项目七:铣床夹具设计 铣床夹具主要用于加工零件上的平面、凹槽、花键及各种成型面,是最常用的夹具之一。铣削加工时切削用量较大,且为断续切削,故切削力较大,冲击和振动也较严重,因此设计铣床夹具时,应注意工件的装夹刚性和夹具在工作台上的安装平稳性。
一、铣床夹具的类型 按铣削时的进给方式,可将铣床夹具分为直线进给式、圆周进给式和靠模进给式三种。 1.直线进给式铣床夹具 这类夹具安装在铣床工作台上,加工中随工作台按直线进给方式运动。
1一夹具体2对刀块3一浮动杠杆4一铰链螺钉5一活节螺栓6一螺母 7菱形销 8一支承板 9 圆柱销 10一压板 11一定位键 连杆铣槽夹具 1一夹具体2对刀块3一浮动杠杆4一铰链螺钉5一活节螺栓6一螺母 7菱形销 8一支承板 9 圆柱销 10一压板 11一定位键
2.圆周进给式铣床夹具 圆周进给铣床夹具多用在有回转工作台或回转鼓轮的铣床上,依靠回转台或鼓轮的旋转将工件顺序送入铣床的加工区域,以实现连续切削。在切削的同时,可在装卸区域装卸工件,使辅助时间与机动时间重合,因此它是一种高效率的铣床夹具。
1)沿圆周排列的工件应尽量紧凑,以减少铣刀的空行程和转台(或鼓轮)的尺寸。 设计圆周铣床夹具时应注意下列问题: 1)沿圆周排列的工件应尽量紧凑,以减少铣刀的空行程和转台(或鼓轮)的尺寸。 2)尺寸较大的夹具不宜制成整体式,可将定位、夹紧元件或装置直接安装在转台上。 3)夹紧用手柄、螺母等元件,最好沿转台外沿分布,以便操作。 4)应设计合适的工作节拍,以减轻工人的劳动强度,并注意安全。 圆周进给铣床夹具 1一拉杆2一定位销3一开口垫圈 4一挡销5一转台6一液压缸
3.靠模进给式铣床夹具 带有靠模的铣床夹具称为靠模铣床夹具,用于专用或通用铣床上加工各种非圆曲面。靠模的作用是使工件获得辅助运动。按照主进给运动的运动方式,靠模铣床夹具可分为直线进给和圆周进给两种。
1一工件 2铣刀 3一靠模 4一滚子 5一滚子滑座 6一铣刀滑座 直线进给式靠模铣床夹具 直线进给式靠棋铣夹具 1一工件 2铣刀 3一靠模 4一滚子 5一滚子滑座 6一铣刀滑座
1一工件 2一靠模 3一回转工作台 4--精座 5一滚子 6一铣刀 圆周进给式靠模铣床夹具 圆周进给式靠模铣夹具 1一工件 2一靠模 3一回转工作台 4--精座 5一滚子 6一铣刀
二、铣床夹具的设计要点 1.定位键 为了确定夹具与机床工作台的相对位置,在夹具体的底面上应设置定位键。使用时,用沉头螺钉固定在夹具体底面纵向槽的两端,通过定位键与铣床工作台上的T形槽配合,确定了夹具在机床上的正确位置。两定位键问的距离越大,定向精度越高。除定位之外,定位键还能承受部分切削扭矩,减轻夹具固定螺栓的负荷,增加夹具的稳定性。因此,铣平面夹具有时也装定位键。
定位键有矩形和圆形两种,常用的是矩形定位键,其结构尺寸已标准化,可参阅“夹具标准”(GB/T2206--91) 。 矩形定位键有两种结构型式:A型(图a)和B型(图b)。A型定位键的宽度,按统一尺寸B(h6或h8)制作,适用于夹具的定向精度要求不高的场合,B型定位键的侧面开有沟槽,沟槽的上部与夹具体的键槽配合,其宽度尺寸B按H7/h6或Js6/h6与键槽相配合。沟槽的下部宽度为B1,与铣床工作台的T形槽配合。因为T形槽公差为H8或H7,故B1一般按h8或h6制造。为了提高夹具的定位精度,在制造定位键时,B1应留有磨量0.5mm,以便与工作台T形槽修配。
在有些小型夹具中,可采用圆柱形定位键,这种定位键制造方便,但容易磨损,定位稳定性不如矩形定位键好,故应用不多。 定向精度要求高的铣床夹具,可不设置定位键,而在夹具体的侧面加工出一窄长平面作为夹具安装时的找正基面,通过找正获得较高的定向精度,如图所示的A面。 铣床夹具的找正基面
2.对刀元件 对刀元件是用来确定刀具与夹具定位元件的相对位置的元件。 常见的标准对刀块有:圆形对刀块,用于加工单一平面时对刀;方形对刀块,用于调整组合铣刀位置时对刀;直角对刀块,用于加工两相互垂直面或铣槽时对刀;侧装对刀块,它安装在夹具体侧面,用于加工两相互垂直面或铣槽时对刀。
对刀时,铣刀不能与对刀块的工作表面直接接触,以免损坏切削刃或造成对刀块过早磨损,而应通过塞尺来校准它们之间的相对位置,即将塞尺放在刀具与对刀块工作表面之间,凭借抽动塞尺的松紧感觉来判断铣刀的位置。在设计夹具时,夹具总图上应标注塞尺的尺寸和公差。
3.夹具体的设计 由于铣削时的切削力和振动较大,因此,铣床夹具的夹具体不仅要有足够的刚度和强度,其高度与宽度之比也应恰当,一般为H/B≤1~1.25以降低夹具的重心,使工件的加工表面尽量靠近工作台面,提高加工时夹具的稳定性。 此外,为方便铣床夹具在铣床工作台上的固定,夹具体上应设置耳座,其结构尺寸可参考“夹具手册”。对于小型夹具体,一般两端各设置一个耳座;夹具体较宽时,可在两端各设置两个耳座,两耳座的距离应与工作台上两T形槽的距离一致;对于重型铣床夹具,夹具体两端还应设置吊装孔或吊环等。
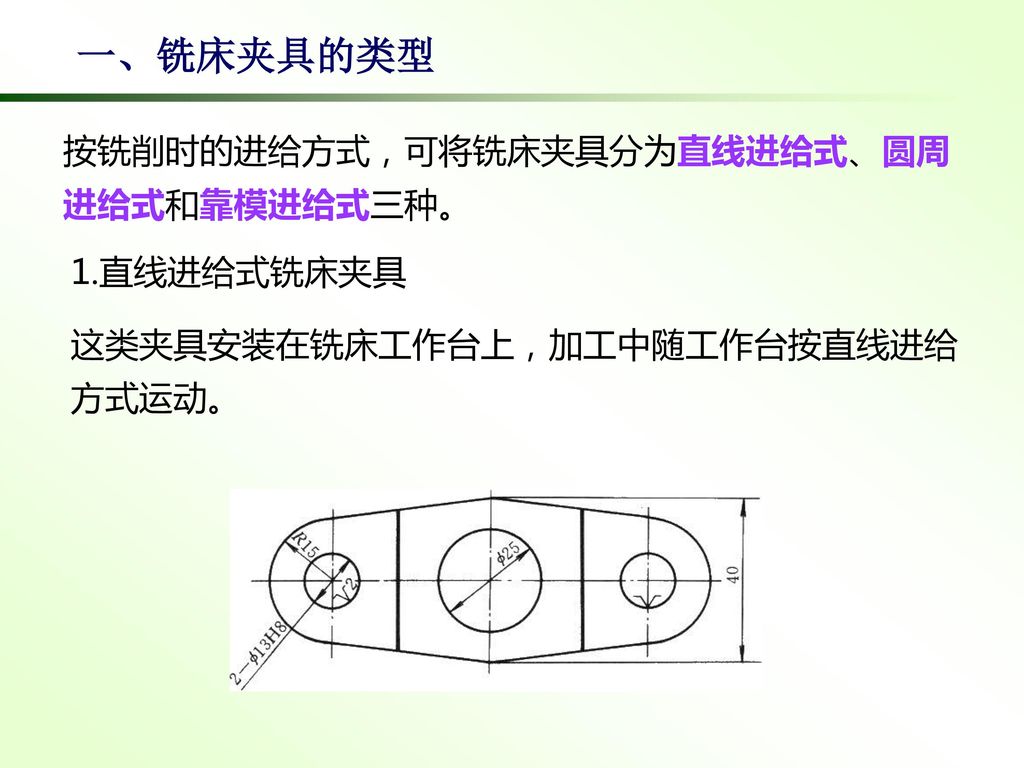
三、铣床夹具设计:加工顶尖套双槽的铣床夹具设计 如图所示为铣一车床尾座顶尖套上的键槽和油槽的工序图。根据工艺规程,在铣双槽之前,其它表面均已加工好,本工序的加工要求是: ①键槽宽12H11。槽侧面对φ70.8h6轴线的对称度为0.10mm,平行度为0.08mm。槽深控制尺寸64.8mm。键槽长度60±0.4mm。 ②油槽半径3mm,圆心在轴的圆柱面上。油槽长度170mm。 ③键槽与油槽的对称面应在同一平面内。 本工件批量生产,请设计加工该道工序的铣床夹具。
1.定位方案 若先铣键槽后铣油槽,按加工要求,铣键槽时应限制五个自由度,铣油槽时应限制六个自由度。 因为是大批生产,为了提高生产率,可在铣床主轴上安装两把直径相等的铣刀,同时对两个工件铣键槽和油槽,每进给一次,即能得到一个键槽和油槽均已加工好的工件,这类夹具称多工位加工铣床夹具。图示为顶尖套铣双槽的两种定位方案。
2.夹紧方案 根据夹紧力的方向应朝向主要限位面以及作用点应落在定位元件的支承范围内的原则,如图所示,夹紧力的作用线应落在区域内(为接触点),夹紧力与垂直方向的夹角应尽量小,以保证夹紧稳定可靠。铰链压板的两个弧形面的曲率半径应大于工件的最大半径。 由于顶尖套较长,须用两块压板在两处夹紧。如果采用手动夹紧,工件装卸所花时间较多,不能适应大批生产的要求;若用气动夹紧,则夹具体积太大,不便安装在铣床工作台上,因此宜用液压夹紧,如图所示。采用小型夹具用法兰式液压缸5固定在Ⅰ、Ⅱ工位之间,采用联动夹紧机构使两块压板7同时均匀地夹紧工件。
3.对刀方案 键槽铣刀需两个方向对刀,故应采用侧装直角对刀块6。由于两铣刀的直径相等,油槽深度由两工位V形块定位高度之差保证。两铣刀的距离125±0.03mm则由两铣刀间的轴套长度确定。因此,只需设置一个对刀块即能满足键槽和油槽的加工要求。
4.夹具体与定位键 为了在夹具体上安装液压缸和联动夹紧机构,夹具体应有适当高度,中部应有较大的空间。为保证夹具在工作台上安装稳定,应按照夹具体的高宽比不大于1.25的原则确定其宽度,并在两端设置耳座,以便固定。 为了保证槽的对称度要求,夹具体底面应设置定位键,两定位键的侧面应与V形块的对称面平行。为减小夹具的安装误差,宜采用B型定位键。
5.夹具总图上的尺寸、公差和技术要求 ⑴夹具最大轮廓尺寸SL。为570mm、230mm、270mm。 ⑵影响工件定位精度的尺寸和公差SD。为两组V形块的设计心轴直径φ70.79mm、两止推销的距离112±0.1mm、定位销12与工件上键槽的配合尺寸φ12h8mm 。 ⑶影响夹具在机床上安装精度的尺寸和公差SA。为定位键与铣床工作台T形槽的配合尺寸18h8(T形槽为18H8)。 ⑷影响夹具精度的尺寸和公差SJ。为两组V形块的定位高度64±0.02mm、61±0.02mm;Ⅰ工位V形块8、10设计心轴轴线对定位键侧面B的平行度0.03mm;Ⅰ工位V形块设计心轴轴线对夹具底面A的平行度0.05mm;Ⅰ工位与Ⅱ工位V形块的距离尺寸125+0.03mm;Ⅰ工位与Ⅱ工位V形块设计心轴轴线间的平行度0.03mm。对刀块的位置尺寸10.938±0.015mm、24.495±0.015mm。
⑸影响对刀精度的尺寸和公差。塞尺的厚度尺寸5h8。 ⑹夹具总图上应标注下列技术要求:键槽铣刀与油槽铣刀的直径相等。
6.加工精度
本章结束
矩形定位键
对刀装置
塞尺
耳座
夹具体
方案Ⅰ 方案Ⅱ 方案Ⅰ使加工尺寸为64.8mm的定位误差为零,方案Ⅱ则使对称度的定位误差为零。由于64.8mm未注公差,加工要求低,而对称度的公差较小,故选用方案Ⅱ较好,从承受切削力的角度看,方案Ⅱ也较可靠。 顶尖套铣双槽定位方案
夹紧方案
1—夹具体 2—浮动杠杆 3—螺杆 4—支钉 5—液压缸 6—对刀块 7—压板 夹具体定位键 尺寸 双件铣双槽夹具 1—夹具体 2—浮动杠杆 3—螺杆 4—支钉 5—液压缸 6—对刀块 7—压板 8、9、10、11—V形块 l2—定位销 13、14—止推销
刀块的位置尺寸计算
刀块的位置尺寸计算
刀块的位置尺寸计算