Download presentation
Presentation is loading. Please wait.

2
生產的定義 狹義:凡是變更所投入資源的性質或狀態,以增加預期產出資源的總社會效用的行為,稱為生產(production) A→B
廣義:舉凡能增加或創造效用的所有人類經濟活動,均可稱為生產 有形財貨 無形勞務

3
生產系統

4
生產要素 土地 勞力 資本 企業管理

5
生產型態 客戶訂貨方式(85年食技) 根據預測而決定生產量 根據顧客訂單加總而決定生產量 同時採行存貨與訂貨生產
▲存貨生產(Make-to-stock) 根據預測而決定生產量 ▲訂貨生產(Make-to-order) 根據顧客訂單加總而決定生產量 ▲混合生產 同時採行存貨與訂貨生產
 根據預測而決定生產量. ▲訂貨生產(Make-to-order) 根據顧客訂單加總而決定生產量. ▲混合生產. 同時採行存貨與訂貨生產.")
6
使用設備時間長短與重複性 連續式生產(Continuous production)-生產線(84食技)
大量生產(Mass production) 少樣多量生產 間歇性生產(Intermitten production)-非生產線(84食技) 批量式生產(Batch productiom)-多樣少量 零工式生產(Job shop productiom)-多樣少量 專案式生產(Project production)
 少樣多量生產. 間歇性生產(Intermitten production)-非生產線(84食技) 批量式生產(Batch productiom)-多樣少量. 零工式生產(Job shop productiom)-多樣少量. 專案式生產(Project production)")
7
生產數量及產品種類多寡 ▲連續生產 ▲大量/流量生產 ▲批量生產 ▲個別批生產 ▲專案生產

8
生產力的意義(86、93食技) 先效果再效率 生產力的定義 生產力(Productivity)=產出量/投入量
效率(Efficiency)=“實際產出量/實際投入量” Do the thing right把事情做對 效果(Effectiveness)=“實際產出量/計畫產出” Do the right thing做對的事 先效果再效率
= 實際產出量/實際投入量 Do the thing right把事情做對. 效果(Effectiveness)= 實際產出量/計畫產出 Do the right thing做對的事. 先效果再效率.")
9
生產力衡量方法 單位成本法 總體導向法 財務法 營運利潤/營運資產所得 效用法

10
預測(Forecasting) 情報、方法、分析、判斷 分類— 即期預測-其間少於1個月。經濟訂購 短期預測-1~3個月
中期預測-3個月~2年。企業內部生產庫存 長期預測-2年以上。廠址選擇、設備佈置

11
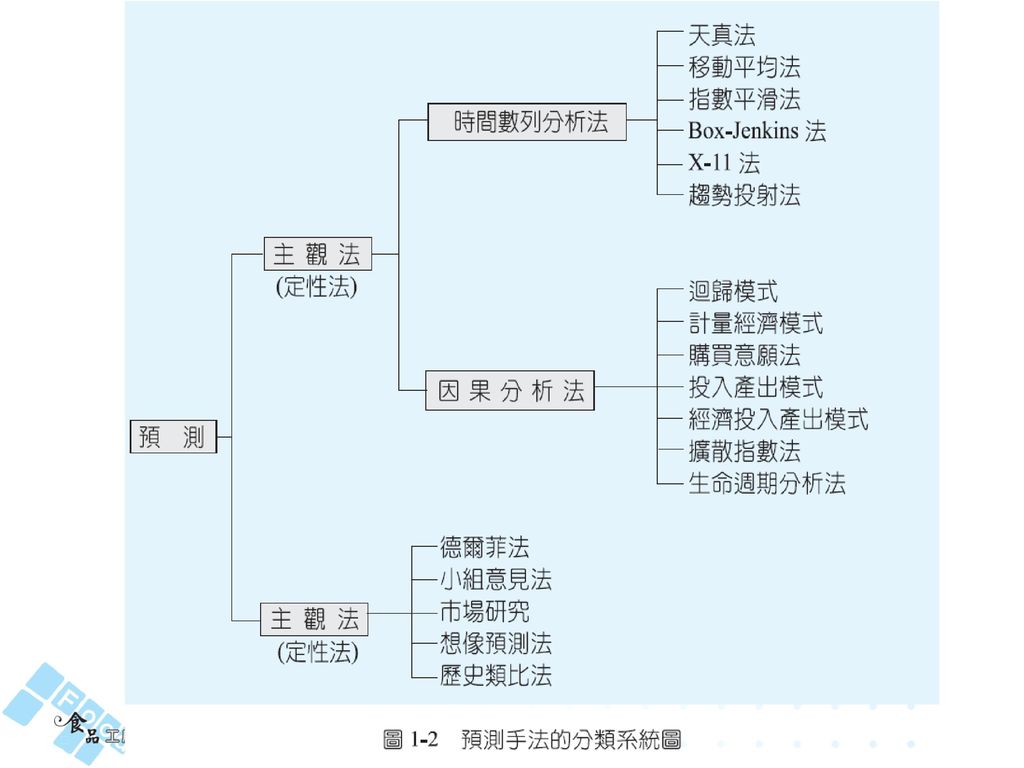
預測手法 確定預測目的與時機 決定預測涵蓋時間長度 選擇預測手法 蒐集、分析資料,進行預測 預測評估與控制
預測誤差(Forecast error) 誤差(Error)- 偏差(bias) 平均絕對差(Mean Absolute Deviation; MAD) 平均平方差(Mean Square Error; MSE)
 誤差(Error)- 偏差(bias) 平均絕對差(Mean Absolute Deviation; MAD) 平均平方差(Mean Square Error; MSE)")
13
產能(Capacity) 設計產能(DC)-理想狀態下,可以達成最大產率 有效產能(EC)-考量機器維修、午休、排程等
實際產出(AO)-人員缺席、機器損壞及缺料等
-人員缺席、機器損壞及缺料等.")
14
產能績效指標 效率 =實際產出AO/有效產能EC 產能利用率 =實際產出AO/設計產能DC 工廠管理者應先求有效產能提高,再求實際產出提高

15
產能規劃 資源需求規劃(Resource Requirement Planning; RRP)
物料需求規劃(Material Requirement Planning; MRP) 產能需求規劃(Capacity Requirement Planning; CRP)
 產能需求規劃(Capacity Requirement Planning; CRP)")
16
產能策略 決定提供哪些產品與服務 設備規模 廠址 設備需求決策 設備佈置 擴充產能 VS 縮減產能 企業主的期盼?

17
產能規劃步驟 預測未來需求量 決定未來所需產能 發展各種可行方案 設定衡量產能的標準 評估所發展出的可行方案 選取最有力方案並實施之

18
適用於專案性生產、估算人力負荷、日程安排、採購成本、產品成本、最後訂價
只能影響直接成本,無法影響間接成本與研發成本 勞動力因熟練度增加而提升

19
包含財力、物力、人力整體生產力因經驗累積而提升

20
工廠籌建與布置

21
廠址 ? 法令規範 ? 建廠前計畫內容 (84年食技) 設廠之產銷計畫? 相關技術取得?專利? 廠房興建(改裝)與設備購置 人力計畫
資金取得與支付預算 獲利狀況估算 各項作業時間表 確實執行與管控 廠址 ? 法令規範 ?

22
建廠階段計畫內容 建廠人員組成與工作分配 各項工作計畫進度 各項支出預算與財物配合 建廠工安?

25
食品工廠選擇廠址考量因素 地址氣象 用水排水 交通運輸及原料供應 勞動力 動力供應 地價及環境條件 衛星工廠 社區態度 公害 法令與稅捐
(82年食技) 地址氣象 用水排水 交通運輸及原料供應 勞動力 動力供應 地價及環境條件 衛星工廠 社區態度 公害 法令與稅捐
 地址氣象. 用水排水. 交通運輸及原料供應. 勞動力. 動力供應. 地價及環境條件. 衛星工廠. 社區態度. 公害. 法令與稅捐.")
26
海外設廠 法律規定?大陸、港、澳? 政治環境-穩定度?自由度?排華? 經濟環境-國民所得? 交通成本 原料取得 勞力問題 市場考量

27
倉庫&分消中心 工廠? 市場? 原料供應地 重力中心法(Center of gravity method)
")
28
零售店選擇 生產工廠廠址-運輸成本、產品供應 零售點-需求的密集程度、同業競爭、交通、租金、商圈型態 損益平衡分析法 因素評估法
座標分析法-多商店位址選擇

29
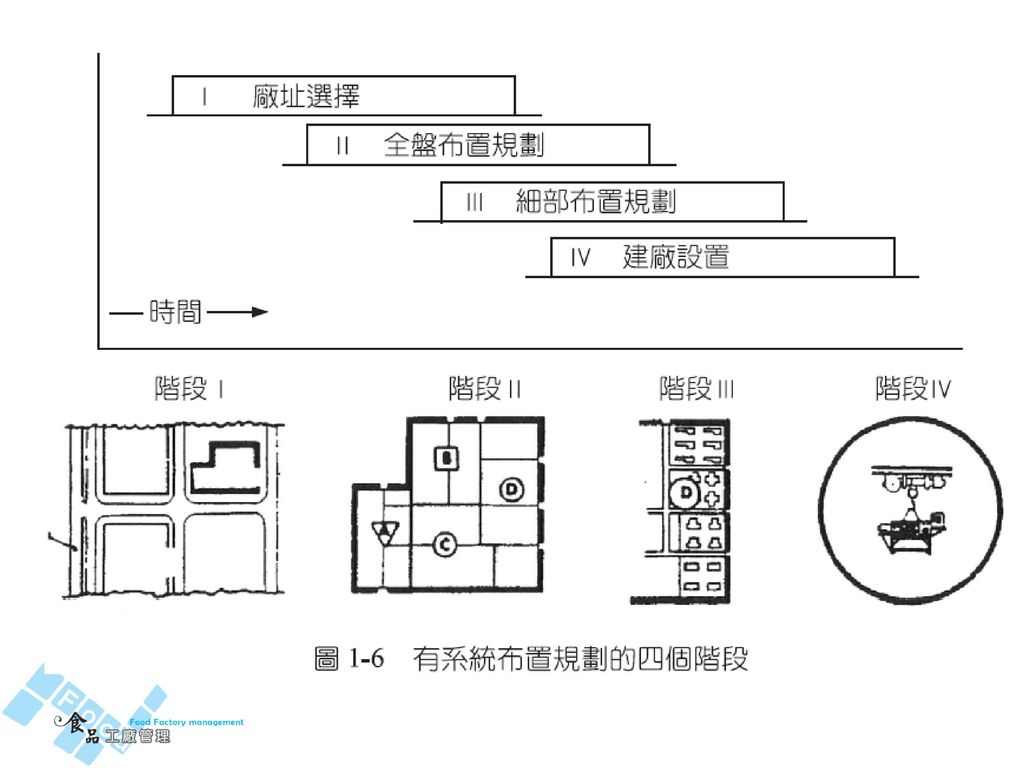
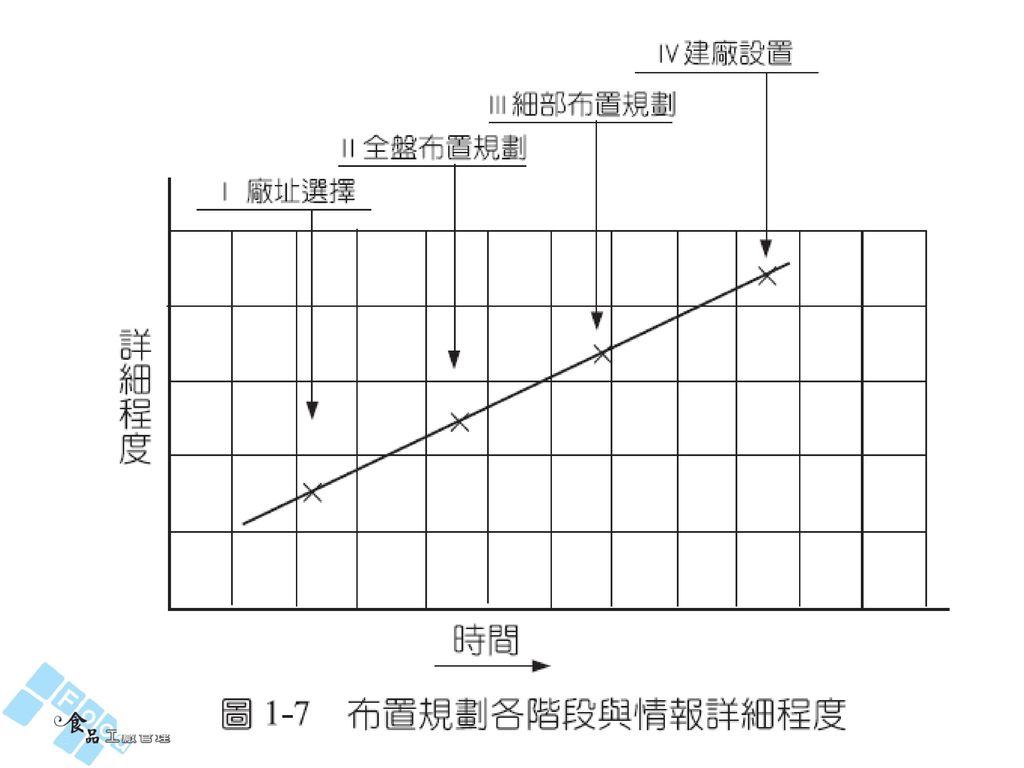
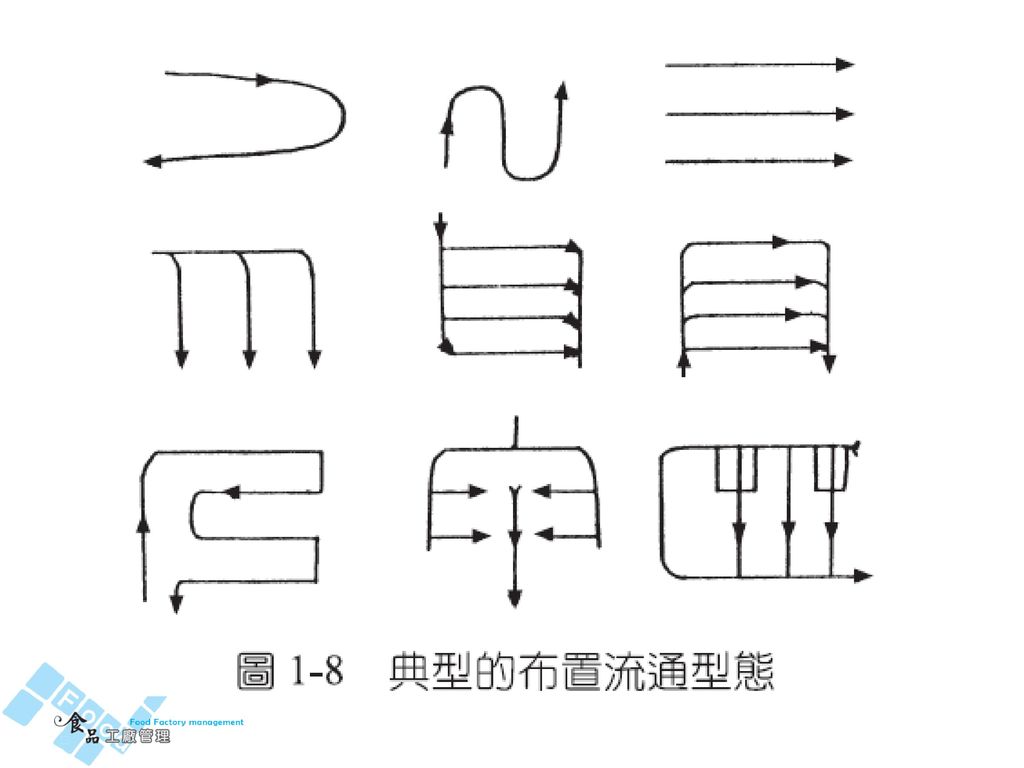
工廠布置原則 (82年食技) 整體原則考量-產品、產量、製程........ 移動距離最小原則-物料 流動原則-作業程序
立體空間原則-水平、垂直 安全滿意原則-工安 彈性原則-重新布製或擴充

31
工廠布置型態 製件少、速度慢 基氣簡單可攜式 責任範圍工作 主件物龐大搬運不易 優點-節省生產搬運成本 缺點-無法大量生產及高度標準化 、

32
優點-客製化、人員因素減少 缺點-物料搬運多、成本高、品管不易 同類機器較多工廠 機器單項加工 產品種類多 工人操作技術高

33
規格一致 半自動或全自動生產 標準化大量生產 連續性生產品質穩定 優點-搬運成本低、存貨少、生產穩定易管制 缺點-缺乏彈性、易造成全面停頓

34
多批少量生產 無法採用連續式或大量生產時,可獲較高效率 優點-相當於增加一批加工件量

35
混合式建置 單元式製造布置 U型生產線以配合一人多工 更多工作室以減少牆面 小而緊縮的布置 更少的存貨空間

36
物料搬運考量 3M 物料Material 移動Move 方法Method

37
產品P 產量Q 程序R 服務S 時間T SLP

39
檢修容易 倉庫大多採用 頂部空間大 通風好 採光好 採光通風方便 下雨無法檔 頂部空間小 採光好

40
食品工廠建廠衛生規定(82、83、89年食技) 食品工廠建築及設備設廠標準 第 1 條 本標準依食品衛生管理法第十條第二項規定訂定之。
第 1 條 本標準依食品衛生管理法第十條第二項規定訂定之。 第 2 條 食品工廠建築及設備之設置,除法令另有規定外,依本標準之規定。 第 3 條 本標準所定之食品工廠,應依法辦理工廠登記。

41
食品工廠設廠,應符合第二章之規定,下列專業食品工廠並應符合第三章之相關規定:
第 4 條 食品工廠設廠,應符合第二章之規定,下列專業食品工廠並應符合第三章之相關規定: 一、罐頭食品工廠。 二、冷凍食品工廠。 三、蜜餞鹽漬工廠。 四、飲料工廠。 五、醬油工廠。 六、乳品工廠。 七、味精工廠。 八、食用油脂工廠。 九、脫水蔬果工廠。 十、餐盒食品工廠。 十一、速食麵工廠。 十二、食品添加物工廠(味精工廠除外)。 前項專業食品工廠之類別,依中華民國行業標準分類及經濟部工業產品分類認定。
。 前項專業食品工廠之類別,依中華民國行業標準分類及經濟部工業產品分類認定。")
42
第 5 條 食品工廠之廠區環境應符合下列規定: 一、廠區內應築有通暢之排水溝,空地應舖設混凝土、柏油或予以綠化,不得有塵土飛揚,環境應隨時保持清潔,地面應隨時清掃、保持清潔。 二、排水系統應經常清理,保持暢通,不得有異味。 三、禽畜、寵物等應予管制,並有適當的措施以避免污染食品,員工宿舍應與作業場所完全隔離並分別設置出入口。 四、應實施有效之病媒防治措施。

43
第 6 條 食品工廠得包括辦公室、原料處理場、加工或調理場、檢驗或研究室、包裝室、倉庫、機電室、鍋爐室、修護室、更衣室、洗手消毒室、餐廳、員工休息室、員工宿舍及廁所等。凡使用性質或清潔程度要求不同之場所,應個別設置或有效隔離及管理,其建築並應符合下列規定: 一、牆壁與支柱:原料處理場、加工或調理場等建築物之牆壁與支柱面應為白色或淺色,離地面至少一公尺以內之部分應使用非吸收性、不透水、易清洗之材料舖設,其表面應平滑無裂縫並經常保持清潔,不得有納垢侵蝕等情形。 二、地面:原料處理場、加工或調理場、內包裝室建築物之地面,應採非吸收性、不透水且耐酸鹼、耐磨之材料舖設。地面應有良好之排水斜度及排水系統,無積水之虞 三、樓板或天花板:應為白色或淺色、易清掃、可防止灰塵積儲之構築,且不得有長黴納垢或成片剝落等情形發生。食品暴露之正上方樓板或天花板不得有結露現象,並保持清潔、良好維修之狀態。 四、光線:食品工廠之廠房除倉庫以外,其他各項建築物應有足夠的光線,工作台面或調理台面應保持二百米燭光以上,機器設備台面應保持一百米燭光以上,使用之光源應不致改變食品之顏色,照明設備應保 持清潔以避免污染食品。 五、通風:廠房建築物應通風良好,視需要裝設風扇、抽風機等有效換氣設備。且通風口應有防止病媒侵入之設施。如有密閉之加工室或包裝室,則應有空調設備。

44
六、出入口、門窗及其他孔道:應以非吸收性、易清洗、不透水堅固材料製作,並應設置防止病媒侵入之設施。
七、排水系統:應有完整暢通之排水系統,排水溝應有攔截固體廢棄物之設施,出口處並應有防止病媒侵入之設施。 八、倉庫:原料倉庫及成品倉庫應分別設置或予獨立,庫內地面應較庫外為高,並採用不透水材料建築,庫內所設之棧板須足以配合存貨及生產作業之需要。 九、廁所: (一) 廁所之設置地點應防止污染水源。 (二) 廁所不得正面開向食品作業場所,但如有緩衝設施及有效控制空氣 流向以防止污染者,不在此限。 (三) 應有良好之通風、採光、防蟲、防鼠等設施,並備有流動自來水、清潔劑、烘手器或擦手紙巾等之洗手、乾手設施及垃圾桶。 (四) 應有如廁後應洗手之標示。 一○、更衣室:食品工廠視其需要得設置更衣室,更衣室應設於加工調理場旁適當位置並與食品作業場所隔離,男女更衣室應分開,室內應 備有更衣鏡、潔塵設備及數量足夠之個人用衣物櫃及鞋櫃等。 一一、洗手消毒室:食品工廠視其需要得設置洗手消毒室,其應與加工調理場或內包裝室相鄰,並設置數量足夠之洗手及乾手設施。洗手設施應符合第七條第一項第八款之規定。 一二、病媒防治:不得發現有病媒或其出沒之痕跡。
 廁所之設置地點應防止污染水源。 (二) 廁所不得正面開向食品作業場所,但如有緩衝設施及有效控制空氣 流向以防止污染者,不在此限。 (三) 應有良好之通風、採光、防蟲、防鼠等設施,並備有流動自來水、清潔劑、烘手器或擦手紙巾等之洗手、乾手設施及垃圾桶。 (四) 應有如廁後應洗手之標示。 一○、更衣室:食品工廠視其需要得設置更衣室,更衣室應設於加工調理場旁適當位置並與食品作業場所隔離,男女更衣室應分開,室內應 備有更衣鏡、潔塵設備及數量足夠之個人用衣物櫃及鞋櫃等。 一一、洗手消毒室:食品工廠視其需要得設置洗手消毒室,其應與加工調理場或內包裝室相鄰,並設置數量足夠之洗手及乾手設施。洗手設施應符合第七條第一項第八款之規定。 一二、病媒防治:不得發現有病媒或其出沒之痕跡。")
45
食品工廠之設備、用具及用水、用冰應符合下列規定:
第 7 條 食品工廠之設備、用具及用水、用冰應符合下列規定: 一、食品在製造過程中可能接觸食品之容器、器具及有關食品製造之設備,不可使用鉛、銅及有毒化學材料之物品。 二、廠內各種食品製造之設備應有系統排列,保持適當距離和足夠操作之工作空間。容器、器械等用具,應有清潔衛生之存放場所。 三、食品工廠應具備足夠數量之工作服、工作帽或髮網、手套等供給製造人員穿戴。 四、原料處理場、加工或調理場、廁所、洗手消毒室、員工休息室及餐廳等進出口處或適當位置,應設有洗手台及足夠數量之水龍頭供員工洗手使用。其最低數不得少於該工作場所最高工作人員之十分之一。凡人數超過二百人時,其超過部分為二十分之一。洗手台內外應使用易 清洗不透水材料構築。

46
五、食品工廠直接用於食品製造之用水、用冰之水質應符合飲用水標準,非使用自來水者,應設置淨水或消毒設施。食品工廠使用地下水源者,應與化糞池、廢棄物堆置場所等污染源保持至少十五公尺以上之距離。食品工廠之蓄 (受) 水池應為不透水構造物,其設置地點應距污穢場所、化糞池三公尺以上。 六、食品工廠不得使用多氯聯苯或含有多氯聯苯之化學物質及任何有毒之熱媒。 七、飲用水與非飲用水之管路系統應完全分離,出水口並應明顯區分。 八、洗手設施應符合下列規定: (一) 洗手及乾手設備之設置地點應適當,數目足夠,且備有流動自來水、清潔劑、乾手器或擦手紙巾。必要時,應設置適當的消毒設施。 (二) 洗手消毒設施之設計,應能於使用時防止已清洗之手部再度遭受污 染,並於明顯之位置懸掛簡明易懂的洗手方法標示。
 洗手及乾手設備之設置地點應適當,數目足夠,且備有流動自來水、清潔劑、乾手器或擦手紙巾。必要時,應設置適當的消毒設施。 (二) 洗手消毒設施之設計,應能於使用時防止已清洗之手部再度遭受污 染,並於明顯之位置懸掛簡明易懂的洗手方法標示。")
47
第 8 條 食品工廠應具備下列其他處理設施及設備: 一、洗手消毒室、原料處理場、加工或調理場、包裝室等場所內,應設置足夠數量之不透水垃圾桶。廠區內並應設置具有分類功能之固體廢棄物貯存設施。 二、凡有直接危害人體健康及食品安全衛生之化學藥品、放射性物質、有害微生物、腐敗物等,應設專用貯存設施。 三、凡因製造食品所產生之廢氣、異臭等不良氣味,應妥善處理排放。

48
食品工廠之生產/作業管理(86.89.93食技) 生產管理定義
運用科學方法,經由縝密規劃,期以最低成本達到適時適量的提供一定品質標準產品給顧客的所有活動。 廣義-如何有效運用資源以獲得最大產出的一切管理活動。 各生產階段加以管理,以便能在預定得期程內,以最低成本製造合乎規格及量產產品。

49
生產管理要素 -最低成本,提供適時、適量、適質的產品或服務 品質 成本 時間 數量

50
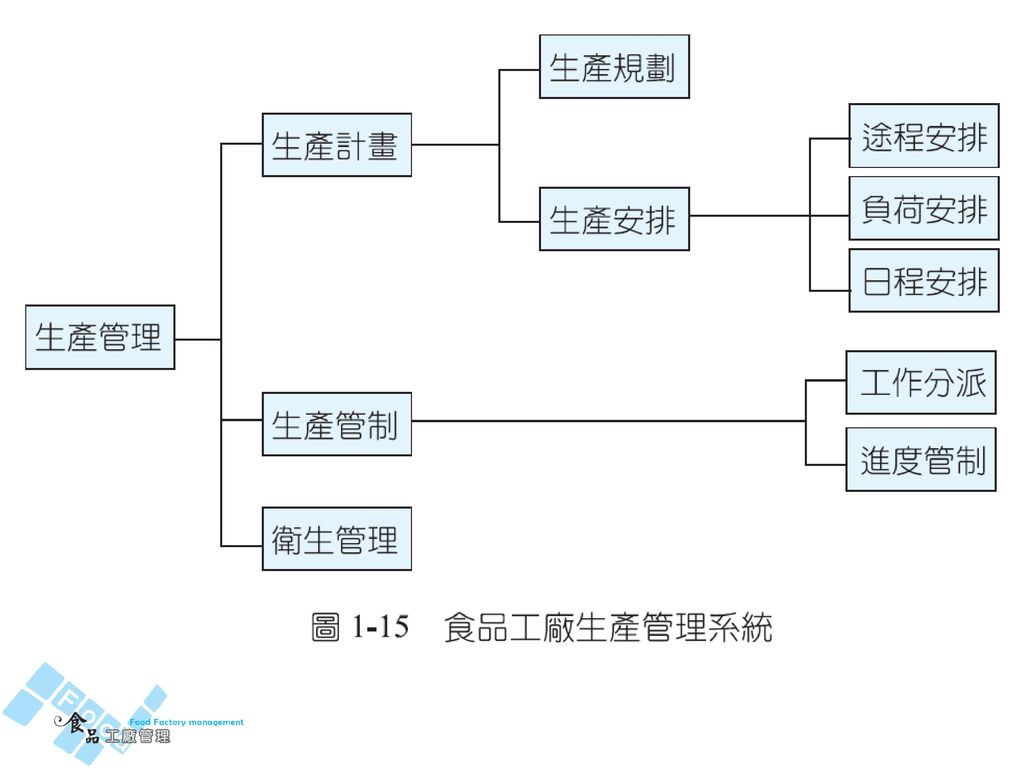
生產管理系統 生產管理者處理產品之設計、原料之移動速率、工人之訓練水準、機器產能,及其他因素,但不能將其分開個別處理,必須視為一個整體性系統 狹義-生產規劃&生產管制

51
生產規劃 產品設計-What? 製造途程安排-How? 製造日程安排-When?

52
生產管制 工作分配-Who? 進度管制

53
廣義生產管理系統 生產程序設計&生產規畫與控制 投入(Input)-產品設計、物料管理、信賴度、人力與設備規劃
轉換(Process)-程序、布置、生產型態、製造方法 產出(Output)-存貨管理、品質管理(QM) 回饋(Feedback)-品質管制(QC) 、排程 其他-廠址選擇、設備布置 食品工廠需加衛生管理
-程序、布置、生產型態、製造方法. 產出(Output)-存貨管理、品質管理(QM) 回饋(Feedback)-品質管制(QC) 、排程. 其他-廠址選擇、設備布置. 食品工廠需加衛生管理.")
55
生產計畫(80.98食技) 企業為執行生產活動,以達成其生產目標,以建立的一套有系統計畫 需與銷售預測配合
目地-獲得預測利潤、配合市場需求、發揮生產效率與充分運用設備產能。5W1H What? When? How? Who? Where? Why?

56
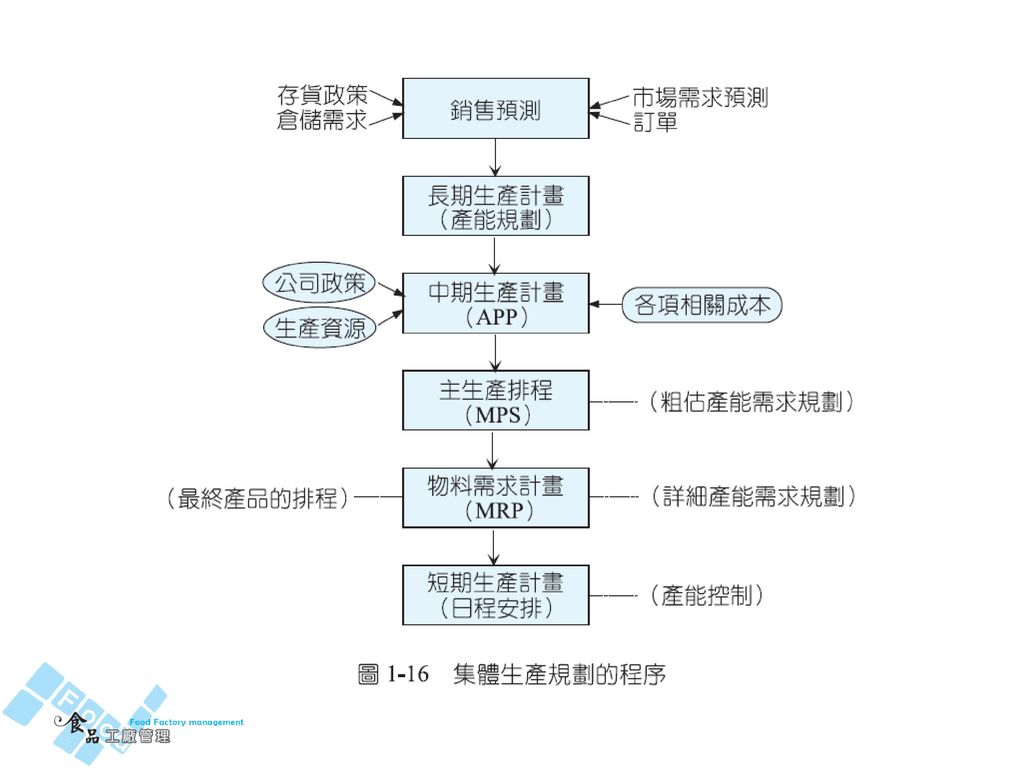
生產規劃(92.99食技) 生產規劃型式- 長期生產規劃:企業經營計畫,產能規劃為主 中期生產規劃:應付需求變動,各期總產量規劃為主
短期生產規劃:個別產品排程為主 -大日程計畫:半年一年ex洋菇、蘆筍、竹筍 -中日程計畫:一季一個月ex荔枝、龍眼 -小日程計畫:月計畫

57
生產規劃內容- 生產量計畫:月or季 成品庫存計畫: 設備投資計畫 主要原物料預算 研究發展計畫 製造成本預算 人力運用計算 作業方法計畫
本月計畫月底存貨量=本月計畫生產量+上月計畫月底存或-本月計畫銷售量 設備投資計畫 主要原物料預算 研究發展計畫 製造成本預算 人力運用計算 作業方法計畫 社會問題考慮

58
生產管制(97食技) 各生產階段流程加以管制,以便能在預定日期內,以最低成本,製造出合乎規格及預定數量的產品,又稱生產活動控制(PAC)
工作分派 -集中分派 -分散分派 進度管制-甘特圖、平衡線圖 品質管理-品質是製造出來的,非檢驗出來的

60
5M (84年食技)
")
62
存貨管理 企業保有存貨種類 安全存貨 投機性存貨 營運存貨

63
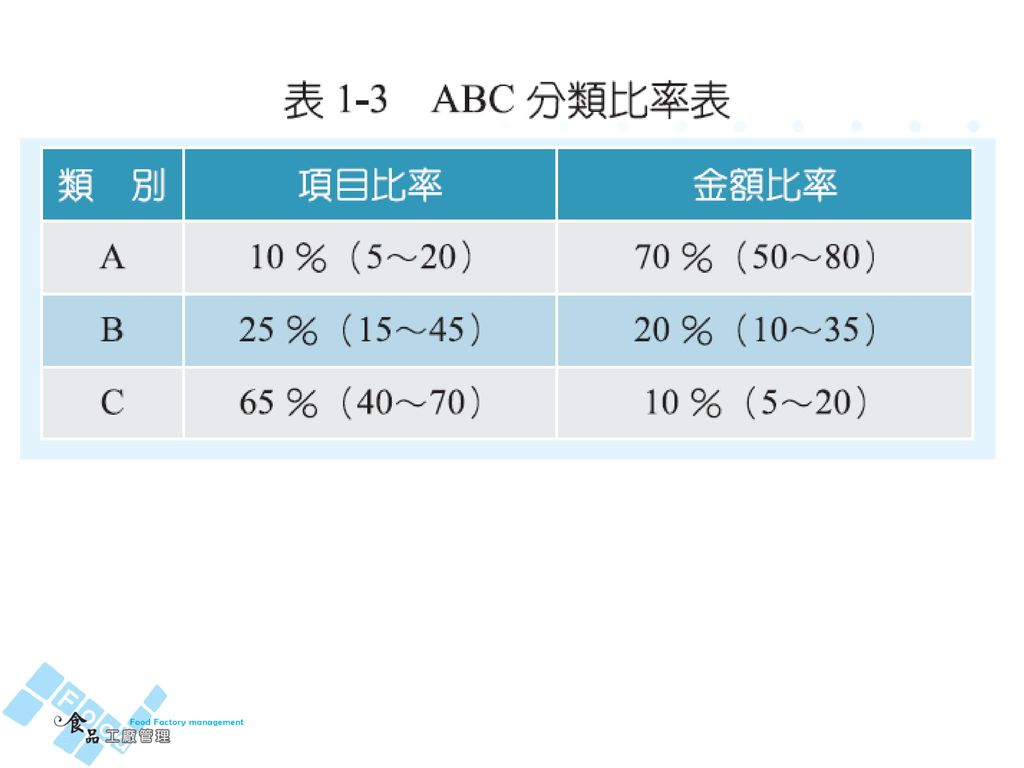
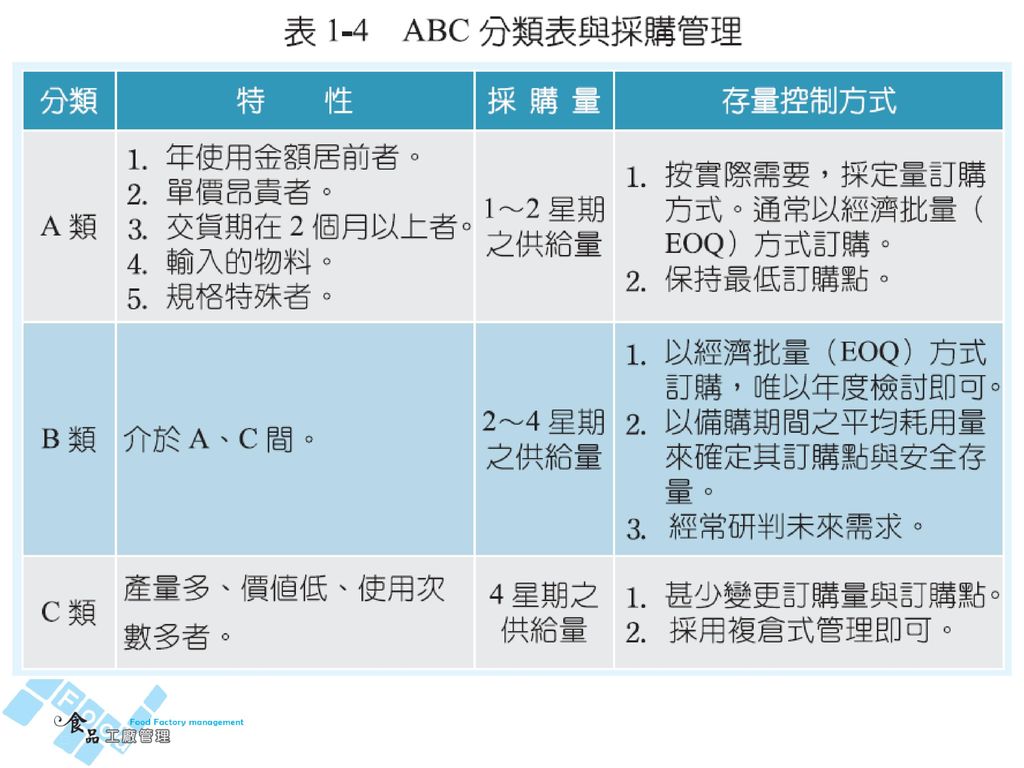
存貨管理-ABC分析(93食技)
")
66
存貨管理 存量管制方式 -永續盤存系統(固定訂購量系統) -複合式系統(兩堆式系統) -定期盤存系統(固定訂購期系統)
-選擇性補充存貨制度(定期盤點) -物料需求規劃 安全存量- 請購點(ROP) ROP=(每天)使用量*前置時間+安全存量
 -物料需求規劃. 安全存量- 請購點(ROP) ROP=(每天)使用量*前置時間+安全存量.")
67
經濟訂購量(EOQ) EOQ=√(2*全年需求量*每次訂購成本)/每單位存貨之持有成本 經濟生產批量(EPQ) EPQ=EOQ*√每天生產單位數/(每天生產單位數-每天耗用數)
 EOQ=√(2*全年需求量*每次訂購成本)/每單位存貨之持有成本 經濟生產批量(EPQ) EPQ=EOQ*√每天生產單位數/(每天生產單位數-每天耗用數)")
68
練習題 某咖啡飲料工廠平均每日生產罐裝飲料需要400磅咖啡,廠商自訂貨至交貨時間為8天。試求其訂購點及安全庫存量為何? ANS:
1.安全庫存=購備時間需求量/2 (400*8)/2=1600(磅) 2.訂購點=(每日需求量*購備時間)+安全庫存 (400*8)+1600=4800(磅)
/2=1600(磅) 2.訂購點=(每日需求量*購備時間)+安全庫存. (400*8)+1600=4800(磅)")
69
某乳品工廠每半年訂貨1次,每個月消耗清潔劑180瓶,經定期盤存後,得知庫存僅剩64瓶,廠商交貨須10天,如果現在要下單訂購,試問每日需求量為
某乳品工廠每半年訂貨1次,每個月消耗清潔劑180瓶,經定期盤存後,得知庫存僅剩64瓶,廠商交貨須10天,如果現在要下單訂購,試問每日需求量為? 購備時間需求量為? 安全庫存量為? 標準庫存量為? 採購人員最後應訂購幾瓶? ANS: 每日需求量=180/30=6(瓶) 購備時間需求量=10*6=60(瓶) 安全庫存=60/2=30(瓶) 標準庫存=(6*30*6)+30=1110(瓶) 訂購量=購備時間需求量+標準庫存-現有庫存 =1106(瓶)
 購備時間需求量=10*6=60(瓶) 安全庫存=60/2=30(瓶) 標準庫存=(6*30*6)+30=1110(瓶) 訂購量=購備時間需求量+標準庫存-現有庫存 =1106(瓶)")
70
某食品工廠每季需訂購紙杯2,000箱,每箱單價160元,每次進貨採購成本80元,保管成本為單位成本的20%,試求該旅館之經濟訂購量為何?
ANS 經濟訂購量= √(2*2000*4*80)/160*20%=200(箱)
/160*20%=200(箱)")
71
倉儲管理 存貨管理 進貨管理 庫房管理

72
呆廢料處理(86年食技) 製程變更、訂單變更取消、機械淘汰、設備改善、配方改善… 呆料-庫存週轉率極低物料
廢料-已殘破、腐蝕、變質、磨損、過期或是製程中不良品、下腳品 即時處理、資金積壓、佔據倉儲 標售、調撥交換、代用、併修、贈送、讓給、丟棄或銷毀

73
如何預防廢料發生 市調嚴謹 研發階段做好產品設計 安全存量控管 嚴守先進先出原則 倉儲過程做好貨物保護 做好產銷協調

74
近代新存貨管理方法 零庫存 無人倉庫 移動倉庫-工廠本身不設倉庫 自來水式倉庫-需要時隨時辦理購入 供應商專櫃-日本精工
電腦化庫存管理-ERP

Similar presentations






 王 囤 副教授.>")












 _ GHP內容.>")
