3.3数据采样插补
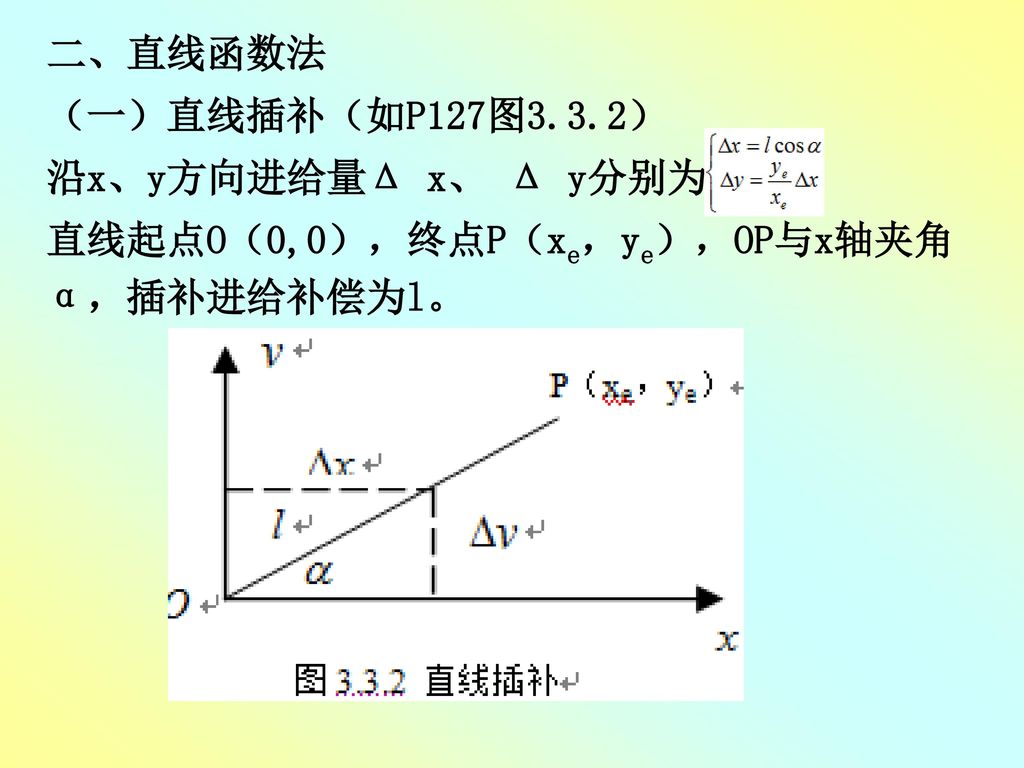
二、直线函数法 (一)直线插补(如P127图3.3.2) 沿x、y方向进给量Δ x、 Δ y分别为: 直线起点O(0,0),终点P(xe,ye),OP与x轴夹角α,插补进给补偿为l。
(二)圆弧插补(如P127图3.3.3) 在圆弧插补中,插补误差主要表现在半径的绝对误差上,该误差取决于进给速度的大小,进给速度越高,则一个插补周期进给的弦长越长,误差也就越大,为了使径向绝对误差不致过大,对进给速度要有一个限制,V≤ er ——最大径向误差;r ——圆弧半径。
三、扩展DDA数据采样插补 扩展DDA算法是将DDA切线逼近圆弧的方法改变为割线逼近。 (一)直线插补原理 假设要加工直线OP(如P129图3.3.5所示),起点为O(0,0),终点P(xe,ye),根据进给速度的要求,在时间T内走完该直线段,刀具在任一时刻t的位置,可由各坐标轴向速度分量得到: 将时间T用采样周期Δt分割为n个子区间(n取大于等于T/ Δt最接近的整数),由此可得直线的DDA插补公式: 由上式可导出直线DDA插补的迭代公式:
在直线插补中,每次迭代形成一个子线段,其斜率等于给定直线的斜率,即: 轮廓步长在坐标轴上的分量 和 的大小取决于编程速度值,表达式为: 式中,V ——编程的进给速度,mm/min; FRN——进给速率数,进给速度的一种表示方法: Δt ——采样周期(ms); λt——经时间换算的采样周期。 对于同一直线来说,由于FRN和λt均为已知常数,因此式中的FRN · λt可用常数λd表示,称为步长系数。
(二)圆弧插补原理 方法一(如P130图3.3.6): 1、在弧AQ上取 点做切线 ,沿曲线方向进给步长l,使 2、取 中点B ,以OB为半径过B点做切线 3、过Ai作Ai ∥BC”i+1 ,并在Ai H上取Ai +1(xi+1,yi+1)使 4、在采样周期λt内计算轮廓进给步长l的坐标分量Δ xi+1、 Δ yi+1 ,点Ai +1坐标值为所求。 在Rt ΔOP Ai中 设进给速度为V,则Ai Ai +1 ≈l=V· λt可B作 x轴曲线的平行线BS交y轴于S点,交AiP线段 于S’点,过Ai +1点作平行线平行于x轴,交 AiP于N’。 式中: N’ Ai +1 = Δ xi+1 , Ai Ai +1 =l =V· λt
在Rt ΔAi S’B中 在Rt ΔOAi B中: 将以上各式代入式(3-65)中,得 因为l《R,将 略去不计,则可得 若令 则 在Rt ΔOSB ∽Rt ΔAi N’Ai +1中,还可得出: (3-67)
代入式(3-67),可求得: 因为l《R,故略去 不计,则 令 则 Ai +1点的坐标值,可用下式求得:
方法二(如P132图3.3.7) 圆弧插补动点坐标 用角度参量解析式给出,顺圆插补的恒定速度为V,插补周期为 ,则每次插补的角步距为: 故插补动点坐标为: 扩展DDA插补运算特点: 扩展DDA插补需要进行加减法和二次乘法运算,没有超载函数的计算,具有一定的简单性和高速性。
四、其它插补方法简介 研究插补算法遵循原则:一是算法简单、速度快;二是插补误差小、精度高。 (一)双DDA插补算法(如P134图3.3.8) 原理:双DDA插补采用二套数据,第一套数据由第一组公式计算出,即得到插补点B、F、…;第二套数据由第二组公式计算出来,得到插补点C、G、…,将二套数据相对应的两点(如B和C,F和G)联结,求出终点坐标(如P1和P2点坐标),P1和P2点即为双DDA圆弧插补的步长分割点。
(二)角度逼近圆弧插补算法(如P135图3.3.9) 弧POPE是圆心在坐标原点的逆圆弧,P0(X0,Y0)是圆弧终点,R是圆弧半径,V是刀具沿圆弧的移动速度,插补原理为:
(三)直接函数计算法(DFB) 该方法是对以参量形式出现的空间曲线方程式进行计算,几何尺寸和轨迹速度的产生可以结合起来,有三种方法。 1、与时间 成比例的参数 作参量 已知: 则 各进给坐标运动方程式由空间曲线的坐标方程式产生。
2、空间曲线以行程 作参量 已知: 则 恒定轨迹速度由参量与时间的比例得出。
3、参量在各插补段内增长相等 此时每个插补循环在相等的时间间隔 内调用一次,插补总时间(T)和插补段数(n)由下式求出: 坐标计算用下式: 直接函数法可用于一级或二级插补,能实现固定时间或可变时间的输出。 圆弧插补可用舍项幂级数进行三角函数近似的DFB法。
(四)递归函数计算法(RFB) RFB法的优点:在于递归公式比较简单,这种方法可用于一级或二级插补,能实现固定时间或可变时间的输出。 RFB法的优点:是累计误差,因此要求计算要非常精确。 1、圆弧的一阶递归计算公式: 第一象限逆圆弧 该插补引起的半径误差:
2、圆弧的二阶递归插补计算公式如下 第一象限逆圆弧 (五)直线插补算法 1、直线插补算法原理(如P138图3.3.10)
2、实用直线插补算法 对曲线的插补计算分两步完成:第一步是插补准备(常值的计算);第二步是插补计算(计算△x 、 △y 和插补点xi,yi)。 ①进给率数法 插补准备 插补计算 ②方向余数法1
③方向余数法2 插补准备 插补计算 ④直接函数法 ⑤一次计算法
第四章 计算机数字控制装置 4.1 概述
一、计算机数控系统的组成 CNC原理:根据计算机存储的控制程序执行数字控制功能。 系统组成(如P141图4.1.1):程序、输入输出设备、计算机数字控制(CNC)装置、可编程控制器(PC)、主驱动装置、进给驱动装置。
二、CNC装置的结构 CNC装置组成:软件、硬件 软件包括 管理软件:零件程序的输入输出程序、显示 程序、诊断程序 控制软件:译码程序、刀具补偿计算程序、 插补运算程序、速度控制程序、位置控制程序 硬件组成(如P142图4.1.2):中央处理单元(CPU)、存储器、输入输出接口、MDI/CRT接口、位置控制。
三、CNC装置是怎样工作的 从以下八个方面介绍CNC装置的工作情况: (一)输入 输入内容:输入CNC装置的有零件程序、控制参数、补偿数据。 输入方式:阅读机纸带输入、键盘手动输入、磁盘输入、软盘输入、通讯接口输入(串口)、上级计算机的DNC(直接数控)接口输入。 工作:CNC装置在输入过程中还要完成校验和代码转换等工作。 存储:输入的全部信息都放到CNC装置的内部存储器中。
(二)译码 工作:CNC装置按一个程序段为单位,根据一定的语言规则解释成计算机能够识别的数据形式,并以一定的数据格式存放在指定的内储专用区间,在译码过程中,还要完成对程序段的语法检查等工作,发现错误立即报警。
(三)数据处理 数学处理包括:刀具补偿、速度计算、辅助功能的处理等。 刀具补偿分类:刀具长度补偿和刀具半径补偿两种。 工作:刀具补偿的作用是把零件轮廓轨迹转换成刀具中心轨迹,刀具补偿工作还包括程序段之间的自动转接和过切削判断。 速度计算工作:速度计算是按编程所给的合成进给速度计算出各坐标轴运动方向的分速度,另外对机床允许的最低速度和最高速度的限制进行判别并处理。在有些CNC装置中,软件的自动加减速也是在这里处理。 辅助功能处理工作:识别、存储、设标志、在程序执行时发出信号、让机床相应部件执行这些动作。
(四)插补 插补的任务:通过插补计算程序在一条已知起点和终点的曲线上进行“数据点的密化”。插补计算程序在每个插补周期运行一次,在每个插补周期内,根据指令进给速度计算出一个微小的直线数据段,通常经过若干插补周期后,插补加工完一个程序段,即完成从一程序段起点到终点的“数据密化”工作。 具体方法:在一个插补周期内,计算出一个微小数据段的各坐标分量,经过若干插补周期后,可以计算出从起点到终点之间的若干微小直线数据段。每个插补周期所计算出的微小直线段都应足够小,以保证轨迹精度。
插补功能: 一般CNC装置,仅能对直线、圆弧和螺旋线进行插补计算; 专用的或较高档的CNC装置,还能完成对椭圆、抛物线、正弦线、和一些专用曲线的插补计算。 插补特点:插补计算实时性很强,要尽量缩短一次插补运算的时间,以便更好地处理其它工作,并使进给的最大速度得以提高。
(五)位置控制 主要任务:在每个采样周期内,将插补计算的理论值与实际反馈值相比较,用其差值去控制进给电机,在位置控制中,还要完成回路的增益调整,各坐标方向的螺距误差和反向间隙补偿,以提高机床的定位精度。 (六)I/O处理 主要处理CNC装置与机床之间的强电信号的输入、输出和控制。 (七)显示 主要显示:零件程序显示、参数显示、刀具位置显示、机床状态显示、报警显示、刀具加工轨迹的静、动态图像显示、在线编程时的图形显示。
(八)诊断 诊断分类:联机诊断和脱机诊断。 联机诊断——是指CNC装置中的自诊断程序,这种自诊断程序融合在各个部分,随时检查不正常的事件。 脱机诊断——是指系统不工作,但在运转条件下的诊断。一般CNC装置都配备有各种脱机诊断程序纸带,以检查存储器外围设备、I/O接口等。 脱机诊断还可采用远程通讯方式进行,即把用户的CNC装置通过电话线与远程通讯诊断中的计算机相连,由诊断中心计算机对CNC装置进行诊断、故障定位和修复。
四、CNC装置的功能 数控装置的功能通常包括基本功能和选择功能。 基本功能是数控系统必备的功能。 选择功能是供用户根据机床特点和用途进行选择的功能。 反映:CNC装置的功能反映在准备功能G指令代码和辅助功能M指令代码上。
(一)控制轴数和联动轴数 控制轴有移动轴和回转轴、基本轴和附加轴。 联动轴可以完成轮廓轨迹加工。 一般数控机床只需二轴控制和二轴联动; 铣床需要三轴控制和 轴联动,加工中心为三轴联动,多轴控制; 控制轴数越多,特别是同时控制轴数越多,CNC装置的功能越强,同时CNC装置就越复杂,编制程序也越困难。
二)点位与连续移动功能 点位移动系统用于定位式的加工机床,如钻床、冲床。 连续(或称轮廓)系统用于刀具轨迹连续形式的加工机床,如车床、铣床、复杂型面的加工中心等。 连续控制系统必须具有两个以上进给坐标具有联动功能。 (三)程编单位与坐标移动分辨率 多数系统程编单位与坐标移动分辨率不一致。 对于直线移动坐标,大部分系统为0.001mm,近几年开发的系统,可达0.1μm; 对于回转坐标,大部分系统为0.001度; 有的系统允许程编单位与坐标移动分辨率不一致。
(四)最大指令值 这是各种指令允许的最大输入值。 (五)插补功能 种类:插补计算实时性很强,现在有采用高速微处理器的一级插补,以及粗插补和精插补分开的二级插补。 一般数控装置都有直线和圆弧插补,高档数控装置还具有抛物线插补、螺旋线插补、极坐标插补、正弦插补、样条插补。 (六)固定循环加工功能 固定循环加工指令有钻孔、镗孔、攻丝循环、车削、铣削循环、复合加工循环、车螺纹循环等。
(七)进给功能 1、切削进给速度 一般进给量为1mm/min~24m/min,该指标应和坐标轴移动的分辨率结合起来考虑。如FANUC-15系统分辨率为1μm时,进给速度可达100m/min;分辨率为0.1μm时,进给速度为24m/民。 2、同步进给速度 为主轴每转时进给轴的进给量,单位为mm/rpm,只有主轴上装有位置编码器(一般为脉冲编码器)的机床才能指令同步进给速度。 3、快速进给速度 一般为进给速度的最高速度,通过参数设定,用G00指令快速、还可通过操作面板上的快速倍率开关分档。 4、进给倍率 操作面板上设置了进给倍率开关,倍率可在0%~200%之间变化,每当间隔10%,使用倍率开关不用修改程序就可以改变进给速度。
(八)主轴速度功能 1、主轴转速的编码方式 一般用S2位数和S4位数表示,单位为r/min或mm/min。 2、恒定速度 该功能对保证车床或磨床加工工件表面质量很有意义。 3、主轴定向准停 该功能使主轴在径向的某一位置准确停止,有自动换刀功能的机床必须选取有这一功能的CNC装置。 (九)刀具功能 这项功能包括能选取的刀具数量和种类;刀具的编码方式;自动换刀的方式,即固定刀位换刀还是随机换刀。
(十)补偿功能 1、刀具长度、刀具半径补偿和刀尖圆弧的补偿,这些功能可以补偿刀具磨损以及换刀时对准正确位置。 2、工艺量的补偿:包括坐标轴的反向间隙补偿、进给传动件的传动误差补偿,如丝杠螺距补偿、进给齿条齿距误差补偿、机床的温度变性补偿。 (十一)其它的准备功能(G代码) 准备功能与加工、运算、控制有关。 (十二)辅助功能(M代码) 常用的辅助功能有程序停、主轴的启、停、转向、冷却泵的接通和断开、刀具库的启、停等。 (十三)字符图形显示功能 CNC装配可配置9英寸单色或14英寸彩色CRT,通过软件和接口实现字符和图形显示,可以显示程序、参数、各种补偿量、坐标位置、故障信息、人机对话编程菜单、零件图形、动态刀具轨迹等。
(十四)程序编制功能 1、手工编程 用键盘按零件图纸,遵循系统的规则指令打入零件程序,此时机床不能加工,因此耗费机时,只适用于简单零件;较先进的系统则采用符号提示、人机对话和利用参数化编程法,可以提高编程效率。 2、背景(后台)编程 后台编程也叫在线编程,程序编制方法同上,但可在机床加工过程中进行,因此不占机时,这种CNC装置中内部有专用于编程的CPU。 3、自动编程 CNC装置中有自动编程语言系统,由专门的CPU来管理编程。 有的CNC装置具有蓝图直接编程功能,有的CNC装置备有用户宏程序及订货时确定的用户宏程序。
(十五)输入、输出和通讯功能 常用外设、纸带阅读机、纸带穿孔机、盒式磁带机、软磁盘驱动器、电传打字机。 通讯功能:由于DNC和FMS等的要求,CNC装置必须能够和主机通讯,以便能和物料运输系统或搬运、装卡机器人的控制系统通讯,更强的通讯可以与MAP相连,接入工厂的通讯网络。 (十六)自诊断功能 自诊断功能可以防止故障的发生或扩大,在故障出现后可迅速查明故障的类型及部位,减小故障停机时间。
五、CNC装置的特点 1、灵活性大 只要改变软件就可以改变和扩展其功能,补充新技术,这就延长了硬件结构的使用期限。 2、通用性强 在CNC装置中,硬件有多种模块化结构,而且易于扩展,主要依靠软件变化来满足机床的各种要求,接口电路标准化,给机床厂和用户带来方便。 3、可靠性高 CNC装置的零件程序在加工前一次输入存储器,并经过后方检查可被调用,这就避免了在加工过程中由纸带输入机的故障产生的停机现象,许多功能由软件实现,硬件结构大大简化,特别是采用大规模和超大规模用和专用集成电路,使可靠性得到很大提高。
4、可以实现丰富的复杂的功能 如高次曲线插补、动静态图形显示、多种补偿功能、数字伺服控制功能。 5、使用维修方便 CNC装置的诊断程序使维修非常方便。 6、易于实现机电一体化 半导体集成电路技术、先进的制造安装技术、通讯功能的增强,促使机电一体化的实现。