Download presentation
Presentation is loading. Please wait.

1
常用的统计工具方法 1

2
常用方法(工具)的分类 1、老七种工具 调查表 分层法 排列图 因果图 直方图 控制图 散布图 2、新七种工具
调查表 分层法 排列图 因果图 直方图 控制图 散布图 2、新七种工具 亲和图 树图 关联图 矩阵图 箭条图 PDPC法(过程决策程序图法) 矩阵数据分析法 3、ISO9004·4《质量改进指南》推荐方法 排列图 散布图 直方图 控制图 调查表 亲和图 树图 因果图 流程图 水平对比 头脑风暴法 4、简易图表 折线图 柱状图 饼分图 雷达图
 矩阵数据分析法. 3、ISO9004·4《质量改进指南》推荐方法. 排列图 散布图 直方图 控制图 调查表 亲和图 树图 因果图 流程图. 水平对比 头脑风暴法. 4、简易图表. 折线图 柱状图 饼分图 雷达图.")
3
三、具体方法介绍 用来系统的收集资料、积累数据、确认事实并对数据进行粗略整理分析的图表。 应用调查表的步骤: 1、明确收集资料的目的;
—— 1、调查表 用来系统的收集资料、积累数据、确认事实并对数据进行粗略整理分析的图表。 应用调查表的步骤: 1、明确收集资料的目的; 2、确定所需收集的资料; 3、确定对资料的分析方法及负责人; 4、设计记录资料调查表格式; 5、对先期收集和记录的资料进行检查; 6、必要时,对调查表格式进行评审和修改。

4
成品抽样检验及外观不合格品项目调查表 不合格项目调查表 批次 产品型号 成品量 (箱) 抽样数 (支) 不合格品数(支) 批不合格率(%)
外观不合格项目 切口 贴口 空松 短烟 过紧 钢印 油点 软腰 表面 1 烤烟型 10 500 3 0.6 2 8 1.6 4 0.8 5 1.0 …… 250 6 1.2 合计 2500 125000 990 80 297 458 35 28 15 12 55 调查者:王XX 日期: 年 月 日 地点:卷烟车间

5
插头焊接缺陷调查表 N=4870 序号 项目 频数 累计 累计% A B C D E F G 插头槽径大 插头假焊 插头焊化 插头内有焊锡
绝缘不良 芯线未露 其他 3367 521 382 201 156 120 123 3888 4270 4471 4672 4747 4870 69.14 79.84 87.69 91.82 95.02 97.48 100.00 调查者:吴XX 年 月 日 地点:X公司插头焊接小组 5

6
缺陷位置调查表 汽车车身喷漆质量的缺陷位置调查表 车型 检查处 车身 工序 检查者 调查目的 喷漆缺陷 调查数 2139辆 6

7
零件实测值分布调查表 质量分布调查表 40 35 30 25 20 15 10 5 调查人:李XX 调查日期:XX年XX月XX日
调查数(N):121件 调查方式:根据原始凭证统计 频数 1 3 6 14 26 32 23 10 4 2 40 35 30 25 20 15 10 5 0.5 5.5 10.5 15.5 20.5 25.5 30.5 35.5 40.5 45.5 50.5 (g) 7
:121件 调查方式:根据原始凭证统计. 频数 (g) 7.")
8
矩阵调查表 塑料制品外观质量调查表 8

9
—— 2、分层法 分层:为解决某一个问题所收集的数据、资料,往往是综合性的,这些综合性的数据、资料可按其来源、特征,属性等标识分作两个以上的组,这样一个组称作“层”。 特点:常用于归纳整理所收集到的统计数据,把错综复杂和杂乱无章的数据进行分类、整理、汇总后,使之能更确切地反映客观事实。 原则:同一层次的数据波动幅度尽可能小; 层与层之间差别尽可能大。

10
如何分层 1、人员。可按年龄、工级和性别等分层; 2、机器。可按设备类型、新旧程度、不同的生产线和工夹具类型等分层;
3、材料。 可按产地、批号、制造厂、规格、成分等分层; 4、方法。可按不同的工艺要求、操作参数、操作方法、生产速度等分层; 5、测量。可按测量设备、测量方法、测量人员、测量取样方法和环境条件等分层; 6、时间。可按不同的班次、日期等分层; 7、环境。可按照明度、清洁度、温度、湿度等分层; 8、其它。可按地区、使用条件、缺陷部位、缺陷内容等分层。

11
分层法的应用步骤 注:分层法常与其它方法结合使用。 1、收集数据 2、将采集到的数据按不同的目的选择分层标志。 3、分层 4、按所分层次归类
5、画出分层归类图 注:分层法常与其它方法结合使用。

12
表1、按操作者分层 表2、按生产厂家分层 例:某装配厂的气缸体与气缸盖之间经常漏油。对50套产品进行调查后发现两种情况:
(1)三个操作者在涂粘结剂时,操作方法不同; (2)所使用的气缸垫是由两个制造厂提供的。于是对漏油原因进行分层分析:①按操作者分层,如表1所示;②按气缸垫生产厂家分层,如表2所示: 表1、按操作者分层 操作者 漏油 不漏油 漏油率(%) 王师傅 6 13 32 李师傅 3 9 25 张师傅 10 53 共计 19 31 38 表2、按生产厂家分层 供应厂 漏油 不漏油 漏油率(%) A厂 9 14 39 B厂 10 17 37 共计 19 31 38 12
三个操作者在涂粘结剂时,操作方法不同; (2)所使用的气缸垫是由两个制造厂提供的。于是对漏油原因进行分层分析:①按操作者分层,如表1所示;②按气缸垫生产厂家分层,如表2所示: 表1、按操作者分层. 操作者. 漏油. 不漏油. 漏油率(%) 王师傅 李师傅 张师傅 共计 表2、按生产厂家分层. 供应厂. 漏油. 不漏油. 漏油率(%) A厂 B厂 共计")
13
表3、按两种因素交叉分层 操作者 漏油情况 气缸垫 合计 A厂 B厂 操 作 者 王 漏油 不漏油 6 2 11 13 李 5 3 4 9
11 13 李 5 3 4 9 张 7 10 19 14 17 31 共计 23 27 50 13

14
三、具体方法介绍 —— 3、头脑风暴法 以会议形式,引导参会人员围绕主题,广开言路、自由奔放的思考及发表意见,通过相互启发、拓宽思路,激发灵感,在自己头脑中掀起思想风暴的一种集体创造思维的方法。 作用:用来识别存在的质量问题;寻找改进的机会。 运用时应注意的问题: ⑴ 明确会议中心议题; ⑵ 与会者围绕中心议题各抒己见(自由奔放地思考); ⑶ 与会者可互相补充意见,步步深入,但严禁批评; ⑷ 当场无遗漏地记录每个人的每条意见; ⑸ 持续至无人发表意见为止,将记录的每条意见重复一遍; ⑹ 去掉重复的、无关的观点后进行归纳整理。
; ⑶ 与会者可互相补充意见,步步深入,但严禁批评; ⑷ 当场无遗漏地记录每个人的每条意见; ⑸ 持续至无人发表意见为止,将记录的每条意见重复一遍; ⑹ 去掉重复的、无关的观点后进行归纳整理。")
15
—— 4、亲和图 把大量收集到的事实、意见或构思等语言资料,按其相互亲和性(相近性)归纳整理这些资料,使问题明确起来,求得统一认识和协调工作,以利于问题解决的一种方法。 就是针对某一问题,充分收集各种经验、知识、想法和意见等语言、文字资料,通过A型图解进行汇总,并按其相互亲和性归纳整理这些资料,使问题明确起来,求得统一认识,以利于解决的一种方法。 亲和图法的核心是头脑风暴法,是根据结果去找原因。我们在一次品质分析会上,关于近段时间品质合格率下降原因的检讨。要求大家具体分析品质下降的原因,再提出相应改进措施,因为品质下降的原因较复杂,大家都保持沉默,一度使会议限入僵局。后来主持人引导大家,大家可以提出自己的每一个想法,现不要求具体分析,只是把想法记录在案,这样会议的讨论才得以热烈的进行。会后,再组织人对这些问题进行分析排查。这样不仅会议得到正常进行,而且也找出了品质下降的原因和改进措施。

16
1、应用步骤 2、亲和图基本形式 A B ⑴ 将每个人的每条意见制成一张卡片; ⑵ 展开全部卡片,并反复阅读几遍;
⑶ 将内容相近的卡片编成一组,并作出“标头卡”; ⑷ 经几次亲和,便可将原始卡片归纳成亲和图形式。 2、亲和图基本形式 如图所示: A1 A1-1 A1-2 A1-3 A2 A2-1 A2-2 A3 B1 B2 B3 B A

17
3、举例: 如何开展好QC小组活动 推进者积极指导 大家主动进取协作 领导重视支持 让大家理解QC小组是怎么回事 小组成员能一齐使劲
尽量在工作时间活动 教大家知道应怎样开展活动 领导参加发表会 选题要是小组成员都能干的 把QC小组活动纳入本单位计划 掌握常用的一些活动方法 确定可能达到的目标 会灵活运用常用方法 要主动进取 要有自主性,不依赖别人 创造学习机会 激励到位 要经常保持进取精神 组织单位内成果发表 成果与评职称挂钩 发表后要讲评 成果与评先进挂钩 送小组骨干参加上级组织的培训 小组内不能有人光说不干,有人只干不说 奖励制度化 17

18
——5、 排列图 排列图是为寻找主要问题或影响质量的主要原因所使用的图。它是由两个纵坐标、一个横坐标、几个按高低顺序依次排列的长方形和一条累计百分比折线所组成的图.排列图又称帕累托(柏拉)图。 排列图用双直角坐标系表示,左边纵坐标表示频数,右边纵坐标表示频率.分析线表示累积频率,横坐标表示影响质量的各项因素,按影响程度的大小(即出现频数多少)从左到右排列,通过对排列图的观察分析可以抓住影响质量的主要因素.
从左到右排列,通过对排列图的观察分析可以抓住影响质量的主要因素.")
19
1、应用排列图识别改进项目时应注意的问题 2、举例: ⑴ 排列图依据的原理是“关键的少数,次要的多数”;
⑵ 必须是属于同一分层标志的数据,才能在一起排列; ⑶ “频数”纵坐标可以用“件数”或“金额”等表示; ⑷ 量值很小的项目较多时,可合并为“其他”项,排在横轴最后; ⑸ 两个纵坐标的标度,应使频数总数与累计频率100%取等高。 2、举例: XX不合格品缺陷统计表 序号 缺陷类别 发生频数 频率% 累计频率% 1 顶部充不满 108 60 2 气 孔 40 22.2 82.2 3 成型不良 14 7.8 90 4 表面疵点 7 3.9 93.9 5 色斑 2.2 96.1 6 变形 1.7 97.8 其它 100 合计 180

20
从排列图可以看出,“顶部充不满”缺陷是XX不合格品缺陷的症结所在,必须进一步分析其原因,并加以解决。
20 40 60 80 100 120 140 160 180 80% 60% 40% 20% 100% 顶部 充不满 气孔 成型 不良 表面 疵点 色斑 变形 其它 108 14 7 4 3 82.2% 90% 93.9% 96.1% 97.8% 频 数 XX不合格品缺陷排列图 从排列图可以看出,“顶部充不满”缺陷是XX不合格品缺陷的症结所在,必须进一步分析其原因,并加以解决。 20

21
——6、因果图 问题的特性总是受到一些因素的影响,我们通过头脑风暴法找出这些因素,并将它们与特性值一起,按相互关联性整理而成的层次分明、条理清楚,并标出重要因素的图形就叫特性要因图。因其形状如鱼骨,所以又叫鱼骨图(以下称鱼骨图),它是一种透过现象看本质的分析方法。
,它是一种透过现象看本质的分析方法。")
22
1、应用因果图对要解决的问题分析原因时应注意的问题
⑴ 必须针对一个问题作一张因果图,分析其影响原因; ⑵ 让小组成员充分发表意见,找出可能存在的全部原因; ⑶ 将每人分析的每条原因,按因果关系用箭线连接,形成原因层级,直至可直接采取对策的末端原因; ⑷ 应对分析出来的所有末端原因,逐个到现场加以确认。

23
因果图制作 制作鱼骨图分两个步骤:分析问题原因/结构、绘制鱼骨图。 1、分析问题原因/结构。
1、分析问题原因/结构。 A、针对问题点,选择层别方法(如人机料法环等)。 B、按头脑风暴分别对各层别类别找出所有可能原因(因素)。 C、将找出的各要素进行归类、整理,明确其从属关系。 D、分析选取重要因素。 E、检查各要素的描述方法,确保语法简明、意思明确。
。 B、按头脑风暴分别对各层别类别找出所有可能原因(因素)。 C、将找出的各要素进行归类、整理,明确其从属关系。 D、分析选取重要因素。 E、检查各要素的描述方法,确保语法简明、意思明确。")
24
分析要点: a、确定大要因(大骨)时,现场作业一般从“人机料法环”着手,管理类问题一般从“人事时地物”层别,应视具体情况决定;
b、大要因必须用中性词描述(不说明好坏),中、小要因必须使用价值判断(如…不良); c、脑力激荡时,应尽可能多而全地找出所有可能原因,而不仅限于自己能完全掌控或正在执行的内容。对人的原因,宜从行动而非思想态度面着手分析; d、中要因跟特性值、小要因跟中要因间有直接的原因-问题关系,小要因应分析至可以直接下对策; e、如果某种原因可同时归属于两种或两种以上因素,请以关联性最强者为准(必要时考虑三现主义:即现时到现场看现物,通过相对条件的比较,找出相关性最强的要因归类。) f、 选取重要原因时,不要超过7项,且应标识在最末端原因;
,中、小要因必须使用价值判断(如…不良); c、脑力激荡时,应尽可能多而全地找出所有可能原因,而不仅限于自己能完全掌控或正在执行的内容。对人的原因,宜从行动而非思想态度面着手分析; d、中要因跟特性值、小要因跟中要因间有直接的原因-问题关系,小要因应分析至可以直接下对策; e、如果某种原因可同时归属于两种或两种以上因素,请以关联性最强者为准(必要时考虑三现主义:即现时到现场看现物,通过相对条件的比较,找出相关性最强的要因归类。) f、 选取重要原因时,不要超过7项,且应标识在最末端原因;")
25
鱼骨图绘图过程 A、填写鱼头(按为什么不好的方式描述),画出主骨 B、画出大骨,填写大要因 C、画出中骨、小骨,填写中小要因
D、用特殊符号标识重要因素 要点:绘图时,应保证大骨与主骨成60度夹角,中骨与主骨平行

26
鱼骨图使用步骤 (1)查找要解决的问题; (2)把问题写在鱼骨的头上; (3)召集同事共同讨论问题出现的可能原因,尽可能多地找出问题;
(2)把问题写在鱼骨的头上; (3)召集同事共同讨论问题出现的可能原因,尽可能多地找出问题; (4)把相同的问题分组,在鱼骨上标出; (5)根据不同问题征求大家的意见,总结出正确的原因; (6)拿出任何一个问题,研究为什么会产生这样的问题? (7)针对问题的答案再问为什么?这样至少深入五个层次(连续问五个问题); (8)当深入到第五个层次后,认为无法继续进行时,列出这些问题的原因,而后列出至少20个解决方法。
把问题写在鱼骨的头上; (3)召集同事共同讨论问题出现的可能原因,尽可能多地找出问题; (4)把相同的问题分组,在鱼骨上标出; (5)根据不同问题征求大家的意见,总结出正确的原因; (6)拿出任何一个问题,研究为什么会产生这样的问题? (7)针对问题的答案再问为什么?这样至少深入五个层次(连续问五个问题); (8)当深入到第五个层次后,认为无法继续进行时,列出这些问题的原因,而后列出至少20个解决方法。")
27
2、举例: 基座缸孔直径小 机器 人 测量 材料 方法 执行 回转 工艺差 工作台 刀具 夹具 主轴 间隙 硬度高 留量大 切削用量 缸孔
未按规定换刀 不知规定 知道不执行 未按规定自检 知道 不执行 不知 规定 刀具 夹具 直径小 磨损快 刀片硬度低 压不紧工件 油压低 回转 工作台 回转精度差 锁不紧 主轴 窜动大 量具不准 未用标准环校验 缸孔 余量大 硬度高 切削用量 进给快 转速低 间隙 留量大 切削液 粘度大 基座缸孔直径小 27

28
——7、树图(系统图) 系统图,系统图法又叫树图法,为达到目的,需选择手段,上一个目的又与下一个手段相联系,这种目的和手段相互联系起来逐级展开的图形叫系统图法。利用它可系统分析问题的原因并确定解决问题的方法。它的具体做法是将把要达到的目的所需要的手段逐级深入,如下图所示。 系统法可以系统地掌握问题,寻找到实现目的的最佳手段,广泛应用于质量管理中,如质量管理因果图的分析、质量保证体系的建立、各种质量管理措施的开展等。 系统图由方块和箭头构成,形状似树枝,又叫树枝系统图、家谱图、组织图等等,它是把价值工程中所用的机能系统因的手法应用到质量管理中来的一种图形方法。 系统图法就是把达到目的所需的手段、方法按系统展开,通过制作出系统图,然后利用此系统图掌握问题的全貌,明确问题的重点,进而找出欲达到的目的的手段。 利用系统图法的概念,把达到某一个目的所需要的手段层层展开成图形,就能对问题有一个全貌的认识,并且能攀提问题的重点,从而能够寻找出实现预定目的的最理想方法。系统图法不仅对于明确管理的重点、找出质量改进的方法和手段十分有效,而且是企业管理人员不可缺少的“目的一手段”的思考方法。 系统图一般分为两类:一类是因素展开型系统图:一类是措施展开型系统图。

29
1、树图的基本形式: 主题 宝塔型 主要类别 组成要素 子要素 主题 主要类别 组成要素 子要素 侧向型

30
2、应用树图进行原因分析时,思路与因果图基本相同,应注意的问题也相似:
⑴ 针对一个问题作一张树图,分析其原因; ⑵ 让小组成员充分发表意见,找出可能存在的全部原因; ⑶ 将全部原因,按因果关系分层次排列,用直线连接,直至可直接采取对策的末端原因; ⑷ 应对所有末端原因,逐个到现场加以确认。 3、树图与因果图应用时的主要不同在于: ⑴ 树图分析原因的层次不受限制,而因果图受图形影响,通常只能分析到第三层或第四层原因; ⑵ 树图可以不按原因类别排列,可直接排列第一层原因,在原因类别少于两个情况下,比因果图便于应用。 30

31
4、举例: 31

32
——8、关联图 关联图法,是指用连线图来表示事物相互关系的一种方法。采用逻辑关系,理清复杂问题,整理语言文字资料的一种方法。
用于解决关系复杂、因素之间有相互关联的原因与结果或目的与手段等单一或多个问题的图示技术。 注意事项:1、单目标可用因果分析的一般不用关联图。 2、图中一定有若干相互关联的因素 3、要因必须出自末端因素并明确表示。

33
三、具体方法介绍 1、关联图的基本形式: 1 单侧汇集型关联图 中央集中型关联图 关联图中, 表示结果, 表示原因,末端原因的箭头只出不进。
问题1 7 问题2 8 6 14 13 12 5 2 因素1 9 3 4 11 10 9 5 6 因素1 12 10 2 7 3 4 8 11 14 13 问题 1 中央集中型关联图 单侧汇集型关联图 关联图中, 表示结果, 表示原因,末端原因的箭头只出不进。

34
2、关联图与因果图、树图应用之比较: 3、举例: 工具名称 适用场合 原因之间的关系 展开层次 因果图 对单一问题进行原因分析
原因之间没有交叉影响 一般不超过四层 树图 没有限制 关联图 原因之间有交叉影响 对两个以上问题一起进行原因分析 部分原因把两个以上的问题纠缠在一起 3、举例: QC小组用“头脑风暴法”对造成“直径超差”和“粗糙度低”两个关键问题的原因,充分发表各自意见,共提出20条原因,见下表: 余量大 进给太快 砂轮钝 未及时修整砂轮 顶尖孔磕伤 顶尖磨损 测量仪不准 测量仪未定期校正 磨削工艺不好 砂轮选择不当 砂轮粒度粗 砂轮硬度大 工件转速低 砂轮振动 砂轮不平衡 砂轮主轴跳动大 砂轮轴承间隙大 切削液不好 切削液流量小 切削液浓度低 34

35
按因果关系整理成关联图如下: 直径超差 粗糙度低 磨削工艺 不好 砂轮 粒度粗 砂轮选择 不当 硬度低 进给快 工件转速低 砂轮钝 未及时
修整砂轮 余量大 顶尖磨损 顶尖孔磕伤 测量仪不准 测量仪 未定期校正 砂轮轴承 间隙大 砂轮主轴 跳动大 砂轮振动 不平衡 切削液 浓度低 流量小 35

36
三、具体方法介绍 应用步骤如下: 水平对比可用于寻求改进项目和设定改进的目标 ——9、水平对比
⑴ 确定水平对比项目——综合项还是单项;过程还是结果(过程的输出)。如果是输出,应与顾客需要联系起来; ⑵ 确定对比对象(标杆)——公认的领先水平; ⑶ 多渠道收集有关资料数据,并进行整理、分析; ⑷ 进行对比,找到改进项目,或确认改进目标。
。如果是输出,应与顾客需要联系起来; ⑵ 确定对比对象(标杆)——公认的领先水平; ⑶ 多渠道收集有关资料数据,并进行整理、分析; ⑷ 进行对比,找到改进项目,或确认改进目标。")
37
三、具体方法介绍 1、用途: 2、举例:复印文件的流程图 ——10、流程图 ⑴ 通过用流程图描述现行工作过程的各个步骤,寻找可改进的环节;
⑵ 用来描述改进后的新的工作过程。 2、举例:复印文件的流程图 开始 接受文件 输入 复印份数 开始复印 机器运转 正常? 是 是 重新开始 装订? 装订文件 否 否 整理 纠正错误 结束

38
三、具体方法介绍 1、用途: 2、作图应注意的问题: ——11、直方图 ⑴ 直观的显示过程质量状况; ⑵ 帮助寻找可以改进的项目。
⑴ 样本容量n≥50,通常取100; ⑵ 计算组距(h),取测量单位的整数倍; ⑶ 确定分组界限,关键是计算第一组下限: ; ⑷ 各组频数根据频数分布表中各组的频数记号统计;频数记号应按数据表的顺序逐个数据“对号入座”进入相应的组; ⑸ 作出直方图后,应在图上标出 n、 、S 三个数值和TU、TL 、M、 四条线。
,取测量单位的整数倍; ⑶ 确定分组界限,关键是计算第一组下限: ; ⑷ 各组频数根据频数分布表中各组的频数记号统计;频数记号应按数据表的顺序逐个数据 对号入座 进入相应的组; ⑸ 作出直方图后,应在图上标出 n、 、S 三个数值和TU、TL 、M、 四条线。")
39
3、观察分析: ⑴ 总体形状分析:正常型、异常型; (A)正常型 (B)偏向型 (C)双峰型 (D)孤岛型 (E)平顶型 (F)锯齿型 39
正常型 (B)偏向型 (C)双峰型 (D)孤岛型 (E)平顶型 (F)锯齿型 39")
40
M ⑵ 与规格界限进行比较:是否满足设计规格要求。 图例 调整要点 TL TU M
(A)理想型 图形对称分布,且两边有一定余量,是理想状态,此时,应采取控制和监督办法。 TL TU M 调整分布中心 ,使分布中心 与公差中心 重合。 M (B)偏心型 40
理想型. 图形对称分布,且两边有一定余量,是理想状态,此时,应采取控制和监督办法。 TL. TU. M. 调整分布中心 ,使分布中心 与公差中心 重合。 M. (B)偏心型. 40.")
41
过程能力出现过剩,经济性差。可考虑改变工艺,放宽加工精度或减少检验频次,以降低成本。
图例 调整要点 TL TU M 采取措施,减少标准偏差S。 (C)无富余型 TL TU M 过程能力出现过剩,经济性差。可考虑改变工艺,放宽加工精度或减少检验频次,以降低成本。 (D)能力富余型 41
无富余型. TL. TU. M. 过程能力出现过剩,经济性差。可考虑改变工艺,放宽加工精度或减少检验频次,以降低成本。 (D)能力富余型. 41.")
42
已出现不合格品,应多方面采取措施,减少标准偏差S或放宽过严的公差范围。
图例 调整要点 TL M TU 已出现不合格品,应多方面采取措施,减少标准偏差S或放宽过严的公差范围。 (E)能力不足型 42
能力不足型. 42.")
43
4、举例: 某厂生产的产品重量规范要求为1000 (克)。实测数据如下表: 测量单位:cg 43 28 27 26 33 29 18 24
某厂生产的产品重量规范要求为 (克)。实测数据如下表: +0.50 +0 测量单位:cg 43 28 27 26 33 29 18 24 32 14 34 22 30 48 1 35 36 42 38 6 25 39 16 21 20 8 12 37 40 31 47 46 10 19 注:表中数据是实测数据减去1000g乘以100的简化值。 43
。实测数据如下表: 测量单位:cg 注:表中数据是实测数据减去1000g乘以100的简化值。 43.")
44
频数分布表 / 0.5~5.5 5.5~10.5 10.5~15.5 15.5~20.5 20.5~25.5 25.5~30.5 30.5~35.5 35.5~40.5 40.5~45.5 45.5~50.5 1 2 3 4 5 6 7 8 9 10 11 12 13 18 23 28 33 38 43 48 合 计 100 14 19 27 组号 组界 小大 组中值 频数统计 fi 数据记录№ 年 月 日 频数分布表 44

45
TL TU T M 成品重量直方图 判断:过程能力无富余 n=100 = 26.6(cg) S = 9 (cg) 5.5 10.5 15.5
0.5 5.5 10.5 15.5 20.5 25.5 30.5 35.5 40.5 45.5 50.5 50 5 10 15 20 25 30 频数 重量(cg) n=100 = 26.6(cg) S = 9 (cg) 成品重量直方图 判断:过程能力无富余 45
 n=100. = 26.6(cg) S = 9 (cg) 成品重量直方图. 判断:过程能力无富余. 45.")
46
三、具体方法介绍 1、作用 2、作散布图应注意的问题 3、举例 ——12、散布图
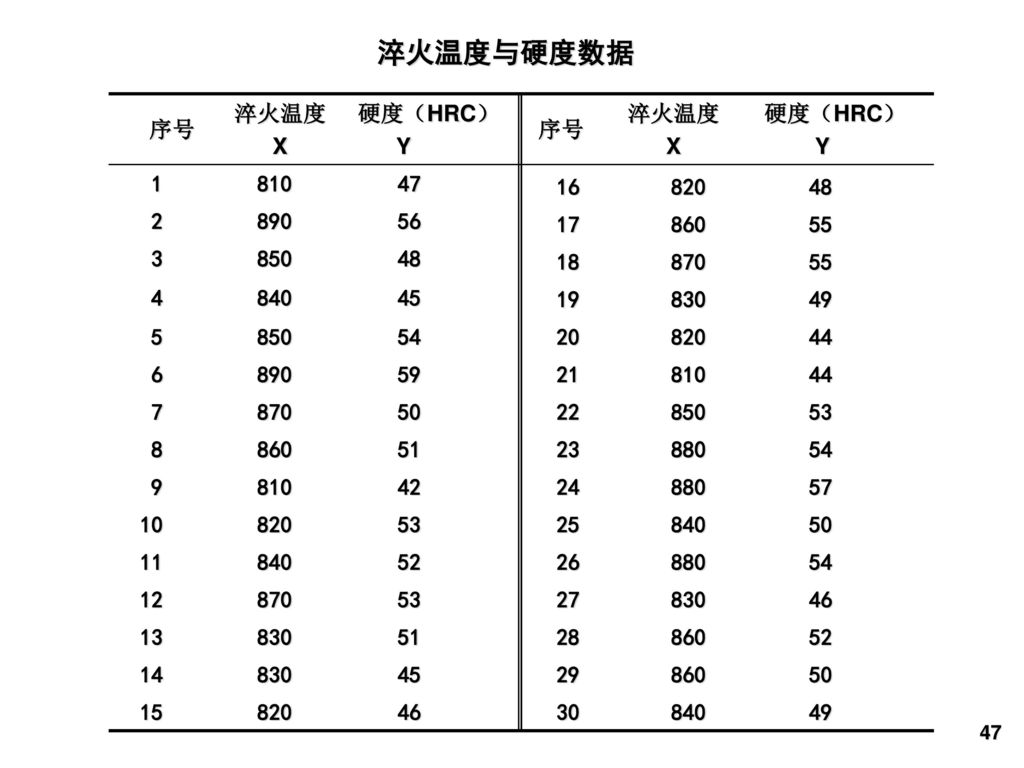
应用散布图分析两个因素之间是否存在相关关系,及其相关程度,以利于QC小组的质量改进活动。 2、作散布图应注意的问题 ⑴ 通过试验,收集两因素的对应数据(X,Y),不得少于30对; ⑵ 通常把容易测量或控制的因素放在X轴,另一因素放于Y轴,两轴长度大致相等; ⑶ 两组完全相同的数据点子,应以“ ” 表示 3、举例 某厂测得钢的淬火温度与硬度之间的成对数据如表所示。现用散布图对这30对相关数据的相关程度进行分析研究
,不得少于30对; ⑵ 通常把容易测量或控制的因素放在X轴,另一因素放于Y轴,两轴长度大致相等; ⑶ 两组完全相同的数据点子,应以 表示. 3、举例. 某厂测得钢的淬火温度与硬度之间的成对数据如表所示。现用散布图对这30对相关数据的相关程度进行分析研究.")
47
淬火温度与硬度数据 淬火温度 硬度(HRC) X Y 淬火温度 硬度(HRC) X Y 序号 46 820 15 45 830 14 51
13 53 870 12 52 840 11 10 42 810 9 860 8 50 7 59 890 6 54 850 5 4 48 3 56 2 47 1 49 30 29 28 27 880 26 25 57 24 23 22 44 21 20 19 55 18 17 16 47
48
钢的淬火温度与硬度的散布图 Y 硬度(HRC) X 淬火温度(OC) 60 58 56 54 52 50 48 46 44 42
X 淬火温度(OC) 钢的淬火温度与硬度的散布图 48
 钢的淬火温度与硬度的散布图. 48.")
49
4、其相关性判断 典型的点子云形状图 对照典型图例判断 X Y X Y X Y (A)强正相关 (C)弱正相关 (E)不相关
X Y X Y (A)强正相关 (C)弱正相关 (E)不相关 X Y X Y X Y (B)强负相关 (D)弱负相关 (F)非直线相关 典型的点子云形状图 49
强正相关. (C)弱正相关. (E)不相关. X. Y. X. Y. X. Y. (B)强负相关. (D)弱负相关. (F)非直线相关. 典型的点子云形状图. 49.")
50
三、具体方法介绍 1、作用 2、种类及其控制界限计算公式。见下表 ——13、控制图 ⑴ 用于分析生产过程是否处于统计控制状态(稳定状态);
⑵ 用来确定何时需要对过程进行调整,以控制生产过程,保持相应的稳定状态; ⑶ 用来确认某生产过程是否得到了改进。 2、种类及其控制界限计算公式。见下表

51
控制图种类及其控制界限计算公式表 51

52
附表:控制图用系数表 n 2 3 4 5 6 7 8 9 10 11 12 A2 A3 D4 D3 B4 B3 E2 “ - ” 表示不考虑
1.880 1.023 0.729 0.577 0.483 0.419 0.373 0.337 0.308 0.285 0.266 A3 2.659 1.954 1.628 1.427 1.287 1.182 1.099 1.032 0.975 0.927 0.886 D4 3.267 2.575 2.282 2.115 2.004 1.924 1.864 1.816 1.777 1.744 1.717 D3 - 0.076 0.136 0.184 0.223 0.256 0.283 B4 2.568 2.266 2.089 1.970 1.882 1.815 1.761 1.716 1.679 1.646 B3 0.030 0.118 0.185 0.239 0.284 0.321 0.354 E2 1.772 1.457 1.290 1.134 1.109 1.054 1.010 0.957 “ - ” 表示不考虑 52

53
3、判断规则 ⑴ 判断生产过程处于受控状态(或称稳定状态)必须同时满足以下两个条件:
没有跑出控制界限的点子; 在控制界限内的点子无排列缺陷(或称随机排列)。 ⑵ 只要有以下两种情况之一就判断生产过程处于失控状态(或称不稳定状态): 点子出界; 界限内的点子有排列缺陷(或称不随机排列)。 ⑶ 主要排列缺陷有以下几种情况: 53
。 ⑵ 只要有以下两种情况之一就判断生产过程处于失控状态(或称不稳定状态): 点子出界; 界限内的点子有排列缺陷(或称不随机排列)。 ⑶ 主要排列缺陷有以下几种情况: 53.")
54
链状排列缺陷——连续9点落在中心线同一侧(如图) UCL CL LCL 趋势排列缺陷——连续6点上升或下降(如图) UCL CL
54

55
点子频频靠近控制界限——连续3点中2点落在中心线一侧的2线至3线之间(如图) UCL CL LCL
连续5点中有4点落在中心线同一侧的1 线至3线之间(如图) UCL CL LCL 1 55
 UCL. CL. LCL. 1 55.")
56
连续14点中相邻点上下交替(如图) UCL CL LCL 连续15点在中心线两侧的1线(即CL 1 )之间(如图) UCL
56

57
连续6点在中心线两侧,但无一在(CL 1 )线之间(如图)
UCL CL LCL 1 57

58
三、具体方法介绍 ——14、过程能力指数 ( 值)
")
59
⑶ 当设计给定的是单侧规格界限时, 59

60
2、判断参考标准 60

61
3、举例 61

62
3、举例 62

63
三、具体方法介绍 1、作用 2、常用的矩阵图型(举例说明) ——15、矩阵图 ⑴ L型矩阵图
当问题和所形成的现象错综复杂,与原因的对应关系难以判断,且难以取得相应数据的情况下,根据大家的经验,应用矩阵图进行整理分析,可理清关系,抓住解决问题的关键。 2、常用的矩阵图型(举例说明) ⑴ L型矩阵图 某电扇厂QC小组对吊扇输入功率高、效率低的问题,使用L型矩阵图。
 ⑴ L型矩阵图. 某电扇厂QC小组对吊扇输入功率高、效率低的问题,使用L型矩阵图。")
64
性能原因分析矩阵图
绝缘强度低 耐压击穿 功率大 转速低 启动性能差 绝缘漆浓度低 预烘时间短 定子性能差 转子缺陷 风叶不配套 风叶角度与电机不匹配 轴承不合格 精加工精度差 性能 原 因 ——表示有强相关(或密切相关)关系 ——表示有关系(或弱相关) 主要问题是“功率大”、“转速低”,主要原因是“定子性能差”。进一步分析定子性能差的影响因素,通过试验,找到解决办法。 64
关系. ——表示有关系(或弱相关) 主要问题是 功率大 、 转速低 ,主要原因是 定子性能差 。进一步分析定子性能差的影响因素,通过试验,找到解决办法。 64.")
65
⑵ T 型矩阵图 分析家用小吸尘器震动不良用T型矩阵图 电机不合格 外筒不合格 螺钉不合格 垫圈不合格 风扇不合格 平 衡 量 板 面 震 动 芯 子 变 形 厚 尺 寸 错 误 紧 固 程 度 安 装 失 圆 重 设 备 精 组 检 查 加工 检验 调整 平衡检查 组装 安装电机 安装外筒 安装垫圈 安装风扇 运转 性能检查 零件 震动不良的因素 工序

66
根据矩阵图分析,造成“震动”的零部件中,主要是“电机不合格”和“风扇不合格”二项;在工序方面,主要是“平衡检查”和“性能检查”二道工序;结合具体影响震动的因素分析,则“平衡量”、“设备精度”和“检查能力”,均对主要零件问题和主要工序问题产生影响。所以要解决紧固设备、平衡机和震动检查装置的能力与精度问题。 66

67
⑶ Y 型矩阵图 67

68
三、具体方法介绍 1、作用 2、举例 ——16、箭条图(矢线图)
用网络图的形式安排一项工程(或产品)的时间进度计划,说明其各项作业之间的关系,以对工期进行高效率的管理。 2、举例
的时间进度计划,说明其各项作业之间的关系,以对工期进行高效率的管理。 2、举例.")
69
⒓ ⒒ ④ ① ② 基础施工 ③ 构架装配 ⑥ 门窗安装 内部安装 检查交工 ⑩ ⑤ 外壁抹灰 外装饰 ⑧ ⑨ ⑦ 管道施工 内壁作业 电气配线 内壁涂漆 2 4 3 1 该例表明,一幢楼房的建筑施工从基础施工开始至检查交工为止,可分为11项作业。其中,基础施工、构架装配和检查交工三项作业不能与其他作业平行进行,该项工程运用箭条图安排施工进度,最短工期需12周(关键线路上所需时间之和)。 69
。 69.")
70
三、具体方法介绍 1、作用 2、举例 ——17、PDPC法(过程决策程序图法)
对于一项从某一初始状态达到理想目标的活动方案的实施过程,预先考虑到进展中可能出现的各种问题,并且提出相应的处置方案和采取预防措施,随时进行调整,以保证达到预定目标。 2、举例

71
QC小组在某设备突然故障停机情况下,如何保证均衡生产进行决策时,运用PDPC法的实例
领库存备件 更换备件 机电人员检查确认 到位否? 到位 有无? 安排其他设备生产 有 外购备件 有无? 修旧件应急用 无 调试运转交付 保证均衡生产 可修复否? 可修复 不可修复 更换调整工装刀具 试生产 确认质量 A0 A1 A2 A3 A4 Z B1 C1 D1 D2 D3 未到位 71

72
三、具体方法介绍 1、什么是正交试验设计法 2、正交表 ——18、正交试验设计法
它是通过选用适宜的“正交表”来合理安排多因素试验的一种方法。 2、正交表 它是安排正交试验时需用到的已经设计好的标准化的表格,是正交试验设计法的基本工具。 正交表的格式,以 L9(34)正交表为例,见表。 1 2 3 4 5 6 7 8 9 列号 试验号 注: L—正交表代号; 9—试验次数(即表中的行数); 4—可安排试验的因素数(即表中的列数); 3—每个因素可安排的位级数(即表中字码的种数)。
正交表为例,见表。 列号. 试验号. 注: L—正交表代号; 9—试验次数(即表中的行数); 4—可安排试验的因素数(即表中的列数); 3—每个因素可安排的位级数(即表中字码的种数)。")
73
3、正交试验设计与分析步骤 (1)明确试验目的,确定考察的指标。 (2)挑因素,选位级(水平),制订因素位级表。
(3)设计试验方案:选用适宜正交表,因素顺序上列,位级对号入座。 (4)实施试验方案。 (5)分析试验结果:常用目测法、极差分析法、画趋势图等。直接看,可靠又方便;算一算,有效又简单。 (6)反复调优试验,以逼近最优方案。 73
设计试验方案:选用适宜正交表,因素顺序上列,位级对号入座。 (4)实施试验方案。 (5)分析试验结果:常用目测法、极差分析法、画趋势图等。直接看,可靠又方便;算一算,有效又简单。 (6)反复调优试验,以逼近最优方案。 73.")
74
4、举例 注: (1)试验目的与考察指标: (2)挑因素,选位级,制订因素位级表: 目的:找出最佳工艺参数配合,降低因弯曲造成的废品。
指标:弯曲率(%)。 因素 位级 开轧温度(℃) A 压下量(mm) B 咬入速度(转/分) C 抛出速度(转/分) D 1 1110 20 15 30 2 1140 25 50 3 1170 35 65 注: A—开轧温度:工艺规定为1140℃30℃; B—压下量:工艺规定为 mm; C—咬入速度:工艺规定为25 10转/分; D—抛出速度:工艺规定为 转/分 +5 -10 +15 - 20 74
。 因素. 位级. 开轧温度(℃) A. 压下量(mm) B. 咬入速度(转/分) C. 抛出速度(转/分) D 注: A—开轧温度:工艺规定为1140℃30℃; B—压下量:工艺规定为30 mm; C—咬入速度:工艺规定为25 10转/分; D—抛出速度:工艺规定为50 转/分")
75
(3)设计试验方案: 选用L9(34)正交表安排试验,见表。 75
设计试验方案: 选用L9(34)正交表安排试验,见表。 75")
76
(4)实施试验方案。 (5)分析试验结果: 直接看:第6号试验最好,结果:弯曲率为0,其工艺条件为A3B2C1D2
各因素对结果影响程度: 画趋势图 A D B C 大 小 40 80 120 160 A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 开轧温度 压下量 咬入速度 抛出速度 综合评定:最佳工艺组合可望是A3B2C1D2,即开轧温度为1170℃, 压下量为30mm,咬入速度为15转/分,抛出速度为50转/分。 76

77
(6)小批跟踪试验,确认选取最佳方案,见表:
批次 生产日期 开坯块数 合格块数 弯曲块数 弯曲废品率% 合格率% 1 5月8日 36 100 2 5月9日 35 2.7 97.3 3 5月11日 33 4 5月12日 5 5月13日 合计 173 172 0.57 99.43 把A3B2C1D2的工艺配合,纳入作业指导书,指导现场生产。 77

Similar presentations


















 主讲人:杨菠.>")
