Download presentation
1
第九章 計數值抽樣計畫

2
9.1 概論 計數值抽樣計畫 (attribute sampling plans) 是依據甲乙雙方議定之抽樣計畫形式,訂定批量 (N)、樣本數 (n)、允收數 (c)、平均數 ( ) 及不良率 (AQL或LTPD) 等驗收標準。 計數值抽樣計畫概分為規準型抽樣計畫 (two-point sampling schemes)、連續生產型抽樣計畫 (continuing sampling plans)、選別型抽樣計畫 (rectifying sampling schemes) 及調整型抽樣計畫 (adjusting sampling plans) 等四種,其相關之量表如表9.1所示。
、連續生產型抽樣計畫 (continuing sampling plans)、選別型抽樣計畫 (rectifying sampling schemes) 及調整型抽樣計畫 (adjusting sampling plans) 等四種,其相關之量表如表9.1所示。")
3
計數值抽樣計畫

4
9.2 規準型抽樣計畫 規準型抽樣計畫係生產者與消費者雙方於議定之品質條件下所執行之抽樣計畫,需同時滿足OC曲線之生產者風險及消費者風險,因此於OC曲線上需通過甲乙雙方議定的 ((1-α), p0) 及 (β, p1) 兩點,故又稱為兩點抽樣計畫 (詳如8.10.3節)。
, p0) 及 (β, p1) 兩點,故又稱為兩點抽樣計畫 (詳如8.10.3節)。")
5
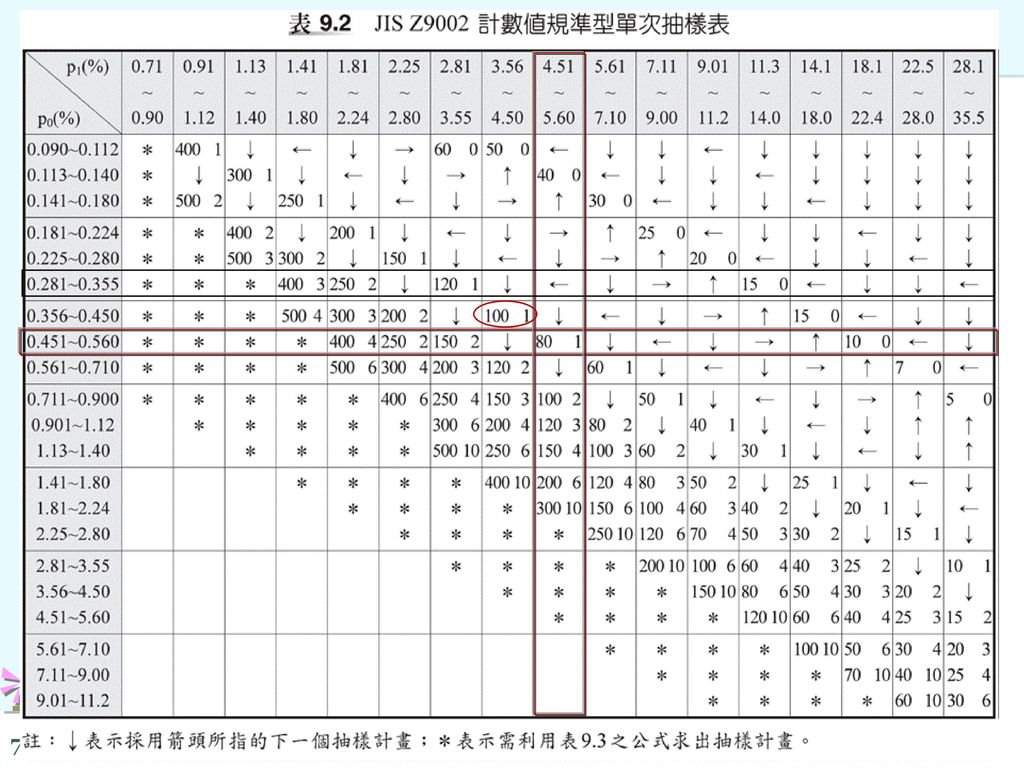
規準型抽樣計畫 JIS Z9002抽樣檢驗標準其抽樣計畫之訂定方式如下:
買賣雙方議定允收不良率 (p0) = AQL及拒收不良率 (p1) = LTPD。 買賣雙方議定送驗批量 (N)。 依據p0及p1查表9.2 JIS Z9002計數值規準型單次抽樣計畫表,可得出樣本數 (n) 及允收數 (c)。 若查出值為*,則需使用表9.3 JIS Z9002抽樣檢驗設計之輔助表。
 = AQL及拒收不良率 (p1) = LTPD。 買賣雙方議定送驗批量 (N)。 依據p0及p1查表9.2 JIS Z9002計數值規準型單次抽樣計畫表,可得出樣本數 (n) 及允收數 (c)。 若查出值為*,則需使用表9.3 JIS Z9002抽樣檢驗設計之輔助表。")
6
規準型抽樣計畫 (1)計算p1/p0之值; (2)由p1/p0值,查表9.3得出允收數 (c);
(3)將p0、p1代入表9.3相對應欄位中之公式求出樣本數 (n),若樣本數 (n) 不為整數時,以最接近整數代之。
將p0、p1代入表9.3相對應欄位中之公式求出樣本數 (n),若樣本數 (n) 不為整數時,以最接近整數代之。")
8
JIS Z 9002

9
JIS Z9002 使用JIS Z9002抽樣檢驗計畫表需注意下列事項:
若查表所得之樣本 (n) ≥ 送驗批量 (N) 時,應採100% 檢驗。 若查表所得為箭號者,則依箭號指示找出抽樣樣本 (n) 及允收數 (c)。 p1/p0之值需大於1.86,否則樣本數 (n) 會過大,不符經濟效益。 當樣本(n)及允收數(c)求出後,可視需要再修訂p0、p1,以訂定雙方可接受的抽樣計畫 (n, c)。
 ≥ 送驗批量 (N) 時,應採100% 檢驗。 若查表所得為箭號者,則依箭號指示找出抽樣樣本 (n) 及允收數 (c)。 p1/p0之值需大於1.86,否則樣本數 (n) 會過大,不符經濟效益。 當樣本(n)及允收數(c)求出後,可視需要再修訂p0、p1,以訂定雙方可接受的抽樣計畫 (n, c)。")
10
例題 9.1 解 允收數

11
例題 9.2 解

12
例題 9.3 解

13
9.3 連續生產型抽樣計畫 若產品於生產線上屬連續生產型態,且於製程檢驗時不易區分「批」時,必須以連續生產型抽樣計畫管制其品質。
連續生產型抽樣計畫之執行分為兩個階段,即篩檢階段及抽樣檢驗階段,其中篩檢階段需連續執行i個產品檢驗 (i個全部檢驗),抽樣檢驗階段則依抽樣頻率抽檢產品。
,抽樣檢驗階段則依抽樣頻率抽檢產品。")
14
9.3.1 H. F. Dodge連續生產型抽樣計畫 H. F. Dodge於1943年發展出的連續生產型抽樣計畫係以平均出廠品質極限 (AOQL)、檢驗間隔數 (i) 及抽樣頻率 (f) 等,訂定其抽樣計畫,本抽樣計畫計有:CSP-1、CSP-2及CSP-3等三種。
、檢驗間隔數 (i) 及抽樣頻率 (f) 等,訂定其抽樣計畫,本抽樣計畫計有:CSP-1、CSP-2及CSP-3等三種。 .")
15
9.3.1.1 CSP-1 連續生產型抽樣計畫執行程序,如圖9.1所示:
執行篩檢,若經檢驗i個連續生產的產品,均為良品,則執行,否則執行。 改以每間隔1/f個產品抽一個樣本檢驗。 一直持續執行篩檢,直到連續i個良品出現時才執行 。 當抽樣檢驗階段發現任何一個不良品時,立即恢復執行篩檢。

16
CSP-1

17
CSP-1

18
例題 9.4 解

19
CSP-2 CSP-2連續生產型抽樣計畫執行程序與CSP-1連續生產型抽樣計畫執行程序類似,惟抽樣檢驗階段容許在檢驗間隔數 (i) 內有1個不良品存在。
 內有1個不良品存在。")
20
例題 9.5 解

21
例題 9.5

22
9.3.1.3 CSP-3 CSP-3連續生產型抽樣計畫執行程序與CSP-2連續生產型抽樣計畫執行程序類似,使用CSP-2表 (表9.5)
執行篩檢,若經檢驗i個連續生產的產品均為良品,則執行,否則執行。 改以每間隔1/f個產品抽一個產品檢驗。 一直持續執行篩檢,直到連續i個良品出現時才執行 。 當抽樣檢驗階段發現一個不良品時,依舊執行抽樣檢驗,並開始計算樣本數;若後續i個樣本中又發現兩個不良品時 (即出現第三個不良品時),則立即恢復執行篩檢;若後續i個樣本中其不良品數≦1時,則持續執行抽樣檢驗。
,則立即恢復執行篩檢;若後續i個樣本中其不良品數≦1時,則持續執行抽樣檢驗。")
23
9.3.2 JIS Z9008連續生產型抽樣計畫 其檢驗程序如下:

24
1/f

25
Table 9.7

26
Table 9.8

27
例題 9.6 解

28
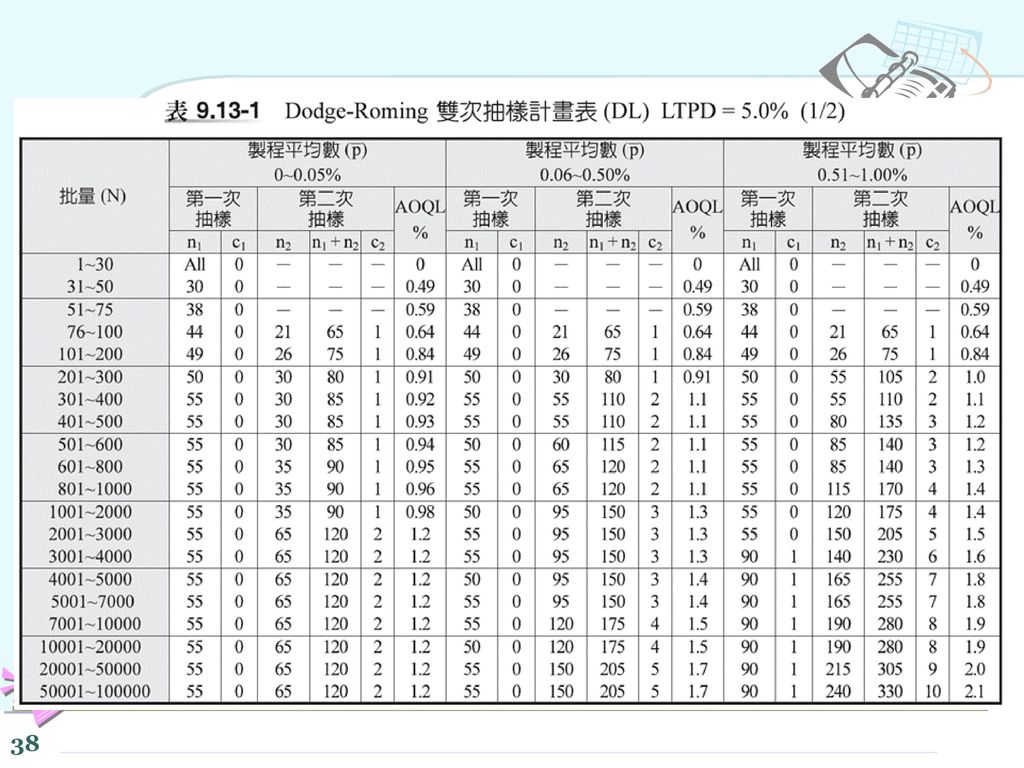
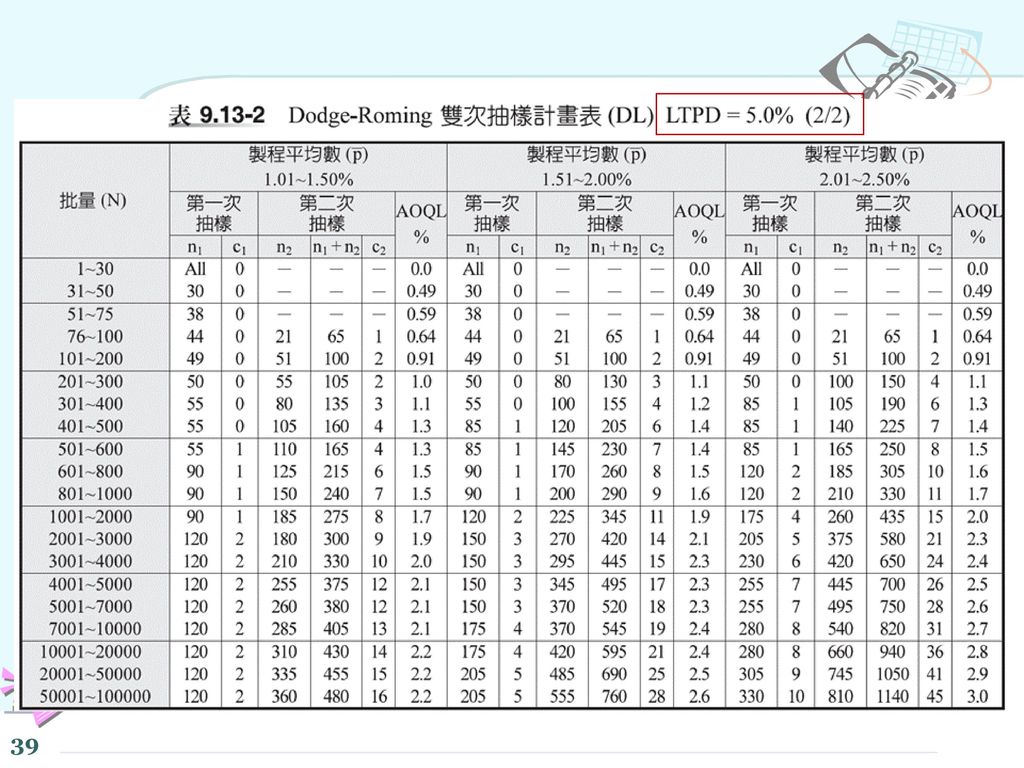
9.4 選別型抽樣計畫 選別型抽樣計畫係當送驗批量被判定為允收時,需將樣本中不良品以良品更換;被判定為拒收時,並不執行全數退貨,而是進行100% 檢驗,其間發現之不良品以良品更換。 此抽樣計畫適用時機為:採購產品時僅有唯一一家供應商,或急需用料時,亦或因特殊原因無法選擇其他供應商時。

29
Dodge-Roming 抽樣計畫

30
LTPD抽樣計畫表之類別 一、LTPD抽樣計畫表之類別

31
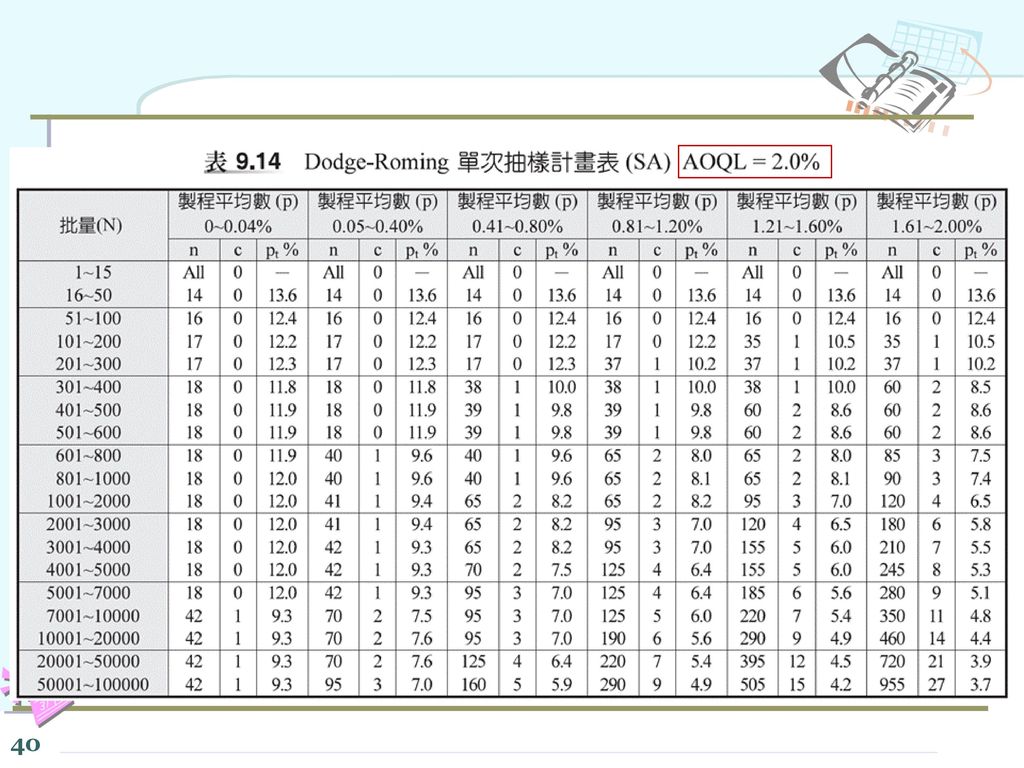
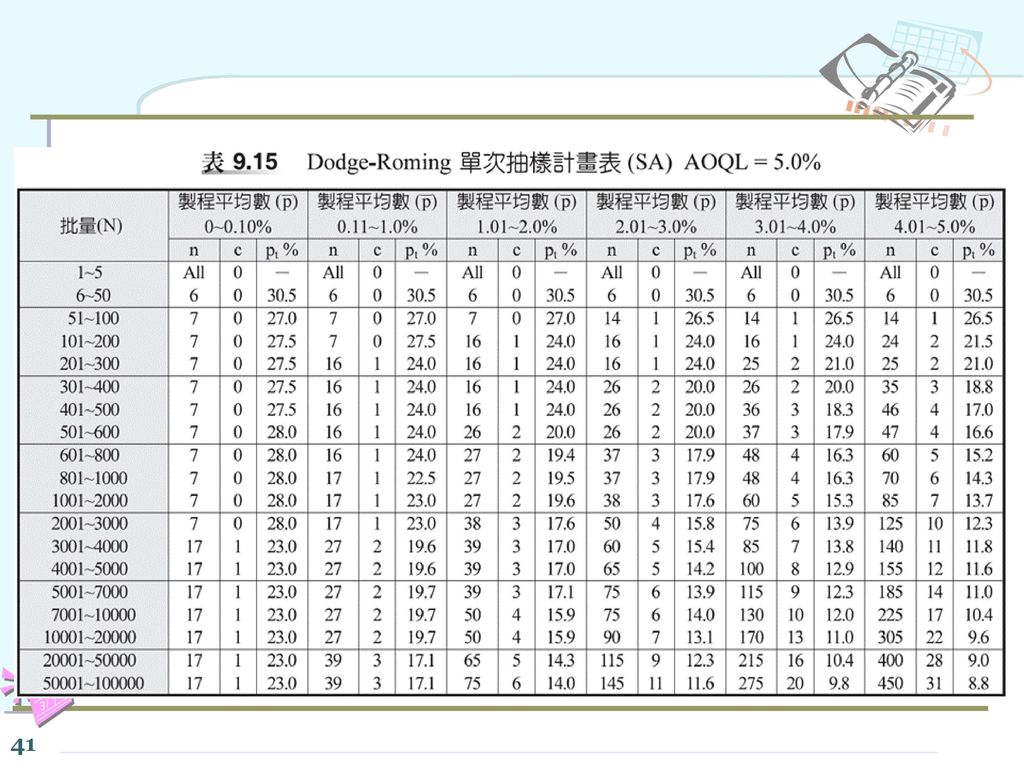
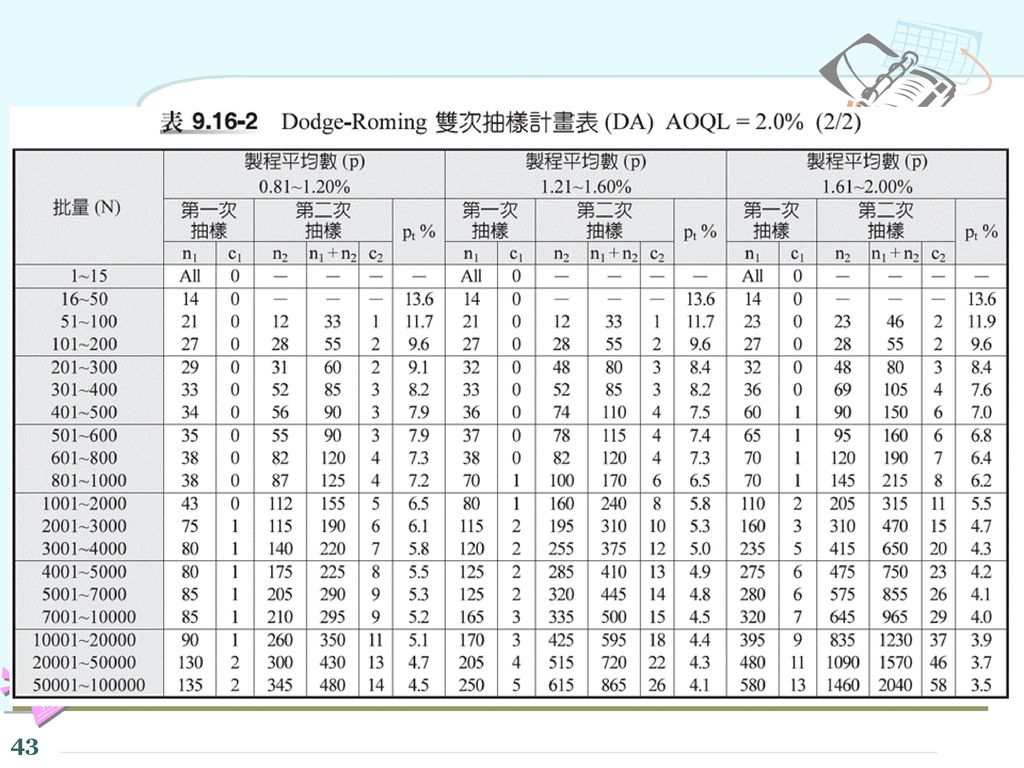
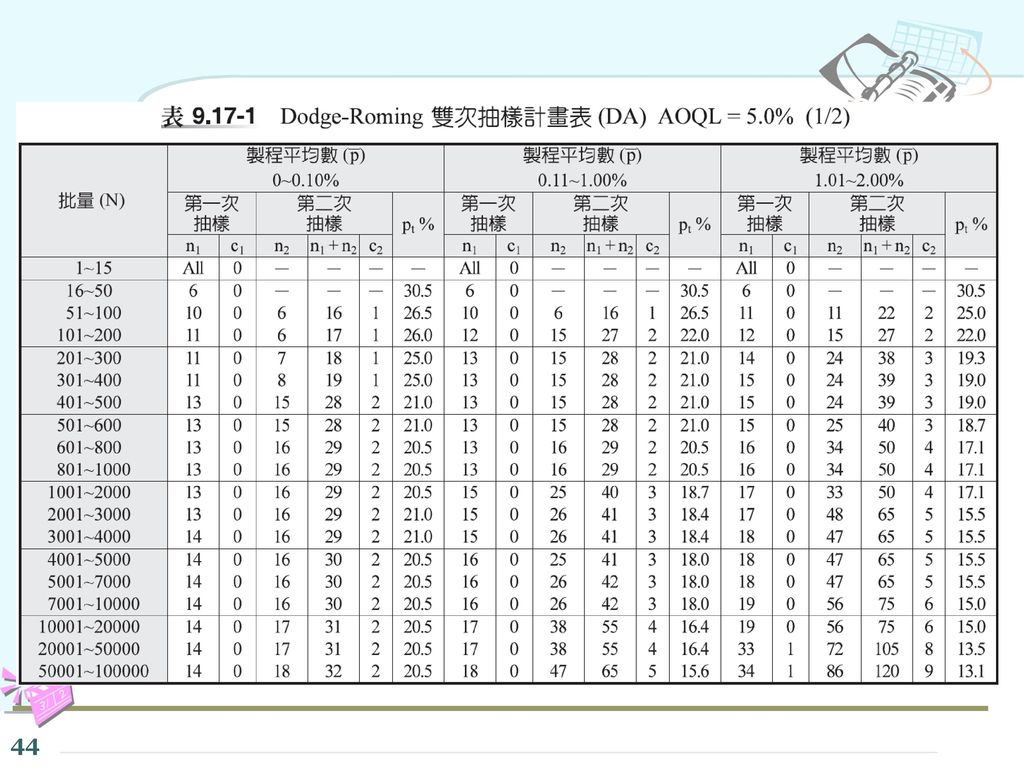
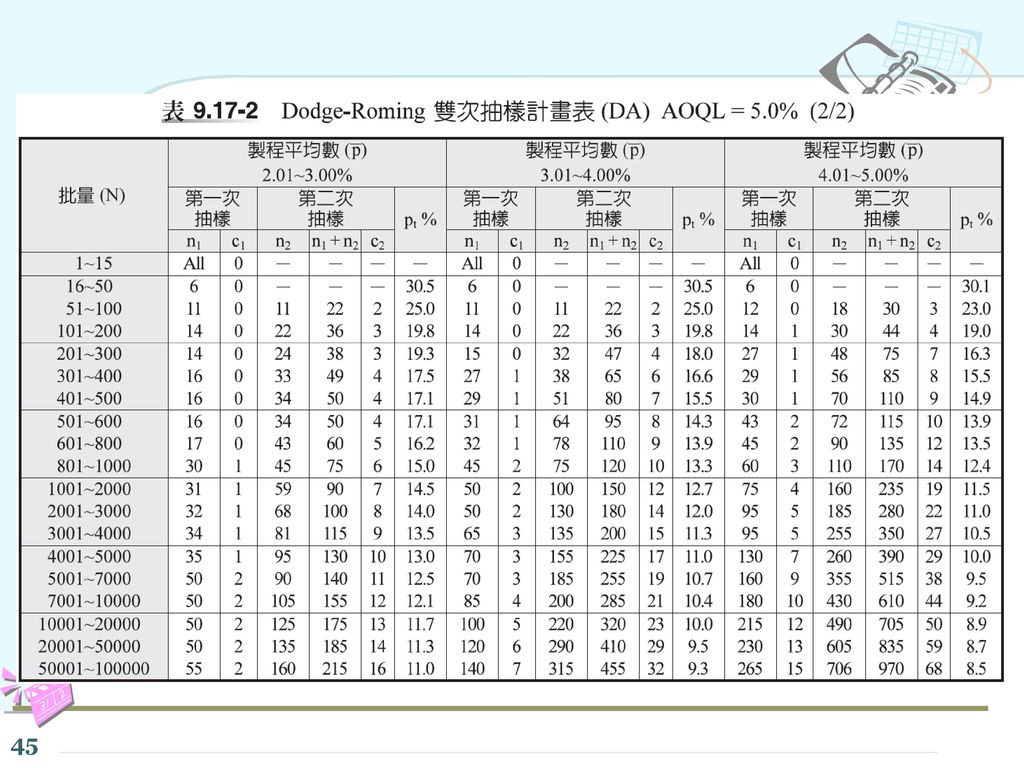
AOQL抽樣計畫表之類別 二、AOQL抽樣計畫表之類別

32
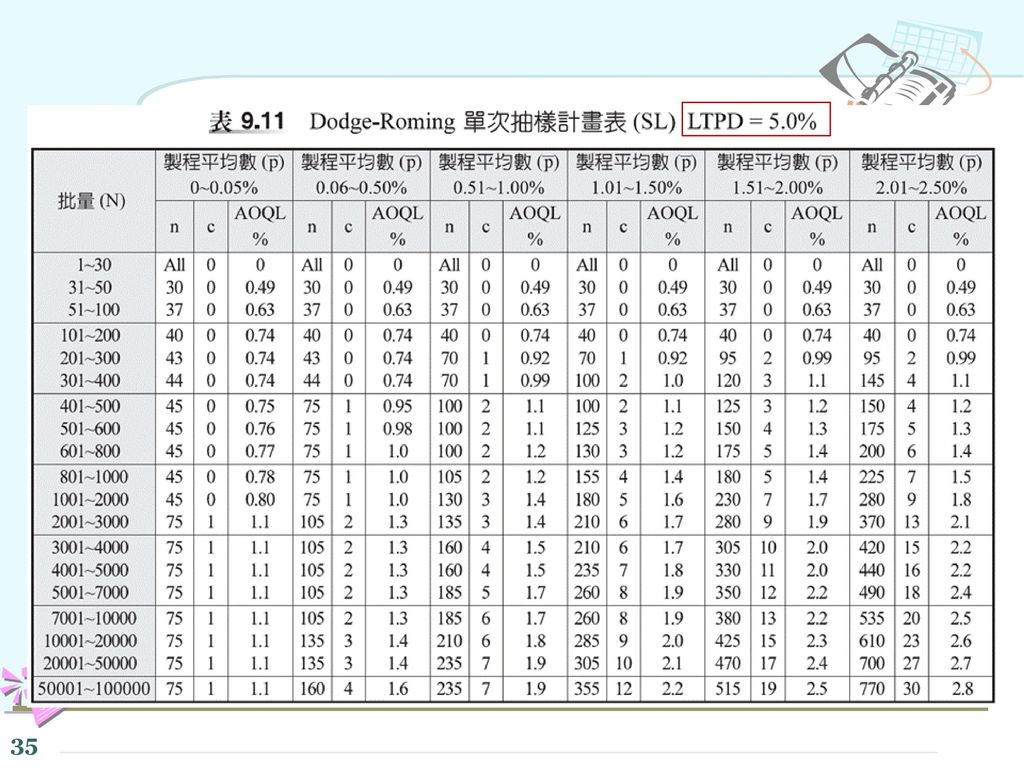
單批品質保證 一、對單批品質保證時,需指定拒收不良率 (LTPD),其抽樣計畫執行步驟為: 選定單次或雙次抽樣; 議定送驗批量 (N) ;
由供應商提供或預估產品製程平均不良率 (process average), ; 由抽樣次數 (單次或雙次) 及LTPD值,找出LTPD抽樣計畫表,再依據N及 ,查出樣本數 (n) 及允收數 (c) ; 其中AOQL值可做為參考。
, ; 由抽樣次數 (單次或雙次) 及LTPD值,找出LTPD抽樣計畫表,再依據N及 ,查出樣本數 (n) 及允收數 (c) ; 其中AOQL值可做為參考。")
33
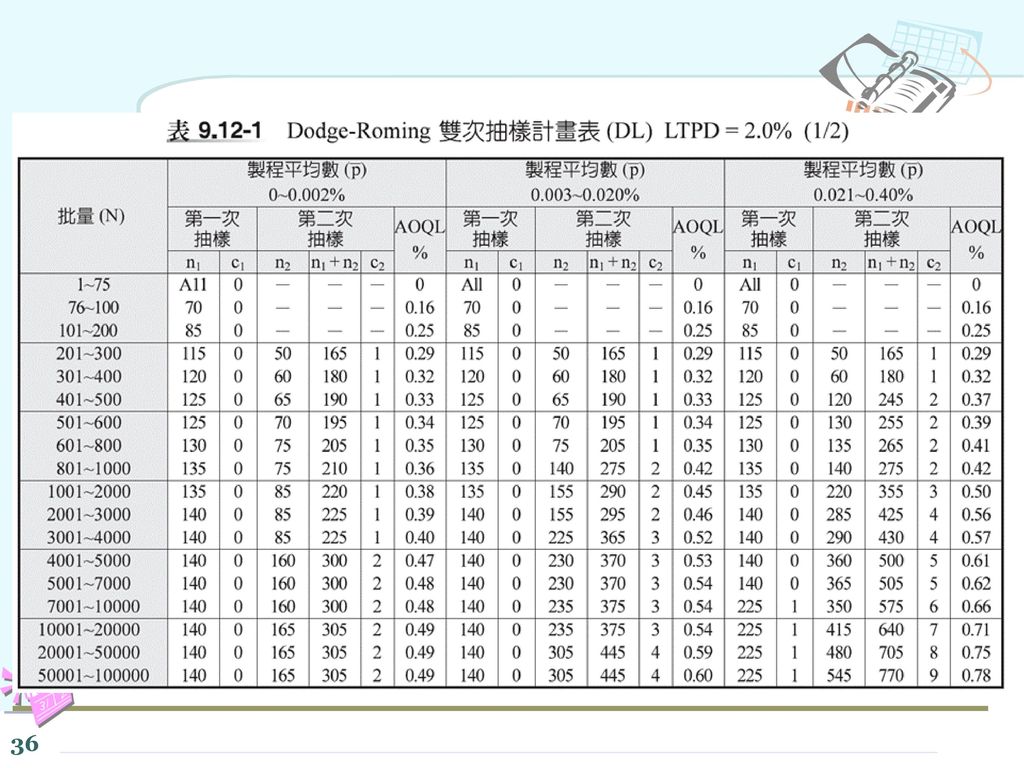
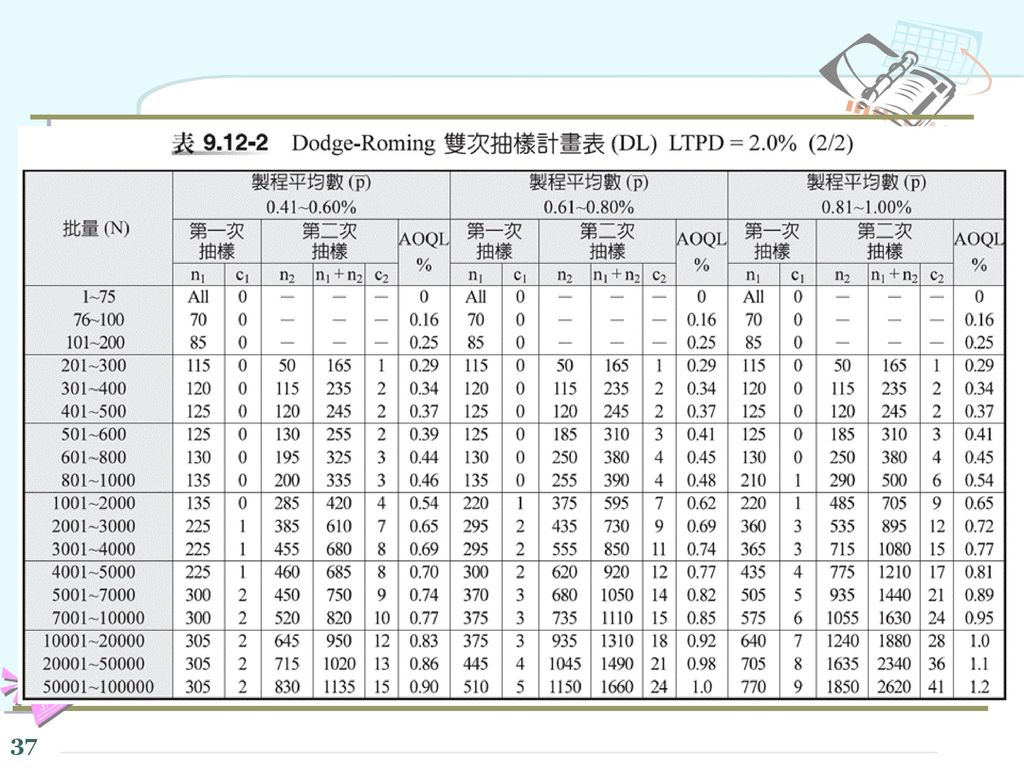
多批品質保證 二、對多批品質保證時,需指定平均出廠品質界限 (AOQL),其抽樣計畫執行步驟為: 選定單次或雙次抽樣;
議定送驗批量 (N) ; 議定平均出廠品質極限 (AOQL) ; 由供應商提供或預估產品製程平均不良率 (process average), ; 由抽樣次數 (單次或雙次) 及AOQL值,找出AOQL抽樣計畫表,再依據N及 ,查出樣本數 (n) 及允收數 (c) ; 其中LTPD (pt %) 值可做為參考。
 ; 議定平均出廠品質極限 (AOQL) ; 由供應商提供或預估產品製程平均不良率 (process average), ; 由抽樣次數 (單次或雙次) 及AOQL值,找出AOQL抽樣計畫表,再依據N及 ,查出樣本數 (n) 及允收數 (c) ; 其中LTPD (pt %) 值可做為參考。")
46
例題 9.7 解

47
例題 9.8 解

48
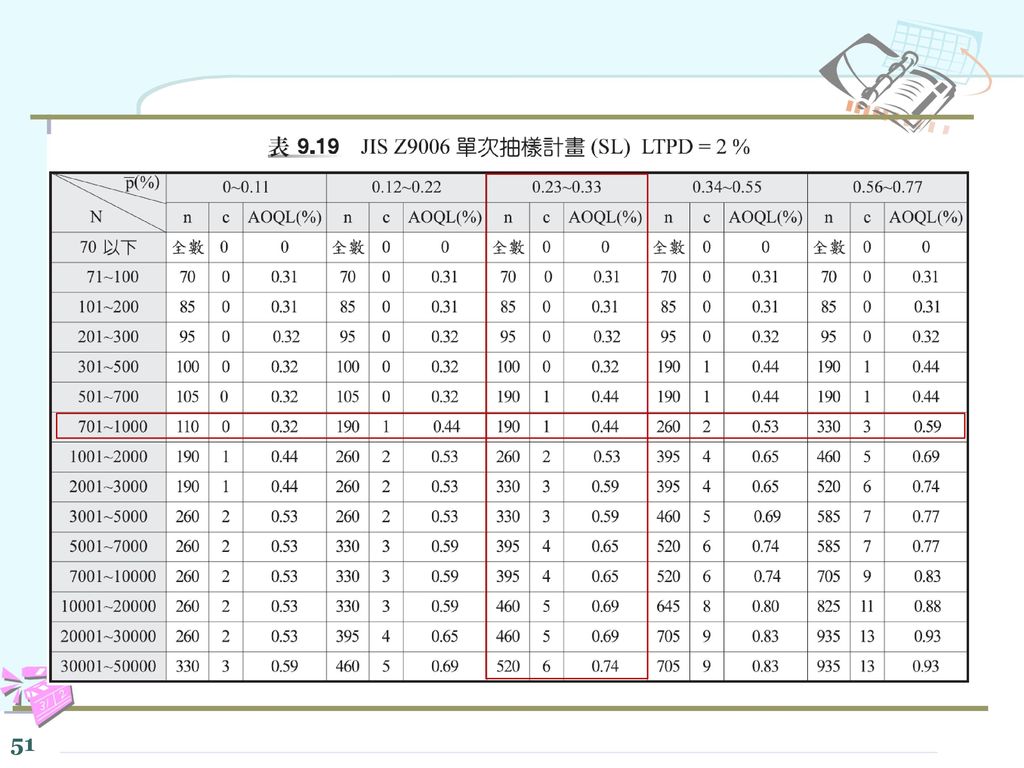
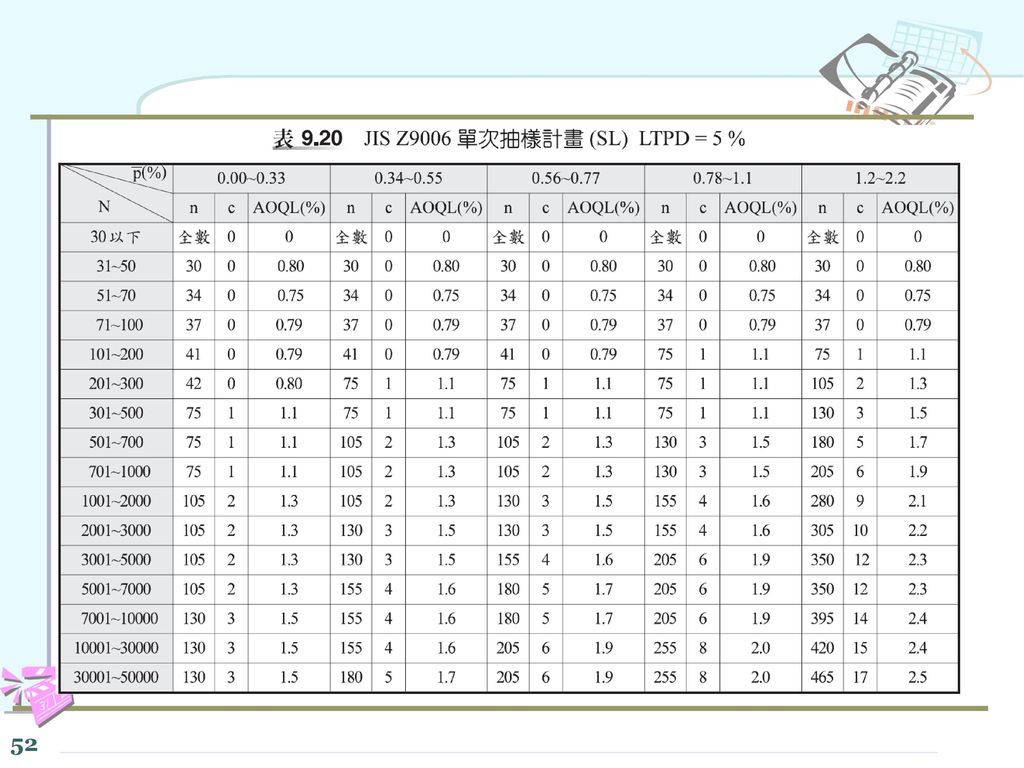
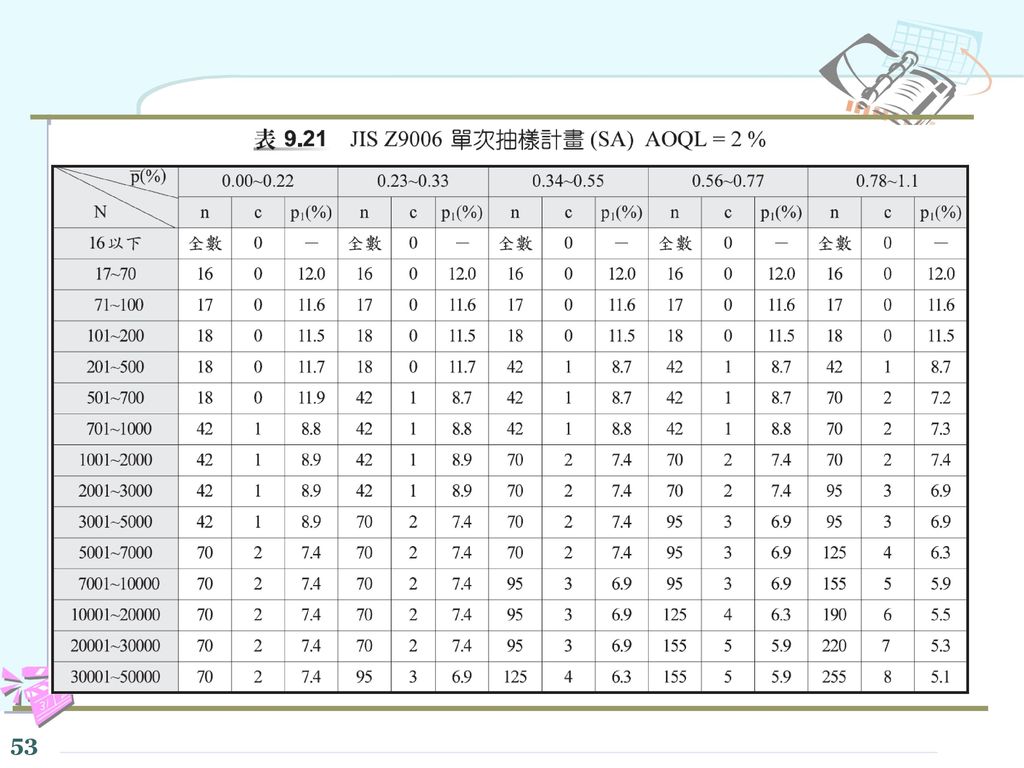
9.4.2 JIS Z9006抽樣計畫表 基本上,JIS Z9006抽樣計畫之使用方式與Dodge-Roming抽樣計畫使用步驟完全相同。JIS Z9006抽樣計畫分為以拒收品質水準 (LTPD) 為基礎之單次抽樣計畫 (SL表) 及以平均出廠品質極限 (AOQL) 為基礎之單次抽樣計畫 (SA表) 兩類,其抽樣保證型態、範圍及抽樣方式等,如表9.18所示。
 為基礎之單次抽樣計畫 (SL表) 及以平均出廠品質極限 (AOQL) 為基礎之單次抽樣計畫 (SA表) 兩類,其抽樣保證型態、範圍及抽樣方式等,如表9.18所示。")
50
例題 9.9 解

55
例題 9.10 解

56
9.5 調整型抽樣計畫 調整型抽樣計畫係為了鼓勵生產者提供好的品質,以降低抽樣檢驗標準及節省檢驗成本。當抽樣結果良好,將放寬後續抽樣檢驗標準;反之,若抽樣結果不佳時,將以更嚴格抽樣檢驗標準執行後續檢驗。

57
9.5.1 MIL-STD-105E之用語 美軍軍規標準MIL-STD-105E將缺點分為三級:
嚴重缺點 (critical defect):影響安全、或具危險、亦或無法達成戰術任務之缺點。 主要缺點 (major defect):無法展示功能、會導致故障、降低產品品質或無法達成期望目標之缺點,但不含任何嚴重缺點。 次要缺點 (minor defect):不影響產品功能展示、操作及使用,亦不會造成期望目標差異或不影響實質之使用性。
:影響安全、或具危險、亦或無法達成戰術任務之缺點。 主要缺點 (major defect):無法展示功能、會導致故障、降低產品品質或無法達成期望目標之缺點,但不含任何嚴重缺點。 次要缺點 (minor defect):不影響產品功能展示、操作及使用,亦不會造成期望目標差異或不影響實質之使用性。")
58
MIL-STD-105E之用語 美軍軍規標準MIL-STD-105E將不良品分為三級:
嚴重不良品 (critical defective):單位產品包括一個 (或以上) 嚴重缺點,同時亦可能含有主要、次要缺點。 主要不良品 (major defective):單位產品包括一個 (或以上) 主要缺點,同時亦可能含有次要缺點,但不含任何嚴重缺點。 次要不良品 (minor defective):單位產品包括一個 (或以上) 次要缺點,但不含任何嚴重缺點及主要缺點。
:單位產品包括一個 (或以上) 嚴重缺點,同時亦可能含有主要、次要缺點。 主要不良品 (major defective):單位產品包括一個 (或以上) 主要缺點,同時亦可能含有次要缺點,但不含任何嚴重缺點。 次要不良品 (minor defective):單位產品包括一個 (或以上) 次要缺點,但不含任何嚴重缺點及主要缺點。")
59
MIL-STD-105E其允收品質水準 美軍軍規標準MIL-STD-105E其允收品質水準 (AQL%) 之順序為:0.01% ~0.10%、0.10% ~1.0%、1.0% ~10.0%各分5等級,每個等級以 (=1.585% ,約1.6%) 的幾何級數排列,其OC曲線特性為: 當允收品質水準 0.01% ≤ (AQL%) ≤ 10.0%,且樣本數(n) ≤ 80時,適用於不良率檢驗,其OC曲線係依據二項式分配求得。 當允收品質水準0.01% ≤ (AQL%) ≤ 10.0%,且樣本數(n) >80時,適用於不良率或百件缺點數檢驗,其OC曲線係依據卜氏分配求得。 當允收品質水準 (AQL%) >10.0% 時,僅適用百件缺點數檢驗,其OC曲線係依據卜氏分配求得。
 之順序為:0.01% ~0.10%、0.10% ~1.0%、1.0% ~10.0%各分5等級,每個等級以 (=1.585% ,約1.6%) 的幾何級數排列,其OC曲線特性為: 當允收品質水準 0.01% ≤ (AQL%) ≤ 10.0%,且樣本數(n) ≤ 80時,適用於不良率檢驗,其OC曲線係依據二項式分配求得。 當允收品質水準0.01% ≤ (AQL%) ≤ 10.0%,且樣本數(n) >80時,適用於不良率或百件缺點數檢驗,其OC曲線係依據卜氏分配求得。 當允收品質水準 (AQL%) >10.0% 時,僅適用百件缺點數檢驗,其OC曲線係依據卜氏分配求得。")
60
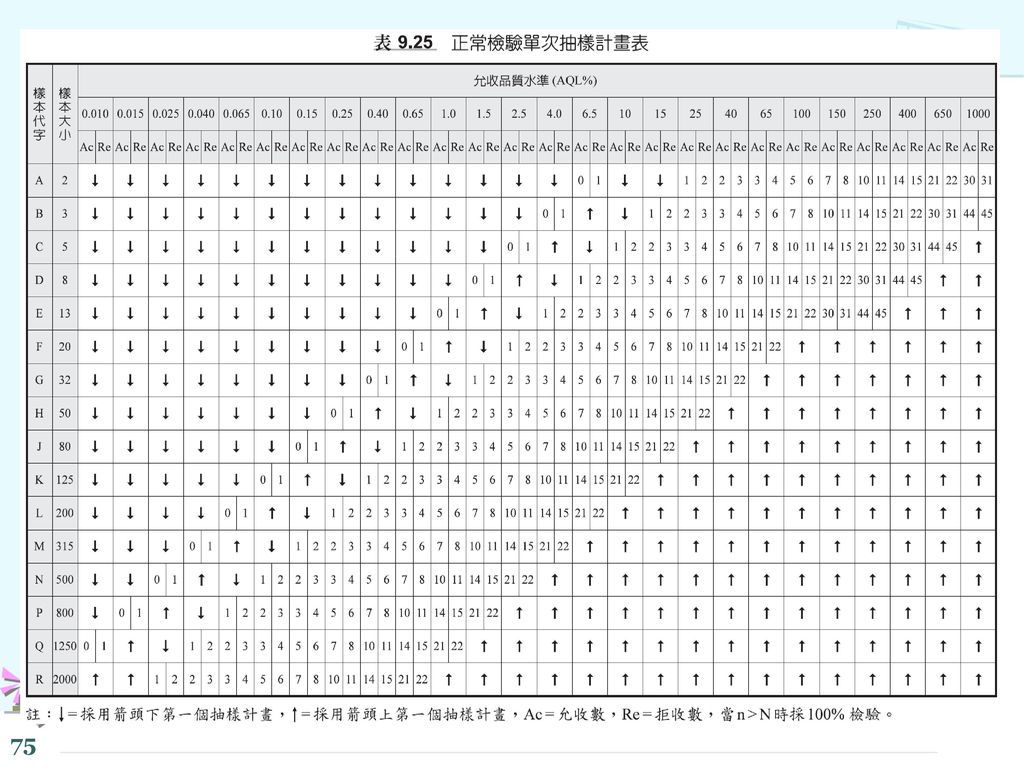
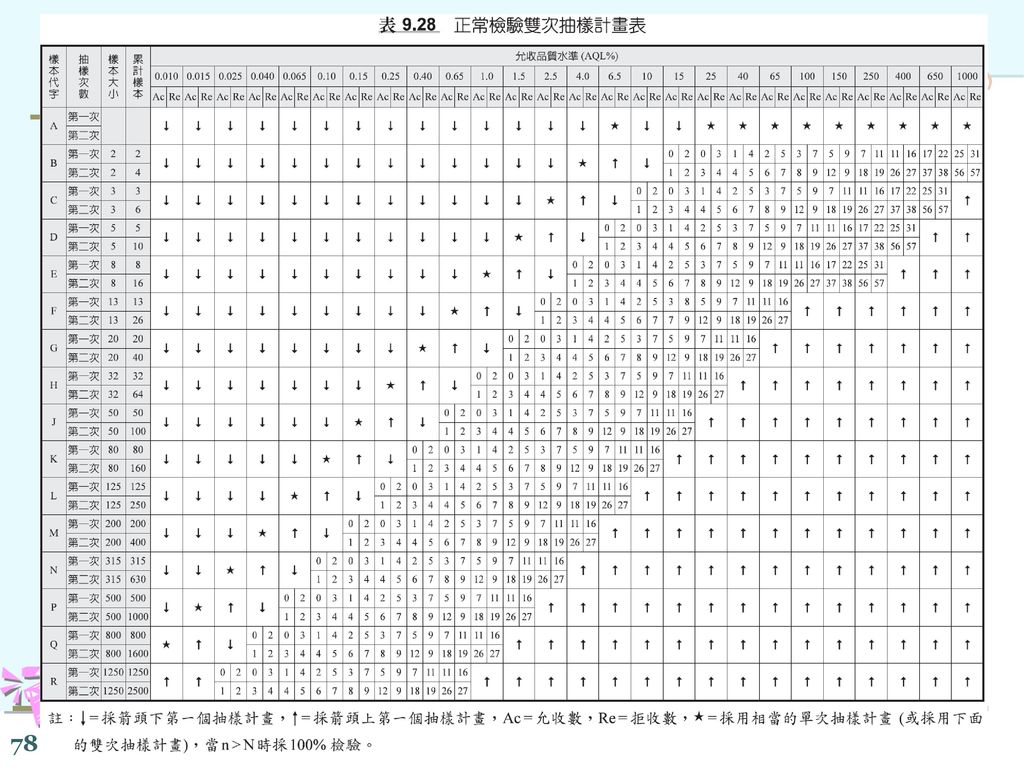
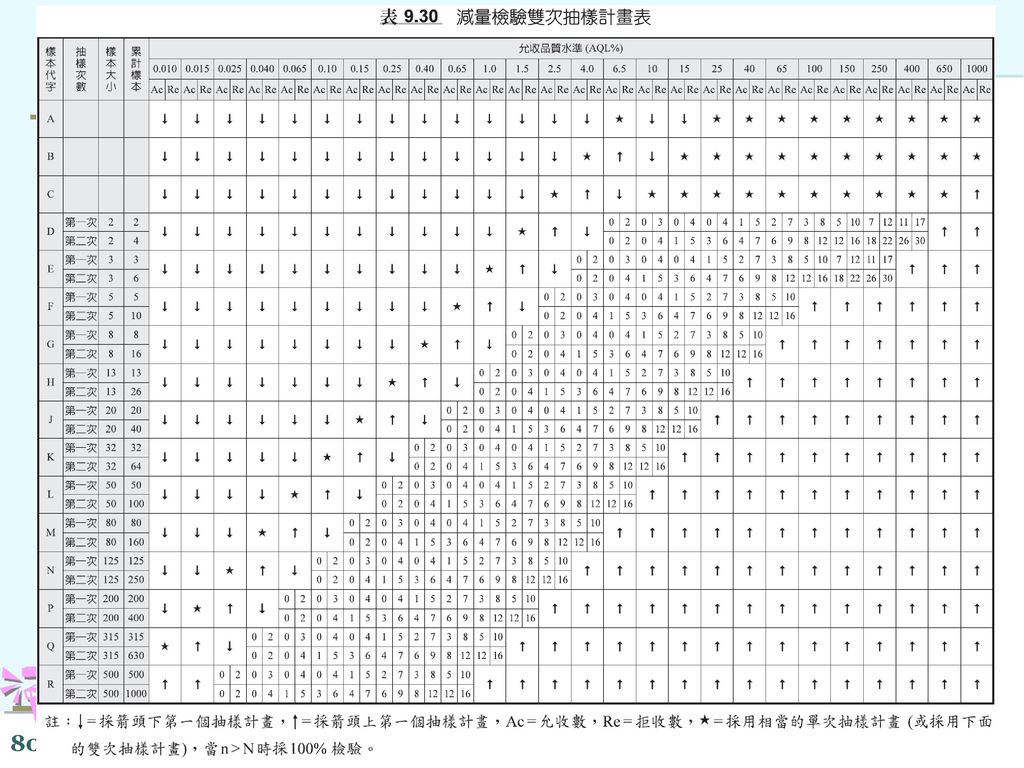
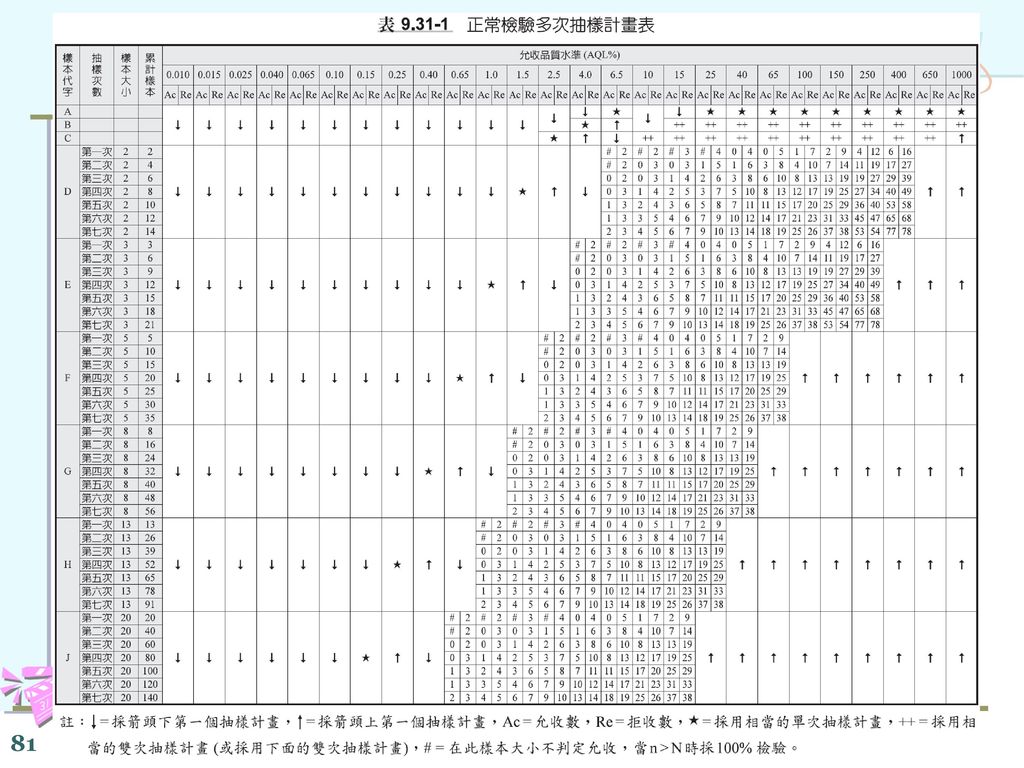
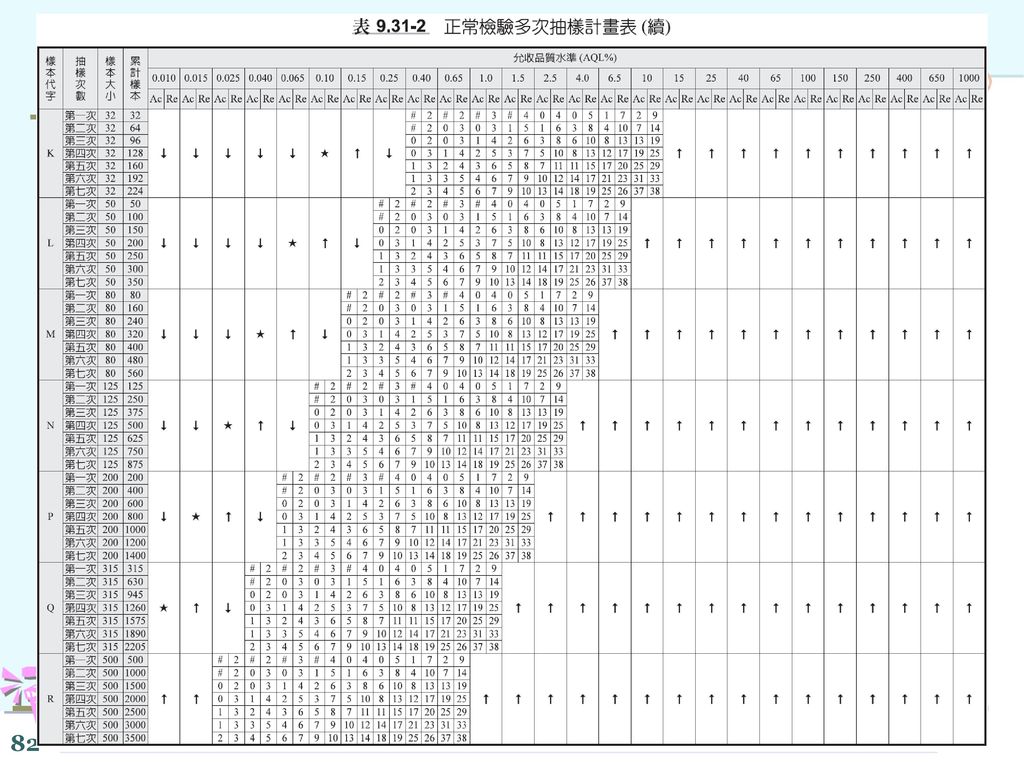
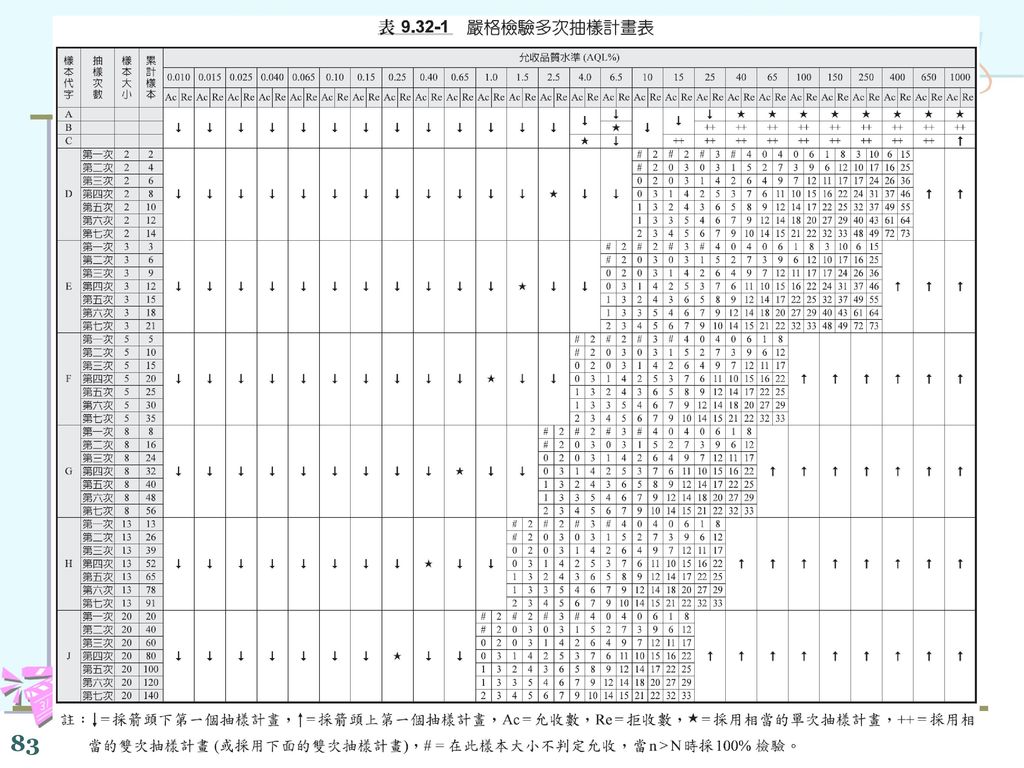
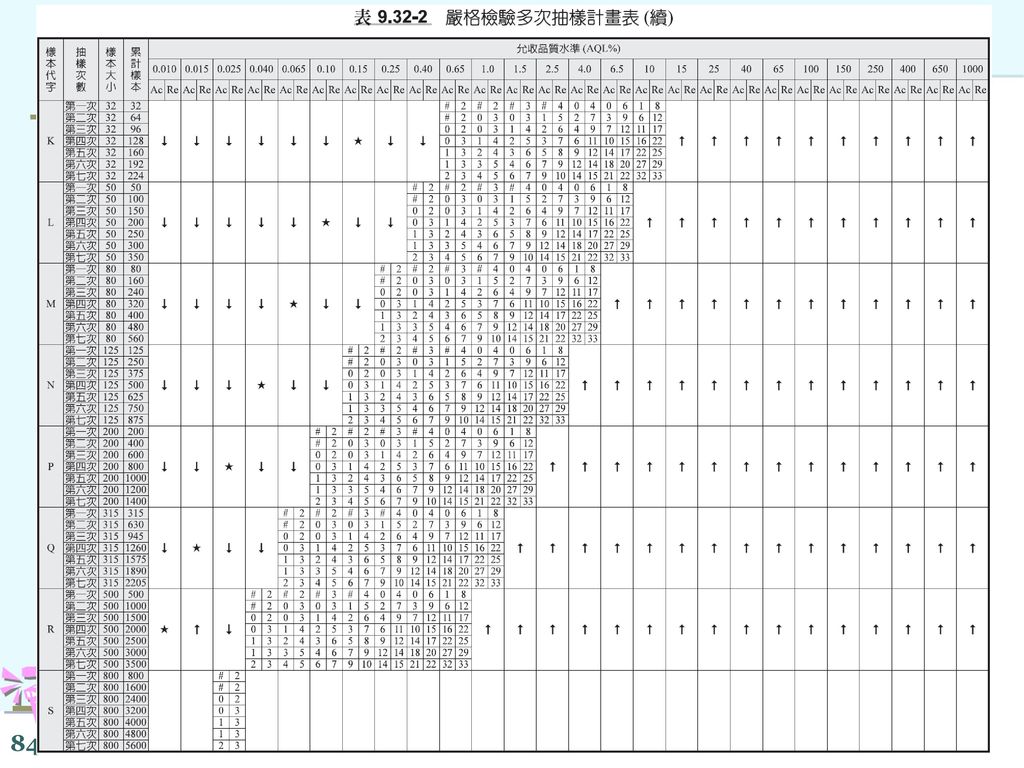
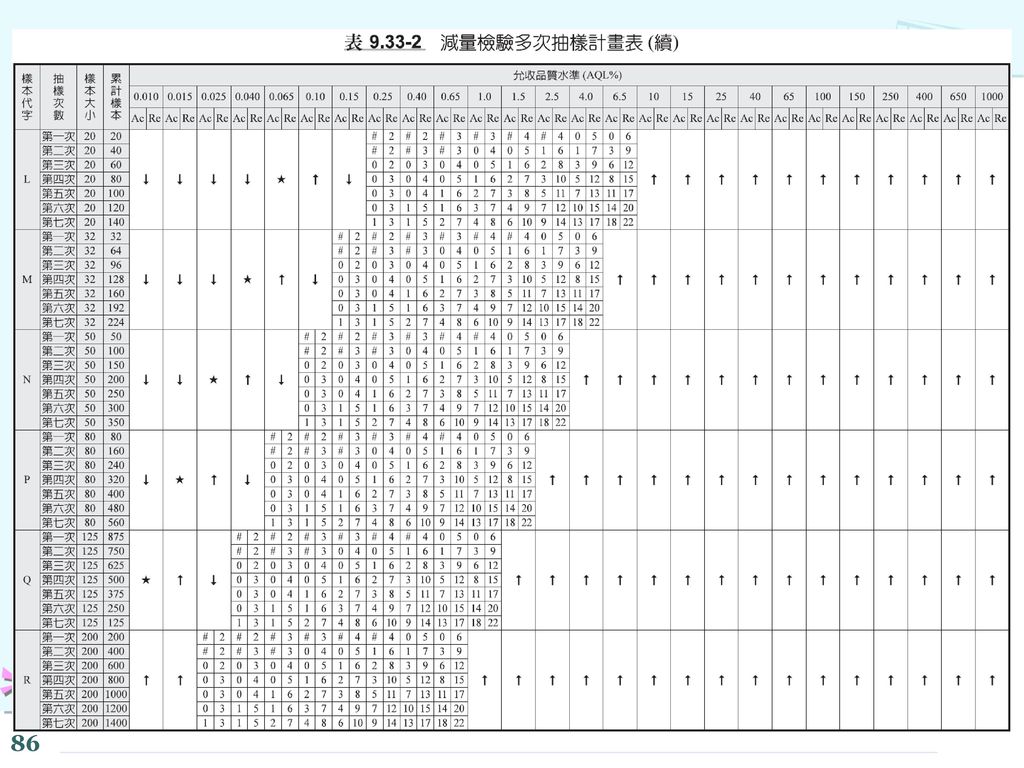
9.5.2 MIL-STD-105E抽樣計畫 美軍軍規標準MIL-STD-105E計數值抽樣計畫提供單次、雙次及多次抽樣計畫 (最多7次),每次抽樣之樣本數隨抽樣次數增加而減小。每種抽樣計畫又可分為正常檢驗(normal inspection)、嚴格檢驗 (tightened inspection) 及減量檢驗 (reduced inspection) 三種,如表9.23所示。
,每次抽樣之樣本數隨抽樣次數增加而減小。每種抽樣計畫又可分為正常檢驗(normal inspection)、嚴格檢驗 (tightened inspection) 及減量檢驗 (reduced inspection) 三種,如表9.23所示。")
61
MIL-STD-105E抽樣計畫

62
MIL-STD-105E檢驗轉換程序

63
抽樣計畫 本抽樣計畫以樣本代字 (sample size code letter) 及允收品質水準 (AQL%) 做為抽樣計畫之依據,其中樣本代字是以批量大小及檢驗水準 (inspection level) 查表9.24得之。 當數種檢驗水準同時存在時 (如檢驗產品之缺點其中含不同等級之檢驗水準),可選用其中最大樣本的代字為代表。
,可選用其中最大樣本的代字為代表。")
64
MIL-STD-105E之檢驗水準 美軍軍規標準MIL-STD-105E之檢驗水準分為兩大類:
一般檢驗水準 (general inspection levels),其中又分為I、II、III等三級; 特殊檢驗水準 (special inspection levels),其中又分為S-1、S-2、S-3、S-4等四級。其中特殊檢驗是使用於相當小的樣本,且能容許較大的風險機率時使用。 一般判別力的等級為III > II > I > S-4 > S-3 >S-2 > S-1,其中一般檢驗之III級檢驗的樣本數最多,特殊檢驗之S-1級檢驗的樣本數最少。
,其中又分為I、II、III等三級; 特殊檢驗水準 (special inspection levels),其中又分為S-1、S-2、S-3、S-4等四級。其中特殊檢驗是使用於相當小的樣本,且能容許較大的風險機率時使用。 一般判別力的等級為III > II > I > S-4 > S-3 >S-2 > S-1,其中一般檢驗之III級檢驗的樣本數最多,特殊檢驗之S-1級檢驗的樣本數最少。")
65
MIL-STD-105E檢驗計畫使用步驟 美軍軍規標準MIL-STD-105E計數值檢驗計畫使用步驟: 決定允收品質水準 (AQL%) 值;
指定送驗批量 (N) ; 決定抽樣方式,如:單次、雙次或多次抽樣方式; 決定檢驗水準,如:I、II、III、S-1、S-2、S-3、或S-4等。若無特別指定檢驗水準,一般使用II級檢驗水準; 決定使用正常、嚴格或減量檢驗; 由送驗批量 (N) 及檢驗水準 (AQL),查出樣本代字; 查美軍軍規標準MIL-STD-105E相關的表,求得抽樣計畫:樣本大小 (n)、允收數 (Ac) 及拒收數 (Re)。
 ; 決定抽樣方式,如:單次、雙次或多次抽樣方式; 決定檢驗水準,如:I、II、III、S-1、S-2、S-3、或S-4等。若無特別指定檢驗水準,一般使用II級檢驗水準; 決定使用正常、嚴格或減量檢驗; 由送驗批量 (N) 及檢驗水準 (AQL),查出樣本代字; 查美軍軍規標準MIL-STD-105E相關的表,求得抽樣計畫:樣本大小 (n)、允收數 (Ac) 及拒收數 (Re)。")
66
MIL-STD-105E樣本代字

67
例題 9.11 解

68
例題 9.11

69
例題 9.12 解

70
例題 9.12

71
例題 9.13 解

72
例題 9.13

73
例題 9.14 解

74
例題 9.14










 9-1. Chapter 9 品質管理:理論與實務 chapter 9 計數值抽樣檢驗計畫 (MIL-STD-105E) 9-2 計數值抽樣檢驗計畫 9.1 MIL-STD-105E 之發展背景 9.2 使用 105E 之步驟 9.3.>")




 三、 品管制度與方法之設計 四、QCC簡介 五 、管制圖>")




>")







>")
