Download presentation
Presentation is loading. Please wait.

1
機械製造報告 表面硬化 指導老師:朱力民老師 車輛三甲 蔡東霖 4A215010 劉昀聖 4A215068 邱嘉信 4A215101

2
滲碳 現代社會對於環保意識已經開始重視,所以在硬化處理技術方面,減低能源的消耗也成了 必然的趨勢。以傳統的滲碳技術來說,有分為以下幾種不一樣的方法: 「氣體滲碳」 「離子滲碳」 「真空滲碳」

3
表面硬化處理法 火焰硬化法---適用中、高碳鋼 感應電熱硬化法---適用中、高碳鋼 滲碳硬化法---適用不能淬火硬化之低碳鋼
氮化法---用於含Al、Cr、 Mo等合金鋼 滲碳氮化法---適用不能淬火硬化之低碳鋼 鍍層硬化法 珠擊法

4
氣體滲碳 「氣體滲碳」的方式在於利用碳化氫系列的氣體,加熱至 900℃來進行化學反應之後生成 碳,之後擴散進去鋼材內部,而滲碳氣體是使用碳化氫系 (CH4、C3H8、C4H10) 氣體為主原料, 然後添加如 H2、CO、CO2、H2O、N2 等氣體,形成所謂的搬運氣體 ,但此等氣體因為滲碳性較弱,其中在混入一些強滲碳性氣體 CH4、C3H8 等,組合成滲碳性的爐內氣氛 。
 氣體為主原料, 然後添加如 H2、CO、CO2、H2O、N2 等氣體,形成所謂的搬運氣體 ,但此等氣體因為滲碳性較弱,其中在混入一些強滲碳性氣體 CH4、C3H8 等,組合成滲碳性的爐內氣氛 。")
5
離子滲碳 「離子滲碳」則是利用 Plasma 在真空中把滲碳氣體打成電漿離子態,之後使用正負極的形式,使碳離子吸附在金屬表面,之後滲碳,其 工作溫度為 ℃。這個方法不僅有真空 滲碳的好處,也可以減少反應氣體,只需要利 用電漿把滲碳氣體打成離子態,在進行滲碳, 不僅快速,且可以減少汙染。

6
真空滲碳 「真空滲碳」為在真空爐中抽真空至粗真空再加熱至 ℃,之後導入滲碳性氣體進 行滲碳,在真空當中高溫加熱,沃斯田鐵會比一般滲碳溫度更加活性化,而少了氧之後可以減 少表面氧化,碳更容易滲透進入。

7
碳化鉻不形成,抗蝕能力不變或者上升,熱處理時間長。
傳統滲碳與低溫滲碳比較 熱處理溫度 優缺點 高溫滲碳 950℃ 碳化鉻形成,抗蝕降低,耐磨耗上升 低溫滲碳 500℃ 碳化鉻不形成,抗蝕能力不變或者上升,熱處理時間長。

8
火焰加熱硬化法 目的及適用材料 火焰加熱硬化法目的在使材料的表層受熱並急冷硬化,材料內部受熱的影響頗微故仍維持原有之性質。本法適用的碳鋼材料以中碳鋼為主,因中碳鋼是不會殘留沃斯田鐵的熱處理用鋼。

9
原理及操作方法 將要硬化的部分以氧乙炔(C2H2+O2) 之火焰急速加熱,使受熱之表面層成為沃斯田鐵時,再噴水淬火使表面硬化。適用本法之鋼材為含碳量在0.35%~0.70%間之碳鋼及低合金鋼。
 之火焰急速加熱,使受熱之表面層成為沃斯田鐵時,再噴水淬火使表面硬化。適用本法之鋼材為含碳量在0.35%~0.70%間之碳鋼及低合金鋼。")
11
優缺點 優點為設備簡單、成本低廉、速度快且所需的技術能力不須太高 缺點為火焰大小、強度及移動速度難以控制,所以,硬化層亦較不均勻

12
高週波硬化法 本法係採用高週波感應電流進行加熱處理,故可稱為高週波淬火法或感應電熱硬化法。

13
原理及操作方法 將含碳量0.35~0.5%的中碳鋼材料放入通有高週波交流電的感應線圈內,一段時間之後,材料將因電磁感應作用產生感應電流。
並因電流之作用產生急速加熱現象。若高週波的頻率愈高,則材料表面的感應電流將使材料表面更快速的加熱,當達到一定溫度後,迅由淬火媒液入口加壓並由孔口噴出冷卻液於材料表面,冷卻後達到表面硬化效果。常用的頻率一般於10~200kHz 之間。

14
優缺點 優點為加熱時間比火焰硬化法更短、加熱溫度可由電流大小來控制、淬火後的變形不大、硬化層深度較均勻、適合大面積材料或大量的淬火處理等。
缺點為設備昂貴,成本較高。

15
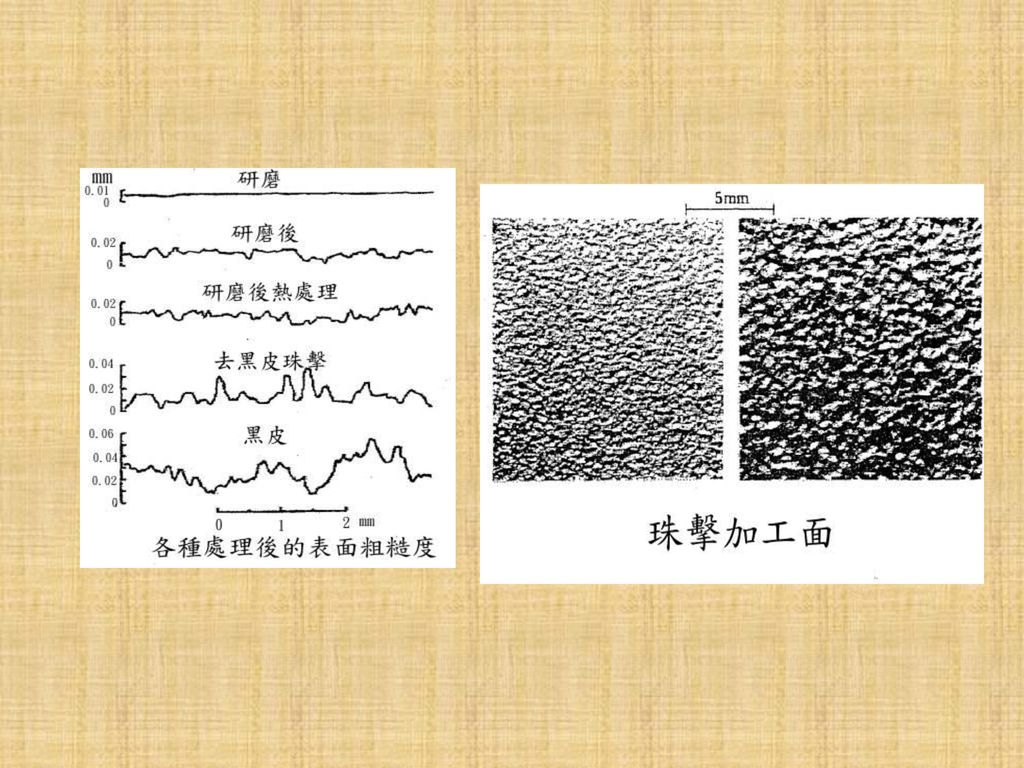
珠擊法 珠擊法是利用一陣多如雨點和高速進行的小鋼珠密集的打在工作物的表面,並在金屬表面上建立起一層內在的壓應力,以增加對疲勞的抵抗,其中,鋼珠的噴出可以高壓空氣的噴流,或機械式的旋轉離心力為之。珠擊法除了可增加表面的強度與硬度,消除局部的應力集中因素外,也可以使金屬表面產生粗獷的美感。但是必須注意的是:過度的珠擊反而會使金屬變脆。

16
珠擊加工 影響珠擊效果的加工條件非常之多,彈珠擊的加工基準以被加工面加工後的珠擊凹痕面積值與覆蓋值為最基本要因外,「珠粒材材質與珠粒材大小」、「珠擊時間」以及「珠擊速度」也非常重要。表面粗糙度以及加工層壓縮殘留應力、加工硬化為珠擊最主要效果,但此效果,不只是珠擊強度,就連被加工材的材質、尺寸、形狀、溫度、等…也都繪有所影響,因此每個物體的加工條件都是個別不同的。只要增加珠粒材的運動量,珠擊強度也增加,相對的會發生:1.表面粗糙度的增加、2.加工附近面的硬化、3.加工附近的殘留應力以及最大殘留應力深度的加大等變化。 影響珠擊效果的加工條件 珠擊條件:珠擊方式、珠擊時間、珠擊速度、珠擊量、珠擊密度珠擊角度、加工溫度、應力狀態、次數 珠粒:材質、比重、硬度、珠粒材大小、大小分佈 被加工材:材質、機械特性、尺寸、形狀、加工過程

18
珠擊法的應用 去除毛邊、毛頭、異物 去除鐵鏽 去除熱處理後的水垢 表面清潔 工藝品設計 印章 半導體、微粉對應型噴砂

19
氮化法 把含有 Al 或 Cr 的合金鋼,在有氨氣或含有氮氣的爐子中,長時間加熱到 500 ℃~550℃,使鋼的表面形成高硬度,具有耐蝕性的氮化合物的一種表面硬化法。方法是先將淬火、回火,具有強韌性後,施以氮化處理而形成硬化層,最後因為 不再實施淬火、回火,所以變形很小。氮化用鋼是指含有 Al、Cr、Mo、V 等元素的含碳和合金鋼,一般含碳量約 為 0.2%~0.5%。

20
氮化法方式 氣體氮化或軟氮化 將鋼料製成的零件,置於含氮的爐氣中,選定適當的氮化溫度、時間、氣體流量、氨氣濃度比率等,將使零件表面生成硬度甚高的表面相氮化鐵結構、氮碳鐵結構、氮化層深度,故以法所製成的鋼料零件,將足以應付機械工業所要求更高的耐磨耗、耐疲勞等特性。 滲硫氮化 以此法所得之零件除可得一般氣體氮化之特性外,其表層因具有硫化鐵層,而形成一固態潤滑薄膜,可降低零件作動時的磨擦係數、磨耗黏著性,再者,此法對不銹鋼而言,亦可先還原其鈍化皮膜,利於氮化的進行。 離子氮化 以N2和H2的混合氣體在低壓中,通以高壓直流電,而產生N+和H+與 e-所組成的電漿,利用高離子能的衝擊,將鋼料零件加熱同時進行氮化過程。處理後零件表面清淨度高;氮化表層無多孔質且緻密,故較其它氮化法耐疲勞;而零件局部防氮容易,不須另塗防氮劑;對於不銹鋼亦可施以低溫離子氮化,防止其耐蝕性的降低。

21
氮化法優點 1. 硬度可高達 Hv1000~Hv1200,耐磨性比滲碳成優 2. 表面殘留有壓縮應力,增加耐疲勞性 3

22
鍍鉻硬化 ,金屬鉻在空氣中極易鈍化,表面形成 一層極薄的鈍化膜,從而顯示出金屬的 性質。鍍鉻層具有很高的硬度,根據鍍
鉻是一種微帶藍色的銀白色金屬 ,金屬鉻在空氣中極易鈍化,表面形成 一層極薄的鈍化膜,從而顯示出金屬的 性質。鍍鉻層具有很高的硬度,根據鍍 液成分和工藝條件不同,其硬度可在很 大範圍400~1200HV內變化。鍍鉻層有較好的耐熱性,在500℃以下加其光澤性、硬度均無明顯變化,溫度大於500℃開始氧化變色大於700硬度開始降低。鍍鉻層的摩擦係數小,在所有的金屬中是最低的。所以鍍鉻層具有很好的耐磨性。

23
鍍鉻的應用 汽車工業 日常金屬用品 工業零件 裝飾品 機械產業

24
The End

Similar presentations


 二、一維自由落體運動的特性 範例 1 自由落體( v 0 =0 ) 範例 2 自由落體的函數圖 範例 3 鉛直上拋 範例 4 自由落體運動公式.>")





(304)、銅:零件加工>")




 你今日背咗未?.>")
 Q. 我們可按多少種原則來把元素分類? 1. 室溫時的物態 2. 導電性>")





