Download presentation
Presentation is loading. Please wait.

1
第六章 玻璃的成形 第一节 概述 成型时,玻璃液
第六章 玻璃的成形 第一节 概述 将熔融玻璃液转变为具有固定几何形状制品的过程。 成型时,玻璃液 ①作机械运动,即在外力作用下,质点移动,达到所需形状,此过程与玻璃液的流变性质(粘度、表面张力、弹性等)有关; 玻璃工艺学
有关; 玻璃工艺学.")
2
②与周围介质发生热传递,由于冷却、硬化,玻璃液由粘性液态 可塑态 脆性固态,此过程与玻璃液及周围介质的热物理性质(比热、导热率、透热性、热传递系数等)有关。
玻璃工艺学

3
一、玻璃的主要成形性质(补充内容、不做要求)
熔融玻璃在可塑状态下的成型与玻璃液粘度(粘度—温度)、固化速度(温度—时间)、硬化速度(粘度—时间)及表面张力等成型要素有关。
、固化速度(温度—时间)、硬化速度(粘度—时间)及表面张力等成型要素有关。")
4
1.粘度—温度(Δη/ΔT) 玻璃成型过程分为两个阶段:变型与定型。 成型:使玻璃具有制品所需的外形; 定型:将已成型的玻璃外形与以固定。 玻璃成型范围可选择在粘度—温度曲线的弯曲部分,这时的玻璃液最适宜于成型,由于成型方法不同,初始的成型粘度也不尽相同,即使成型方法相同,因单位时间产量不同或相同产品规格不一,成型时对玻璃液的粘度也有不同的要求。 适用于玻璃成型操作的粘度—温度范围称为成型温度范围(成型操作范围),包括从粘度为103~106.6Pa•s的软化温度范围。
,包括从粘度为103~106.6Pa•s的软化温度范围。")
5
2.固化速度(ΔT/Δt) 玻璃液的固化速度曲线是确定成型制度的主要依据,它表示在单位时间内玻璃液的冷却速度。 固化速度与玻璃的组成关系密切,料性长的玻璃固化速度较慢,可延长成型操作时间,适宜于生产形状复杂的制品,成型操作范围较宽。当需加速成型速度、提高生产能力时,希望制品能尽快的固化,以避免变形,此时可通过改变玻璃组成使料性变短。

6
3.硬化速度(Δη/Δt) 玻璃粘度与时间的关系称为玻璃的硬化速度。 Δη/Δt的值决定了不同规格制品的硬化速度,可通过调节玻璃组成和周围冷却介质来获得所需制品的硬化速度。 4.表面张力 在成型过程中,Δη/ΔT值决定了玻璃的成型温度范围,ΔT/Δt决定了玻璃成型中各个操作工序的延续时间,Δη/Δt则决定了玻璃的成型速度、冷却介质与冷却温度。

7
要求:玻璃液有良好的流动性,在外力作用下易于成型,有一定的冷却速度,不产生析晶和缺陷。 一般玻璃液的成型粘度范围为102~106Pa•s。
二、成 型 制 度 1. 成型温度范围即工作粘度范围 要求:玻璃液有良好的流动性,在外力作用下易于成型,有一定的冷却速度,不产生析晶和缺陷。 一般玻璃液的成型粘度范围为102~106Pa•s。 成型开始所需粘度于成型方法、玻璃的颜色和配方、制品的造型和质量有关。成型开始的粘度大致101.5~104Pa•s,灯泡玻璃约101.5Pa•s,平板玻璃102.5~103Pa•s,压制玻璃为103~104Pa•s。 成型终了粘度105~107Pa•s。 玻璃工艺学

8
对于平板玻璃的生产,其熔制速度快、生产率高,要求玻璃料的料性短、硬化速度较快,以利于高速成型。
2. 各阶段持续的时间 根据△η/△T确定,比如浮法成型中抛光区长短的确定。 3. 冷却介质或成型模具的温度 玻璃工艺学

9
三、成 型 方 法 玻璃的成型主要有:吹制法(空心玻璃瓶)、压制法(烟灰缸)、压延法(压花玻璃)、拉制成型:如玻璃管的拉制,有水平拉制(如丹纳法用于日光灯、霓虹灯等薄壁玻璃管的生产)和垂直引上法(用于生产厚壁管)、离心法、浇铸法、浮法等。
、压制法(烟灰缸)、压延法(压花玻璃)、拉制成型:如玻璃管的拉制,有水平拉制(如丹纳法用于日光灯、霓虹灯等薄壁玻璃管的生产)和垂直引上法(用于生产厚壁管)、离心法、浇铸法、浮法等。")
10
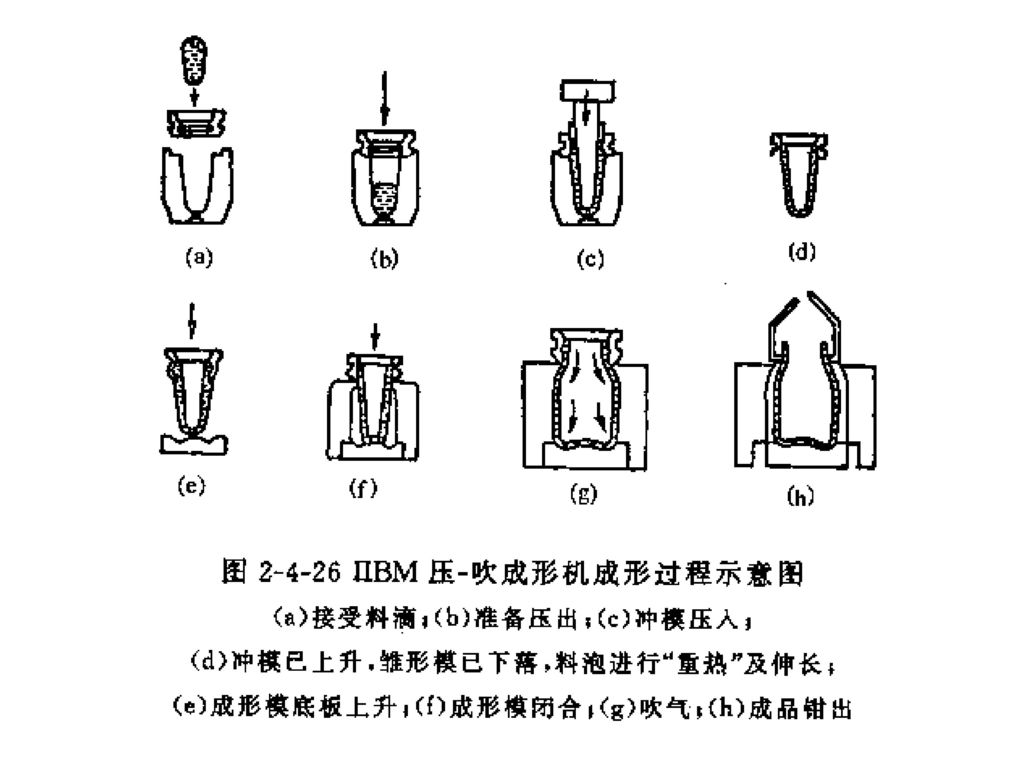
第二节 吹制成型(blow process)
人工吹制和机械吹制 人工吹制:产量低、强度大; 机械吹制:由供料机将一定形状和质量的料滴,有规律的滴入雏形模中,如林取自动制瓶机及行列式制瓶机。 玻璃工艺学

11
图1 林取10型制瓶机成形过程示意图 1-接受料滴 真空吸口及补气 倒吹气 雏形模翻转 5-雏形模微开进行更热 移入成形模 料泡在成形模中 8-吹气成形 9-成品钳出

13
第三节 拉制成形(drawing process)
成形各种板材和管材。 一、平板玻璃的垂直拉制法 有槽法、无槽垂直引上法、对辊法 玻璃平整度较差,波筋、条纹等缺陷难以避免。 二、玻璃管的拉制 分水平拉制和垂直引上(引下) 水平拉制一般采用丹纳法,此法可拉制外径2~70mm的玻管,主要用于生产按碚瓶、日光灯、霓虹灯等的薄壁玻璃管
 水平拉制一般采用丹纳法,此法可拉制外径2~70mm的玻管,主要用于生产按碚瓶、日光灯、霓虹灯等的薄壁玻璃管.")
14
图3 丹纳拉管法示意图 玻璃液从池窑工作部经流槽流出,由闸板控制流量,流出的玻璃液呈带状落绕在耐火材料制成的旋转管上。旋转管上端直径大,下端直径小,以一定的倾斜角安装在机头上,由中心钢管连续输入空气。在不停的旋转下,玻璃液从上端流到下端形成管根,管根被拉成玻璃管,经石棉辊道引入拉管机中,拉管机的上下两组环链夹持玻璃管,使之连续拉出,并按一定长度截断。

15
第四节 平板玻璃的成型(重点) 玻璃具有广泛的用途,其中平板玻璃产量最大,占据了突出的地位。
第四节 平板玻璃的成型(重点) 玻璃具有广泛的用途,其中平板玻璃产量最大,占据了突出的地位。 机制平板玻璃的制造方法基本有两种:窗玻璃法和压延、磨光玻璃法——传统工艺。其中窗玻璃法:包括有槽法、无槽法、平拉法和旭法;压延和磨光玻璃法是指玻璃液经钢辊(上下两个)滚压成型、退火的玻璃。 浮法成型——PB法 玻璃工艺学
 玻璃具有广泛的用途,其中平板玻璃产量最大,占据了突出的地位。 机制平板玻璃的制造方法基本有两种:窗玻璃法和压延、磨光玻璃法——传统工艺。其中窗玻璃法:包括有槽法、无槽法、平拉法和旭法;压延和磨光玻璃法是指玻璃液经钢辊(上下两个)滚压成型、退火的玻璃。 浮法成型——PB法. 玻璃工艺学.")
16
图4 垂直引上法生产平板玻璃示意图

17
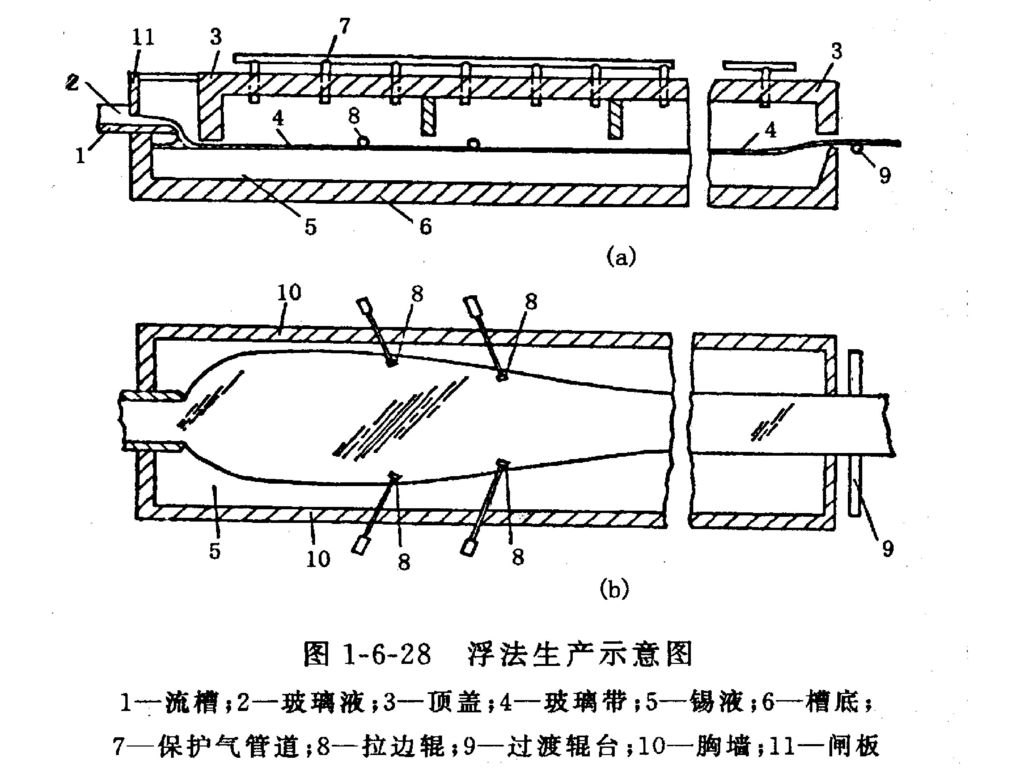
浮法成型:英国皮尔金顿公司研制,1959年投产。
一、生产原理 玻璃液漂浮在比它重的金属液表面上,在表面张力作用下使玻璃具有光洁平整的表面,冷却硬化过程中保持从而获得平板玻璃的生产方法。 玻璃工艺学

18
温度在1100℃时,玻璃液经溢流口→流槽流到锡液表面上,在重力及表面张力作用下,玻璃液被摊成玻璃带,向锡槽尾部拉引,经抛光、拉薄、强化、冷却后被引上过渡辊台,辊台辊子转动,把玻璃带拉出锡槽进入退火窑。

20
2. 浮法玻璃的自身抛光(玻璃在锡液面上的抛光时间);
二、浮法生产对工艺的要求 1. 浮抛介质的选择; 2. 浮法玻璃的自身抛光(玻璃在锡液面上的抛光时间); 3. 玻璃厚度的控制(玻璃的拉薄) 玻璃工艺学
; 3. 玻璃厚度的控制(玻璃的拉薄) 玻璃工艺学.")
21
(一)浮抛介质的选择:用作玻璃液的浮抛金属液的要求
①T=1050℃下,密度大于玻璃的密度,以保证玻璃能漂浮在金属液上。 ②金属熔点低于600℃,沸点高于1050℃,1000℃左右蒸汽压应尽可能低(<13.33Pa),即玻璃带离开浮抛窑时,金属呈液态,且高温挥发少。 玻璃工艺学
,即玻璃带离开浮抛窑时,金属呈液态,且高温挥发少。 玻璃工艺学.")
22
(一)浮抛介质的选择: ③1000℃左右,不于玻璃液发生化学反应。
满足以上要求的金属有镓、铟、锡三种,其中锡最便宜,无毒。锡的T熔=232℃,T沸=2270℃,ρ常=7300Kg/m3,蒸汽压小(1027℃, Pa),纯净的锡液不污染玻璃,且不润湿玻璃。对锡的纯度要求>99.9%。 玻璃工艺学
,纯净的锡液不污染玻璃,且不润湿玻璃。对锡的纯度要求>99.9%。 玻璃工艺学.")
23
(二 )浮法玻璃的自身抛光 高温玻璃液在σ作用下,使具有光洁平整的表面,在η=102.7~103.2Pa·s范围内σ的抛光作用能得到充分发挥,玻璃液与锡不反应,互不侵润,是玻璃自身抛光的先决条件。为保证抛光质量,抛光区温度应严格分布均匀,要有足够的时间,一般1min左右。抛光时间的计算见书153页。 玻璃工艺学

24
如何控制玻璃厚度是浮法生产平板玻璃的关键。 了解两个:平衡厚度、表面张力的增厚作用
(三)玻璃厚度的控制 如何控制玻璃厚度是浮法生产平板玻璃的关键。 了解两个:平衡厚度、表面张力的增厚作用 玻璃工艺学
玻璃厚度的控制. 如何控制玻璃厚度是浮法生产平板玻璃的关键。 了解两个:平衡厚度、表面张力的增厚作用. 玻璃工艺学.")
25
问题:生产厚度>6mm的玻璃或生产厚度<6mm玻璃?
1. 浮法玻璃的平衡厚度 浮法玻璃的自由(平衡)厚度:浮在锡液面上的玻璃液在不受到任何外力作用时所显示的厚度。(通过估算与实测H=7mm;在有拉边辊的拉引力作用下,厚度约为5.7~6.3mm ),见书152页图2-3-11。 问题:生产厚度>6mm的玻璃或生产厚度<6mm玻璃? 玻璃工艺学
厚度:浮在锡液面上的玻璃液在不受到任何外力作用时所显示的厚度。(通过估算与实测H=7mm;在有拉边辊的拉引力作用下,厚度约为5.7~6.3mm ),见书152页图2-3-11。 问题:生产厚度>6mm的玻璃或生产厚度<6mm玻璃? 玻璃工艺学.")
26
生产厚度>6mm的玻璃较易,主要是限制玻璃带的自由变宽,可在锡槽摊平抛光区设置石质挡边器来控制宽度,同时加大玻璃液供给量,并调整拉引速度,就可生产6~30mm厚的玻璃;
玻璃工艺学

27
生产厚度<6mm玻璃比较困难。原因是:①玻璃横断面受力不够,玻璃带与锡液间摩擦力小,玻璃带断面受力小于克服玻璃内摩擦力所需的力; ②表面张力的增厚作用。
玻璃工艺学

28
2. 表面张力的增厚作用。在高温下,玻璃的粘度小(约103Pa·s ),表面张力充分发挥作用。浮在锡液上的玻璃带,横向没有约束力,当纵向拉力增加时,宽度缩小(甚至拉断),而厚度改变不大。即使利用拉边器暂时保持宽度,玻璃带短期被拉薄,随后又会在表面张力的作用下,缩小宽度,厚度又回到平衡厚度。 玻璃工艺学

29
降低温度使粘度增至105Pa·s,而σ增加较小,巨大的粘滞力使表面张力难以发挥作用。相对来说,σ的增厚作用大大减弱,为玻璃拉薄创造条件。
控制措施: ①玻璃在摊平抛光后,充分的降低温度。 降低温度使粘度增至105Pa·s,而σ增加较小,巨大的粘滞力使表面张力难以发挥作用。相对来说,σ的增厚作用大大减弱,为玻璃拉薄创造条件。 ②设置拉边辊。 采用石墨或不与玻璃液粘接的金属材料制成。设置在降温区850~700℃(η=105.9~107.4Pa·s),成对对称的布置在玻璃带两侧。 玻璃工艺学
,成对对称的布置在玻璃带两侧。 玻璃工艺学.")
30
拉薄玻璃,必须在玻璃带的850~700℃处设置拉边器。拉边器的头部有齿条,可压入玻璃带,以一定的速度自转。
3. 玻璃拉薄 拉薄玻璃,必须在玻璃带的850~700℃处设置拉边器。拉边器的头部有齿条,可压入玻璃带,以一定的速度自转。 ①拉边辊线速度<拉引辊的拉引速度,通过调整速度差,使两辊间玻璃带横断面受到预定拉力,好像玻璃带固定在拉边辊上,而由拉引辊施加拉力。 玻璃工艺学

31
②拉边辊的对数与厚度有关,如板厚为5mm、3mm、2. 5mm,相应的拉边辊对数为1对、4对、5对。如拉引3mm厚玻璃,第一对拉边辊速度0
②拉边辊的对数与厚度有关,如板厚为5mm、3mm、2.5mm,相应的拉边辊对数为1对、4对、5对。如拉引3mm厚玻璃,第一对拉边辊速度0.085m/s,最后一对0.17m/s。 ③设置拉边辊后,厚度与拉引速度有一定对应关系,玻璃越薄,拉引速度越大。

32
三、浮法成型的工艺制度(玻璃的拉薄方式) 1. 高温拉薄法: 2. 低温拉薄法:可以拉制更薄的玻璃
①强冷重热拉薄法: 摊平抛光区:1050~900℃,η=103Pa·s,约2min 强冷区:降至900~700℃,若生产<6mm,强冷至800℃再缓冷到700℃,设置拉边辊,加大拉引力,η=106~107Pa·s 重热区:700~800℃,η=104.65~105.35Pa·s 硬化区:降温至600~650℃,增大粘度,使玻璃保持原状,拉出锡槽,进入退火窑 玻璃工艺学

33
硬化区:降温至600~650℃, η=105.75Pa·s ~1010Pa·s,粘度增大,使玻璃保持原状,拉出锡槽,进入退火窑
②徐冷拉薄法 摊平抛光区:1050~900℃,η=102.7~103.2Pa·s,约2min 徐冷区:降至850℃,η=104.25Pa·s 拉薄区:降至700℃ ,η=104.25Pa·s ~105.75Pa·s 硬化区:降温至600~650℃, η=105.75Pa·s ~1010Pa·s,粘度增大,使玻璃保持原状,拉出锡槽,进入退火窑

34
四、锡液的污染及其对玻璃质量的影响 1. 锡液的污染 主要是锡液中O、S生成SnO、SnO2或SnS、SnS2,导致玻璃缺陷。
2. 对玻璃质量的影响 SnO、SnO2使玻璃表面产生“雾点”粘锡(玻璃降温时熔解氧);SnS、SnS2固态浮在锡面上划伤玻璃,SnS、SnS2易挥发,冷凝时落在尚没硬化的玻璃表面上,形成坑点,引起“光畸变点”。 3. 防止措施: ①通入保护气体,还原性惰性气体,防止锡的氧化。一般常用N2加适量H2,比例见书156页。 ②锡液中加入保护物质:活泼元素,优先于O反应生成浮渣,然后除去,如Na、Li、Mg、Cu、Zn等。 玻璃工艺学
;SnS、SnS2固态浮在锡面上划伤玻璃,SnS、SnS2易挥发,冷凝时落在尚没硬化的玻璃表面上,形成坑点,引起 光畸变点 。 3. 防止措施: ①通入保护气体,还原性惰性气体,防止锡的氧化。一般常用N2加适量H2,比例见书156页。 ②锡液中加入保护物质:活泼元素,优先于O反应生成浮渣,然后除去,如Na、Li、Mg、Cu、Zn等。 玻璃工艺学.")
35
1. 满足快速成型的配合料。料性短,硬化速度快,所以一般采用高钙低碱成分。
五、浮法玻璃成分 1. 满足快速成型的配合料。料性短,硬化速度快,所以一般采用高钙低碱成分。 2. 采用还原气氛。为防止还原反应,配合料成分中不能含有Pb、As、Sb、Cu等易被还原的元素。 3. 为防止Sn污染,玻璃中SO2、SO3严格控制,芒硝不能用太多,芒硝引入Na2O<0.5% 4.成分中Al2O3、Fe2O3含量应较低。 六、浮法生产的优点 玻璃工艺学

36
各种成型法比较 浮法 有槽 无槽 平拉 玻璃厚度(mm) 1.7~30 0.4~2 0.4~20 0.6~30 宽度(m) 5.6 4.5
2.5~4 质量 好 差 接近浮法 近于无槽 产量 大 多台引上机 高于有槽 成分 高钙低碱 低钙高镁 特点 缺陷多 操作工艺难度大 玻璃工艺学

37
作 业: 1. 解释浮法成型及锡液在玻璃浮法成型过程中的作用。 2. 解释平衡厚度、浮法玻璃难以拉薄的原因及采取的相应措施。

Similar presentations
 上虞春晖中学数学组欢迎你! 1 本课件制作于 2004.3 §10.5 等可能事件 的概率 ( 二 )>")
 装配 后调整检测.>")



与干燥.>")













