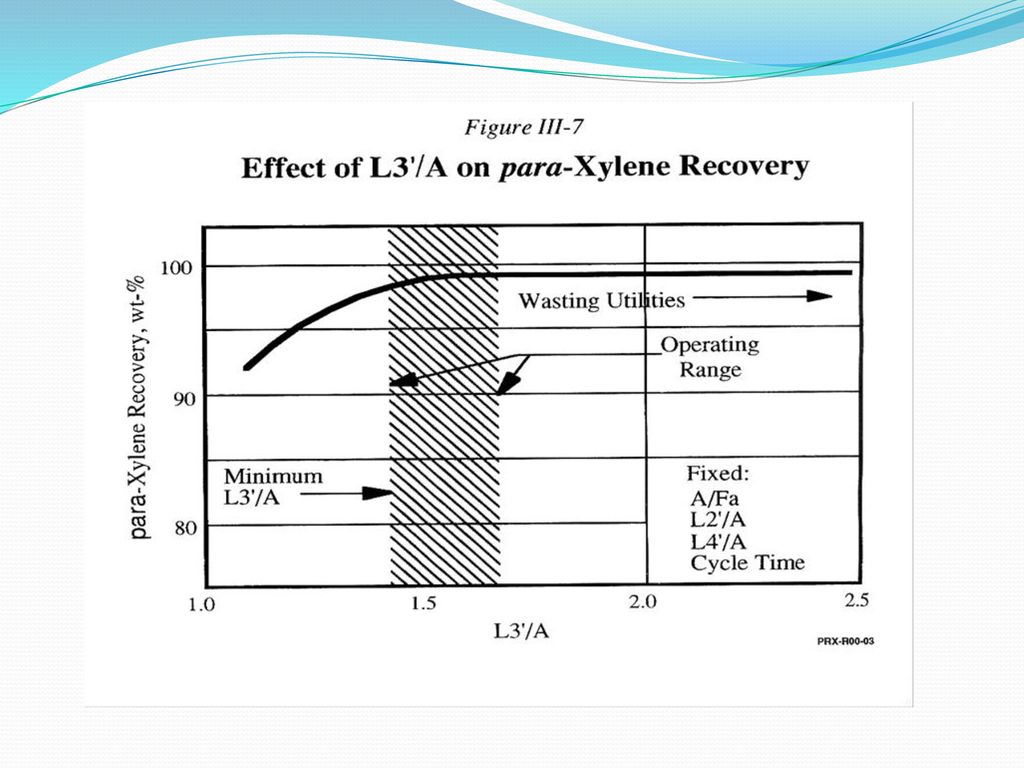
A/FA的影响: I区为吸附区,有7个床层,这是影响吸附分离装置能力的决定性因素,当A/F固定时,若要提高进料量,则需要缩短转阀的循环周期,以增加吸附剂的循环量。但转阀循环周期的缩短是有限度的,周期太短会造成收率和纯度都下降。我们现在理想的做法是必须在收率不下降的前提下,通过降低纯度来提高进料负荷。A/FA不能太小,它是与吸附剂的扩散速度相关的,当两相间的分子交换变成由扩散速度控制时,吸附剂的循环速率就达到了极限,此时也决定了最大进料量。同时太小的A/FA(即太大的FA)会造成吸附室各床层的压力降上升从而影响吸附分离的正常操作。A/FA与PX的回收率关系见下图:
会造成吸附室各床层的压力降上升从而影响吸附分离的正常操作。A/FA与PX的回收率关系见下图:")
92
L2/A的影响: II区为精制区,有9个床层,L2/A是保证产品纯度和收率的关键控制参数。如果L2/A太低,杂质随吸附剂上移带出II区,导致对二甲苯纯度下降;若L2/A太高,纯度虽可提高,但收率要大大下降。因此对于不要求高纯度的对二甲苯操作,II区流量可以取消。

94
L3/A的影响: III区是解吸区,有5个床层,III区的作用主要是影响对二甲苯的收率,而对其产品的纯度影响很小。因此要保证原来的收率,L3/A要有一定的量,但不能有太大的变化。若L3/A太高,解吸剂的循环量大大增加,同时造成吸附塔压降增加,而回收率并没有多少提高;若L3/A太低,则造成解吸不完全,使对二甲苯损失,进入抽余液中,收率 降低。

96
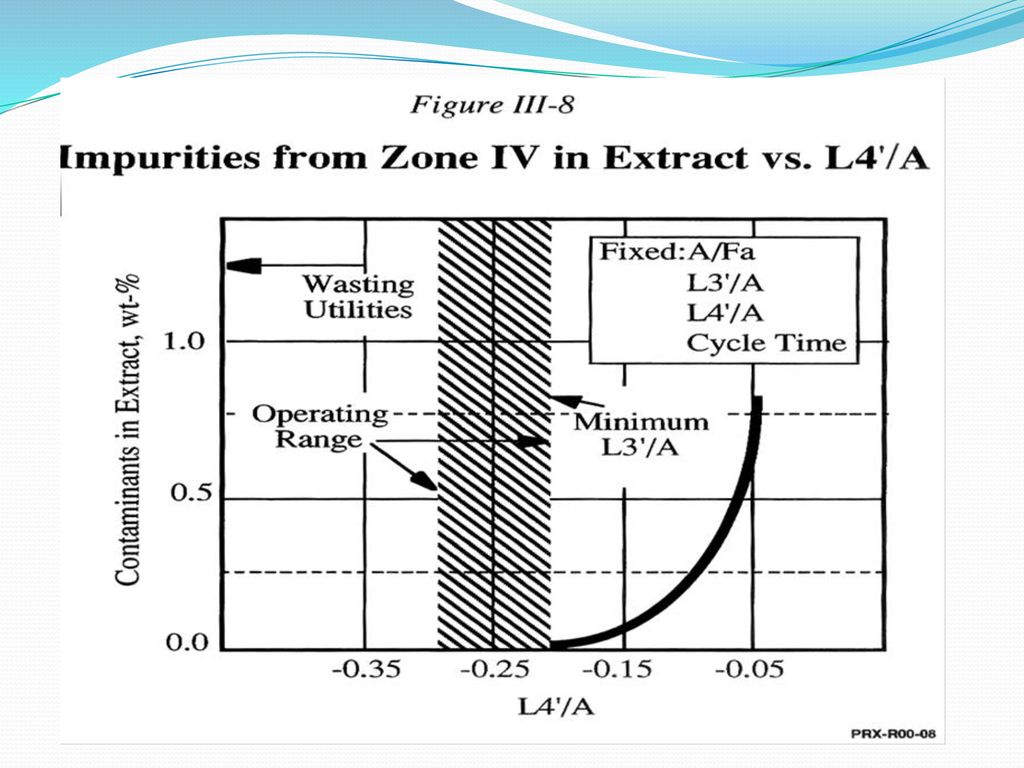
L4/A的影响: IV区是回收区,有3个床层,即第二精制区,它的作用是确保非芳不影响产品;他有两个作用:回收部分解吸剂D和隔开III区和I区,是III区和I区的缓冲区。当L4/A太高时,抽余液通过IV区进入III区,污染了抽出液,使对二甲苯纯度降低;而当L4/A太低时,将增加公用工程的消耗;所以在保证难吸附组分不穿透IV区的情况下,L4/A 应尽可能的大,由于吸附剂对饱和物没有吸附性,因此饱和物最容易穿透IV区,IV区的回流比必须为负值。

100
吸附分离技术比较表

101
Aromax法工艺特点 吸附塔24床层,卧式、床层间靠外部管线联通。 采用144个大型气动阀门,控制阀门的开闭实现模拟移动吸附-解吸操作。 用电子计算机控制。 对原料要求高:非芳烃<200PPM,水份<10PPM。 吸附剂吸附容量及选择性比Parex法吸附剂差,因此同样对二甲苯产量时,装置规模大。

102
Parex法工艺特点 吸附塔24床层、立式、床层互通。 采用一个特殊“旋转阀”,靠“旋转阀”的转动实现模拟移动吸附-解吸操作。
用数字控制器和PLC控制。 对原料要求不高,非芳烃允许达20%,并要求加入微量水。 吸附剂吸附容量及选择性好,和Aromax法比较,同样对二甲苯产量时,装置规模小。 目前最大的V号旋转阀单系列可生产对二甲苯45万吨/年。

103
Eluxyl法工艺特点 吸附塔24床层,立式、床层互通。 采用144个阀门和微机控制,操作简单维修容易。
采用拉曼光谱快速测量塔中各剖面物流浓度与微机控制相连。 内构件简单不需反洗。 吸附剂吸附容量及选择性已作改进,与UOP吸附剂水平相当。 目前最大的单系列生产对二甲苯75万吨/年。

104
吸附分离工艺技术比较 这三种选择性吸附方法原理上大同小异,其区别在于选择了不同的吸附剂和解吸剂,采用了不同的机械设备和控制手段来完成模拟移动床的吸附-脱附过程。 从同时期引进的两种技术和技术经济指标以及引进装置多年的实际操作对比,可以看出,Parex法比Aromax法更成熟和先进一些。

105
吸附分离部分工艺流程图(一)
")
106
吸附分离部分工艺流程图(二)
")
107
吸附分离部分工艺流程图(三)
")
109
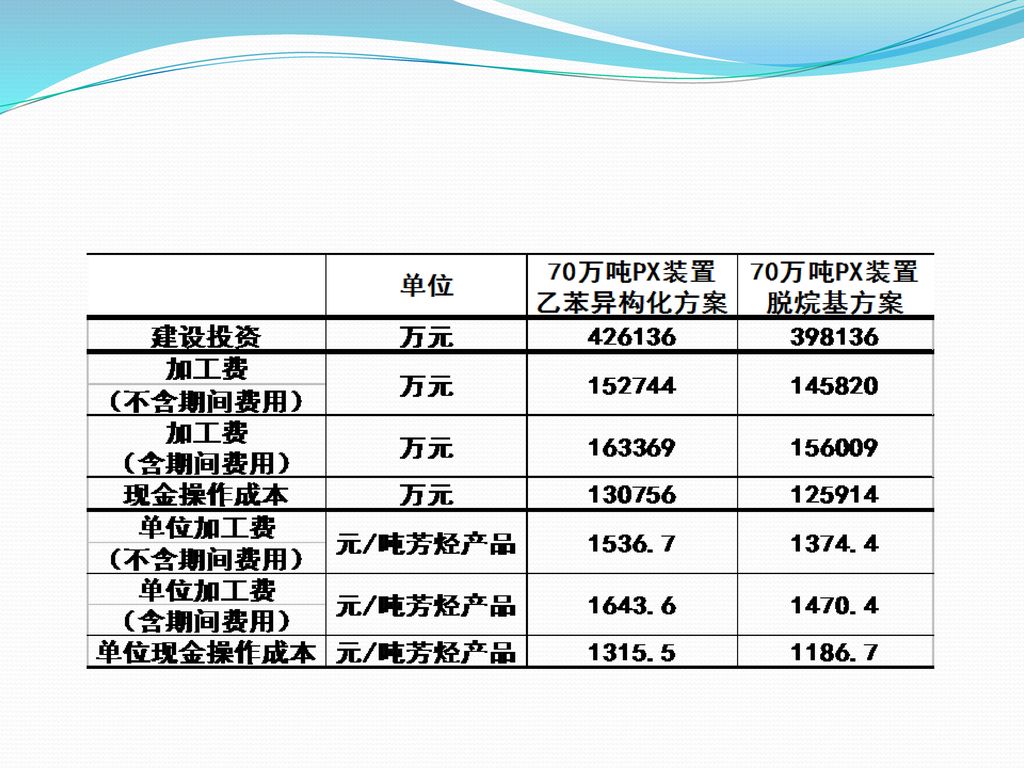
乙苯异构化成PX方案及乙苯脱烷基方案的比较方案

113
自动控制 联合装置与中间罐区、公用工程等统一配置一套DCS。基本配置为:12套CRT操作站、按装置设置的控制器及其他相关的辅助设施等。 本装置设置一套安全联锁保护系统(SIS),用于装置的自保联锁控制和紧急事故处理。 初步估计本装置 控制回路:450个, 指示回路: 模拟量输入类2000个 数字量输入类: 400个

114
设备选型 预加氢反应器 预加氢反应器为高温、高压、临氢操作的轴向热壁反应器,其主体材质为15CrMoR(H)+0Cr18Ni10Ti复合板,内装入口分配器、去垢蓝和出口收集器等不锈钢内构件。国内有较成熟的制造经验,可在国内制造。 重整反应器 五台(包括还原段)重叠设置的重整反应器是连续重整装置中的核心设备,其主体材质为2.25Cr-1Mo,内装扇形筒、膨胀节和条形筛网中心管等不锈钢内构件。由于是重叠设置的径向反应器,其内构件尺寸和装配精度要求严格。设备大型化后,由于运输条件限制,整体运输几乎不可能,现场组对较经济合理。这样在选择国内制造厂时,应统筹考虑制造能力、运输情况和现场组焊能力。
重叠设置的重整反应器是连续重整装置中的核心设备,其主体材质为2.25Cr-1Mo,内装扇形筒、膨胀节和条形筛网中心管等不锈钢内构件。由于是重叠设置的径向反应器,其内构件尺寸和装配精度要求严格。设备大型化后,由于运输条件限制,整体运输几乎不可能,现场组对较经济合理。这样在选择国内制造厂时,应统筹考虑制造能力、运输情况和现场组焊能力。")
115
再生器 再生器是催化剂连续再生部分的主要设备,其主体材质为0Cr17Ni12Mo2,内装内外两层锥形条形筛网和其他0Cr17Ni12Mo2内构件,尺寸和装配精度要求严格。锥形条形筛网国内制造有困难,需进口,再生器壳体国内制造。 歧化反应器 歧化反应器为高温、高压、临氢操作的轴向板焊式反应器,。根据其操作条件,主体材质选用2.25Cr-1Mo,内件材质选用0Cr18Ni19Ti ,可进口钢板,国内制造。 异构化反应器 异构化反应器为高温、临氢操作的径向反应器,内装扇形筒和中心管。根据其操作条件,主体材质选用15CrMoR(H),内件材质选用0Cr18Ni19Ti ,国内制造。
,内件材质选用0Cr18Ni19Ti ,国内制造。")
116
吸附塔 主体材料为16MnR,内装碳钢中心管和12个床层的格栅。为了保证内件的准确安装,该设备制造偏差,如圆度、直线度和平面度等均有严格的要求,如何保证精度是该设备制造的关键。格栅系专利产品,需进口,壳体可国内制造。 二甲苯塔和抽余液塔 这两个塔主体材料均为16MnR,特点是直径比较大,高度比较高。塔器只能分片运输,现场焊接、探伤和热处理,特别是二甲苯塔怎样进行现场热处理,这将影响现场施工的工程量和工期。目前,现场热处理有两种方式,一种是分段炉内热处理,组对后进行局部热处理,另一种是组对焊接完成后,采用内烧的方法进行整体热处理。前者操作简单,施工单位多,但工程量大、工期长,费用高。后者工程量小、工期短,费用低,但技术要求高,只有少数热处理专业单位能做。另外,由于塔器大,水压试验也是一个突出的问题,如何合理地安排水压试验将影响着施工工期。

117
预加氢进料/反应产物换热器 两台换热器由于氢气和硫化氢腐蚀,根据操作条件,壳体材质为15CrMoR(H)+0Cr18Ni10Ti复合板,管束材质为0Cr18Ni10Ti。换热器为双壳程U形管式换热器。此台换热器国内有较成熟的制造经验,可在国内制造。 重整进料换热器、歧化进料换热器和异构化进料换热器 由于该换热器的热负荷大,如果选用常规的管壳式换热器,则分别需几台大型立式换热器并联操作。这样不但增加了设备制造、运输和钢结构施工的工作量,而且还增加了操作的难度。因此,分别选用一台焊板式换热器较为经济合理。 焊板式换热器,主体材质为1.25Cr-0.5Mo-Si,内装不锈钢板束。该换热器结构紧凑,产物出口温度可较低,回收热量大,热效率高,压降低,在换热器冷端进料处设置专有的喷淋棒组件,保证了进料分布均匀,不偏流,确保正常操作。 考虑到本装置规模较大,设备的规格尺寸较以往的要大的很多,且国内没有制造业绩,因此,本装置的焊板式换热器按引进考虑。

118
重芳烃塔底重沸器、苯塔重沸器、抽余液塔重沸器、抽出液塔重沸器
重芳烃塔重沸器、苯塔重沸器、抽余液塔重沸器和抽出液塔重沸器为立式重沸器,壳体为碳钢,换热管选用碳钢高通量管。高通量管为UOP公司专利产品,内壁或外壁烧结高效涂层,可减小沸腾温差,加强传热,降低能耗,设备尺寸可缩小一倍。可进口高通量管,国内制造换热器。

119
加热炉 PX装置共设置10台加热炉,三套烟气余热回收系统。加热炉总体计算热效率可达90%。 预加氢进料加热炉 采用对流-辐射型圆筒炉,工艺介质先经对流室再进入辐射室加热至工艺所需温度。炉管材质为ASTM A355 P5。其管材为国外采购。 重整反应加热炉 重整四台加热炉为两个对流—辐射型箱式炉组成联合加热炉,工艺介质仅在辐射室加热,对流室为烟气余热锅炉,发生中压蒸汽。辐射室的炉管为U型排列。工艺介质通过入口集合管分别进入各加热炉辐射室,被加热后经过出口集合管进入重整反应器。 重整加热炉炉管材质均为ASTM A335 P9;集合管材质为ASTM A335 P11;燃烧器采用低NOx气体燃烧器。炉管和燃烧器均需国外采购。

120
二甲苯塔重沸炉 拟由两台结构完全相同的加热炉共同组成二甲苯塔重沸炉。该两台加热炉采用立管立式炉炉型,工艺介质先经对流室再进入辐射室加热至工艺所需温度。炉管材质为碳钢。 歧化及异构化反应加热炉 均采用对流-辐射型管立式炉炉型,对流-辐射加热不同的工艺介质。辐射炉管拟采用倒U型多管路,工艺介质经设在炉外的集合管进出加热炉。炉管材质为ASTM A335 P22。其管材国外采购。 甲苯塔重沸炉 采用对流-辐射型立管立式炉炉型。工艺介质先经对流室再进入辐射室加热至工艺所需温度。炉管材质为20碳钢。

121
烟气余热回收系统 二甲苯塔重沸炉设一套余热回收系统。预加氢进料加热炉、歧化进料加热炉、异构化进料加热炉、甲苯塔重沸炉共用一套余热回收系统。采用热管空气预热器回收烟气余热,并设有鼓风机和引风机。来自两炉对流室的热烟气经各自的热烟道进入各自的热管空气预热器,与各自燃烧所需的空气换热后,由烟气引风机经联合冷烟道送至混凝土烟囱排入大气。冷空气由鼓风机送入热管空气预热器与烟气换热后,经热风道供各自加热炉燃烧器燃烧使用。在烟气余热回收系统故障状态时,热烟气可由旁通烟道进入烟囱上部直接排放,加热炉系统转为自然通风操作。

122
机械设备 预加氢循环压缩机及歧化补充氢压缩机 其流量、压比较小,采用两列一级对称平衡型往复式压缩机。 机组采用PLC控制系统,结合在离心机控制系统内,或结合在装置的控制系统内,以便于控制系统的管理和投资。 重整循环氢压缩机及异构化循环氢压缩机 单机流量大,压比小,故选用离心式压缩机。考虑到氢分压较高,选用垂直剖分筒形结构,轴封可选用干气密封。该机由凝汽式汽轮机驱动,考虑到节约水消耗,凝汽式汽轮机采用空冷。机组采用PLC+CRT控制显示。由于此机组流量太大,压比较大,国内无此产品成熟的产品和使用经验,拟采用进口产品。

123
重整氢增压机 重整氢增压机由于流量大,压比太大,选用两段离心压缩机串联。选用垂直剖分筒形结构离心压缩机。轴封可选用干气密封。两台压缩机由一台凝气式汽轮机驱动,凝汽式汽轮机采用空冷。 歧化循环氢压缩机 流量大,压比小,故选用离心式压缩机。考虑到氢分压较高,选用垂直剖分筒型结构。轴封可选用干气密封。由变频电机驱动,机组采用PLC+CRT控制显示。 制冷压缩机 介质为丙烷。压缩机选用螺杆式,由增安型异步电动机驱动。机组控制采用现场自动控制及用户DCS监控。

124
再生风机 温度高,压比较小,采用离心热风机,增安型异步电动机驱动。国内产品无成熟产品,难以满足装置连续生产要求,建议从国外引进。 再生冷却风机、除尘风机、提升风机 离心式风机,采用增安型异步电动机驱动。对于除尘风机、提升风机国内产品无成熟产品,难以满足装置连续生产要求,建议从国外引进。

125
装置节能措施 合理利用余热资源 预处理采用“二塔合一”流程节省能耗。 重整进料换热器、歧化进料换热器、异构化进料换热器采用纯逆流板式换热器,预加氢进料换热器采用双壳程换热器,以提高传热效率,减小冷热端温差,减少进料加热炉的热负荷。 二甲苯塔采用加压操作方案,回收二甲苯塔顶冷凝热量,用于吸附分离有关塔底重沸器的加热热源;甲苯塔采用加压操作方案,甲苯塔顶的冷凝热用于苯塔塔底重沸热源,该流程的主要特点是能显著的降低装置能耗。 歧化及异构化进料加热炉对流段烟气用于脱庚烷塔底重沸物流加热,改变以往用来发生蒸汽的方案,可以降低能耗并减少投资,可使加热炉效率达到90%。

126
选用高效塔板,提高分离效率,降低回流比,减少塔底加热炉或重沸器的热负荷,以达到节能的目的。
加强设备及管道的隔热和保温等措施,对所有高温设备及管线均选用优质保温材料,减少散热,提高装置及系统的热回收率。装置和系统管线伴热、罐伴热及采暖原则上采用热水。 选用高效变压器和电器设备,选用高效率泵,合理选择机泵驱动电机的容量以节省能量。 平面布置中,尽量缩短热联合管线的距离,以减少管线热损失。 采用先进的自动控制系统,使得各系统在优化条件下操作,提高全装置的用能水平。

128
芳烃联合装置工程设计特点 a.流程长,循环物料多;
b.在连续重整装置中设置了一套催化剂连续再生系统,使重整催化剂能够在反应部分不停工的条件下连续除掉反应过程中生成的积碳,及时恢复其性能。连续重整允许重整在苛刻度比较高的反应条件下操作,压力低,芳烃收率比较高,而且周期长,操作比较稳定; c.部分管线规格超大,如二甲苯塔底管线,异构化转油线等。

129
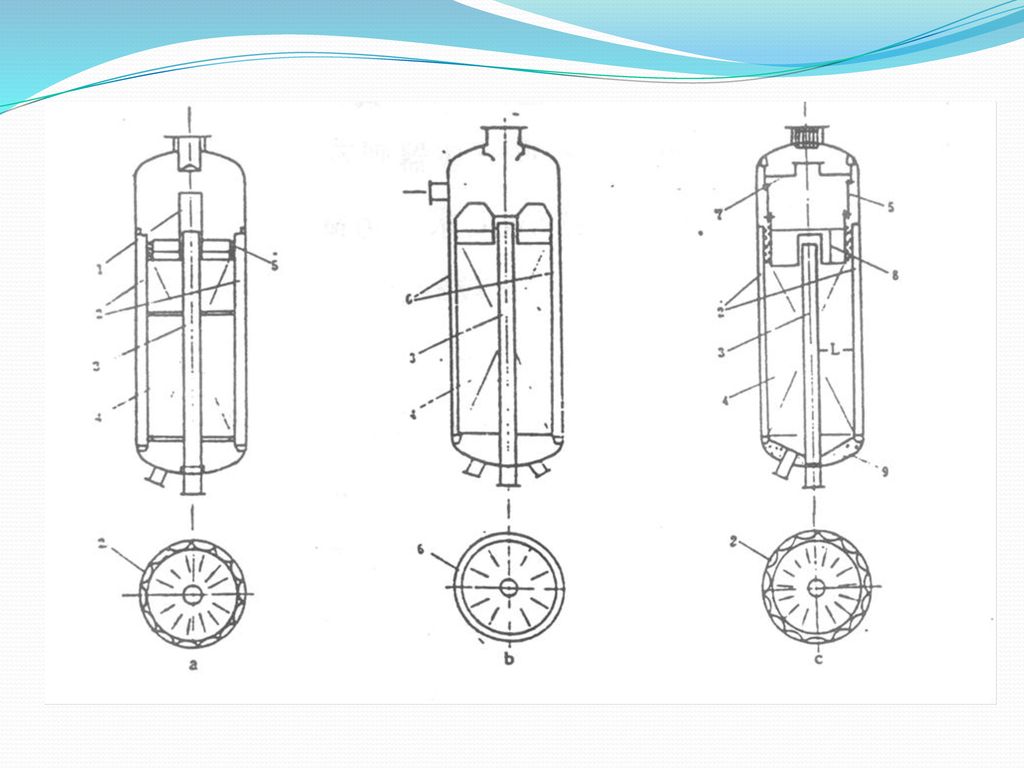
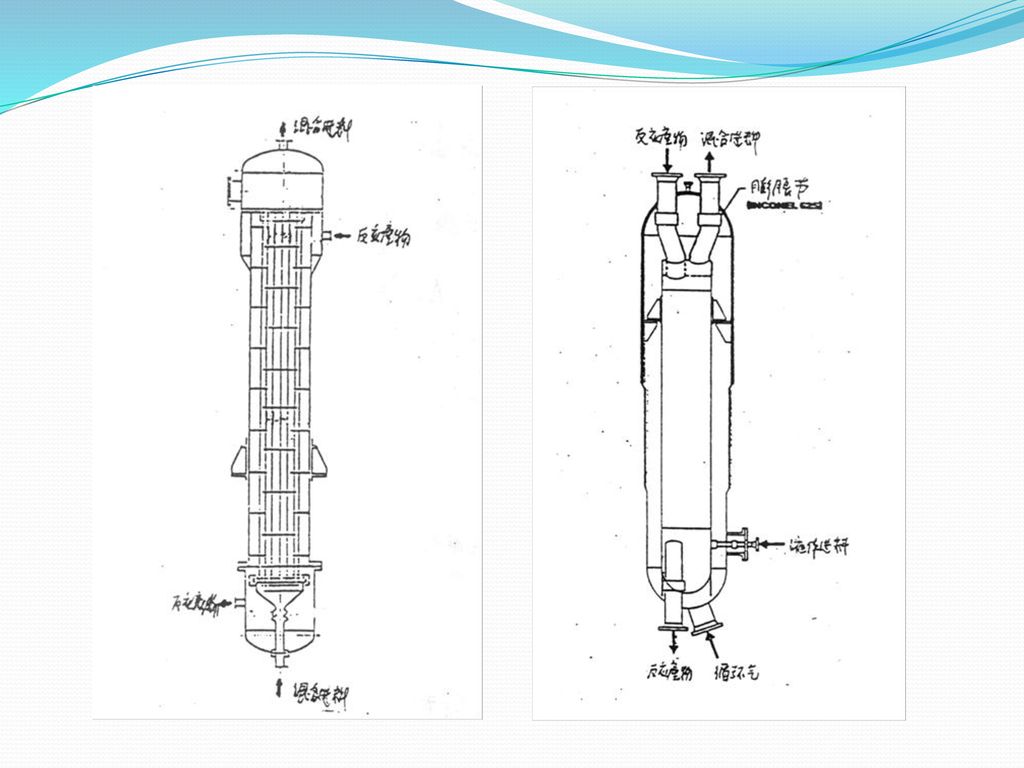
设备特点 A.径向反应器是降低压力降的有效措施
重整反应器有两种基本型式,一种是轴向反应器,物料自上而下轴向流动,反应器内部是一个空筒,结构比较简单;另一种是径向反应器,物料进反应器后分布到四周分气管内,然后径向流过催化剂层,从中心管流出,反应器内需要设置分气管、中心管、帽罩等内部构件,构造比较复杂。

131
设备特点 B. 重整、歧化、异构化进料换热器 重整、歧化、异构化进料换热器都需要采用低压降、热回收效率高的换热器,通常可采用Packinox板式换热器或立式纯逆流单管程换热器。 C.二甲苯塔 二甲苯塔直径大(6-10米),塔盘数多( #),高约80-100米,材质16MnR,需热处理。此塔属于大型设备只能现场制造,这对现场的制造能力有较高要求。
,塔盘数多( #),高约80-100米,材质16MnR,需热处理。此塔属于大型设备只能现场制造,这对现场的制造能力有较高要求。")
132
我国早期重整装置中进料换热器都是采用U型管和浮头式,好几台串联操作,效率低,占地面积大,而且压力降高,不能满足低压重整的需要。我们从石油七厂多金属重整设计开始,用一台大型单管程立式换热器作为重整进料与反应生成物换热设备。 国内目前最大的立式换热器面积为3922m2, 管束长度23米,直径1.8米,分别在高桥、天津、锦西的连续重整装置上得到成功使用。 近年来催化重整设备方面另一个引人注目的进展就是采用焊板式换热器代替原来的纯逆流单管程立式换热器作重整进料换热器。

133
立式管壳换热器与板式换热器的比较

135
D. 吸附塔 吸附塔直径大,~8000mm,材质16MnR,内件采用UOP专利产品格栅组件。专利商对塔壳体有非常严格的尺寸主要要求,需要具有丰富现场制造经验和完善的热处理设备的施工单位来完成。 E. 苯塔重沸器/甲苯塔重沸器/抽余台重沸器和抽出液塔重沸器 上述重沸器均采用专利产品高通量管,需进口UOP高通量换热器管束,国内制造壳体。

136
F.芳烃联合装置中重整、歧化和异构化三个装置中共有压缩机和风机共十五台。其中重整装置十一台,歧化装置三台,异构化装置一台。重整循环氢压缩机、歧化循环氢压缩机、异构化循环氢压缩机,尤其是异构化循环氢压缩机流量大,压缩比小,宜选用离心式压缩机。循环氢压缩机的驱动机采用汽轮机。三台压缩机暂按凝汽式考虑,压缩机轴封拟采用干气密封。 重整产氢增压机、歧化补充氢压缩机选用无油润滑往复式压缩机,两列一级压缩,由异步电动机驱动。两台压缩机一开一备,设公用软化水站一座,供气缸及填料冷却。 上述压缩机及驱动机除异构化压缩机外在国内都有制造业绩,建议采用国内产品。 除尘风机、提升气风机和再生风机工作条件特殊,要求较高,国内没有这类产品,建议从国外引进。再生空冷器风机K-254属普通的离心通风机,要求较低,建议采用国内产品。

137
G. 加热炉 1)四合一重整反应炉: 本炉为辐射-对流型四合一立式炉,辐射部分为U形管布置,被加热介质通过每炉的集合管进出加热炉。F-201,202,203,204四台炉设置一个公用对流室,对流室为余热锅炉,可发生3.5MPa高压蒸汽。对流室采用翅片管,对流室烟气出口温度~195℃。烟气直接进入120米高烟囱排放。本“四合一”加热炉热效率达90%。 2)二甲苯塔底重沸炉(F-401)为目前国内最大的加热炉之一,由于其热负荷太大,为160MW,因此按两台炉(F-401A和F-401B)设计。该炉为对流—辐射型立管立式炉,炉管材质为碳钢,每炉双对流,对流炉管采用钉头管,多管程操作。为避免相互影响,每炉各自设置独立的烟气余热回收系统。
四合一重整反应炉: 本炉为辐射-对流型四合一立式炉,辐射部分为U形管布置,被加热介质通过每炉的集合管进出加热炉。F-201,202,203,204四台炉设置一个公用对流室,对流室为余热锅炉,可发生3.5MPa高压蒸汽。对流室采用翅片管,对流室烟气出口温度~195℃。烟气直接进入120米高烟囱排放。本 四合一 加热炉热效率达90%。 2)二甲苯塔底重沸炉(F-401)为目前国内最大的加热炉之一,由于其热负荷太大,为160MW,因此按两台炉(F-401A和F-401B)设计。该炉为对流—辐射型立管立式炉,炉管材质为碳钢,每炉双对流,对流炉管采用钉头管,多管程操作。为避免相互影响,每炉各自设置独立的烟气余热回收系统。")
139
G. 加热炉 3)歧化进料加热炉(F-501)和异构化进料加热炉(F-701)均为对流—辐射型立式炉,其辐射炉管呈倒“U”型排列,被加热介质通过集合管进入(离开)加热炉被加热,该两台加热炉的对流室均作加热其它介质用,对流炉管采用钉头管,材质为碳钢。 4)脱戊烷塔底炉为对流-辐射型圆筒炉箱式炉与歧化进料加热炉和异构化进料加热炉共用一套烟气余热回收系统。 5)本部分的三套烟气余热回收系统,各自将高温烟气集中换热后,冷烟气汇入120米混凝土烟囱排入大气。换热后的热空气,通过各自的热风道送入每台加热炉的燃烧器供燃烧用。
脱戊烷塔底炉为对流-辐射型圆筒炉箱式炉与歧化进料加热炉和异构化进料加热炉共用一套烟气余热回收系统。 5)本部分的三套烟气余热回收系统,各自将高温烟气集中换热后,冷烟气汇入120米混凝土烟囱排入大气。换热后的热空气,通过各自的热风道送入每台加热炉的燃烧器供燃烧用。")
140
一套芳烃联合装置的控制回路约有400个,检测回路约有2000个。
A.芳烃联合装置有数套特殊控制系统,包括连续 重整再生控制系统(CRCS)和吸附分离控制系统 (ACCS)。这两个控制系统对UOP而言,均由专利 商提供硬件和软件。
和吸附分离控制系统. (ACCS)。这两个控制系统对UOP而言,均由专利. 商提供硬件和软件。")
141
B.其它特殊控制方案,包括: (1) 塔和容器压力分程控制和超弛控制。 (2) 精馏塔直接物料控制。 (3) 重整再接触压力分程—低选—分程超弛控制。 (4) 抽提回收塔底绝对压力补偿—温差控制。 (5) 芳烃分馏二甲苯塔底重沸炉,异构化脱甲苯塔底重 沸炉汽化率控制。 (6) 吸附分离成品塔底热输入控制。 (7) 异构化产品分离罐压力分程—高选控制。 (8) 吸附分离转阀穹顶压力控制。 (9) 汽包液位三冲量控制。
 芳烃分馏二甲苯塔底重沸炉,异构化脱甲苯塔底重. 沸炉汽化率控制。 (6) 吸附分离成品塔底热输入控制。 (7) 异构化产品分离罐压力分程—高选控制。 (8) 吸附分离转阀穹顶压力控制。 (9) 汽包液位三冲量控制。")
142
材料特点 芳烃联合装置采用的金属材料种类繁多,除大部分设备、管线材料为碳钢外,部分设备、管线材料根据介质及其操作条件的不同主要分为以下几类:
a.预加氢反应器:15CrMoR(H)+0Cr18Ni10Ti复合板; b.重整反应器:1.25Cr0.5MoSi,内构件为0Cr18Ni10Ti(SS321) c.再生器:0Cr17Ni12Mo2(SS316),内构件0Cr17Ni12Mo2 d.歧化反应器: 2.25Cr1Mo 内构件0Cr18Ni10Ti e.异构化反应器: 15CrMoR(H)内构件0Cr18Ni10Ti f.再生部分设备、管件采用Incoloy 800(包括电加热器、膨胀节等) g.重整反应转油线可采用1.25Cr0.5Mo/2.25Cr1Mo/Cr5Mo; h.重整加热炉炉管采用Cr9Mo; I.重整加热炉炉管支撑圈采用Cr25Ni25/Cr50Ni50; j.歧化、异构化反应转油线可采用.25Cr0.5Mo/2.25Cr1Mo/Cr5Mo。
+0Cr18Ni10Ti复合板; b.重整反应器:1.25Cr0.5MoSi,内构件为0Cr18Ni10Ti(SS321) c.再生器:0Cr17Ni12Mo2(SS316),内构件0Cr17Ni12Mo2. d.歧化反应器: 2.25Cr1Mo 内构件0Cr18Ni10Ti. e.异构化反应器: 15CrMoR(H)内构件0Cr18Ni10Ti. f.再生部分设备、管件采用Incoloy 800(包括电加热器、膨胀节等) g.重整反应转油线可采用1.25Cr0.5Mo/2.25Cr1Mo/Cr5Mo; h.重整加热炉炉管采用Cr9Mo; I.重整加热炉炉管支撑圈采用Cr25Ni25/Cr50Ni50; j.歧化、异构化反应转油线可采用.25Cr0.5Mo/2.25Cr1Mo/Cr5Mo。")
143
我国芳烃联合装置的发展方向 1、下游PTA装置的迅猛发展带动大型PX装置的建设
我国人多地少,又是纺织品出口大国,发展化纤产品,减少与粮争地,是一项长期的政策。近几年,聚酯纤维和聚酯非纤维产品得到了迅速发展,特别是我国聚酯技术国产化的成功,投资大大降低,促进了聚酯行业的发展。近年来民营企业投资聚酯PTA项目的越来越多,据不完全统计,到2002年底我国聚酯生产能力已经突破800万吨/年,并有继续扩大之势。但是,在聚酯高速发展过程中,暴露出我国聚酯的主要原料之一PTA远远不能满足市场需要的问题。近年来,进口PTA的数量逐年增长,1999年我国进口PTA 154万吨,2000年进口251万吨,2001年则增加到312万吨,2002年的进口429.7万吨。据有关部门预测,2005年我国PTA需求量将为 万吨,预计届时全国PTA生产能力将达到573万吨,可见PX供求矛盾十分突出。

144
炼油-化工体化是目前各大石 化公司在石化建设方面新的发展趋势
炼油-化工(PX)一体化是目前世界各大石化公司在石化建设方面新的发展趋势。新建芳烃联合装置对提高炼厂的经济效益具有重要的作用。其优势主要体现在以下几个方面: a)由于实现了一体化,优化更大的资源,可以进一步降低成本;实现炼化一体化,石脑油可以按“宜烯则烯、易芳则芳”的原则进行优化。加氢裂化重石脑油(环烷烃高)和沙轻直馏石脑油(芳烃高)均不是较好的乙烯裂解原料。但加氢裂化重石脑油却是最好的芳烃原料,而芳烃联合装置的建设可以增加重整拔头油和抽余油的数量(较好的乙烯料),提高乙烯料的质量确保茂名分公司乙烯装置的产率和收率。 b)公用工程一体化,可以降低公用工程系统的投资;
一体化是目前世界各大石化公司在石化建设方面新的发展趋势。新建芳烃联合装置对提高炼厂的经济效益具有重要的作用。其优势主要体现在以下几个方面: a)由于实现了一体化,优化更大的资源,可以进一步降低成本;实现炼化一体化,石脑油可以按 宜烯则烯、易芳则芳 的原则进行优化。加氢裂化重石脑油(环烷烃高)和沙轻直馏石脑油(芳烃高)均不是较好的乙烯裂解原料。但加氢裂化重石脑油却是最好的芳烃原料,而芳烃联合装置的建设可以增加重整拔头油和抽余油的数量(较好的乙烯料),提高乙烯料的质量确保茂名分公司乙烯装置的产率和收率。 b)公用工程一体化,可以降低公用工程系统的投资;")
145
原料的限制是芳烃装置建设最大障碍 c)可以充分发挥“十五”炼油改造后装置及储运设施的能力; d)增强炼油化工企业对商业周期缓冲的互补优势;
e)原料互供,省去了采购和运输的成本并免除中间商品交易的费用;原料和产品不用运输,因而库存、存储和装运成本较低;可以为下游装置提供可靠的原料供应,减少了在市场采购可能发生的价格变动的风险,并优化了资源的利用; f)改善汽油调合组分及提高汽油质量的需要。 原料的限制是芳烃装置建设最大障碍
原料互供,省去了采购和运输的成本并免除中间商品交易的费用;原料和产品不用运输,因而库存、存储和装运成本较低;可以为下游装置提供可靠的原料供应,减少了在市场采购可能发生的价格变动的风险,并优化了资源的利用; f)改善汽油调合组分及提高汽油质量的需要。 原料的限制是芳烃装置建设最大障碍.")
146
一套芳烃联合装置组成及规模 本联合装置由连续重整、环丁砜抽提、芳烃抽提、二甲苯分馏、歧化、吸附分离和异构化六个装置及公用工程部分组成。根据全厂芳烃资源的情况,装置规模60万吨对二甲苯。本联合装置各部分规模如下(以各装置的进料计算): 连续重整装置 万吨/年, 芳烃抽提装置 万吨/年 二甲苯分离装置 万吨/年 歧化装置 万吨/年 吸附分离装置 万吨/年 异构化装置 万吨/年

147
工艺技术路线 连续重整装置:采用超低压连续重整工艺,平均反应压力0.35MPa,C5+馏份辛烷值为RON105,拟采用国产催化剂PS-VI,可采用IFP或UOP的连续重整技术; 芳烃抽提装置:采用环丁砜抽提溶剂,拟采用国内开发的环丁砜抽提工艺技术; 二甲苯分馏装置:采用精密分馏工艺; 歧化装置:采用上海石化研究院(SRIPP)的甲苯歧化及烷基转移工艺及HAT-097高空速歧化催化剂; 吸附分离装置:采用模拟移动床技术,可采用UOP或IFP专利技术; 异构化装置:可采用石科院(RIPP)的异构化工艺及催化剂SKI-400;
的甲苯歧化及烷基转移工艺及HAT-097高空速歧化催化剂; 吸附分离装置:采用模拟移动床技术,可采用UOP或IFP专利技术; 异构化装置:可采用石科院(RIPP)的异构化工艺及催化剂SKI-400;")
148
主要工艺路线示意图

149
原料 本联合装置原料有两部分:一部分是加氢裂化重石脑油作为连续重整原料,另一部分原料为乙烯裂解汽油经抽提后提供的甲苯及二甲苯,其具体数量和组成如下: 加氢裂化石脑油 万吨/年 多来源乙烯二甲苯 万吨/年 异地改造乙烯甲苯 万吨/年

150
产品方案 产品和副产品品种及用途 本装置的主要产品和副产品有对二甲苯、苯、含氢气体、抽余油、重芳烃及燃料气,其数量及用途如下表所示。
对二甲苯 万吨/年 苯 万吨/年 含氢气体 万吨/年 抽余油 万吨/年 戊烷 万吨/年 液态烃 万吨/年 重芳烃 万吨/年 燃料气 万吨/年

151
芳烃联合装置主要设备一览表 反应器 7台 塔27台 加热炉 9 电加热器 4 容器 78 贮罐 12 换热器 102 空冷器 121
反应器 7台 塔27台 加热炉 9 电加热器 4 容器 78 贮罐 12 换热器 102 空冷器 121 泵165 压缩机15 加热炉风机6 其他171

152
主要技术经济指标 物料平衡 公用工程消耗 催化剂及化学药剂消耗

153
节能及装置能耗 全装置能耗为 ×104kJ/h ,对PX(73.1t/h)为2439.7×104kJ/t,即582.7×104kcal/t对二甲苯,相当于582.7kg标油/t对二甲苯。 与国内同类装置相比较,本装置能耗处于国内先进水平(天津石化25万吨/年芳烃联合装置设计能耗为852.0kg标油/t对二甲苯)
")
154
重整反应机理 环烷脱氢反应 -R -R + 3H2 , S O

155
重整反应机理 烷烃环化脱氢反应 -R’ + H2 R-C-C-C-C -R” + H2 O

156
歧化反应机理 C H C H 3 3 2 + C H 3 T o l u e n e X y l e n e s B e n z e n e

157
+ 歧化反应机理 T o l u e n e A X y l e n e s 9 C H C H C H C H 2 C H C H 3 3

158
异构化反应机理

159
芳烃联合装置采用的催化剂和化学药剂 预加氢催化剂--通常-为含Mo/W/Co/Ni等金属催化剂 重整催化剂 RIPP
歧化催化剂 HAT-095 HAT-096 HAT-097 HAT-098 HAT-099 异构化催化剂 UOP Axens RIPP Mobil 环丁砜抽提溶剂 吸附分离吸附剂 吸附分离解吸剂

Similar presentations


















辅助动力源,短时大量供油 特点: 采用蓄能器辅助供油,可以减小泵的流量,电机的功率,降低系统的温升。>")
 2014年10月.>")




投资有限公司 运动控制部技术经理 李幼涵 高级工程师>")
