Download presentation
1
第八章 允收抽樣

2
8.1 概論 允收抽樣 (acceptance sampling) 係指從送驗批量 (群體) 中隨機抽取一定大小的樣本進行檢驗;若檢驗結果小於設定的標準,則判定該批產品的品質符合標準,應得以允收;若檢驗結果超過設定的標準,則判定該批產品的品質不符合標準,應得以拒收。
 係指從送驗批量 (群體) 中隨機抽取一定大小的樣本進行檢驗;若檢驗結果小於設定的標準,則判定該批產品的品質符合標準,應得以允收;若檢驗結果超過設定的標準,則判定該批產品的品質不符合標準,應得以拒收。")
3
允收抽樣 一、優點: 檢驗次數少,成本少,人力需求少,因此檢驗成本較經濟。 降低檢驗期間搬運之耗損率。 加強供應商製程管制的意願。
降低檢驗人員因重複性工作所導致之工作疲勞。 提供無法全面檢驗產品之品質評估標準。

4
允收抽樣 二、缺點: 可能會造成不良品被允收之風險。 可能會造成良品被拒收之風險。 抽樣計畫之設計需額外耗費時間、人力與成本。
無法確保送驗批量中所有產品之品質及其相關資訊。

5
允收抽樣 產品生產批 (lot) 或送驗批必須具相同的形式、等級、類別、成分及外觀等,且在同一環境、人員及設備的條件下所完成之產品,因此送驗產品之特性必須具一致性,即送驗產品必須在相同的製程設備、程序、環境及標準等情況下,所生產完成的產品,使其具有相同的品質特性。
 或送驗批必須具相同的形式、等級、類別、成分及外觀等,且在同一環境、人員及設備的條件下所完成之產品,因此送驗產品之特性必須具一致性,即送驗產品必須在相同的製程設備、程序、環境及標準等情況下,所生產完成的產品,使其具有相同的品質特性。")
6
8.2 抽樣計畫之形式 一、單次抽樣計畫 二、雙次抽樣計畫
單次抽樣計畫 (single sampling plans) 是由送驗批量中僅隨機抽取一次樣本執行檢驗,以做為判定之標準;若樣本的不良數小於允收數,則判定為允收,反之則判定為拒收。 二、雙次抽樣計畫 雙次抽樣計畫 (double sampling plans) 是由送驗批量中隨機抽取第一次樣本執行檢驗,以判定其「允收」、「續抽」或「拒收」等三個可能情況,且第一次抽樣之樣本抽後不再放回。若第一次抽樣結果無法判定「允收」或「拒收」,屬「續抽」情形,則執行第二次抽樣檢驗,且第二次抽樣結果必須能判定出「允收」或「拒收」,其抽樣程序,如圖8.1所示。
 是由送驗批量中僅隨機抽取一次樣本執行檢驗,以做為判定之標準;若樣本的不良數小於允收數,則判定為允收,反之則判定為拒收。 二、雙次抽樣計畫. 雙次抽樣計畫 (double sampling plans) 是由送驗批量中隨機抽取第一次樣本執行檢驗,以判定其「允收」、「續抽」或「拒收」等三個可能情況,且第一次抽樣之樣本抽後不再放回。若第一次抽樣結果無法判定「允收」或「拒收」,屬「續抽」情形,則執行第二次抽樣檢驗,且第二次抽樣結果必須能判定出「允收」或「拒收」,其抽樣程序,如圖8.1所示。")
7
雙次抽樣計畫

8
多次抽樣計畫 三、多次抽樣計畫 四、截略抽樣計畫
多次抽樣計畫 (multiple sampling plans) 之抽樣次數大於2,但不得多於K次 (一般3 ≤ K ≤ 7)。 四、截略抽樣計畫 截略抽樣計畫 (curtailed sampling plans) 為節省檢驗的工作量及成本。於抽檢驗計畫執行期間,若已檢驗的樣本數小於應檢驗的樣本數 (n) 即可判定拒收時,即停止驗驗。
 之抽樣次數大於2,但不得多於K次 (一般3 ≤ K ≤ 7)。 四、截略抽樣計畫. 截略抽樣計畫 (curtailed sampling plans) 為節省檢驗的工作量及成本。於抽檢驗計畫執行期間,若已檢驗的樣本數小於應檢驗的樣本數 (n) 即可判定拒收時,即停止驗驗。")
9
抽樣形式比較

10
抽樣計畫 五、連鎖抽樣計畫 六、跳批抽樣計畫
連鎖抽樣計畫 (chain sampling plans) 屬連續型抽樣計畫 (continuing sampling plans) 的一種,當抽樣結果不符允收要求時即停止檢驗。 六、跳批抽樣計畫 開始各批均進行100%檢驗; 連續i批均允收; 進行跳批抽樣檢驗; 跳批抽樣過程中有一批 (或二批、三批等,依雙方議定結果執行) 檢驗不合格,判定為拒收時,即重新回到步驟1開始後續的檢驗。
 屬連續型抽樣計畫 (continuing sampling plans) 的一種,當抽樣結果不符允收要求時即停止檢驗。 六、跳批抽樣計畫. 開始各批均進行100%檢驗; 連續i批均允收; 進行跳批抽樣檢驗; 跳批抽樣過程中有一批 (或二批、三批等,依雙方議定結果執行) 檢驗不合格,判定為拒收時,即重新回到步驟1開始後續的檢驗。")
11
抽樣計畫 七、逐次抽樣計畫 逐次抽樣計畫 (sequential sampling plans) 是依照既定的驗收標準,執行抽樣、檢驗及判定,其作業方式與多次抽樣計畫雷同,惟逐次抽樣計畫沒有限制抽樣次數,可無限制的連續抽樣。
 是依照既定的驗收標準,執行抽樣、檢驗及判定,其作業方式與多次抽樣計畫雷同,惟逐次抽樣計畫沒有限制抽樣次數,可無限制的連續抽樣。 .")
12
8.3 抽樣檢驗之風險 一、生產者風險 二、消費者風險
生產者風險 (Producer Risk, PR) 係指生產者品質良好,已達允收水準時,理應予以允收,惟因隨機抽取的樣本中恰好抽到較多的不良品,致該批產品被判為拒收,因此將導致生產者損失。 二、消費者風險 消費者風險 (Customer Risk, CR) 係指當產品品質相當惡劣,已達拒收水準時,理應予以拒收,惟因隨機抽取的樣本恰好抽到較多的良品,且符合品質規範要求,以致被判為允收,如此將導致消費者損失。
 係指生產者品質良好,已達允收水準時,理應予以允收,惟因隨機抽取的樣本中恰好抽到較多的不良品,致該批產品被判為拒收,因此將導致生產者損失。 二、消費者風險. 消費者風險 (Customer Risk, CR) 係指當產品品質相當惡劣,已達拒收水準時,理應予以拒收,惟因隨機抽取的樣本恰好抽到較多的良品,且符合品質規範要求,以致被判為允收,如此將導致消費者損失。")
13
8.4 允收品質水準之訂定 8.4.1 經驗法 一、缺點等級 依據檢驗項目之嚴重缺點、主要缺點及次要缺點,分別訂定不同的允收品質水準。

14
允收品質水準之訂定 二、檢驗項目 依檢驗項目多寡決定允收品質水準的要求。

15
8.4.2 損益平衡法 經由品質成本分析可得其損益平衡點,如下式所示:

16
損益平衡法

17
例題 8.2 解

18
8.4.3 歸納法

19
例題 8.3 解

20
例題 8.3

21
8.5 操作特性曲線 操作特性曲線 (Operating Characteristic curve, OC curve) (OC曲線) 係指在不同的不良率 (p) 情況下,送驗產品被允收的機率 (Pa)。 一、A型OC曲線 當送驗產品係來自有限的群體,或樣本數 (n) 與批量 (N) 之比率 (n/N) ≥ 0.1時,則二項式分配可以超幾何分配計算其OC曲線,此OC曲線稱為A型OC曲線。
 與批量 (N) 之比率 (n/N) ≥ 0.1時,則二項式分配可以超幾何分配計算其OC曲線,此OC曲線稱為A型OC曲線。")
22
操作特性曲線 理想的操作特性曲線於不良率座標軸僅含合格區及不合格區兩部份,如圖8.3所示,其中合格區的允收機率為1,不合格區的允收機率為0。
二、B型OC曲線 當產品係來自批量生產或連續型生產的產品,此類產品批量 (N) 相當大,相對的 (n/N) 相當小,且製程不良率很小時,則二項式分配可以卜氏分配計算其OC曲線,此OC曲線稱為B型OC曲線。當N ≥ 10n時,A型OC曲線與B型OC曲線幾乎相同。一般沒有特別提及A型OC曲線,則可視該OC曲線為B型OC曲線。 理想的操作特性曲線於不良率座標軸僅含合格區及不合格區兩部份,如圖8.3所示,其中合格區的允收機率為1,不合格區的允收機率為0。
 相當大,相對的 (n/N) 相當小,且製程不良率很小時,則二項式分配可以卜氏分配計算其OC曲線,此OC曲線稱為B型OC曲線。當N ≥ 10n時,A型OC曲線與B型OC曲線幾乎相同。一般沒有特別提及A型OC曲線,則可視該OC曲線為B型OC曲線。 理想的操作特性曲線於不良率座標軸僅含合格區及不合格區兩部份,如圖8.3所示,其中合格區的允收機率為1,不合格區的允收機率為0。")
23
理想操作特性曲線

24
若以隨機抽樣方式執行檢驗,則操作特性曲線可分為「合格區」(p ≤ AQL)、「未定區」(AQL < p ≤ LTPD) 及「不合格區」(p > LTPD) 三大部份,其中「合格區」最大不良率為允收不良率 (p0),「不合格區」最小不良率為拒收不良率 (p1),不良率 (p) 在p0與p1之間的「未定區」稱為無差異品質水準 (Indifference Quality Level, IQL) 區。
、「未定區」(AQL < p ≤ LTPD) 及「不合格區」(p > LTPD) 三大部份,其中「合格區」最大不良率為允收不良率 (p0),「不合格區」最小不良率為拒收不良率 (p1),不良率 (p) 在p0與p1之間的「未定區」稱為無差異品質水準 (Indifference Quality Level, IQL) 區。")
25
風險 一、生產者風險 允收機率 (pa) = 1-α,相對應的允收不良率(p0) 為允收品質水準 (Acceptable Quality Level, AQL),即p0 = AQL。 二、消費者風險 允收機率 (Pa) =β,相對應的拒收不良率 (p1) 為拒收品質水準 (Lot Tolerance Percentage Defective, LTPD),即p1 = LTPD。
 =β,相對應的拒收不良率 (p1) 為拒收品質水準 (Lot Tolerance Percentage Defective, LTPD),即p1 = LTPD。")
26
實際操作特性曲線

27
8.5.1 單次抽樣計畫 單次抽樣計畫之操作特性曲線製作步驟如下: 假設送驗批量的不良率 (p); 預估不良數平均數 (λ) = np;
8.5.1 單次抽樣計畫 單次抽樣計畫之操作特性曲線製作步驟如下: 假設送驗批量的不良率 (p); 預估不良數平均數 (λ) = np; A型OC曲線:以超幾何分配分別計算各允收數 (c = 0, ,…, c-1, c) 的允收機率,並以其累積 允收機率當作該不良率之允收機率 (Pa) B型OC曲線:以卜氏分配表查出各組 (np, d)≤允收數 量(c=0,1, …, c-1, c)的累積允收機率 (Pa);以p與Pa繪製OC曲線。 其他不良率可以內差方式求得。
; 預估不良數平均數 (λ) = np; A型OC曲線:以超幾何分配分別計算各允收數 (c = 0, 1,…, c-1, c) 的允收機率,並以其累積 允收機率當作該不良率之允收機率 (Pa) B型OC曲線:以卜氏分配表查出各組 (np, d)≤允收數 量(c=0,1, …, c-1, c)的累積允收機率 (Pa);以p與Pa繪製OC曲線。 其他不良率可以內差方式求得。")
28
例題 8.4 解

29
例題 8.4

30
8.5.2 雙次抽樣計畫 雙次抽樣計畫之操作特性曲線必須繪製兩條OC曲線,第一條OC曲線代表第一次抽樣的允收機率;第二條OC曲線代表第一次抽樣與第二次抽樣兩次合併的允收機率。

31
8.5.2 雙次抽樣計畫 雙次抽樣計畫之操作特性曲線繪製程序如下 (以圖8.6為例) : 假設送驗產品之不良率 (p);
比照單次抽樣計畫之操作特性曲線製作步驟,計算第一次抽樣之允收機率 (Pa) (Pa)I=(Pa(≤ c1))I,其中I表第一次抽樣,(Pa)I為第一次允收機率
 (Pa)I=(Pa(≤ c1))I,其中I表第一次抽樣,(Pa)I為第一次允收機率.")
35
例題 8.5 解

36
例題 8.5

37
例題 8.5

38
例題 8.5

39
例題 8.5

40
例題 8.5

41
例題 8.5

42
例題 8.5

43
例題 8.5

44
例題 8.5

45
例題 8.5

46
例題 8.5

47
例題 8.5

48
8.6 操作特性曲線之特性

49
OC曲線的品質保證特性 OC曲線的品質保證特性:
於送驗批量中隨機抽取相同比例的樣本數,即n/N為固定比率值,且允收數 (c) 為固定值,則OC曲線對不同n的比率值有很大的差異性,即同一允收機率情況下n愈小,被允收的機率(Pa)愈大;反之,被允收的機率(Pa)愈小。因此當指定不良率 (p) 時,抽樣的樣本數愈多,被允收的機率愈小。由OC曲線的變化知,允收機率(Pa)與 n/N 之關係,屬非線性關係,因此抽樣檢驗不宜採用百分比的觀念訂定樣本數 (n)。
 為固定值,則OC曲線對不同n的比率值有很大的差異性,即同一允收機率情況下n愈小,被允收的機率(Pa)愈大;反之,被允收的機率(Pa)愈小。因此當指定不良率 (p) 時,抽樣的樣本數愈多,被允收的機率愈小。由OC曲線的變化知,允收機率(Pa)與 n/N 之關係,屬非線性關係,因此抽樣檢驗不宜採用百分比的觀念訂定樣本數 (n)。")
50
OC曲線的品質保證特性 於不同數量的送驗批量 (N) 情況下,抽取相同數量的樣本數 (n) 及固定允收數 (c) 時,其OC曲線對品質保證之差異不大,此類型OC曲線適用於歸準型抽樣計畫。 於送驗批量 (N) 及允收數 (c) 固定不變的情況下,當抽樣的樣本數 (n) 愈大時,OC曲線將變得愈陡峭,即允收機率(Pa)愈小。當樣本數 (n) 愈大時,其α值愈大 (允收機率愈小),β值愈小 (不良率愈小);反之,其α值愈小 (允收機率愈大),β值愈大 (不良率愈大)。此類型OC曲線適用於大多數的抽樣計畫。
 及允收數 (c) 固定不變的情況下,當抽樣的樣本數 (n) 愈大時,OC曲線將變得愈陡峭,即允收機率(Pa)愈小。當樣本數 (n) 愈大時,其α值愈大 (允收機率愈小),β值愈小 (不良率愈小);反之,其α值愈小 (允收機率愈大),β值愈大 (不良率愈大)。此類型OC曲線適用於大多數的抽樣計畫。")
51
OC曲線的品質保證特性 當送驗批量 (N) 及抽樣樣本數 (n) 不變的情況下,允收數 (c) 愈少時,OC曲線會變得愈陡峭,即允收機率(Pa)愈小。當允收數 (c) 愈大時,其α值愈小 (允收機率愈大),β值愈大 (不良率愈大);反之,其α值愈大 (允收機率愈小),β值愈小 (不良率愈小)。
 及抽樣樣本數 (n) 不變的情況下,允收數 (c) 愈少時,OC曲線會變得愈陡峭,即允收機率(Pa)愈小。當允收數 (c) 愈大時,其α值愈小 (允收機率愈大),β值愈大 (不良率愈大);反之,其α值愈大 (允收機率愈小),β值愈小 (不良率愈小)。")
52
8.7 平均出廠品質 平均出廠品質 (Average Outgoing Quality, AOQ) 係指產品經由廠方執行選別型檢驗(screening inspection) 後再將產品送出廠,藉由長期檢驗的結果,可瞭解產品品質特性之平均出廠不良率,即為平均出廠品質。 若產品批量為N,其製程不良率為p,允收機率為Pa,由批量中隨機抽取n個樣本執行選別型檢驗,其可能發生的結果與處置方式為: 拒收:進行100% 檢驗,並將所有不良品以良品替換。因此,該批不良品數 = 0。 不良率 ( ) = 0
 = 0.")
53
平均出廠品質 允收:以良品替換樣本中之不良品。該批未檢驗部份仍有不良品數 = p×(N-n)。當允收機率為Pa時,該批被允收時的不良品數量為:Pa×p×(N-n),不良率 ( ) 為: 經選別型檢驗後,該批產品之不良率,即為出廠品質 (Outgoing Quality, OQ):
。當允收機率為Pa時,該批被允收時的不良品數量為:Pa×p×(N-n),不良率 ( ) 為: 經選別型檢驗後,該批產品之不良率,即為出廠品質 (Outgoing Quality, OQ):")
54
平均出廠品質 若有K批產品,每一批量為N,不良率為p,允收機率為Pa,K批之總數量為KN。經選別型檢驗後,於拒收時其不良率 ( ) = 0;於允收時其不良數為:K×Pa×p×(N-n)。K批之允收不良率 ( ) = K×Pa×p×(N-n)/ KN。每批的平均出廠品質 (AOQ) 為: 平均出廠品質極限 (Average Outgoing Quality Limit, AOQL) 為AOQ-p曲線中最高點,即AOQ的最大值。
 為AOQ-p曲線中最高點,即AOQ的最大值。")
55
例題 8.7 解

56
例題 8.7

57
例題 8.7

58
AOQ-p%曲線

59
8.8 平均樣本數 平均樣本數 (Average Sample Number, ASN) 係指於抽樣計畫中規劃不同的允收、續抽或拒收標準時,平均每一送驗批所需檢驗的樣本大小。
 係指於抽樣計畫中規劃不同的允收、續抽或拒收標準時,平均每一送驗批所需檢驗的樣本大小。")
60
平均樣本數 雙次抽樣計畫之平均樣本大小係決定於是否需執行第二次抽樣,然第二次抽樣樣本大小又與送驗批的不良率有關。因此,若需執行第二抽樣情況下,雙次抽樣計畫之平均樣本數 (ASN) 之計算方式如下:
 之計算方式如下:")
61
平均樣本數 因此平均樣本數 (ASN) 為上述兩種情況之累加:
 為上述兩種情況之累加:")
62
例題 8.8 解

63
例題 8.8

64
例題 8.8

65
8.9 平均總檢驗數 平均總檢驗數 (Average Total Inspection, ATI) 是在選別型抽樣計畫下,每批產品之平均檢驗數量。 若每批產品數量為N,其不良率為p,允收機率為Pa,由批量中隨機抽取n個樣本執行選別型檢驗。其檢驗結果可能被判定為允收或拒收: 允收:檢驗樣本數 = n。 拒收:需執行100% 檢驗,其發生之機率為1-Pa,拒收時除檢驗已抽取的n個樣本數外,尚需檢驗產品的數量為(1-Pa) ×(N-n)。
 ×(N-n)。")
66
若有K批產品送驗,則總檢驗數量=K×n+K×(1-Pa)×(N-n),則每一批平均總檢驗數量 (ATI) 為:
×(N-n),則每一批平均總檢驗數量 (ATI) 為:")
67
單次抽樣計畫之平均總檢驗數 單次抽樣計畫與雙次抽樣計畫之平均總檢驗數為: 一、單次抽樣計畫 ATI=n+(1-Pa) ×(N-n)
若送驗批不良率p = 0,則允收機率 (Pa) = 1,1-Pa = 0,即ATI = n;若送驗不良率p = 100%,則允收機率為 (Pa) = 0,ATI = N。
 = 1,1-Pa = 0,即ATI = n;若送驗不良率p = 100%,則允收機率為 (Pa) = 0,ATI = N。")
68
雙次抽樣計畫之平均總檢驗數 二、雙次抽樣計畫 ATI=n1+(N-n) ×(Pr)I+n2×[1-(Pa)I-(Pr)I] +(N-n1-n2) ×(Pr)II 其中(Pa)I = 第一次抽樣之允收機率; (Pr)I = 第一次抽樣之拒收機率; (PI)I =1-(Pa)I-(Pr)I= 第一次抽樣之續抽機率; (Pr)II = 第二次抽樣拒收機率。
![雙次抽樣計畫之平均總檢驗數 二、雙次抽樣計畫 ATI=n1+(N-n) ×(Pr)I+n2×[1-(Pa)I-(Pr)I] +(N-n1-n2) ×(Pr)II. 其中(Pa)I = 第一次抽樣之允收機率;](http://slidesplayer.com/slide/15236826/92/images/68/%E9%9B%99%E6%AC%A1%E6%8A%BD%E6%A8%A3%E8%A8%88%E7%95%AB%E4%B9%8B%E5%B9%B3%E5%9D%87%E7%B8%BD%E6%AA%A2%E9%A9%97%E6%95%B8+%E4%BA%8C%E3%80%81%E9%9B%99%E6%AC%A1%E6%8A%BD%E6%A8%A3%E8%A8%88%E7%95%AB+ATI%EF%BC%9Dn1%EF%BC%8B%28N%EF%BC%8Dn%29+%C3%97%28Pr%29I%EF%BC%8Bn2%C3%97%5B1%EF%BC%8D%28Pa%29I%EF%BC%8D%28Pr%29I%5D+%EF%BC%8B%28N%EF%BC%8Dn1%EF%BC%8Dn2%29+%C3%97%28Pr%29II.+%E5%85%B6%E4%B8%AD%28Pa%29I+%3D+%E7%AC%AC%E4%B8%80%E6%AC%A1%E6%8A%BD%E6%A8%A3%E4%B9%8B%E5%85%81%E6%94%B6%E6%A9%9F%E7%8E%87%EF%BC%9B.jpg "(Pr)I = 第一次抽樣之拒收機率; (PI)I =1-(Pa)I-(Pr)I= 第一次抽樣之續抽機率; (Pr)II = 第二次抽樣拒收機率。")
69
例題 8.11 解

70
例題 8.11

71
例題 8.11

72
例題 8.12 解

73
例題 8.12

74
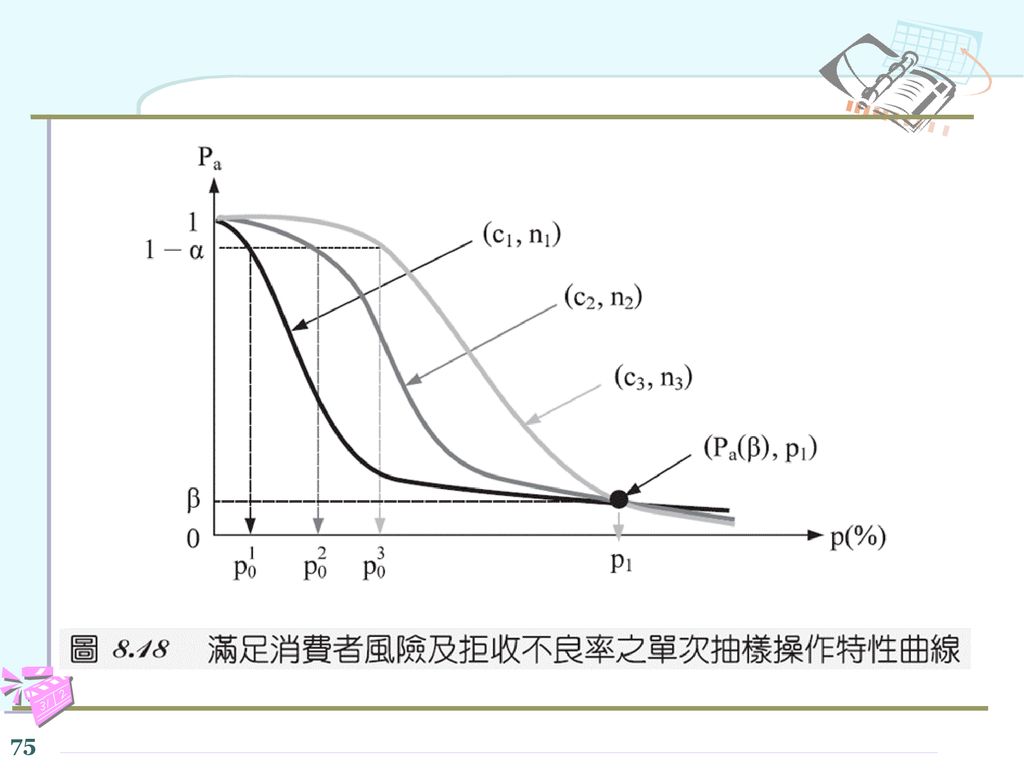
8.10 計數值抽樣計畫之設計 單點式抽樣計畫 單點式抽樣計畫僅滿足消費者風險或生產者風險。滿足消費者風險的OC曲線必須通過 (Pa(β), p1) 點,如圖8.18所示;滿足生產者風險的OC曲線必須通過 (Pa(α), p0) 點如圖8.21所示。
, p1) 點,如圖8.18所示;滿足生產者風險的OC曲線必須通過 (Pa(α), p0) 點如圖8.21所示。 .")
76
滿足消費者風險 一、滿足消費者風險 確定滿足消費者風險 (β) 時之(Pa(β), p1) 及生產者風險 (α);
假設不同的允收數 (c); 依據允收機率 (Pa(β)) 及假設的允收數 (c),即可以卜氏機率分配表 (或表8.20),查出np =np(β)值;
; 依據允收機率 (Pa(β)) 及假設的允收數 (c),即可以卜氏機率分配表 (或表8.20),查出np =np(β)值;")
77
滿足消費者風險 當送驗批量不良率 (p) 已知時,則樣本數 (n) 可以卜氏機率分配表 (或表8.20),查出之np(β)值,除以該允收機率(Pa(β)) 之相對應的不良率 (p1): 在滿足消費者風險 (β) 之允收機率(Pa(β)) 及其不良率 (p1) 的情況下,同時又符合生產者風險(α)之允收機率 (Pa(α)=1-α) 時,則可以 Pa(α)之允收機率及允收數 (c),查卜氏機率分配表 (或表8.20),得出 np = np(α)值;
 之允收機率(Pa(β)) 及其不良率 (p1) 的情況下,同時又符合生產者風險(α)之允收機率 (Pa(α)=1-α) 時,則可以 Pa(α)之允收機率及允收數 (c),查卜氏機率分配表 (或表8.20),得出 np = np(α)值;")
78
滿足消費者風險 在先滿足消費者風險 (Pa(β), p1),再滿足生產者風險之允收機率 (Pa(α)) 情況下,其不良率 (p0) 係以卜氏機率分配表 (或表8.19) 查出之 np = np(α) 值,除以樣本數 (n):
, p1),再滿足生產者風險之允收機率 (Pa(α)) 情況下,其不良率 (p0) 係以卜氏機率分配表 (或表8.19) 查出之 np = np(α) 值,除以樣本數 (n):")
79
例題 8.13 解

80
例題 8.13

81
例題 8.13

82
例題 8.13

83
例題 8.13

84
例題 8.13

85
滿足生產者風險 二、滿足生產者風險 確定滿足生產者風險 (α) 時之 (Pa(α), p0) 及消費者風險之允收機率 (Pa(β));
假設不同的允收數 (c); 依據滿足生產者風險 (α) 的允收機率 (Pa(α)) 及假設的允收數 (c),查卜氏機率分配表 (或表8.20),得出np = np(α) 值;
; 依據滿足生產者風險 (α) 的允收機率 (Pa(α)) 及假設的允收數 (c),查卜氏機率分配表 (或表8.20),得出np = np(α) 值;")
86
滿足生產者風險 滿足允收數 (c) 及生產者風險 (α) 之允收機率(Pa(α)) 情況下,由卜氏機率分配表 (或表8.20) 查出np(α)值。其樣本數 (n) 為: 滿足生產者風險 (α) 之允收機率 (Pa(α)) 及其不良率 (p0),同時又符合消費者風險 (β) 之允收機率 (Pa(β)) 時,可以允收機率Pa(β)及允收數 (c),查卜氏機率分配表 (或表8.20),得出np(β)值;
 之允收機率 (Pa(α)) 及其不良率 (p0),同時又符合消費者風險 (β) 之允收機率 (Pa(β)) 時,可以允收機率Pa(β)及允收數 (c),查卜氏機率分配表 (或表8.20),得出np(β)值;")
87
滿足生產者風險 由卜氏機率分配表 (或表8.20) 查出的np(β)值及滿足生產者風險之抽樣樣本數 (n),即可計算其拒收不良率 (p1) :
 查出的np(β)值及滿足生產者風險之抽樣樣本數 (n),即可計算其拒收不良率 (p1) :")
88
例題 8.14 解

89
例題 8.14

90
例題 8.14

91
例題 8.14

92
例題 8.14

93
兩點式抽樣計畫 若要同時滿足生產者風險及消費者風險時,必須通過 (Pa(α), p0) 及 (Pa(β), p1) 兩點,如圖8.23所示,此抽樣計畫稱為兩點式抽樣計畫 (two-point sampling plans) 或稱規準型抽樣計畫。 於完全滿足消費者風險情況下,盡可能接近生產者的風險。 於完全滿足生產者風險情況下,盡可能接近消費者的風險。

94
兩點式抽樣計畫

95
例題 8.15 解

96
例題 8.15

97
8.10.3 選別型抽樣計畫 選別型檢驗係當送驗批被判定為拒收時,需執行100%檢驗,並挑出不良品以良品替換;當送驗批被判定為允收時,僅需將樣本中之不良品以良品更換。選別型抽樣計畫係使經由選別型檢驗之產品其平均總檢驗數量 (ATI) 最小,以降低檢驗成本。
 最小,以降低檢驗成本。")
98
選別型抽樣計畫

99
選別型抽樣計畫

100
選別型抽樣計畫

101
連續型抽樣計畫 連續型抽樣計畫屬AOQL型抽樣計畫可保證產品的平均出廠品質,其決定產品品質的因素為:平均出廠品質極限 (AOQL)、檢驗間隔數 (clearance number) (i) 及抽樣頻率 (sampling frequency) (f),
、檢驗間隔數 (clearance number) (i) 及抽樣頻率 (sampling frequency) (f),")
102
連續型抽樣計畫 一、平均篩檢數量 當執行篩檢階段發現一個不良品後連續檢驗i個良品的機率為p×qi。發現一個不良品後維持篩檢的條件機率 (p) 為: 發現一個不良品後仍維持篩檢的數量
 為: 發現一個不良品後仍維持篩檢的數量")
103
連續型抽樣計畫 二、平均檢驗頻率 當執行抽樣頻率為f之抽樣檢驗階段,發現一個不良品的機率為p,因此在該不良品出現前平均已檢驗數量 (v) =1/(f×p)。於篩檢階段通過檢驗的樣本數為u;於抽樣檢驗階段通過檢驗的樣本數為v×f,因此平均檢驗頻率為:
 =1/(f×p)。於篩檢階段通過檢驗的樣本數為u;於抽樣檢驗階段通過檢驗的樣本數為v×f,因此平均檢驗頻率為: .")
104
連續型抽樣計畫 三、平均出廠品質 於檢驗期間發現不良品時即以良品更換,因此檢驗過的產品均為良品,其不良率為0。將未檢驗的平均檢驗頻率(1-F)乘以不良率 (p),即為平均出廠品質。 AOQ=p×(1-F)
乘以不良率 (p),即為平均出廠品質。 AOQ=p×(1-F) .")
105
例題 8.19 解

106
例題 8.20 解

107
例題 8.20

108
逐次抽樣計畫

109
逐次抽樣計畫 允收線 (d0) 與拒收線 (d1) 之計算可以下式表之: d0=-h0+s×n d1=h1+s×n 其中
 與拒收線 (d1) 之計算可以下式表之: d0=-h0+s×n d1=h1+s×n 其中")
110
逐次抽樣計畫 其中d0及d1為整數,取大於d1的最接近整數當作拒收數,取小於d0的最接近整數當作允收數。

111
例題 8.21 解

112
例題 8.21

113
例題 8.21

114
例題 8.21

115
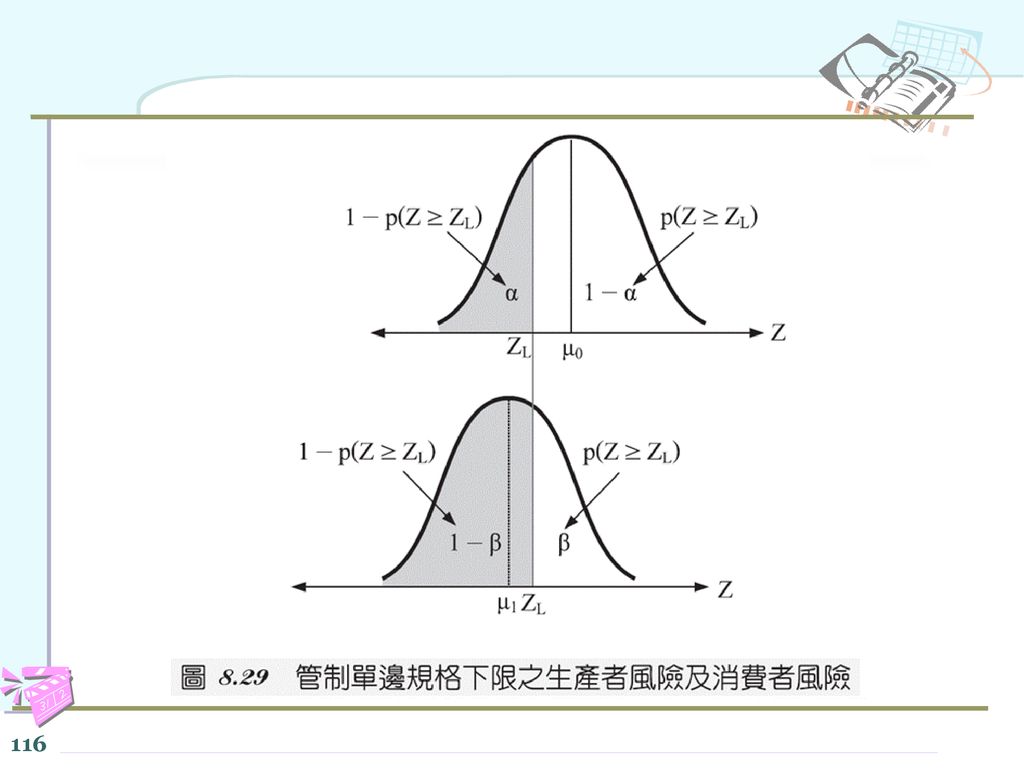
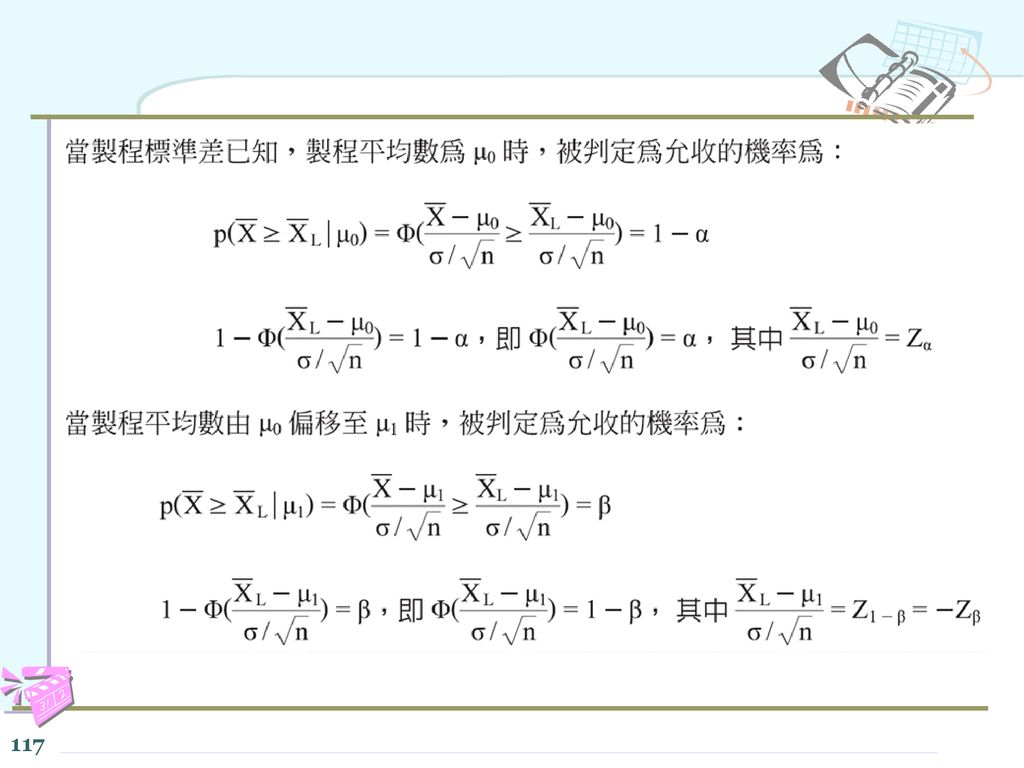
8.11 計量值抽樣計畫之設計 8.11.1 保證送驗批平均數之抽樣計畫 一、管制單邊規格下限
若產品製程變異已知,僅管制規格下限時,其抽樣計畫為 (n, ),其中 為樣本平均數管制下限,其允收機率 (1-α) 及拒收機率 (α) 之分布;及當製程平均數由μ0 偏移至μ1時,其允收機率 (β) 及拒收機率 (1-β) 之分布,如圖8.29所示。
,其中 為樣本平均數管制下限,其允收機率 (1-α) 及拒收機率 (α) 之分布;及當製程平均數由μ0 偏移至μ1時,其允收機率 (β) 及拒收機率 (1-β) 之分布,如圖8.29所示。")
119
例題 8.22 解

120
例題 8.22

121
例題 8.22

122
例題 8.22

123
管制單邊規格上限 二、管制單邊規格上限 已知製程變異,單邊規格管制上界之抽樣計畫為:

124
例題 8.23 解

125
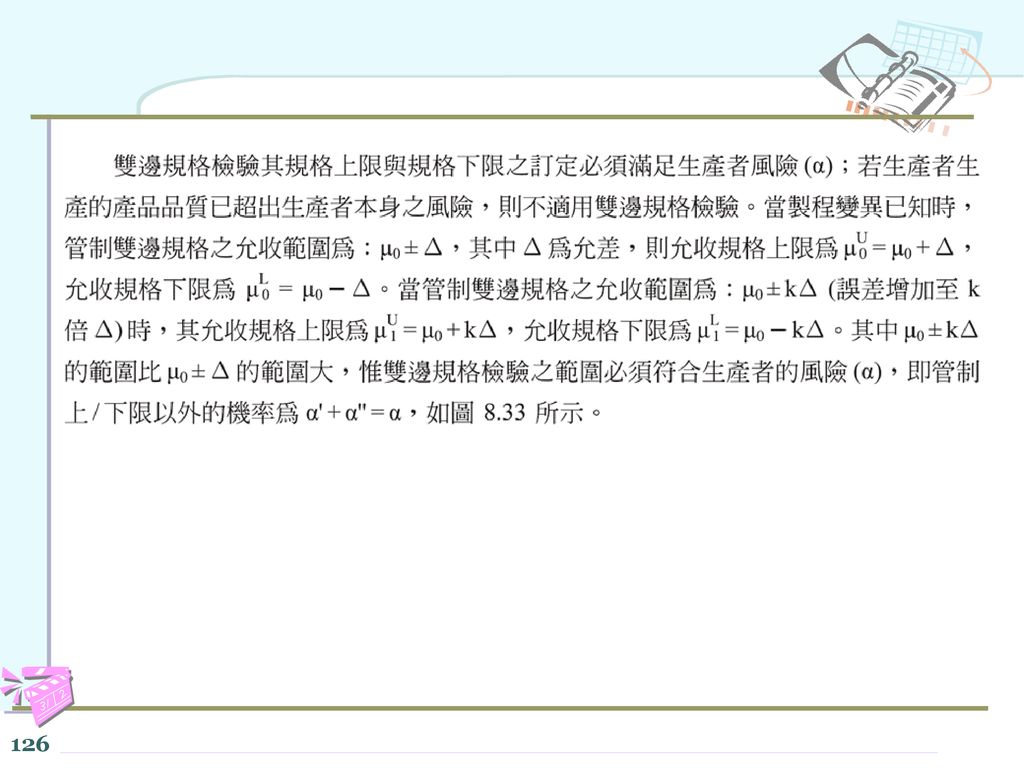
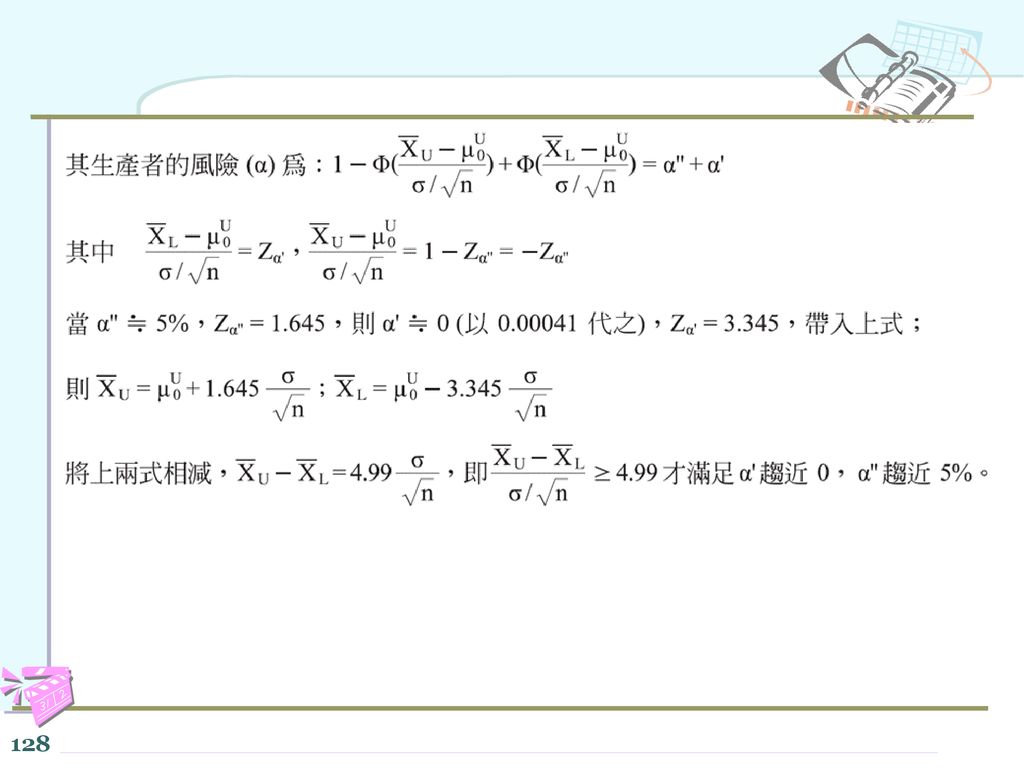
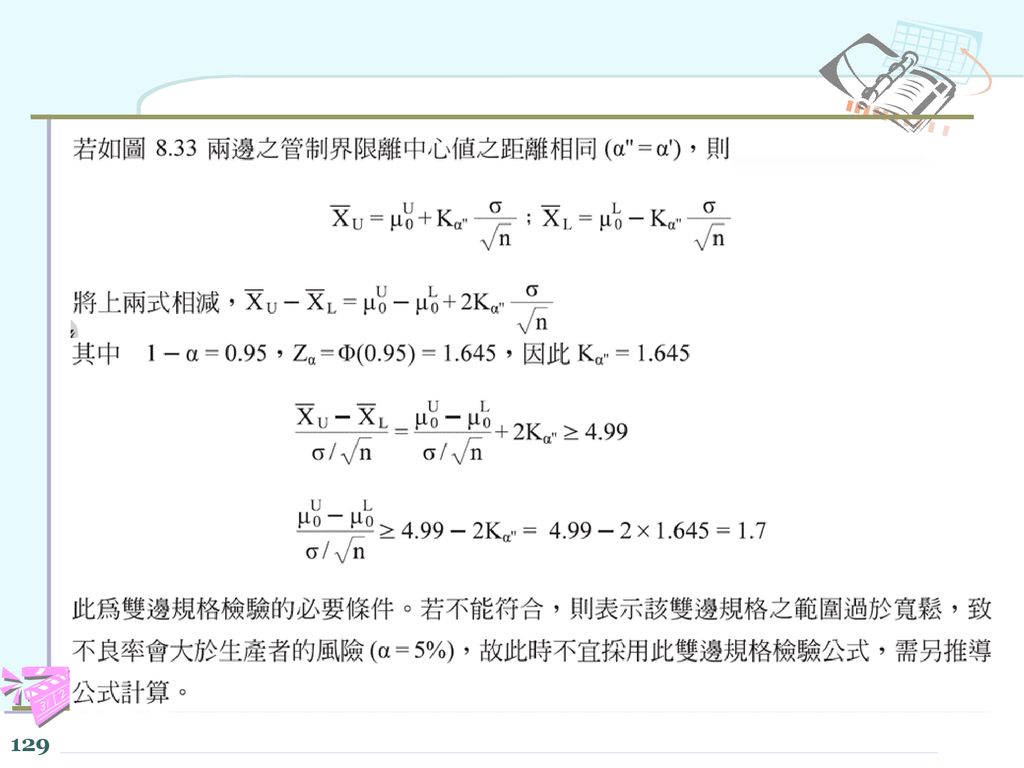
管制雙邊規格界限 三、管制雙邊規格界限 已知變異性,雙邊規格之抽樣計畫為:

130
例題 8.25 解

131
例題 8.25

132
保證送驗批不良率K值法

134
例題 8.26 解

135
8.11.3 保證送驗批不良率M值法 當製程標準差已知,以樣本標準常態分配Z值推估群體變異時其統計量為:
其推估批量不良率 ( ), 如圖8.34所示。
, 如圖8.34所示。")
136
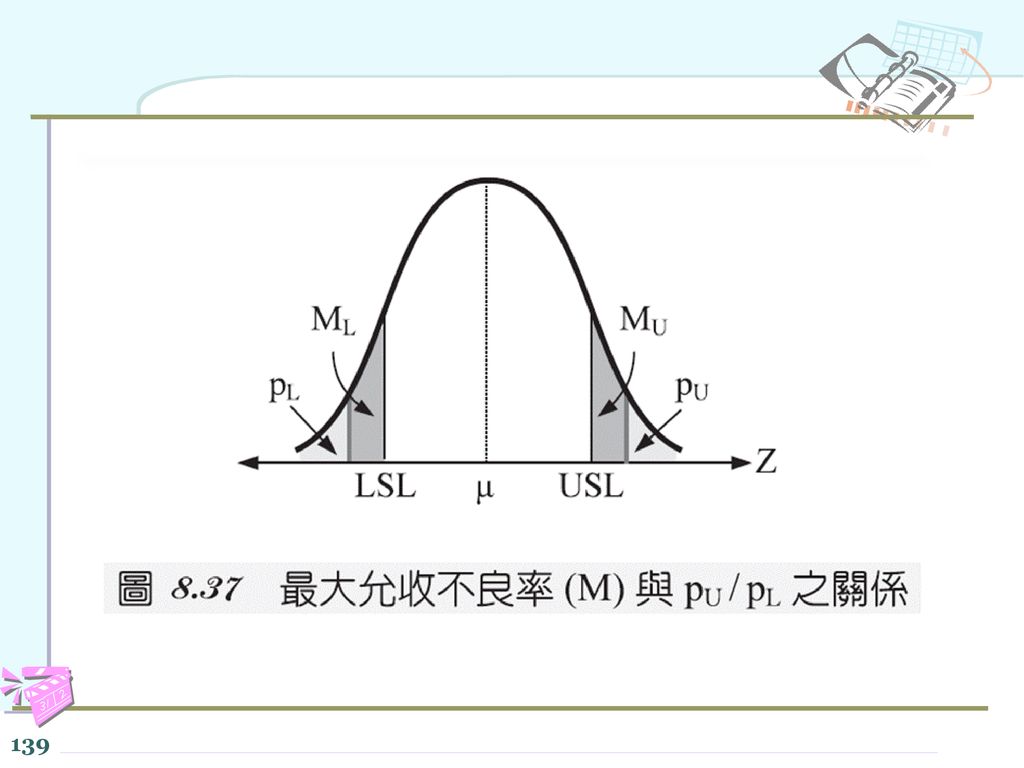
當 ,允收時,其最大允收不良率 (M) 為: 其判定方式如下:
 為: 其判定方式如下:")
140
例題 8.27 解






 9-1. Chapter 9 品質管理:理論與實務 chapter 9 計數值抽樣檢驗計畫 (MIL-STD-105E) 9-2 計數值抽樣檢驗計畫 9.1 MIL-STD-105E 之發展背景 9.2 使用 105E 之步驟 9.3.>")




 三、 品管制度與方法之設計 四、QCC簡介 五 、管制圖>")




 Wonnacott and Wonnacott. Introductory>")








