Download presentation
Presentation is loading. Please wait.

1
第十二章 工序(过程)能力分析 §12.1 基本概念 §12.2 工序能力指数的计算 §12.3 工序能力的评价与处置
第十二章 工序(过程)能力分析 §12.1 基本概念 §12.2 工序能力指数的计算 §12.3 工序能力的评价与处置 §12.4 工序能力调查
能力分析. §12.1 基本概念. §12.2 工序能力指数的计算. §12.3 工序能力的评价与处置. §12.4 工序能力调查.")
2
§12.1 基本概念 在产品制造过程中,工序是保证产品质量的最基本环 节。 所谓工序能力分析,就是考虑 工序的设备、工艺、
人的操作、材料、测量工具与方法以及环境对工序质量 指标要求的适合 程度。工序能力分析是质量管理的一项 重要的技术基础工作。它有助于掌握各道工序的质量保 证 能力,为产品设计、工艺、工装设计、设备的维修、 调整、更新、改造提供必要的资料和依据。 一 工序能力 二 工序能力指数

3
一 工序能力 1 概念:所谓工序能力,是指处于稳定、标准状态下,工序的实际加工能力。
一 工序能力 1 概念:所谓工序能力,是指处于稳定、标准状态下,工序的实际加工能力。 ●工序处于稳定状态,是指工序的分布状态不随时间的变化而变化,或称工序处于 受控状态 ; ● 工序处于标准状态,是指设备、材料、工艺、环境、测量均处于标准作业条件, 人员的操作 也是正确的。 ●工序的实际加工能力是指工序质量特性的分散(或波动)有多大。加工能力强或弱 的区分关键是质量特性的分布范围大小,或集中程度。由于均方差σ是描述随机 变量分散的数字特征 ,而且,当产品质量特性服从正态分布N(μ,σ2)时,以 3σ原则确定其分布范围(μ±3 σ),处于该范围外的产品仅占产品总数的0.27%, 因此,人们常以6σ描述工序的实际加工能力。实践证明:用这样的分散范围表 示工序能力既能保证产品的质量要求,又能具有较好的经济性。 2 表达式:B=6σ 或 B≈6S 3 影响因素: (1)人——与工序直接有关的操作人员、辅助人员的质量意识和操作技术水平; (2)设备——包括设备的精度、工装的精度及其合理性、刀具参数的合理性等; (3)材料——包括原材料、半成品、外协件的质量及其适用性; (4)工艺——包括工艺方法及规范、操作规程的合理性; (5)测具——测量方法及测量精度的适应性; (6)环境——生产环境及劳动条件的适应性。
有多大。加工能力强或弱. 的区分关键是质量特性的分布范围大小,或集中程度。由于均方差σ是描述随机. 变量分散的数字特征 ,而且,当产品质量特性服从正态分布N(μ,σ2)时,以. 3σ原则确定其分布范围(μ±3 σ),处于该范围外的产品仅占产品总数的0.27%, 因此,人们常以6σ描述工序的实际加工能力。实践证明:用这样的分散范围表. 示工序能力既能保证产品的质量要求,又能具有较好的经济性。 2 表达式:B=6σ 或 B≈6S. 3 影响因素: (1)人——与工序直接有关的操作人员、辅助人员的质量意识和操作技术水平; (2)设备——包括设备的精度、工装的精度及其合理性、刀具参数的合理性等; (3)材料——包括原材料、半成品、外协件的质量及其适用性; (4)工艺——包括工艺方法及规范、操作规程的合理性; (5)测具——测量方法及测量精度的适应性; (6)环境——生产环境及劳动条件的适应性。")
4
二 工序能力指数 1 概念:工序能力指数是衡量工序能力对产品规格要求满足程 度的数量值,记为Cp。通常以规格范围T与工序能力B的比
二 工序能力指数 1 概念:工序能力指数是衡量工序能力对产品规格要求满足程 度的数量值,记为Cp。通常以规格范围T与工序能力B的比 值来表示。即: T=规格上限TU - 规格下限TL。 2 工序能力与工序能力指数的区别:工序能力是工序具有的实 际加工能力,而工序能力指数是指工序能力对规格要求满足 的程 度,这是两个完全不同的概念。工序能力强并不等于 对规格要求的满足程度高,相反,工序 能力弱并不等于对 规格要求的满足程度低。当质量特性服从正态分布,而且其 分布中心 与规格中心Tm重合时,一定的工序能力指数 将与一定的不合格品率相对应。因此,工 序能力指数越大, 说明工序能力的贮备越充足,质量保证能力越强,潜力越大, 不合格品率 越低。但这并不意味着加工精度和技术水平越高。

5
§12.2 工序能力指数的计算 一 计量值 1 双侧规格界限 (1)无偏 (2)有偏 2 单侧规格界限 (1)仅给出规格上限TU
(2)仅给出规格上限TL 二 记数值 1 记件值 2 记点值
仅给出规格上限TL. 二 记数值. 1 记件值. 2 记点值.")
6
1计量值双侧规格界限 双侧规格界限是指既具有规格上限(TU)要求,又有规格下限(TL)要求的情况
(1)无偏——规格中心Tm与分布中心 重合 ●计算公式: ●工序不合格品率p 的估计: ①直接根据规格上、下限TU、TL 以及工序分布的数字特征,估 计 和S 进行计算 ②根据工序能力指数Cp计算。 由式: 因此有 ●例1 T f(x) σ P1 P2 Tm μ TL TU
无偏——规格中心Tm与分布中心 重合. ●计算公式: ●工序不合格品率p 的估计: ①直接根据规格上、下限TU、TL. 以及工序分布的数字特征,估. 计 和S 进行计算. ②根据工序能力指数Cp计算。 由式: 因此有. ●例1. T. f(x) σ. P1. P2. Tm. μ. TL. TU.")
7
例1 根据某工序加工零件的测试数据计算得出, =6.5,S=0.0055,规格要求为 。 试求该工序的工序能力指数及不良品率。 解:∵
∴

8
计量值—双侧规格界限 (2)有偏——规格中心Tm与分布 中心 不重合 绝对偏移量 : (图中曲线1) 偏移系数 : 工序能力指数: 或:
中心 不重合 T ●计算公式: 绝对偏移量 : (图中曲线1) 偏移系数 : 工序能力指数: 或: 当k≥1,即e≥T/2时, 规定Cpk=0 (图中,曲线2) ●不合格品率估计: ① ②采用“用Cp和k值估计不合格品率” ●例2 f(x) e 1 2 P2 P1 x TL Tm μ TU e 有偏时工序能力指数与不合格品率
 偏移系数 : 工序能力指数: 或: 当k≥1,即e≥T/2时, 规定Cpk=0 (图中,曲线2) ●不合格品率估计: ①. ②采用 用Cp和k值估计不合格品率 ●例2. f(x) e P2. P1. x. TL. Tm. μ. TU. e. 有偏时工序能力指数与不合格品率.")
9
例2 测试一批零件外径尺寸的平均值 =19.0101,S=0.0143,规格要求为 ,试计算工序能力指数并估计不合格品率。 解:由题意:
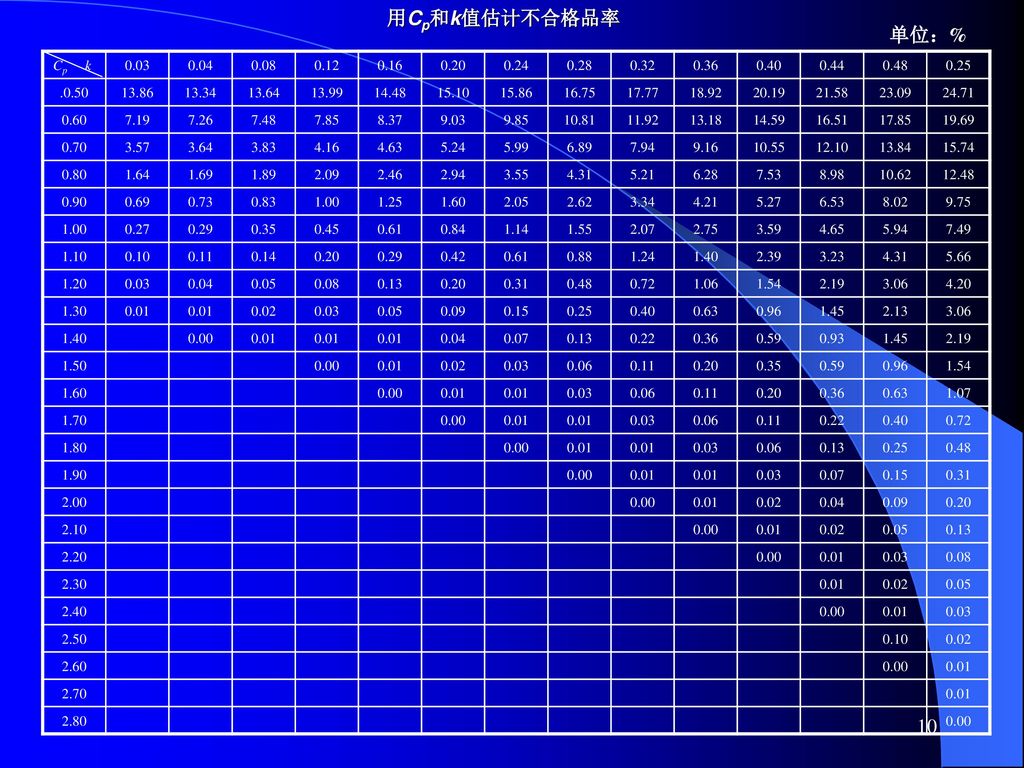
计算Cpk 或由Cp=0.816,k=0.145查表得不良品率估计约为2.1%~2.3%

10
用Cp和k值估计不合格品率 单位:% Cp k 0.03 0.04 0.08 0.12 0.16 0.20 0.24 0.28 0.32
0.36 0.40 0.44 0.48 0.25 .0.50 13.86 13.34 13.64 13.99 14.48 15.10 15.86 16.75 17.77 18.92 20.19 21.58 23.09 24.71 0.60 7.19 7.26 7.48 7.85 8.37 9.03 9.85 10.81 11.92 13.18 14.59 16.51 17.85 19.69 0.70 3.57 3.64 3.83 4.16 4.63 5.24 5.99 6.89 7.94 9.16 10.55 12.10 13.84 15.74 0.80 1.64 1.69 1.89 2.09 2.46 2.94 3.55 4.31 5.21 6.28 7.53 8.98 10.62 12.48 0.90 0.69 0.73 0.83 1.00 1.25 1.60 2.05 2.62 3.34 4.21 5.27 6.53 8.02 9.75 0.27 0.29 0.35 0.45 0.61 0.84 1.14 1.55 2.07 2.75 3.59 4.65 5.94 7.49 1.10 0.10 0.11 0.14 0.42 0.88 1.24 1.40 2.39 3.23 5.66 1.20 0.05 0.13 0.31 0.72 1.06 1.54 2.19 3.06 4.20 1.30 0.01 0.02 0.09 0.15 0.63 0.96 1.45 2.13 0.00 0.07 0.22 0.59 0.93 1.50 0.06 1.07 1.70 1.80 1.90 2.00 2.10 2.20 2.30 2.40 2.50 2.60 2.70 2.80
11
2计量值—单侧规格界限 ●计算公式: 当TU≤ 时,p≥50%,则规定Cp=0 (1)仅给出规格上限TU
●不合格品率估计: ●例 某零件质量要求加工后不得大于71g,测试部分数 据后得 =70.2g,S=0.24g,试计算工序能力指数 Cp及不合格品率p。 解: f(x) σ μ x TU
 σ. μ. x. TU.")
12
计量值—单侧规格界限 ●计算公式: 当 TL≥ 时,p≤50%,则规定Cp=0 (2)仅给出规格下限TL
●不合格率估计: ●例3 要求零件淬火后的硬度≥HRC71,实测数据后计算 得 =HRC73;S=1,试计算工序能力指数Cp及不 良品率p。 解: f(x) μ-TL σ μ x TL
 μ-TL. σ. μ. x. TL.")
13
计数值—计件值 ●计算公式 以不合格品率上限pU作为规格要求: (1)取k个样本,每个样本的样本容量分别为n1,n2,…,nk,每个样本中
的不合格品 数为d1,d2,…,dk。 (2)计算平均不合格品率及平均样本量 (3)计算工序能力指数Cp ●例1 某产品规格要求pU=0.1,现取5个样本,n1=n2=…=n5=100, 各样本 中不合格品数为:d1=7,d2=5,d3=6,d4=2,d5=4,求工序能力指 数Cp。 解:
计算平均不合格品率及平均样本量. (3)计算工序能力指数Cp. ●例1 某产品规格要求pU=0.1,现取5个样本,n1=n2=…=n5=100, 各样本. 中不合格品数为:d1=7,d2=5,d3=6,d4=2,d5=4,求工序能力指. 数Cp。 解:")
14
计数值—计点值 很小时的样本中不合格品数上限CU (1)取k个样本,每个样本的样本容量分别为n1,n2,…,nk,
●计算公式 规格要求是单位产品平均缺陷(或疵点数)上限或不合格品率 很小时的样本中不合格品数上限CU (1)取k个样本,每个样本的样本容量分别为n1,n2,…,nk, 每个样本的疵点数(或不 合格品数)为C1,C2,…,Ck。 (2)计算平均疵点数(或平均不合格品数) (3 )计算工序能力指数Cp ●例2:设某产品规格要求单位产品平均缺陷上限CU=2,取容量为10的样 本5个,各样本中产品的缺陷数分别为C1=7;C2=5;C3=6;C4 =2; C5=4,求工序能力指数Cp。 解:
上限或不合格品率. 很小时的样本中不合格品数上限CU. (1)取k个样本,每个样本的样本容量分别为n1,n2,…,nk, 每个样本的疵点数(或不 合格品数)为C1,C2,…,Ck。 (2)计算平均疵点数(或平均不合格品数) (3 )计算工序能力指数Cp. ●例2:设某产品规格要求单位产品平均缺陷上限CU=2,取容量为10的样. 本5个,各样本中产品的缺陷数分别为C1=7;C2=5;C3=6;C4. =2; C5=4,求工序能力指数Cp。 解:")
15
§ 12.3 工序能力的评价与处置 工序能力指数Cp客观地、定量地反映了工序能力对规 格要求的适应程度,因此它是工序能 力评价的基础。
根据工序能力指数的大小一般可将加工分为五类: 1 Cp>1.67 特级加工 2 1.67≥Cp>1.33 一级加工 3 1.33≥ Cp>1 二级加工 4 1≥Cp>0.67 三级加工 5 Cp≤0.67 四级加工

16
1 Cp>1.67 特级加工 重合时,T>10S,不合格品率p<0.00006%。(见图)
●当质量特性服从正态分布,且分布中心 与规格中心Tm 重合时,T>10S,不合格品率p< %。(见图) ●工序能力过分充裕,有很大的贮备。这意味 着粗活细作 或用一般工艺方法可以加工的产品,采用了特别精密的 工艺、设备或高级操作工人进行加工。这势必影响了生 产效率,提高了产品成本。 ●措施: (1)合理,经济地降低工序能力。如改用低精度的设备、 工艺、技术和原材料;放宽检验或放宽管理 (2)在保证产品质量和提高经济效益的前提下更改设计, 加严规格要求; (3)合并或减少工序也是常用的方法之一。
 ●工序能力过分充裕,有很大的贮备。这意味 着粗活细作. 或用一般工艺方法可以加工的产品,采用了特别精密的. 工艺、设备或高级操作工人进行加工。这势必影响了生. 产效率,提高了产品成本。 ●措施: (1)合理,经济地降低工序能力。如改用低精度的设备、 工艺、技术和原材料;放宽检验或放宽管理. (2)在保证产品质量和提高经济效益的前提下更改设计, 加严规格要求; (3)合并或减少工序也是常用的方法之一。")
17
2 1.67≥Cp>1.33 一级加工 0.00006%≤p<0.006%。(见图) 来说工序能力仍比较充裕,有一定贮备 。
●当 时,10S≥T>8S,不合格品率 %≤p<0.006%。(见图) ●对精密加工而言,工序能力适宜;对一般加工 来说工序能力仍比较充裕,有一定贮备 。 ●措施: (1)允许小的外来波动; (2)非关键工序可放宽检验; (3)工序控制的抽样间隔可适当放宽。
 ●对精密加工而言,工序能力适宜;对一般加工. 来说工序能力仍比较充裕,有一定贮备 。 ●措施: (1)允许小的外来波动; (2)非关键工序可放宽检验; (3)工序控制的抽样间隔可适当放宽。")
18
3 1.33≥ Cp>1 二级加工 0.006%≤p<0.27%。(见图) (1)对工序进行严格控制,使生产过程处 于良好 的稳定、
● 当 时,8S≥T>6S,不合格品率 0.006%≤p<0.27%。(见图) ●对一般加工而言,工序能力适宜。 ●措施: (1)对工序进行严格控制,使生产过程处 于良好 的稳定、 正常状态,并保证不降低工序的质量水平, (2)一旦发现工序有异常状态出现,立即采 取相应措施, 调整工艺过程,使之回到稳定、正常状态。 (3)检查不能放宽。
 ●对一般加工而言,工序能力适宜。 ●措施: (1)对工序进行严格控制,使生产过程处 于良好 的稳定、 正常状态,并保证不降低工序的质量水平, (2)一旦发现工序有异常状态出现,立即采 取相应措施, 调整工艺过程,使之回到稳定、正常状态。 (3)检查不能放宽。")
19
4 1≥Cp>0.67 三级加工 (1)要通过提高设备精度、改进工艺方法、提高操作技术 水平、改善原材料质量等措施提高工序能力。
●当 时,6S≥T>4S,不合格品率0.27%≤p<4.55%。 ●工序能力不足,不合格品率较高。(见图) ●措施: (1)要通过提高设备精度、改进工艺方法、提高操作技术 水平、改善原材料质量等措施提高工序能力。 (2)要加强检验,必要时实行全检。
 ●措施: (1)要通过提高设备精度、改进工艺方法、提高操作技术. 水平、改善原材料质量等措施提高工序能力。 (2)要加强检验,必要时实行全检。")
20
5 Cp≤0.67 四级加工 (1)必须立即分析原因,采取措施 ,提高工序能力; (2)为了保证产品的出厂质量,应通过全数检查;
●当 时,T≤4S,不合格品率p≥4.55%。(见图) ●工序能力严重不足,产品质量水平很低,不合格品率高。 ●措施: (1)必须立即分析原因,采取措施 ,提高工序能力; (2)为了保证产品的出厂质量,应通过全数检查; (3)若更改设计、放宽规格要求 不致影响产品质量或从 经济性考虑更为合理时,也可以用更改设计的方法 予以解决,但要慎重处理。
 ●工序能力严重不足,产品质量水平很低,不合格品率高。 ●措施: (1)必须立即分析原因,采取措施 ,提高工序能力; (2)为了保证产品的出厂质量,应通过全数检查; (3)若更改设计、放宽规格要求 不致影响产品质量或从. 经济性考虑更为合理时,也可以用更改设计的方法. 予以解决,但要慎重处理。")
21
T0=10σ f(x) 特级 特级 T1=8σ 1级 T2=6σ 1级 2级 2级 T3=4σ 3级 3级 4级 4级 μ Tm 加工分类
 特级 特级 T1=8σ 1级 T2=6σ 1级 2级 2级 T3=4σ 3级 3级 4级 4级 μ Tm 加工分类")
22
§ 12.4 工序能力调查 工序能力是保证和提高产品质量的重要因素,了解和掌握工序能力是控制产品质量的必要手 段。了解和掌握工序能力的活动称为工序能力调查。 一 工序能力调查程序 二 工序能力调查的应用

23
工序能力调查程序 明确调查目的 充分利用质量情报 选顶定调查对象(工序特性值) 检查工序标准条件 确定测试与抽样检查方法
明确必要性与目标、落实负责单位、完成期限、责任者、方法 制定调查计划 按调查计划规定作业,记录数据及其背景 收集数据 分析数据 作直方图、趋势图、控制图、并判定稳定性 不稳定状态 稳定状态 追查不稳定原因 工序能力分析 计算并分析Cp或Cpk 工序能力不足 工序能力过强 工序能力充分 追查原因 设法降低成本 简化检查方法,确认工序能力适宜时,进行工序控制 采取措施 修改标准 采取有效的管理措施

24
二 工序能力调查的应用 1工艺验证 工艺验证就是通过工艺实施,验证设计的可行性和合理性。
二 工序能力调查的应用 1工艺验证 工艺验证就是通过工艺实施,验证设计的可行性和合理性。 它是联系设计和制造的纽 带。在工艺验证中,通过工序能力调查,可 以达到: (1)选择既可实现设计质量、又可采用经济又合理的设备、工艺、原料 与技术; (2)确认适宜的工序能力,并确定与之相适应的工艺规程、技术标准、 作业指导书及管理对 象与方法等; (3)对设计的合理性进行验证,并提出修改设计的依据。 2工艺诊断 工序质量水平需要提高、生产过程不稳定以及工序质量水 平显著下降等场合,都必须进行工 序能力调查。它可为工艺诊断提供 可靠的资料和依据。 3技术经济分析 如对比不同加工过程的工序能力、质量水平和经济性; 从适宜的工序能力出发确定经济合理 的设备维修与保养标准;为技术 改造、设备更新提供经济合理的工序能力依据等。 4对比分析 用于设备鉴定、调试、工艺方法、操作方法对比以及技术 考核等。 5为工序控制、检查方式、产品说明书、质量体系等提供资料
选择既可实现设计质量、又可采用经济又合理的设备、工艺、原料. 与技术; (2)确认适宜的工序能力,并确定与之相适应的工艺规程、技术标准、 作业指导书及管理对 象与方法等; (3)对设计的合理性进行验证,并提出修改设计的依据。 2工艺诊断 工序质量水平需要提高、生产过程不稳定以及工序质量水. 平显著下降等场合,都必须进行工 序能力调查。它可为工艺诊断提供. 可靠的资料和依据。 3技术经济分析 如对比不同加工过程的工序能力、质量水平和经济性; 从适宜的工序能力出发确定经济合理 的设备维修与保养标准;为技术. 改造、设备更新提供经济合理的工序能力依据等。 4对比分析 用于设备鉴定、调试、工艺方法、操作方法对比以及技术. 考核等。 5为工序控制、检查方式、产品说明书、质量体系等提供资料")
Similar presentations
=0 变换为 x= (x), 然后建立迭代格式, 返回下一页 则称迭代格式 收敛, 否则称为发散 上一页.>")




 一、生平与教育背景 北京大学外国语学院英语系教授、博士生导师、著名翻 译家、英美文学专家赵萝蕤先生 1912 年 5 月 9 日出生于浙 江湖州,父亲为著名神学家、教育家、燕京大学神学院院 长赵紫宸。 1919 年起就读于景海女子师范学校。 1928.>")



 说课人 物理组 殷仁勇>")



 勞健保投保作業說明會>")





