Download presentation
1
《加工中心应用技术》 项目 2 :工艺镂空件的加工 任务 : 孔类零件铣削 编制 王晓华 2011.8.10

2
1 、大家分析一下下述图形轮廓的特点是什么?

3
2 、同学们分析一下加工此图形 的零件,用几把刀合适呢?

4
1 、相关指令是什么呢? 固定循环指令 1 ) G81 :钻孔循环 ( 中心钻 )
 G81 :钻孔循环 ( 中心钻 )")
5
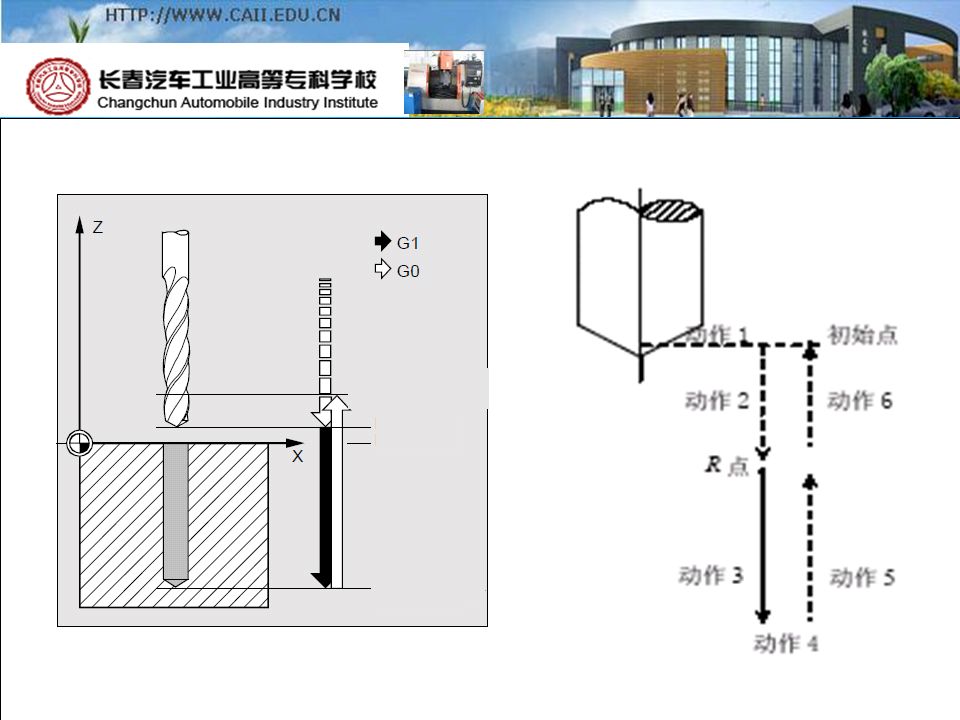
2 )说明: G98 :返回初始平面; G99 :返回 R 点平面; X 、 Y :加工起点到孔位的距离 (G91) 或孔位坐标 (G90) ; R :初始点到 R 点的距离 (G91) 或 R 点的坐标 (G90) ; Z : R 点到孔底的距离 (G91) 或孔底坐标 (G90) ;图 2-2 固定循 环的动作 F :切削进给速度; L :固定循环的次数。
说明: G98 :返回初始平面; G99 :返回 R 点平面; X 、 Y :加工起点到孔位的距离 (G91) 或孔位坐标 (G90) ; R :初始点到 R 点的距离 (G91) 或 R 点的坐标 (G90) ; Z : R 点到孔底的距离 (G91) 或孔底坐标 (G90) ;图 2-2 固定循 环的动作 F :切削进给速度; L :固定循环的次数。")
8
2 ) G82 :带停顿的钻孔循环
 G82 :带停顿的钻孔循环")
9
3 )高速深孔钻循环 (G73) 指令格式: G73 X Y Z R Q F K ;
高速深孔钻循环 (G73) 指令格式: G73 X Y Z R Q F K ;")
10
4 )排屑钻孔循环 (G83)
排屑钻孔循环 (G83)")
11
5 )左旋(逆时针)攻丝循环 (G74) 指令格式: G74 X Y Z R P F K ;
左旋(逆时针)攻丝循环 (G74) 指令格式: G74 X Y Z R P F K ;")
12
6 )精镗循环 (G76) 指令格式: G76 X Y Z R Q P F K ;
精镗循环 (G76) 指令格式: G76 X Y Z R Q P F K ;")
13
7 )镗孔循环 (G85) 指令格式: G85 X Y Z R F K ;
镗孔循环 (G85) 指令格式: G85 X Y Z R F K ;")
14
1 、看懂工件图样,了解图样上各加工部位的尺寸标注、精度要求等

15
2 、检测毛坯,确定工件的加工余量 检测毛坯,确定工件的加工余量。 毛坯为 96×96 的六面体,六个 面均为精加工表面。

16
3 、工件的装夹 根据工件的形状特点,采用平口虎钳装夹工 件。选毛坯上任意相邻两个面为精基准 固定钳口 活动钳口

17
4 、刀具的选择 根据工件轮廓形状,本任务中选取整体高速钢两刃直 柄直角立铣刀, 直径¢ 16, 长度 60mm 及直径¢ 10 , 长度 50mm 。

18
5 、 切削用量的选择 本任务中工件材料为铝合金,且最小铣 削孔的直径是 10 ,所以选用中心钻划窝, 选用直径为 Ф8 的高速钢标准麻花钻进行 预钻孔,选用 Ф12 和 Ф10 的两刃整体高 速钢立铣刀铣削内外轮廓。

19
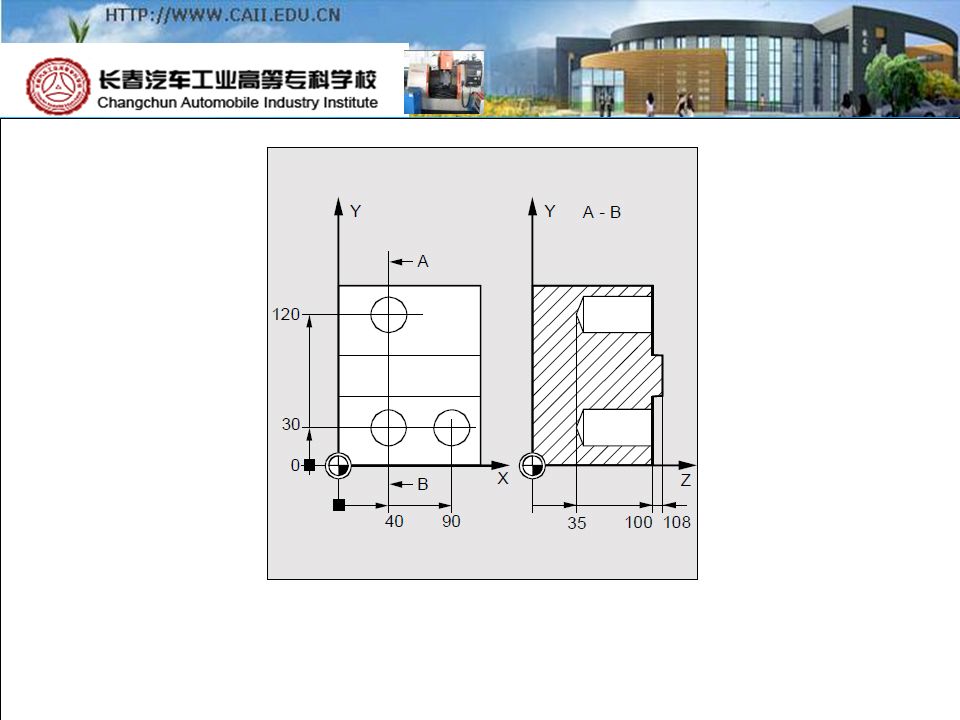
6. 设定工件坐标系 1 )工件坐标系坐标原点的设定:
工件坐标系坐标原点的设定:")
20
7 、设定走刀轨迹 一号刀用于打中心孔 二号刀用于预钻孔, 孔的直径为 φ8 。 三号刀用于铣削外轮 廓及 φ15 ~ φ35 的内轮 廓。 四号刀用于铣削 φ10 的孔。

21
8 、参考程序 O0007; N5 G54G90G69G15G40G49; N10 G91G28Z0; N15 T01M06; N20 M03S2000; N25 G43G90G00X0Y0Z50H01; N30 G98G82X0Y0Z-5R5P2000F80; N35 G80; N40 G49G00Z200; N45 M05; N50 G91G28Z0; N55 T02M06; N60 M03S600; N65 G90G43X0Y0Z50H02; N70 G98G83X0Y0Z-25R2Q4F80; N75 G80; N80 G49G00Z200; N85 M05;

22
N90 G91G28Z0; N95 T03M06; N100 M03S1500; N105 G43G90G00X0Y0Z50H03; N110 G00Z5; N115 G01X38Y0F200; N120 G01Z0; N125 M98P0017L2; N130 G01Z5; N135 G00X0Y0;

23
N140 G01Z0F100; N145 M98P0018L5; N150 G00Z-7; N155 M98P0019L4; N160 G00Z-10; N165 M98P0020L2; N170 G00Z-13.5; N175 M98P0021L2; N180 G00Z50; N185 G49G00Z200; N190 M05;

24
N195 G91G28Z0; N200 T04M06; N205 M03S1500; N210 G43G90G00X0Y0Z50H04; N215 G00Z2; N220 G01Z-25F80; N225 G01Z2; N230 G00Z50; N235 G49G00Z200; N240 M05; N245 M30;

25
O0017; N05 G91G01Z-1F80; N10 G90G41G01X22.5Y0D01; N15 G02X22.5Y0I-22.5F200; N20 G40G01X38Y0; N25 M99; O0018; N05 G91G01Z-1.5F80; N10 G90G41G01X17.5Y0D01F200; N15 G03X17.5Y0I-17.5; N20 G40G01X0Y0; N25 M99; O0019; N05 G91G01Z-1F80; N10 G90G41X14Y0D01F200; N15 G03X14Y0I-14; N20 G40G01X0Y0; N25 M99;

26
O0020; N05 G91G01Z-2F80; N10 G90G41G01X10.5Y0D01F200; N15 G03X10.5Y0I-10.5; N20 G40G01X0Y0; N25 M99; O0021; N05 G91G01Z-1.5F80; N10 G90G41G01X7.5Y0F200D01; N15 G03X7.5Y0I-7.5F200; N20 G40G01X0Y0; N25 M99;

27
9 、填写工艺文件

28
10 、仿真加工

29
1 、检查工件的加工结果 2 、确认加工结构是否满足工件要求 3 、填写机械加工质量检验单 4 、描述工件加工的过程 5 、检查工艺方案、机床操作加工过程是否合理 6 、加工完成后机床清扫、刀具、量具与夹具整理,检查是否 有损坏、遗失,如有分析原因并向老师说明情况。



 庄子(道家学派) 老子(道家学派)>")


与干燥.>")



 主讲人:周明强.>")




>")



有限公司 毕业生招聘宣讲会>")
 第一章 有理数 授课人:三元中学 苏鼎明.>")
