Download presentation
Presentation is loading. Please wait.

1
5.2 冲压成形CAD/CAE

2
知识回顾 体积成形时,变形体在模具的作用下产生塑性变形。通过金属材料体积的大量转移获得各种制件。体积成形的重要特征是金属材料产生较大塑性变形,而弹性变形相对很小。 刚(粘)塑性有限元法 (即忽略金属的弹性变形) 不能!! 问题:那板料成形是怎样的情况呢?能否也忽略金属的弹性变形呢?

3
推荐参考书

4
主要内容: 板料成形数值模拟概述 分析参数设置 等效拉延筋的设置 成形分析和回弹分析的方法 成形缺陷预测 实例 前处理 求解 后处理

5
第1节 板料成形数值模拟概述

6
板料成形数值模拟概述 板料成形概念 3 1 板料成形数值模拟概念 2 板料成形数值模拟的发展方向 3 模拟分析流程 3 4
DYNAFORM软件介绍 5

7
1.1板料成形及其应用 板料成形是建立在金属塑性变形的基础上,借助于模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺寸和性能的零件。

8
1.1板料成形及其应用 冲压成形产品示例一——日常用品

9
1.1板料成形及其应用 汽车覆盖件 飞机蒙皮

10
1.2板料成形数值模拟的概念 1、成形时会产生哪些缺陷?缺陷可能产生在何处? 2、材料在非线性大变形过程中的应力应变怎样分布?
3、成形后的板料厚度的具体数值为多少?

11
1.2板料成形数值模拟的概念

12
1.2板料成形数值模拟的概念

13
1.2板料成形数值模拟的概念

14
1.2板料成形数值模拟的概念

15
1.2板料成形数值模拟的概念

16
1.2板料成形数值模拟的概念

17
1.2板料成形数值模拟的概念

18
1.2板料成形数值模拟的概念 板料成形数值模拟技术 (又称板料成形CAE技术)是一种把计算机、数值方法、力学、材料学与冲压工艺等集于一体的先进技术。 冲压理论与实践 弹塑性力学 板料成形 数值模拟 三维造型 板金成形性能 计算机图形学 可视化技术

19
1.3板料成形数值模拟的发展方向 1 2 3 提高数值计算的精度和速度 CAD/CAE/CAM技术的结合 人工智能和专家系统技术的应用

20
1.6 DYNAFORM软件介绍 DYNAFORM是由美国ETA公司和LSTC公司联合开发的用于板成形模拟的专用软件包,可以预测并优化成形过程中板料的破裂、起皱、减薄、回弹,成形不足等问题。 拉深、翻边、压边等 回弹分析 多工步成形 坯料形状尺寸反向计算 坯料排样 拉延筋布置 液压成形 功能模块

21
1.6 DYNAFORM软件介绍

22
1.6 DYNAFORM软件介绍 序号 工步 示意图 序号 工步 示意图 1 落料 5 冲孔 2 正拉深 3 正拉深 6 翻边 4 反拉深
7 切边

23
1.6 DYNAFORM软件介绍

24
1.6 DYNAFORM软件介绍

25
1.6 DYNAFORM软件介绍

26
1.6 DYNAFORM软件介绍

27
1.6 DYNAFORM软件介绍

28
1.4模拟分析流程 产品几何模型 毛坯尺寸的反向计算 构建有限元模型 (前处理) 单元网格划分 材料模型的定义 冲压速度的设置 有限元分析
(求解) 模具的运动定义 后处理 板料应力 应变分布 板料厚度 变化 FLD 显示 成形过程 动画
 模具的运动定义. 后处理. 板料应力. 应变分布. 板料厚度. 变化. FLD. 显示. 成形过程. 动画.")
29
第2节 分析参数的设置

30
1.5模拟分析流程 产品几何模型 毛坯尺寸的反向计算 构建有限元模型 (前处理) 单元网格划分 材料模型的定义 冲压速度的设置 有限元分析
(求解) 模具的运动定义 分析参数 后处理 板料应力 应变分布 板料厚度 变化 FLD 显示 成形过程 动画
 模具的运动定义. 分析参数. 后处理. 板料应力. 应变分布. 板料厚度. 变化. FLD. 显示. 成形过程. 动画.")
31
2.1 网格划分 模具: 模具被定义为刚体,对模具进行网格划分的目的有两个: 坯料:
近似描述模具的形面; 作为接触界面与坯料一起构成接触模型,但不参与应力和应变的计算。 故单元的选择对结果影响不大。 坯料: 在冲压成形中,坯料要产生大位移、大转动和大变形。故单元的选择至关重要。

32
2.1 网格划分 (1)常用单元介绍
常用单元介绍")
33
2.1网格划分 (2)网格划分方法 如果坯料网格太大,就不能在模具的圆角过渡处充分成形,这样就会产生较大的计算误差;
问题:数值模拟分析的精度和单元大小之间有何关系呢? 如果坯料网格太大,就不能在模具的圆角过渡处充分成形,这样就会产生较大的计算误差; 网格较少时增加网格数量可以使计算精度明显提高,而计算时间不会有大的增加; 但当网格数量增加到一定程度后,再继续增加网格时,则精度提高甚微,而计算时间却要大幅度增加。

34
2.1网格划分 局部细分网格 但我们提前很难准确预测那部分金属的网格需要加密,怎么办? 网格自动细分技术 (自适应网格划分技术)
")
35
2.1网格划分 所谓的网格自适应技术,是能够按照用户需要的误差准则,自动定义有限元分析网格的疏密程度,使得数值计算在网格疏密相对优化的同时,极大地提高计算效率。 故可以将初始的板料单元划得很大,计算时间步长就会大大增加,从而大大减少计算时间。在计算过程中,它还会根据计算精度的要求,合理细分板料单元,因此在进行冲压成形模拟时应尽量采用这一技术 。

36
2.2毛坯尺寸的反向计算 问题1:毛坯的形状尺寸对成形质量有何影响?
当毛坯初始形状尺寸不合适时,冲压件容易产生破裂和起皱等缺陷,甚至根本不能成形。 合理的毛坯外形不仅可以节省原材料,防止拉深件在成形时的开裂、起皱等缺陷,还可以获得均匀的板厚,并且有助于减少拉深时所需的冲压力,从而减少模具的磨损。

37
2.2毛坯尺寸的反向计算 问题2:在冲压成形中,毛坯的尺寸计算方法有哪些? 对简单回转体零件,采用重量法、体积法、面积法等
对于复杂形状的回转体拉深件,采用解析法、作图解析法等。 对其他形状制件,采用经验图解法、滑移线法、几何映射法 等

38
2.3毛坯尺寸的反向计算 在本章中,给出一种借用计算机来计算毛坯尺寸的反向计算的方法。

39
2.4材料模型的定义 在冲压成形分析中,有刚体材料模型和弹塑性材料模型,前者用于模拟模具,而后者用于模拟板料。
在弹塑性材料模型中,又以幂指数塑性材料模型、分段线性材料模型、厚向异性弹塑性材料模型、3参数Barlat材料模型等。

40
2.4材料模型的定义 (1)刚体材料模型 刚体材料模型通常需要输入的参数包括:刚体的质量、转动惯量等;材料的杨氏模量、泊松比以及质量密度等。
杨氏模量及泊松比主要用于板料与模具间发生接触时接触界面上接触力的计算,但并不用于材料的变形计算。

41
2.4材料模型的定义 (2)幂指数塑性材料模型 采用Mises屈服准则作为材料的屈服准则,这种材料简单明了,考虑了材料的硬化效应和应变率效应,但没有考虑材料的厚向异性。因此,只在一些简单的各向同性材料分析中得到应用。

42
2.4材料模型的定义 (3)分段线性材料模型 使用分段线性函数来逼近材料塑性变形阶段的试验结果,可以得到比其它任何一种逼近方式都精确的结果,因而在工程实践中得到了广泛应用,特别是在汽车碰撞试验中使用频率最高; 但由于没有考虑材料的厚向异性,故该材料模型在冲压分析中主要用于一些各向同性材料的冲压分析。

43
2.4材料模型的定义 (4)厚向异性弹塑性材料模型
材料Hill屈服准则,考虑了厚向异性对材料屈服面的影响,但没有考虑板料平面内的各向异性的影响 这样有个好处就是既可以利用线性硬化塑性应力应变关系作为材料的硬化模型,又可以利用适合于厚度异性系数大于1的板料的冲压分析。但此材料模型仅适应于壳单元的分析。

44
2.4材料模型的定义 (5)3参数Barlat材料模型
即考虑了材料厚向异性对屈服面的影响,又考虑板料平面内的各向异性对屈服面的影响,因此,该模型更能反映各向异性对冲压成形的影响。是专门为冲压成形而提出的。

45
2.4材料模型的定义 (6)DYNAFORM中的材料模型 弹性材料模型 3参数Barlat材料模型 带FLD的厚向异性 幂指数塑性各向同性
分段线性各向同性 厚向异性弹塑性

46
2.5模具运动定义 模具的运动控制可以材料加载曲线的方式来控制,加载曲线可以选择“运动”或“力”选项来定义曲线的类型。
运动曲线允许用户通过速度或位移来定义工具的运动,而力曲线允许用户定义作用于工具上的力。 如果一个工具既定义了运动曲线又定义了力曲线,那么运动曲线控制优先于力曲线控制。 然而,如果为运动曲线设定了死点时间,则将激活力曲线控制,力曲线从运动曲线的死点时间开始作用。

47
2.6冲压速度的设置 虚拟冲压速度 问题:增加冲压速度,对分析的结果有影响吗? 惯性效应
在实际的冲压速度中,模具的运动是比较缓慢的。如果在分析中也使用实际的速度,将导致计算时间的代价太大。 虚拟冲压速度 问题:增加冲压速度,对分析的结果有影响吗? 惯性效应

48
2.6冲压速度的设置 当速度超过一定的临界值后,惯性效应会使仿真的结果严重失真。因此需要选择合适的速度曲线来减少计算时间并且将惯性效应控制在工程实际允许的范围之内。建议模具的速度最大值在2000~5000mm/s之内,同时应该定义速度行程曲线以零开始和结束。曲线的形状可以是梯形或者正弦曲线。

49
板料成形CAE软件介绍 Dynaform是美国ETA公司和LSTC公司联合开发的板料成形分析及数值仿真专用软件,是世界著名的LS-DYNA求解器与ETA/FEMB强大前后处理器的完美组合,两者的高度集成使其成为当今流行的板料成形与模具设计的CAE工具。 Dynaform提供了丰富高效的单元类型,领先的接触和边界处理技术,以及140余种金属和非金属材料模型。 Dynaform可以较为逼真地模拟预压边、拉深、翻边、整形、弯曲、多工序冲压等典型钣金成形过程,并且能直观地显示各种分析结果(如模具零件的运动、板料的动态成形,以及板料厚度的变化、应力应变分布、成形极限预测等)。
。")
50
板料成形CAE软件介绍 Dynaform已在世界各大汽车、航空、钢铁公司以及众多的大学和科研单位得到了广泛的应用,例如奔驰和丰田汽车公司借助Dynaform进行覆盖件及其模具的开发,大大缩短了汽车新品上市周期。自进入中国以来,Dynaform软件已在长安汽车(集团)有限责任公司、南京汽车集团有限公司、上海宝钢、中国第一汽车集团公司等知名企业中得到了成功应用。
有限责任公司、南京汽车集团有限公司、上海宝钢、中国第一汽车集团公司等知名企业中得到了成功应用。")
51
板料冲压成形缺陷 板料冲压成形是一个十分复杂的物理过程。在该过程中,板料经受着较大的塑性变形,如果成形工艺制定不当或者模具设计不适,就会带来各种各样的成形缺陷。 如起皱、破裂、回弹等。

52
板料冲压成形缺陷

53
板料成形数值模拟的应用 1 起皱预测与消除

54
板料成形数值模拟的应用

55
板料成形数值模拟的应用 起皱是板料冲压过程中的一种最为常见的成形缺陷,直接影响产品的表面质量;更为严重的是,板料上的皱纹有时还会在其继续变形过程中被模具熨平,造成工件甚至模具的划伤,从而给生产带来极大损失。这种表面缺陷在板料冲压成型的各个阶段(压边、成形以及切边阶段)都有可能出现,使设计和生产人员很难回避。
都有可能出现,使设计和生产人员很难回避。")
56
板料成形数值模拟的应用 起皱产生的原因: 板料在塑性变形过程中,会受到复杂的应力状态的作用,由于板厚方向尺寸与其他两个方向的尺寸相比很小,因此厚度方向最不稳定。当板面内的压应力达到一定程度时,板厚方向会因受压而不能维持稳定的塑性变形,产生受压失稳起皱。

57
板料成形数值模拟的应用 2 破裂预测与消除

58
板料成形数值模拟的应用

59
板料成形数值模拟的应用 破裂产生的原因: 板料冲压时,变形区内的应力应变分布、各部位的变形状态及其变形路径都随成形过程而不断改变。变形区内的板料常因局部变形过大或变形不均而产生表面微裂纹直至破裂。当板料变形超出其材质的成形极限时,就会出现颈缩失稳,进而发生破裂。

60
板料成形数值模拟的应用 板料在拉力作用下产生塑性变形时,一方面其承载面积在减小,另一方面其应变强化效应在增加。
当板料硬化的应力增量足以补偿因承载面积减小而保持继续变形所需应力的增加值时,其变形可以稳定地进行下去; 当二者相等时,拉深变形处于临界状态,即失稳点; 当板料硬化的应力增量小于承载面积减小所需的应力增加值时,板料失稳直至破裂。

61
板料成形数值模拟的应用 判断破裂的数学方法: 在有限元数值模拟中,一般采用三种预测破裂的方法: 极限应变法 成形极限图法 单元最大变薄率法

62
板料成形数值模拟的应用 极限应变法: 应用各向同性线性强化弹塑性材料模型,直接设定材料的失效塑性应变量,在模拟中,当单元的塑性应变达到该值,该单元就会失效而被删除,从而再现出破裂现象。这种方法简单方便,对于不太复杂的问题,像材料比较均匀可以当作各向同性材料处理的情况非常适用。

63
板料成形数值模拟的应用 成形极限图法: 一般冲压板料,由于冲压方向的影响,基本都具有明显的横向各向异性材料特征,而成形极限图又是通过主次两个方向的极限应变综合判断,对于横向各向异性材料非常适用。

64
板料成形数值模拟的应用 成形极限图的实质就是断裂和没有断裂的变形模式的界限。判断某点是否产生断裂,就是判断该点的变形模式落在哪个区域中。通过软件分析材料的应变,将其放在FLD中考察,若有点落在断裂区域,则产生断裂,反之则未产生断裂。计算元素积分点上的最大应变和最小应变,当主应变平面上的点超过变形界限时,认为断裂产生,反之则未产生断裂。

65
板料成形数值模拟的应用 最大变薄率法: 这种方法仍然是基于成形极限图,为了响应实际生产中,不仅要控制零件不被拉裂,而且对板厚变薄率也要严格控制的这种需要,而被应用到数值计算领域,通过控制局部变薄量来控制成形裕度,当冲压件没有壁厚要求时,和前两种方法是完全一样的,即失稳破裂的判断。 这种方法的缺点是:易造成成形裕度的限制,使材料无法充分发挥其延展性。

66
板料成形数值模拟的应用 3 回弹预测与消除

67
板料成形数值模拟的应用 覆盖件的冲压成形实际上是一种在模具约束下的板料弹塑性变形,冲压结束后,由于弹性区材料的弹性恢复,使得覆盖件的形状和尺寸发生与加载时变形方向相反的变化,这种现象称为回弹。

68
板料成形数值模拟的应用 回弹是板料成形过程中普遍存在的一种现象,对于诸如汽车覆盖件这类大型高强度高精度薄板零件的冲压成形而言,回弹问题的研究尤为重要。 回弹问题相对突出的主要是两类:一类是以弯曲为主要变形方式的类U形弯曲件,如各种梁结构件,由于这类冲压件的外形尺寸通常都很大,又称为大弯曲件;另一类是以浅拉深为主要变形方式的小曲率件,如发动机罩外板、前后翼子板、前后门外板、行李箱盖外板、顶盖等,以及与之相应的内覆盖件。

69
板料成形数值模拟的应用 板料产生回弹的两个主要原因
在板料成形过程中,当板料内外缘表层纤维进入塑性状态,而板料中心仍处于弹性状态,这时当凸模上升去除外载后板料产生弹性回复。金属塑性成形总是伴有弹性变形,所以板料弯曲时,即使内外层纤维全部进入塑性状态,在去除外力时,弹性变形消失,也会出现回弹。板料在回弹前后几何形状的变化如图所示

70
板料成形数值模拟的应用 计算回弹的数学方法 利用隐式算法分析回弹的模型有两种:无模法和有模法。
采用有模法时,因为仍有接触计算,计算时间比无模法长,而且许多计算结果表明,无模法和有模法得到的回弹量大小几乎完全一致。因此,Dynaform在分析制件回弹时采用的是无模法。

71
板料成形数值模拟的应用 无模法的计算思路 在制件冲压成形结束时,去除模具,使所有和模具接触的节点均转变成为自由节点;然后,根据弹塑性有限元法计算得到的最后一步加载结果,按照反向原则,将其结果数据转化为卸载过程节点力的初始值。由于板料零件此时处于无边界约束状态下,为防止出现刚体位移,需要施加位移以及转动约束边界条件。这样,回弹模拟结束后,各节点的位移量即为回弹量。

72
影响成形质量的主要因素 冲压成形质量常常受到毛坯形状、拉延筋布局和结构,冲压方向和速度,凸凹模间隙、摩擦和润滑条件,以及压边力大小等诸多因素影响,下面主要针对压边力、冲压速度、凸凹模间隙及拉延筋布局对覆盖件起皱、破裂和回弹等质量问题的影响展开讨论。

73
影响成形质量的主要因素 压边力 在冲压成形过程中,压边力是影响覆盖件起皱、破裂,以及回弹量的主要因素。
压边力太小必然会引起板料的压应力失稳导致起皱缺陷,压边力太大则会直接使板料拉应力增大,有可能导致板料在过大拉应力作用下产生拉裂缺陷。但较大的压边力可以使毛坯产生较为充分的塑性变形,进而可以减小成形后的回弹量。因此,需要选取一个大小合适的压边力,使覆盖件在成形过程中不会因压边力过小或过大而诱发起皱或拉裂的危险,同时保证其成形尺寸精度,尽可能地减少成形后的回弹量。

74
影响成形质量的主要因素 冲压速度 冲压速度过慢,将影响覆盖件的生产效率。但是,冲压速度太快,一方面容易导致板料塑性变形不充分,另一方面有可能导致变形体内部应力的快速集中,增加制件局部区域的破裂倾向。 冲压速度过快,极易造成变形剧烈区域的最大拉应力在瞬间达到或超过板料的极限拉应力、或者最大剪切应力瞬间达到金属晶体滑移的极限剪强度而造成局部破裂。

75
影响成形质量的主要因素 凸凹模间隙 凸凹模间隙越大,板料流动的阻力就越小,越容易引起制件部分起皱,而且过大的间隙也会使板料的贴模程度降低,塑性变形成分减少,从而使卸载后的覆盖件回弹量增大。凸凹模间隙小,材料流动阻力大,可能会引起覆盖件部分破裂,并且会因过大的摩擦磨损或黏着磨损而降低模具的使用寿命;但较小的凸凹模间隙却可以使毛坯受到较大的塑性变形,减小成形后的覆盖件回弹量。

76
影响成形质量的主要因素 拉延筋布局 在其它冲压条件和模具结构不变的前提下,光靠调整设备压边力是很难消除或减小起皱、破裂和回弹等冲压缺陷的。这时需要在模具上增设拉延筋来对板料的局部压边力进行调整。合理布置拉延筋是汽车覆盖件冲压成形过程中控制其成形质量的重要手段之一。

77
影响成形质量的主要因素

78
影响成形质量的主要因素 利用拉延筋调节局部压边力的基本原理:
当板料通过拉延筋时将产生两种阻力:板料与拉延筋之间的摩擦力和板料通过拉延筋时产生的弯曲/反弯曲变形力。这两种阻力作用在板料上,可以改善冲压过程中局部金属的流动性,提高覆盖件的成形质量和成形后的稳定性。

79
影响成形质量的主要因素 回弹的影响因素 材料力学性能的影响
弯曲件的材料特性对回弹有直接影响,一般来说,回弹量大小大致与材料的屈服强度成正比,与材料的杨氏模量E成反比,板厚各向异性值和材料强化系数值越小,材料的应变强化指数n值越大,回弹量越小。

80
影响成形质量的主要因素 回弹的影响因素 相对弯曲半径的影响
相对弯曲半径表示弯曲成形的变形程度,回弹值与相对弯曲半径成正比,相对弯曲半径越小,断面中塑性变形区越大,切向总应变中弹性应变分量所占的比例越小,因此卸载时弹性回弹随相对弯曲半径的减小而减小;而相对弯曲半径较大时,虽然变形程度很小,但材料断面中心部分会出现很大的弹性区,所以回弹量较大。

81
影响成形质量的主要因素 回弹的影响因素 弯曲角θ的影响 在一定的相对弯曲半径情况下,弯曲角越大,则变形区越大,工件的角度回弹值也越大。
弯曲零件形状的影响 一般来说,弯曲零件形状越复杂,弯曲变形时各个部分变形相互制约作用越大,增加了弯曲时的变形阻力,使薄板内层受压变形成份减小,薄板截面上的切向应力分布趋于均匀,因而降低了一次成形的回弹量。

82
影响成形质量的主要因素 回弹的影响因素 模具尺寸的影响
当凸模半径一定时,V形弯曲件的回弹量随凹模开口尺寸的增大而减小,凸模半径较大而凹模开口尺寸过小时,回弹量很大,U形件的回弹量随凹模开口深度的增大而减小,凹模开口深度与薄板厚度之比小于4,随着凹模开口深度的减小,U形件的回弹量显著增加。

83
影响成形质量的主要因素 回弹的影响因素 模具间隙的影响
U形弯曲模的凸、凹模间隙越大,卸载后回弹越大,过大的间隙使材料的贴模程度减低,减小了对弯曲件直边的径向约束作用。 弯曲校正力的影响 弯曲校正力能改变零件弯曲变形区的应力状态和应变性质,减小变形区内外层应力分布的不均匀性,达到减小回弹量的目的。

84
影响成形质量的主要因素 回弹的影响因素 弯曲方式的影响
薄板的弯曲成形主要有2种变形形式:①无底凹模的自由弯曲;②有底凹模的限制弯曲。2种方式的变形情况不同,卸载后的零件的弯曲回弹量也不同。

85
板料成形过程中的物理现象 接触碰撞现象 1

86
板料成形过程中的物理现象 接触碰撞现象是一种十分普遍的物理现象,它是两个物体表面间产生的相互作用的一个过程。在机械领域,接触碰撞是十分重要的物理现象,它不仅存在于像机械传动,冲压成形和机械连接等人为设置的装置和系统中,也在像汽车碰撞这类人们不愿发生的过程中产生重要影响。接触碰撞常引起复杂的冲击波,使受撞物体或系统产生复杂的变形和响应。

87
板料成形过程中的物理现象 当两接触表面相对运动速度足够大时,它们之间的碰撞力可以摧毁其中一个表面或同时摧毁两个表面。这个过程中的计算是最难的工程计算问题之一,因为它涉及一个求解具有未知边界条件的边值问题。当两物体发生接触时,该两物体的接触状态与它们的变形和运动状态有关,两物体的变形和运动状态又影响它们之间的接触状态,这就使得处于接触状态的物体的边界状态确定变的很棘手,这个问题在大变形状态下尤为突出。

88
板料成形过程中的物理现象 2 摩擦磨损现象 1

89
板料成形过程中的物理现象 摩擦是与接触不可分割的物理现象,它表现为对两接触表面相对运动的阻碍作用。在薄板冲压过程中,有时要利用摩擦,而有时要避免摩擦以达到控制材料流动的目的。摩擦作业除与摩擦接触力有关外,还与两接触表面的物理和化学性质,表面粗糙度等许多因素有关。正因为如此,摩擦的计算是很复杂的,并与接触力的计算不可分割。

90
板料成形过程中的物理现象 磨损是摩擦作用的一种反映,它是冲压模具失效的主要形式。摩擦磨损的快慢就决定了模具的使用寿命。值得一提的是增加模具表面的耐磨性是提高模具寿命的有效途径但不是唯一途径。如果模具材料和表面耐磨性不变,减小法向接触应力峰值和摩擦力峰值同样可以减轻磨损,从而提高模具的使用寿命。

91
板料成形过程中的物理现象 弹塑性变形现象 3 1

92
板料成形过程中的物理现象 金属塑性变形的属性是薄板冲压成形技术的基础,冲压成形中,毛坯与零件形状间的差距全靠塑性变形来填补。在冲压成形的加载过程中,工件在发生塑性变形的同时伴有弹性变形。冲压成形过程完成后,模具对工件的作用消除,大部分弹性变形也跟着消失,但塑性变形得以保留。 由于冲压成形零件中常存在残余应力,因此也有部分弹性变形残存。尽管塑性变形是科学界和工程界长期以来的重要研究课题,但其在复杂条件下的计算问题仍没有完全解决。

93
板料成形过程中的物理现象 汽车覆盖件(简称覆盖件)通常是指覆盖汽车发动机、底盘、驾驶室和车身等部位的大型薄板零件,包括外覆盖件和内覆盖件。轿车的车前板和车身、载重汽车的车前板和驾驶室、小客车的车前板和车身、箱式货车的车身等都是由覆盖件和一般冲压件构成的。
通常是指覆盖汽车发动机、底盘、驾驶室和车身等部位的大型薄板零件,包括外覆盖件和内覆盖件。轿车的车前板和车身、载重汽车的车前板和驾驶室、小客车的车前板和车身、箱式货车的车身等都是由覆盖件和一般冲压件构成的。")
94
板料成形过程中的物理现象 覆盖件和一般冲压件相比,具有材料薄、形状复杂且多为空间曲面、结构尺寸大和表面质量要求高等特点。汽车覆盖件的成形相对一般冲压零件复杂,涉及到大量的几何非线性、材料非线性和边界条件非线性等问题。覆盖件的质量常常因模具结构、冲压方向、毛坯形状,以及压边力、拉延筋、凹凸模间隙、冲压速度等确定或设计不当而受到影响,其中起皱、拉裂、回弹是覆盖件成形过程中最为常见的三种质量问题。

95
实例1 方形盒制件拉深成形的数值模拟

96
有限元模型 首先在PRO/E平台上建立图1所示方形盒制件的几何面模型,然后将该模型以IGES格式导入Dynaform,并利用Dynaform提供的板料尺寸估算工具(BSE)与模面工程工具(DFE)分别建立方形盒的展开模型、拉深凸模和凹模模型,以及压边圈模型。由于图1制件在几何上对称,为了节约数值模拟时间,提高计算效率,本文只取上述模型的1/4作为分析对象。其中,拉深凸模和制件展开的有限元模型分别如图3和图4所示。
与模面工程工具(DFE)分别建立方形盒的展开模型、拉深凸模和凹模模型,以及压边圈模型。由于图1制件在几何上对称,为了节约数值模拟时间,提高计算效率,本文只取上述模型的1/4作为分析对象。其中,拉深凸模和制件展开的有限元模型分别如图3和图4所示。")
97
板料成形数值模拟技术的研究现状

98
实例一 发动机罩外板拉深成形

99
发动机罩外板拉深成形模拟

100
发动机罩外板拉深成形模拟 发动机罩外板属于变曲率薄板冲压件,其特点为:轮廓尺寸大、拉深深度相对较浅、成形后其空间曲面的曲率半径较大,作为汽车的“脸面”,其外观质量要求很高,表面不允许有皱纹、凹痕、擦伤、破裂以及其它可能破坏表面完美的缺陷。成形后零件的回弹量较大,尺寸精度比较低,严重影响到整车装配。

101
发动机罩外板拉深成形模拟 有限元模型 首先在UG平台上建立发动机罩外板的几何面模型,然后将该模型以IGES格式导入Dynaform,并利用Dynaform提供的板料尺寸估算工具(BSE)与模面工程工具(DFE)分别建立发动机罩外板零件的展开模型、拉深凸模和凹模模型,以及压边圈模型。由于图示零件具有几何对称性,为了节约数值模拟时间,提高计算效率,故只取零件展开模型、模面模型和压边圈模型的一半作为分析对象。
与模面工程工具(DFE)分别建立发动机罩外板零件的展开模型、拉深凸模和凹模模型,以及压边圈模型。由于图示零件具有几何对称性,为了节约数值模拟时间,提高计算效率,故只取零件展开模型、模面模型和压边圈模型的一半作为分析对象。")
102
发动机罩外板拉深成形模拟

103
发动机罩外板拉深成形模拟 模具与板料之间的定位

104
发动机罩外板拉深成形模拟 材料参数 材料选用Dynaform提供的具有各向异性的低碳钢板DQ(相当于国内生产的冷轧钢板ST13),其力学参数与应力应变曲线分别见图。板料厚度0.8mm。
,其力学参数与应力应变曲线分别见图。板料厚度0.8mm。")
105
发动机罩外板拉深成形模拟 考查指标 局部最小厚度:厚度减薄率不得超过20% ,最薄处厚度应该在0.64mm以上
起皱部位:视其出现的位置来判别对产品质量影响的严重性 拉深方向上的回弹量:要求在3mm以下

106
发动机罩外板拉深成形模拟

107
发动机罩外板拉深成形模拟 正交实验方案 因 素 实 验 号 A 压边力 (KN) B 拉延筋深度 (mm) C 冲压速度 (mm/s) D
凸凹模间隙 1 300(A1) 6(B1) 1000(C1) 0.8(D1) 2 7(B2) 2000(C2) 0.84(D2) 3 8(B3) 3000(C3) 0.88(D3) 4 400(A2) 5 6 7 500(A3) 8 9
 6(B1) 1000(C1) 0.8(D1) 2. 7(B2) 2000(C2) 0.84(D2) 3. 8(B3) 3000(C3) 0.88(D3) (A2) (A3)")
108
发动机罩外板拉深成形模拟 数值模拟结果 因素 实 验 号 A 压边力 (KN) B 拉延筋高度(mm) C 冲压速度(mm/s) D
评价指标 局部最小厚度(mm) 起皱部位 负Z方向回弹量(mm) 1 A1 B1 C1 D1 0.647 法兰区 3.439 2 B2 C2 D2 0.645 同上 3.606 3 B3 C3 D3 0.602 4.808 4 A2 0.639 3.294 5 0.594 3.522 6 0.642 3.625 7 A3 0.59 3.208 8 0.637 3.648 9 0.638 2.836
 起皱部位. 负Z方向回弹量(mm) 1. A1. B1. C1. D 法兰区 B2. C2. D 同上 B3. C3. D A A")
109
发动机罩外板拉深成形模拟 1.894 1.875 1.865 0.631 0.625 0.622 1.876 1.882 0.627 1.926 1.922 1.786 0.642 0.641 0.595 1.879 1.877 1.878 0.6263 0.6257 0.626 Ⅰ:对应各考查因素(j=A,B,C,D)与水平(Ⅰ=1,Ⅱ=2,Ⅲ=3)的制件局部最小厚度之和。:同上,制件局部最小厚度的平均值 极差 0.009 0.002 0.047 0.0006 局部最小厚度指标极差 11.853 10.441 9.692 3.951 3.48 3.23 9.941 10.776 11.269 3.314 3.592 3.756 10.712 9.736 11.538 3.571 3.245 3.846 9.797 10.439 11.75 3.266 3.917 Ⅰ:对应各考查因素(j=A,B,C,D)与水平(Ⅰ=1,Ⅱ=2,Ⅲ=3)的制件回弹量之和 0.721 0.442 0.601 0.651 回弹量指标极差
与水平(Ⅰ=1,Ⅱ=2,Ⅲ=3)的制件局部最小厚度之和。:同上,制件局部最小厚度的平均值. 极差 局部最小厚度指标极差 Ⅰ:对应各考查因素(j=A,B,C,D)与水平(Ⅰ=1,Ⅱ=2,Ⅲ=3)的制件回弹量之和 回弹量指标极差.")
110
发动机罩外板拉深成形模拟 拉深质量

111
发动机罩外板拉深成形模拟 冲压速度和压边力对局部最小厚度的影响

112
发动机罩外板拉深成形模拟 压边力和凸凹模间隙对回弹量的影响

113
发动机罩外板拉深成形模拟 一般来讲,回弹允许值应由零件的形位公差和装配要求所决定。对于本发动机罩外板零件,技术要求回弹量控制在3mm以下,但从九个实验的回弹量数据来看,还不能满足此技术要求。因此,需要要找出主要因素对回弹量的影响规律,为优化工艺参数和模具结构参数作准备。

114
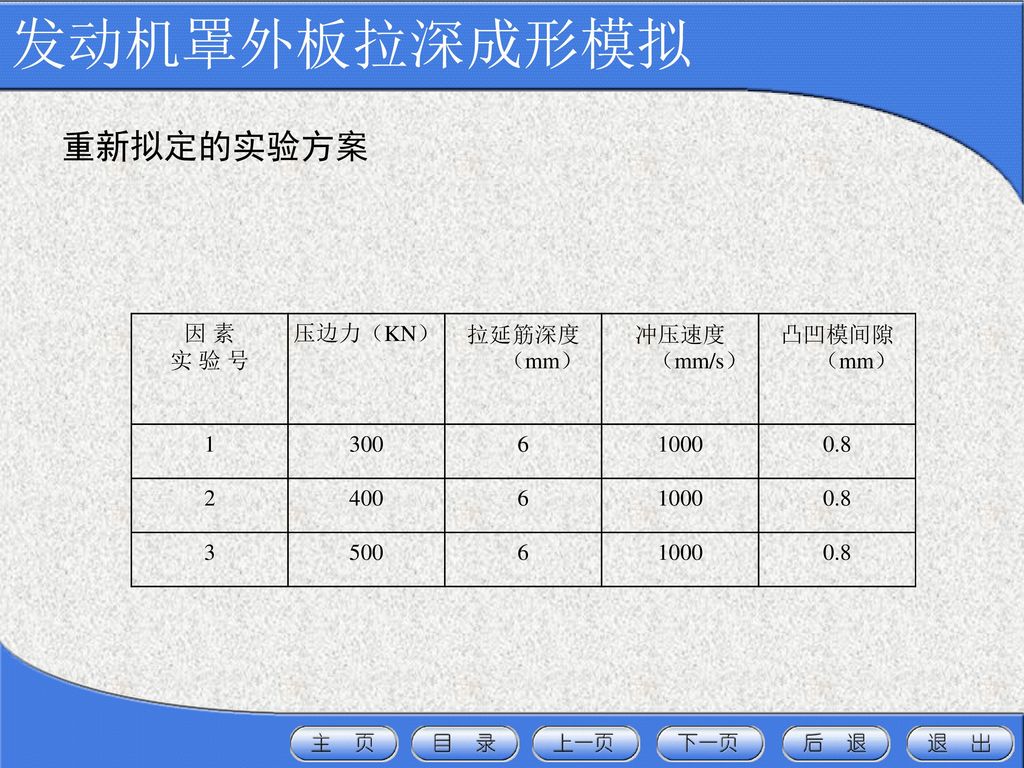
发动机罩外板拉深成形模拟 重新拟定的实验方案 因 素 实 验 号 压边力(KN) 拉延筋深度(mm) 冲压速度(mm/s)
1 300 6 1000 0.8 2 400 3 500
115
发动机罩外板拉深成形模拟 第二次实验结果 注:由于实验3的局部最小厚度低于规定值(≮0.64mm),有拉裂的可能,故未对其进行回弹分析。
因素 实验号 压边力(KN) 拉延筋深度(mm) 冲压速度(mm/s) 凸凹模间隙(mm) 评价指标 局部最小厚度(mm) 起皱部位 负Z方向回弹位移量(mm) 1 300 6 1000 0.8 0.647 法兰 3.439 2 400 0.644 同上 3.137 3 500 0.639 / 注:由于实验3的局部最小厚度低于规定值(≮0.64mm),有拉裂的可能,故未对其进行回弹分析。
 拉延筋深度(mm) 冲压速度(mm/s) 凸凹模间隙(mm) 评价指标. 局部最小厚度(mm) 起皱部位. 负Z方向回弹位移量(mm) 法兰 同上 / 注:由于实验3的局部最小厚度低于规定值(≮0.64mm),有拉裂的可能,故未对其进行回弹分析。")
116
发动机罩外板拉深成形模拟 分析上表的实验1和实验2数据发现,两者的“局部最小厚度”仅差0.003mm,而“负Z方向回弹量”却相差0.304mm。可见在技术要求允许的范围内,压边力对制件回弹量的影响要大于对局部最小厚度的影响,且有随压边力增加而回弹量减小的趋势。由此设想,在400—500KN之间可能还存在一个更合适的压边力,既满足局部最小厚度要求,又会使回弹量最小,以满足所定指标。为此,取压边力为450KN,再做实验。

117
发动机罩外板拉深成形模拟 第三次实验结果 因素 实验号 压边力(KN) 拉延筋深度(mm) 冲压速度(mm/s) 凸凹模间隙(mm)
评价指标 局部最小厚度(mm) 起皱部位 负Z方向回弹量(mm) 4 450 6 1000 0.8 0.642 法兰 2.588
 起皱部位. 负Z方向回弹量(mm) 法兰")
118
发动机罩外板拉深成形模拟 最优实验方案结果

119
发动机罩外板拉深成形模拟

120
发动机罩外板拉深成形模拟

121
发动机罩外板拉深成形模拟 本例对外板零件数值模拟实验中的板料厚度减薄、起皱、破裂与回弹等现象的进行了深入地分析和讨论;并就产生这些现象的原因进行了较为全面地论述;然后有针对性地提出了控制外板零件拉深质量的一些措施;最后确定了宝来A5发动机罩外板拉深的最优工艺方案和模面结构参数。 即:压边力900KN,拉延筋高度6mm,冲压速度1000mm/s(相当于实际冲压速度的10倍),凸凹模间隙0.8mm。
,凸凹模间隙0.8mm。")
Similar presentations

 庄子(道家学派) 老子(道家学派)>")











>")



有限公司 毕业生招聘宣讲会>")

