Download presentation
1
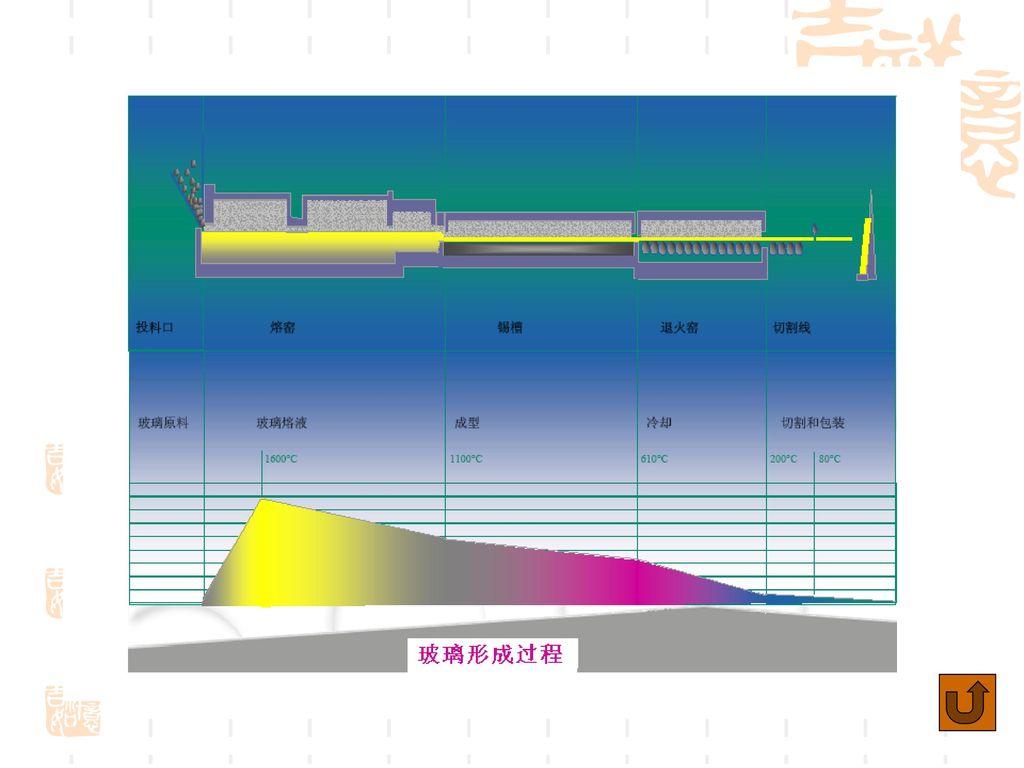
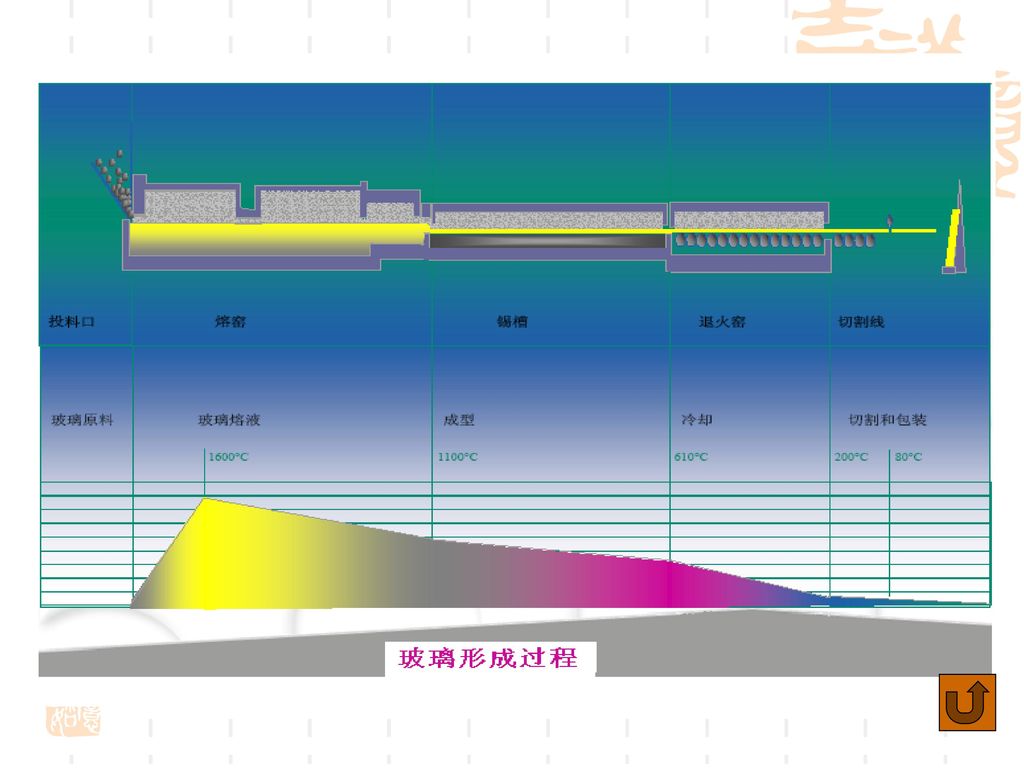
第二节 玻璃池窑及有关的热工设备 玻璃生产过程 玻璃在无机非金属材料工业中属于一种比较特殊的制品。 原料的制备 玻璃液熔制 玻璃产品的成型
玻璃:由熔融物冷却硬化而得的非晶态固体物质 玻璃在无机非金属材料工业中属于一种比较特殊的制品。 特殊性表现在物理化学性能上和生产工艺上 原料的制备 玻璃液熔制 玻璃产品的成型 玻璃制品的退火 玻璃生产过程 在玻璃窑内完成 将玻璃配合料在合理温度制度下熔融成液相,并将其均化、澄清,使其成为透明的液体。

2
玻璃窑的分类 1、池窑分类(按所用热源) 2、按工作性质不同 3、按烟气余热利用设备 横焰窑 马跳蹄焰窑 4、按窑内火焰流动的方向 纵焰窑
电热 1、池窑分类(按所用热源) 火焰——电热混合 连续式 2、按工作性质不同 间歇式 蓄热室式窑 3、按烟气余热利用设备 换热器式窑 横焰窑 马跳蹄焰窑 4、按窑内火焰流动的方向 纵焰窑
 火焰——电热混合. 连续式. 2、按工作性质不同. 间歇式. 蓄热室式窑. 3、按烟气余热利用设备. 换热器式窑. 横焰窑. 马跳蹄焰窑. 4、按窑内火焰流动的方向. 纵焰窑.")
3
平板玻璃窑 5、按生产类型 日用玻璃窑 大型:150吨/天 按生产能力 中型:50~150吨/天 小型:50吨以下/天 大型:60吨/m2
按熔化面积 6、按窑的生产能力 小型:30吨/m2 大型:500以上吨/天 中型:300~500吨/天 对浮法玻璃 小型:300以下吨/天

4
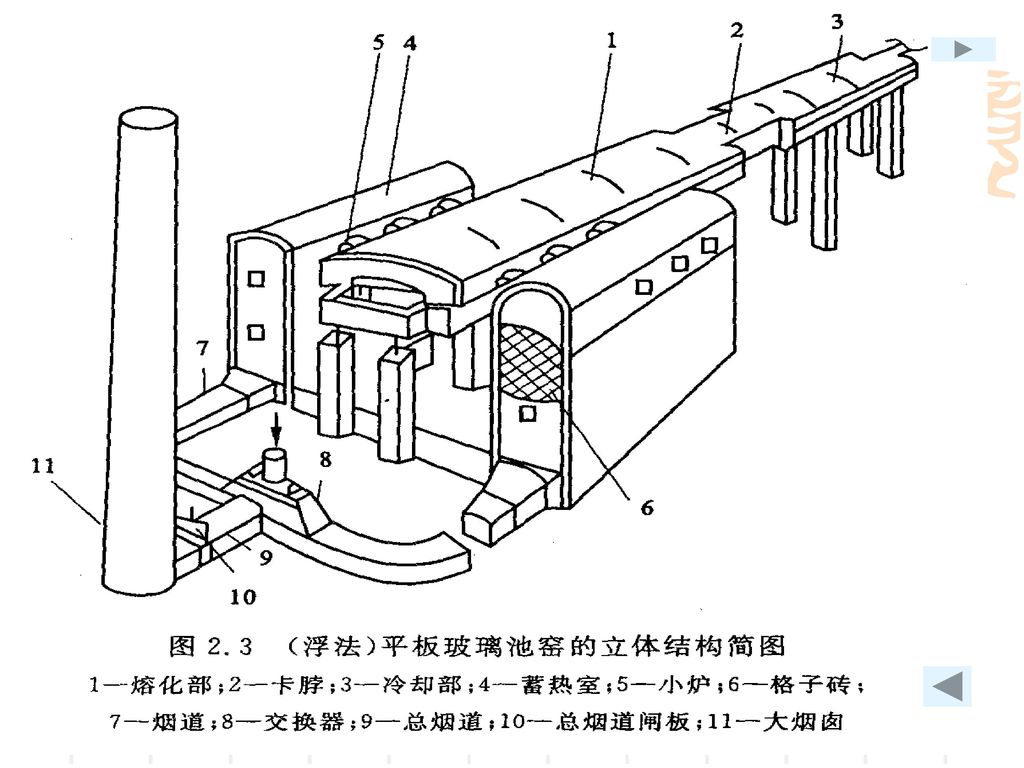
1 浮法玻璃池窑和锡槽 玻璃窑的结构很复杂,这里只以浮法横焰窑为例见图所示。分为熔化部分、热源部分、余热利用、排烟供气部分。

6
A 作用:将玻璃配合料送入窑内并接受来自窑内的部分热量
1.1 熔制部分: 玻璃熔化时的重要部位,其作用是将玻璃配合料加热熔化使之成为玻璃液。 组成有投料口、熔化部、冷却部分、隔装置、成形部: A 作用:将玻璃配合料送入窑内并接受来自窑内的部分热量 将表面部分物料熔融。 1.投料口 正面式:特点: 可使配合料在熔化区池表面上均匀布,但易造成跑料现象。 B 形式 侧面式:特点 :克服正面式的缺点,但会造成布料不均习

7
投料口 投料池:突出于窑池外和池窑相通的矩形小池, 上平面与窑池上平面平行。 组成 上挡墙:又称前脸墙 处于投料池与池窑连接处 C 结构
的上方 形状为L形。 C 结构 投料池:用来集中配合料,摊平配合料并与使 配合预热到一定的温度。 作用 投料口 前脸墙:阻挡火焰不外溢,降低投料口的环境温度。 要求:连续薄层投料、加速熔化、扩大投料面积、 尽量避免扬尘能自动控制 D:设备: 常用设备:弧毯式投料机、倾斜式投料机(图2.4)
")
8
胸墙: 上空间 (火焰空间) 大碹: 2.熔化空间 池壁 下空间 (窑池) 池底 提供熔化玻璃所需要的热量供给空间
作用是进行配合料熔化和玻璃液澄清、均化 胸墙: 上空间 (火焰空间) 提供熔化玻璃所需要的热量供给空间 大碹: 2.熔化空间 池壁 构成配合料熔化成玻璃液并进行 澄清的空间 下空间 (窑池) 池底 所以窑池分为熔化带和澄清带两部分,以泡界线为界。 泡界线之前为熔化带,泡界线之后为澄清带, 泡界线:为熔化好的、有许多泡沫的不透明的玻璃液与熔化好的、 透明的玻璃液之间的分界线。 耳池:布置在平板玻璃两侧、与窑池相同、向外突出的长方形或正方形小池 耳池处玻璃液温度较低,其处玻璃液横向流动加强,对玻璃液流能够起到调节和澄清作用
 提供熔化玻璃所需要的热量供给空间. 大碹: 2.熔化空间. 池壁. 构成配合料熔化成玻璃液并进行. 澄清的空间. 下空间. (窑池) 池底. 所以窑池分为熔化带和澄清带两部分,以泡界线为界。 泡界线之前为熔化带,泡界线之后为澄清带, 泡界线:为熔化好的、有许多泡沫的不透明的玻璃液与熔化好的、 透明的玻璃液之间的分界线。 耳池:布置在平板玻璃两侧、与窑池相同、向外突出的长方形或正方形小池. 耳池处玻璃液温度较低,其处玻璃液横向流动加强,对玻璃液流能够起到调节和澄清作用.")
9
作用:进一步均化玻璃液,将温度降低到一个合理的范围,
分配玻璃液到各个供料通道。 平板、压延、浮法 为矩形结构 3.冷却部 结构形式 日用、医用、化工等成形与冷却 合为一体,即供料槽 上部空间:起冷却作用。 结构 下部空间:起供料、分配作用。

10
包括玻璃液的分隔装置和气体空间的分隔装置
4、分隔装置 将玻璃池窑的熔化部和冷却部之间分隔 包括玻璃液的分隔装置和气体空间的分隔装置 气体空间分隔装置:作用:减小熔化部高温火焰对冷却部的影响 1)矮碹分隔式 特点:矮碹处的下胸墙比较低,但还有一定空间(称为开度)。 这种分隔效果较差,如果要想提高分陋效果,还要配合卡脖。 2)吊矮碹分隔式: 特点:在矮碹处设U 型吊墙和矮 碹一起构成分隔设施。 分隔效果要比矮碹好但结构复杂。 3)U 型吊墙分隔式: 特点:可完全分隔池窑的熔化部和冷却部。 调节开度灵活。平与水平搅拌器相配使用。 4)双J 型吊墙分隔式 特点:可完全分隔 池窑的熔化部和冷却部.使用在大型、 先进的浮法窑上。有利立式搅拌器的安装,且寿命较长。
矮碹分隔式. 特点:矮碹处的下胸墙比较低,但还有一定空间(称为开度)。 这种分隔效果较差,如果要想提高分陋效果,还要配合卡脖。 2)吊矮碹分隔式: 特点:在矮碹处设U 型吊墙和矮 碹一起构成分隔设施。 分隔效果要比矮碹好但结构复杂。 3)U 型吊墙分隔式: 特点:可完全分隔池窑的熔化部和冷却部。 调节开度灵活。平与水平搅拌器相配使用。 4)双J 型吊墙分隔式. 特点:可完全分隔 池窑的熔化部和冷却部.使用在大型、 先进的浮法窑上。有利立式搅拌器的安装,且寿命较长。")
11
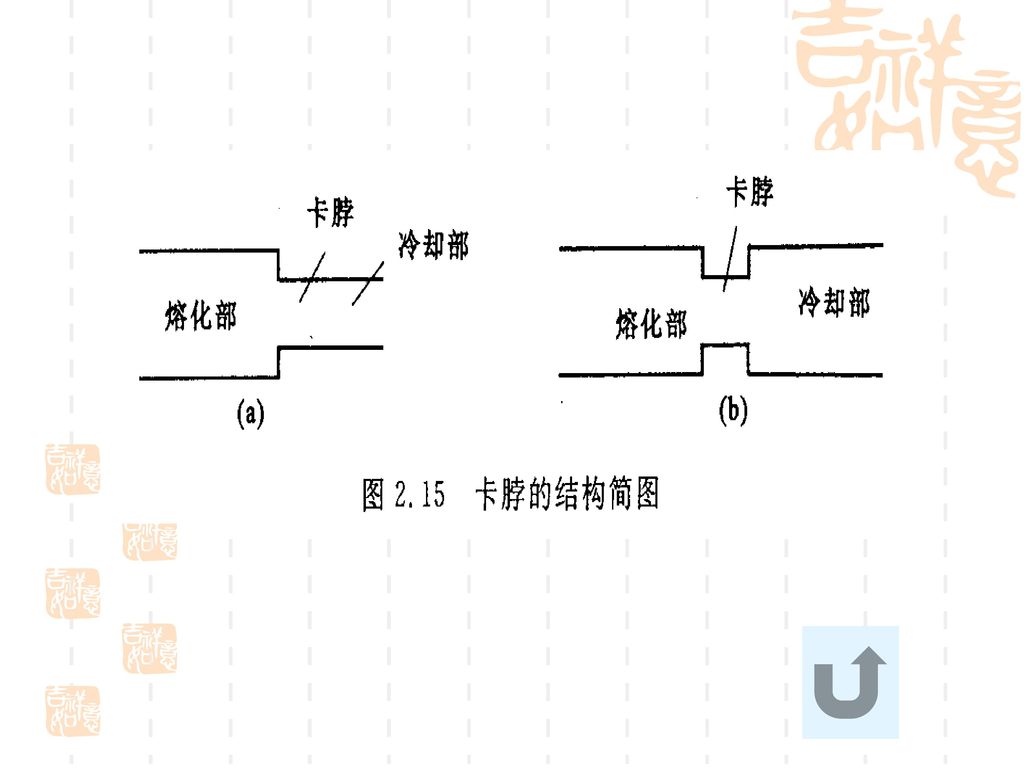
玻璃液的分隔装置 作用:1)使澄清好的玻璃液迅速冷却 卡脖(常用): 浅层分隔装置 冷却水管 :挡浮渣作用良好 分隔装置的类型
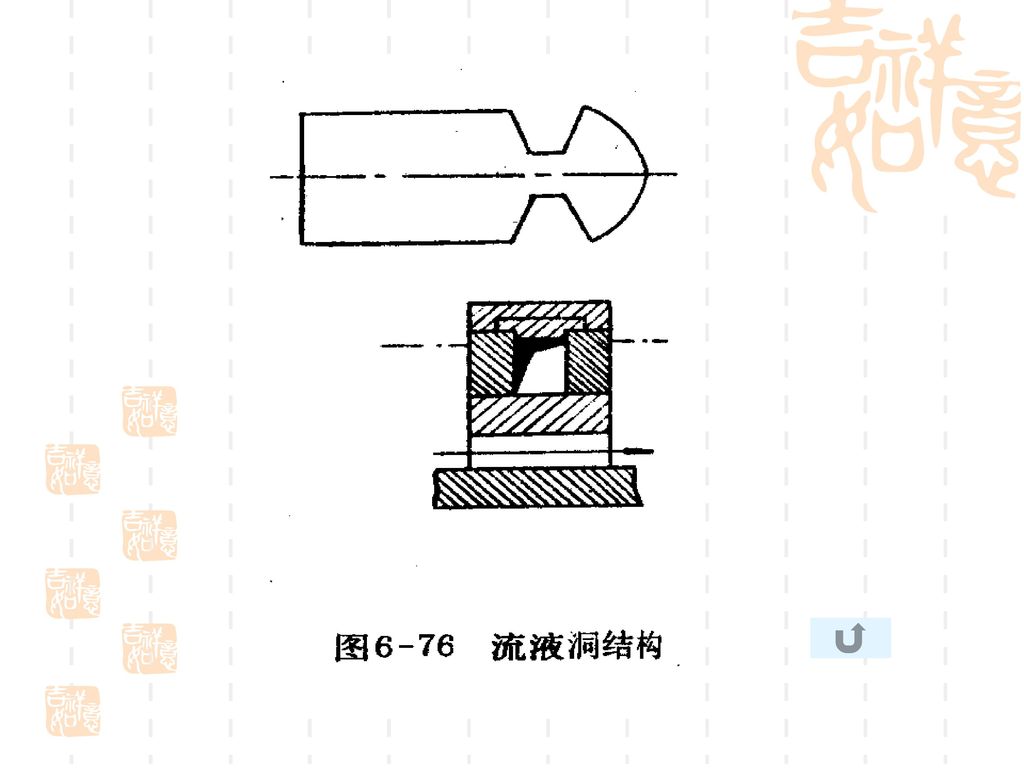
卡脖作用:减少流向冷却部的热气流和玻璃液的对流量,以及降低熔化部气体向冷却部的辐射传热量和溢流量。 其目的都是为了使玻璃液通过卡脖后能用较小的冷却面积就使其冷却下来。 作用:1)使澄清好的玻璃液迅速冷却 2)挡住液面上的未熔化的砂粒和沧渣 3)调节玻璃的流量 4)减少玻璃液从冷却区向熔化区回流 卡脖(常用): 浅层分隔装置 冷却水管 :挡浮渣作用良好 分隔装置的类型 流液洞 :可明显减少回流. 深层分隔装置 窑坎:可以延长玻璃液在熔化部的时间
使澄清好的玻璃液迅速冷却. 2)挡住液面上的未熔化的砂粒和沧渣. 3)调节玻璃的流量. 4)减少玻璃液从冷却区向熔化区回流. 卡脖(常用): 浅层分隔装置. 冷却水管 :挡浮渣作用良好. 分隔装置的类型. 流液洞 :可明显减少回流. 深层分隔装置. 窑坎:可以延长玻璃液在熔化部的时间.")
12
5、成型部(forming end) 作用:兼有冷却与供料作用并将玻璃液控制在能便于成型 制成成品的温度范围内使玻璃液成为制品的初坯 成型部的结构: 浮法平板玻璃 为锡槽。后面专题讲述 平拉法平板玻璃 结构复杂 因产品不同分为 压延法平板玻璃 与浮法相似

13
1.2 热源部分 玻璃窑对热源供给设备的要求: 有一定的火焰长度 要有足够的火焰覆盖面积,且要紧贴玻璃液面 火焰不发漂,不发散,不分层。
1.2 热源部分 玻璃窑对热源供给设备的要求: 有一定的火焰长度 要有足够的火焰覆盖面积,且要紧贴玻璃液面 火焰不发漂,不发散,不分层。 要满足窑内所需的温度、气氛、压力。 热源所用燃料: 理论上:只要能形成长火焰,而且燃烧温度高的燃料就 可以作为玻璃窑的热源燃料。 一般来说:所用的燃料为煤气、天燃气、重油。 重油:发热值高,燃烧速度适中,火焰长度长 天然气:发热高,与助燃空气混合性好,火焰长度可调节。 煤气:其特点是火焰长度短,热值较低。但它价廉易得, 成为大多数玻璃窑的首选燃料,一般是发生炉煤气。

14
小炉是玻璃窑系统中一个重要的组成部分,它的好坏直接影响着池窑的工作性能和玻璃液的质量.
燃烧室——小炉 小炉是玻璃窑系统中一个重要的组成部分,它的好坏直接影响着池窑的工作性能和玻璃液的质量. 空气通道 作用:为空气进入窑内提供通道 气道 煤气通道 作用:为煤气进入窑内提供通道 起改变空气、煤气为小平运动方向的调向作用 舌头 小炉的组 成及作用 分隔空气、煤气,并调节它们的混合状态 控制火焰长度和火焰刚度。 预燃室 将空气与煤气混合并点燃以得于燃烧。 喷火口 使预燃的混合气体加速,形成具有一定速度和刚度的火焰进入窑内。它直接关系到火焰的长度、厚度、宽度、距液面的距离及燃烧程度 小炉的结构 结构特征:象一个鸭头或鹅头见图所示

15
1.3 余热回收利用部分 发生炉煤气用小炉的特点:它的结构必顺有一个舌头。 油烧小炉的特点:没有舌头,没有上倾角、没有预混室只有空气通道。
缺点:易结焦,运行费用高需要复杂的重油处理系统, 还易使燃烧不稳定。 1.3 余热回收利用部分 国内浮法玻璃能耗为7500kJ/kg玻璃液,而国际知名公司平均水平为6500kJ/kg玻璃液,相差15%,按现有规模,每年多耗油45万吨。国内锡耗3-4g/重箱,国际知名公司平均水平为0.7-1g/重箱,每年多耗锡624吨。窑炉寿命国内平均水平是5-7年,国际知名公司平均水平为8-12年,平均少4年。 1)回收余热、减少热量的损耗,提高热量利用率 目的作用 2)提高窑内燃料燃烧温度 1)结构简单;2)处理气体量大 3)运行可靠、经济; 4)热交换直接5)间歇工作 (几种形式):P150 3)加速煤气充分燃烧,节约燃料 蓄热室 余热回收设备 热交换器 三种余热回收设备各有优缺点, 但最明显的是使用温度不同。 余热锅炉
回收余热、减少热量的损耗,提高热量利用率. 目的作用. 2)提高窑内燃料燃烧温度. 1)结构简单;2)处理气体量大. 3)运行可靠、经济; 4)热交换直接5)间歇工作. (几种形式):P150. 3)加速煤气充分燃烧,节约燃料. 蓄热室. 余热回收设备. 热交换器. 三种余热回收设备各有优缺点, 但最明显的是使用温度不同。 余热锅炉.")
16
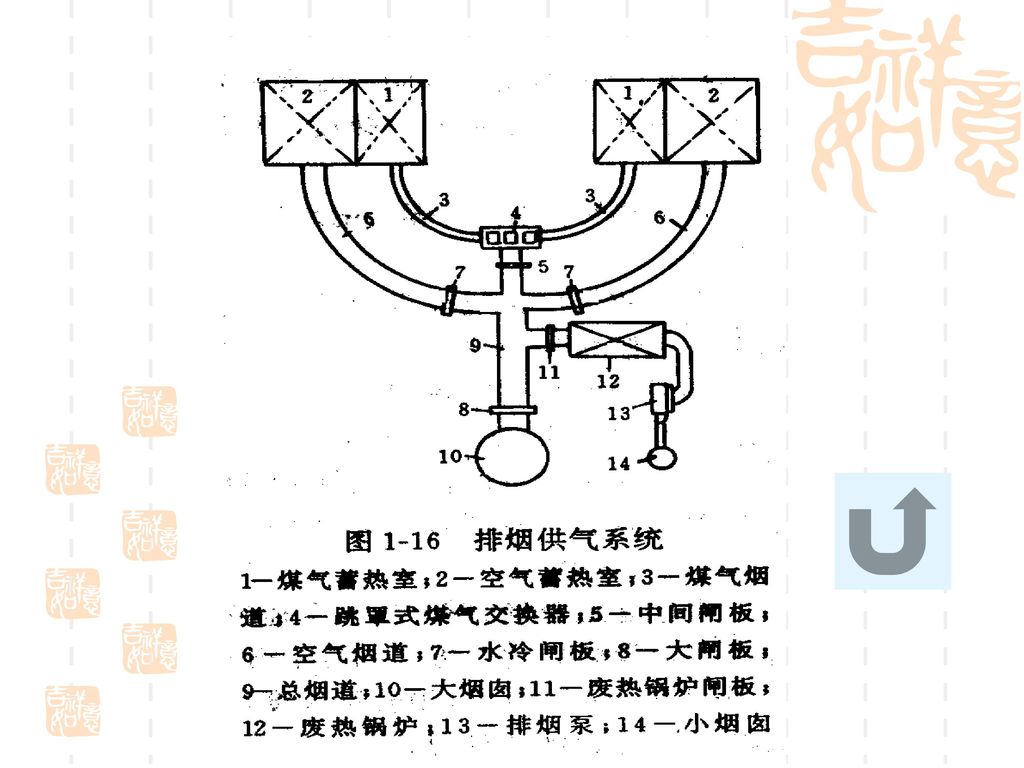
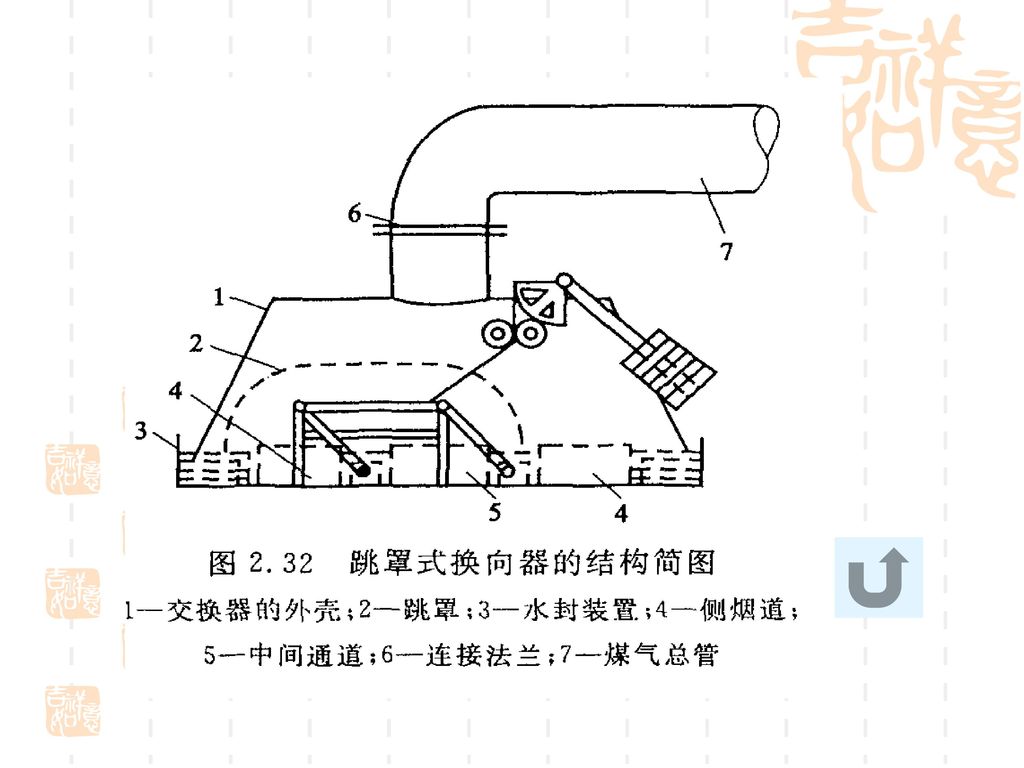
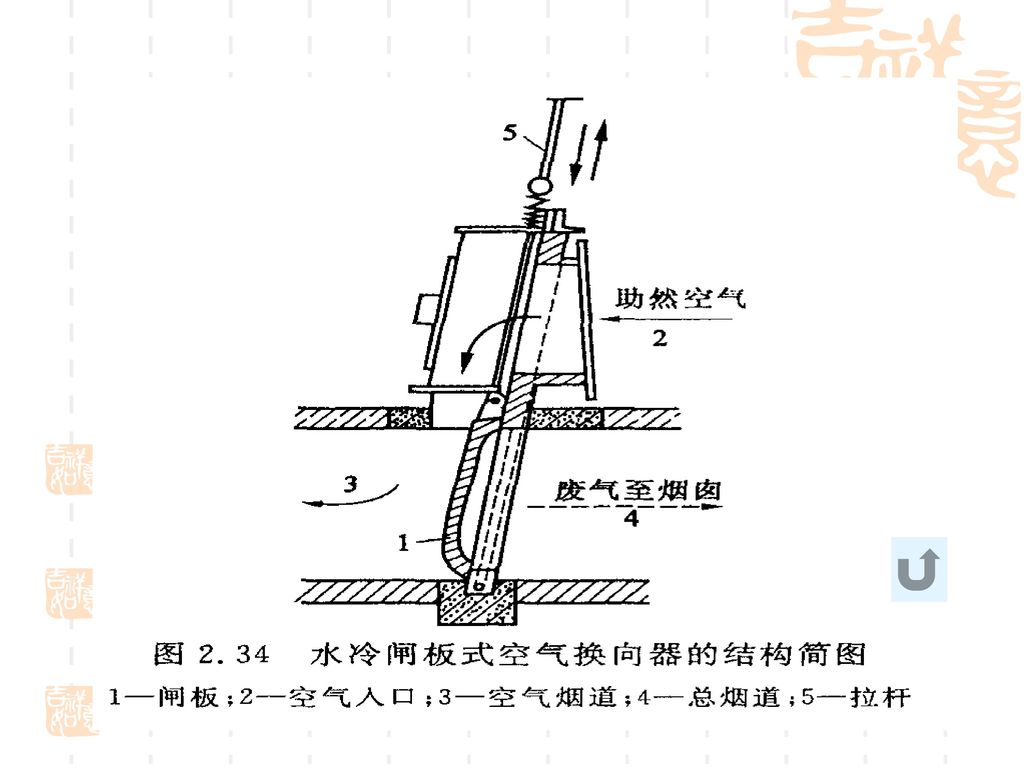
1.4 排烟供气部分 作用:保证窑炉正常、连续、有效的排除烟气维护窑炉正常工 作,并提供空气空气输送、烟气排出的通道。 组成:换向器、空气、煤气通道、中间烟道、风机、总烟道、 烟囱。 水冷闸板式 关键设备:换向器 闸板式 跳罩式

17
2、 锡槽(浮法平板玻璃的成型设备) 锡槽(tin tank or float chamber)是浮法平板玻璃的关键成型(forming)设备.是浮法玻璃生产过程三大热工设备之一。 来自池窑的玻璃液,在锡槽中飘浮在融熔锡液表面,完成摊平、展薄、冷却、固形等过程,用该设备所生产的玻璃范围宽,玻璃厚度均匀,玻璃产品质量好。

18
锡槽胸墙的作用主要是使其与锡槽底砖以及锡槽顶盖之间构成密闭空间来密封锡槽。胸墙上设有观察孔、拉边器孔、操作孔、冷却孔以及测量孔等工艺操作所需要的孔位
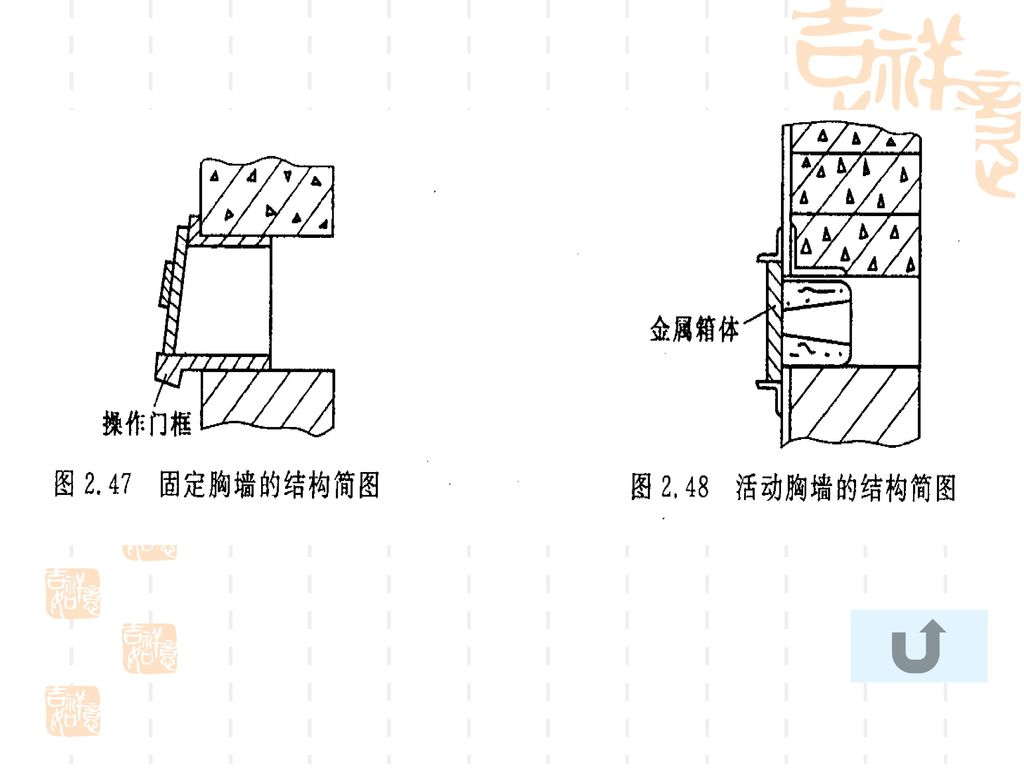
一、锡槽的分类与结构 宽流槽 宽度与玻璃原板宽度相近 按照流槽形式分 窄流槽 流槽的宽为600~1800mm 直通型 按照锡槽主体结构分 宽窄型 固定胸墙型(固定):所有操作孔、检测孔都有固定的位置和一定的尺寸。此种结构整体性能好。便于密封,但限于固定操作孔位置,操作不够灵活。 1、分类 按照胸墙结构分 活动胸墙型(可拆胸墙式):其上部分为固定式,沿口以上至固定胸墙的间隙用活动边封填塞。 该结构的操作孔可以根据需要灵活设置,便于操 作,适应于生产多品种产品.但密封较为困难 PB法 皮尔金顿法 英国 为窄流槽型 按照发明家分 LB法 匹滋堡美国
:所有操作孔、检测孔都有固定的位置和一定的尺寸。此种结构整体性能好。便于密封,但限于固定操作孔位置,操作不够灵活。 1、分类. 按照胸墙结构分. 活动胸墙型(可拆胸墙式):其上部分为固定式,沿口以上至固定胸墙的间隙用活动边封填塞。 该结构的操作孔可以根据需要灵活设置,便于操 作,适应于生产多品种产品.但密封较为困难. PB法 皮尔金顿法 英国 为窄流槽型. 按照发明家分. LB法 匹滋堡美国.")
19
2、结构 锡槽由三部分组成:进口端、主体、出口端。 流道 窄流槽进口端 流槽 进口端结构 宽流槽进口端 压延型锡槽进口端 主体结构(槽体):包括槽底、胸墙、顶盖、电加热器、钢结构、锡槽中的分隔装置。 作用:承担着玻璃液的摊平、展薄成型、冷却、固型等重要成型过程的任务。 对其要求:密封性能要好,温度可调性好,具有控制锡液和气流对流的设施,槽 体材质能耐高温和耐锡液侵蚀。

20
槽底:盛装锡液。由于锡液的比重大,渗透能力强,不断对流, 因此要求槽底材料密度大、耐冲刷;热稳定性好,不易开裂和剥
落;强度高,使用寿命长;耐侵蚀和抗氢气扩散性好,无发泡 现象。——常采用固定固定方式,而且底部还设有吹风装置。 固定胸墙型(固定) 胸墙 活动胸墙型(可拆胸墙式) 主体结构 顶盖:一般采用吊平顶全密封的结构形式,外壳为钢罩 作用:(1)密封,(2)吊装和安装电热元件、测温元件、测压元件; (3)安装保护气体管道。 电加热器:作用:满足锡槽成型要求和处理工艺事故需要以及烘烤的需要。 常用电热元件有:电热丝、硅碳棒、硅钼棒等,吊挂在顶盖上。 钢结构:由支撑钢结构、槽底钢结构和密封罩钢结构组成。 作用是防止锡漏和加强密封性。 锡槽空间分隔装置:作用是锡槽的温度分区和不同温度区域内保护气体成分的控制。二种形式:固定式分隔墙和活动式分隔墙 分隔装置 锡液分隔装置:用挡坎或档坝,可控制锡液对流。
 胸墙. 活动胸墙型(可拆胸墙式) 主体结构. 顶盖:一般采用吊平顶全密封的结构形式,外壳为钢罩. 作用:(1)密封,(2)吊装和安装电热元件、测温元件、测压元件; (3)安装保护气体管道。 电加热器:作用:满足锡槽成型要求和处理工艺事故需要以及烘烤的需要。 常用电热元件有:电热丝、硅碳棒、硅钼棒等,吊挂在顶盖上。 钢结构:由支撑钢结构、槽底钢结构和密封罩钢结构组成。 作用是防止锡漏和加强密封性。 锡槽空间分隔装置:作用是锡槽的温度分区和不同温度区域内保护气体成分的控制。二种形式:固定式分隔墙和活动式分隔墙. 分隔装置. 锡液分隔装置:用挡坎或档坝,可控制锡液对流。")
21
密封顶盖:由钢板制成,内衬隔热材料,加强保温
挡帘:材质为耐火编织物或耐热钢箔,作用是增加保护气体的 出口压力,阻止外界空气进入锡槽。 . 分隔挡板:起密封作用。 擦锡装置:在辊子下部紧贴着的擦锡石墨碗,它由弹簧片顶紧辊 子而起到擦锡作用。 出口结构 可调辊(过渡辊):作用:(1)将玻璃带在锡槽出口处的玻璃带抬 起呈“爬坡”状态,以脱离锡液面而过渡到辊道 上,避免锡液被玻璃带拉出锡槽和玻璃带在尾端 出口 处被划伤。(2)牵引玻璃带前进。 过渡辊台下部设有地坑或碎玻璃溜子,以贮存碎玻璃。 在退火窑出现故障和维修时,可保证锡槽正常生产。 加强锡槽尾端的密封,解决锡槽的纵向膨胀以及生产时便于观察和操作
:作用:(1)将玻璃带在锡槽出口处的玻璃带抬. 起呈 爬坡 状态,以脱离锡液面而过渡到辊道. 上,避免锡液被玻璃带拉出锡槽和玻璃带在尾端. 出口 处被划伤。(2)牵引玻璃带前进。 过渡辊台下部设有地坑或碎玻璃溜子,以贮存碎玻璃。 在退火窑出现故障和维修时,可保证锡槽正常生产。 加强锡槽尾端的密封,解决锡槽的纵向膨胀以及生产时便于观察和操作.")
22
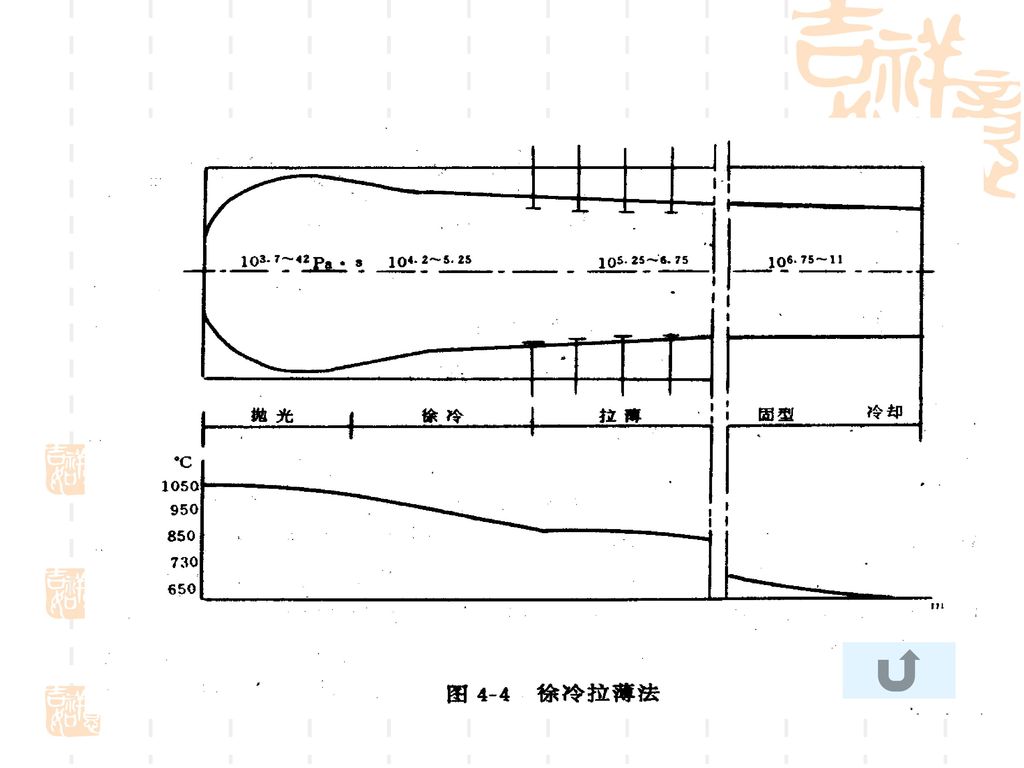
二、锡槽中玻璃的成型原理 1、浮法玻璃成型过程的温度及作用力 1)进、出锡槽的玻璃液温度: 进为1100℃,这时玻璃液的密度为锡的1/3, 因而浮在锡液上面。在620~660℃时离开锡槽。 2)作用于玻璃液的两个力 : 一是重力,二是表面张力。重力使玻璃液摊 开,而表面张力阻止玻璃液摊平,如果两力达到平衡,则就是玻璃带的自然 厚度。 2、浮法玻璃摊平必须具备的条件 1)适于平整化的均匀温度 :即1065~996℃,其粘度为103.7~104.2Pa.S 表面张力发挥作用,使玻璃液摊得厚度均、平整。 2)足够的摊平时间 即在1065℃时玻璃液在锡液面上约需用1min稍多的 3、锡液的作用 托浮玻璃液及玻璃板并运送玻璃板向退火炉
作用于玻璃液的两个力 : 一是重力,二是表面张力。重力使玻璃液摊. 开,而表面张力阻止玻璃液摊平,如果两力达到平衡,则就是玻璃带的自然. 厚度。 2、浮法玻璃摊平必须具备的条件. 1)适于平整化的均匀温度 :即1065~996℃,其粘度为103.7~104.2Pa.S. 表面张力发挥作用,使玻璃液摊得厚度均、平整。 2)足够的摊平时间 即在1065℃时玻璃液在锡液面上约需用1min稍多的. 3、锡液的作用 托浮玻璃液及玻璃板并运送玻璃板向退火炉")
23
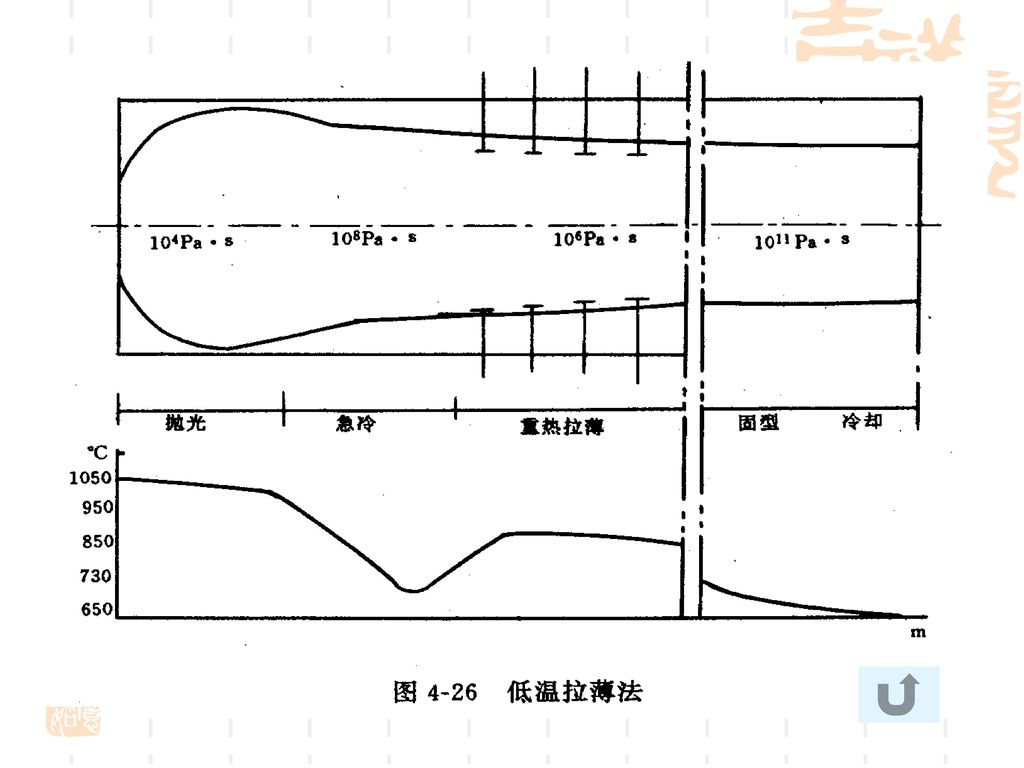
4、玻璃的成型过程 1)摊平区: 该区的工作温度为1065~996℃,其粘度为103.7~104.2Pa.S 。 该区的目的是刚进入锡槽的玻璃液能够充分摊平。 2)徐冷区 该区温度为996~883℃ 相应的粘度为104.2~105.25Pa.s。 在该区中玻璃被自然摊牌平后因受到出口拉引辊的作用在该区开始纵向伸展,并冷却同时玻璃纵向减少厚度和宽度,因此,要该区要设拉边机,将玻璃拉宽。 3)成型区 该区的温度为883~769℃ 相应的粘度为105.25~106.75Pa.s .在该区根据生产需要,设置若干对拉边器,给玻璃带以横向和纵向拉力使玻璃横向拉蒲。 4)冷却区 该区的温度为769~600℃相应的粘度为106.75~1011Pa.s, 玻璃带在该区不再展蒲,而是逐步冷却,玻璃带出锡槽温度产600℃。 对于玻璃的成型,采用拉边机堆积法和挡边坝堆积法。
成型区 该区的温度为883~769℃ 相应的粘度为105.25~106.75Pa.s. .在该区根据生产需要,设置若干对拉边器,给玻璃带以横向和纵向拉力使玻璃横向拉蒲。 4)冷却区 该区的温度为769~600℃相应的粘度为106.75~1011Pa.s, 玻璃带在该区不再展蒲,而是逐步冷却,玻璃带出锡槽温度产600℃。 对于玻璃的成型,采用拉边机堆积法和挡边坝堆积法。")
24
三、锡槽中的传热方式 锡槽中的热量来源于高温玻璃带的辐射、对流和传导的综合抟热 1、锡液液面与玻璃带之间的辐射热交换 2、锡液通过槽底槽壁材料与钢外壳间的传导传热。 3、锡液内部对流传热 影响锡液内部传热因素 1、玻璃带的温度和颜色 2、锡液的温度 3、锡液的对流情况 4、锡槽中的分隔装置。

25
四、锡槽中的保护气体及流动 保护气体为氮气(N2)和氢气(H2)。一般从槽顶进气孔进入锡槽,经过栅格砖被逐步加热。当保护气体经过电热元件时,保护气体被加热, 两种方式进入:密封罩进气、胸墙进气,一般分三路。 氮气(N2)和氢气(H2),热辐射能力很差。主要为对流和导热,在传热过程中,保护气体由室温被加热到800℃左右(平均温度)。少量从锡槽进口端或出口端以及缝隙孔洞处漏出,其中以出口端漏出量最多。 锡槽空间保护气体的流动随着温度、压力、体积等变化。其流动形态受到温度、压力制度、玻璃带向前移动的带动作用。 在锡槽内形成一个下层与玻璃带移动方向相同,上层与玻璃带移动方向相反(由低温向高温方向)的循环流,如图所示。
和氢气(H2),热辐射能力很差。主要为对流和导热,在传热过程中,保护气体由室温被加热到800℃左右(平均温度)。少量从锡槽进口端或出口端以及缝隙孔洞处漏出,其中以出口端漏出量最多。 锡槽空间保护气体的流动随着温度、压力、体积等变化。其流动形态受到温度、压力制度、玻璃带向前移动的带动作用。 在锡槽内形成一个下层与玻璃带移动方向相同,上层与玻璃带移动方向相反(由低温向高温方向)的循环流,如图所示。")
26
五、锡槽的操作 锡槽的作业制度:温度、气氛、压力、锡液面等项。 1、温度制度 温度制度指的是沿锡槽长度方向的温度分布,用温度曲线表示。也可用锡槽内平面上各区的温度来表示。 温度制度对玻璃液的摊子、成型、冷却、固型都起着重要作用。一般使用热电偶或红外测温元件。 2、气氛制度 锡液在1000 ℃左右与玻璃液的浸润角为1750,基本上不浸润。锡的氧化物(SnO2、SnO)却严重污染玻璃,使玻璃出现雾点、锡滴、沾锡等缺陷。严重时玻璃甚至不透明,热处理(如钢化)呈现虹彩。因此,浮法玻璃生产要求锡槽内必须保持中性或弱还原气氛,以防止锡液氧化。采用N2+H2混合气体作为保护气体。其中N2含量为90%~97%,H2含量为3%~10%;。
却严重污染玻璃,使玻璃出现雾点、锡滴、沾锡等缺陷。严重时玻璃甚至不透明,热处理(如钢化)呈现虹彩。因此,浮法玻璃生产要求锡槽内必须保持中性或弱还原气氛,以防止锡液氧化。采用N2+H2混合气体作为保护气体。其中N2含量为90%~97%,H2含量为3%~10%;。")
27
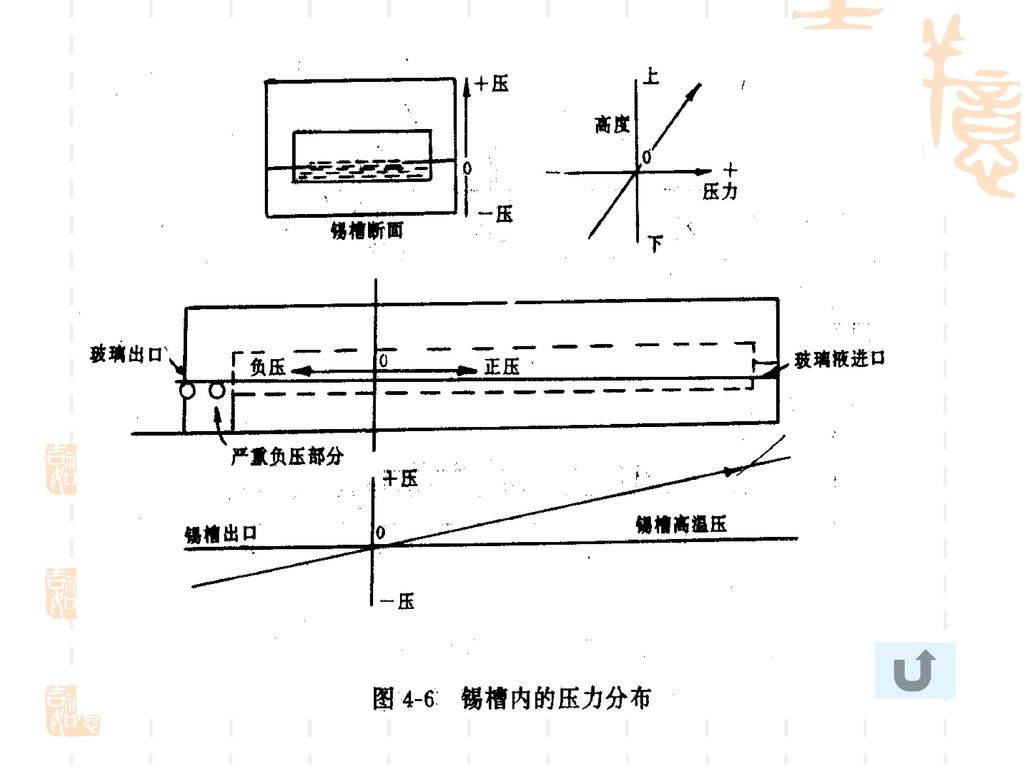
3、压力制度 锡槽内的压力制度玻璃熔窑要严格: 原因: 1)若锡槽内压力过高,保护气体就散失多,增加保护气体耗量。增加电耗,破坏保护气体的生产平衡,影响生产。 2)若锡槽处于负压状态,就会吸入外界空气,使锡槽内氧气含量超过允许值(10ppm),锡液就氧化,这增加锡耗,增加玻璃成本;且严重污染玻璃,产生各种由锡氧化物造成的缺陷(如沾锡、雾点、钢化彩虹) 锡槽内的压力分布: 高温区为正压时,低温区可能为负压;锡槽上部为正压时,其下部可能为负压。 因此要维持锡槽出口端为正压或微正压是很困难的,尤其当保护气体量不足,密封不好或由于某种操作(如打开操作孔)时,都可能造成锡槽尾部处于暂时负压状态,外界空气就会进入锡槽,破坏正常的气氛制度。 正常生产情况下,锡槽内应维持微正压,一般以锡液液面处的压力为基准,要求其压力为3~5Pa,有时甚至维持在10Pa左右。
若锡槽处于负压状态,就会吸入外界空气,使锡槽内氧气含量超过允许值(10ppm),锡液就氧化,这增加锡耗,增加玻璃成本;且严重污染玻璃,产生各种由锡氧化物造成的缺陷(如沾锡、雾点、钢化彩虹) 锡槽内的压力分布: 高温区为正压时,低温区可能为负压;锡槽上部为正压时,其下部可能为负压。 因此要维持锡槽出口端为正压或微正压是很困难的,尤其当保护气体量不足,密封不好或由于某种操作(如打开操作孔)时,都可能造成锡槽尾部处于暂时负压状态,外界空气就会进入锡槽,破坏正常的气氛制度。 正常生产情况下,锡槽内应维持微正压,一般以锡液液面处的压力为基准,要求其压力为3~5Pa,有时甚至维持在10Pa左右。")
28
直通、宽窄形 直通形 宽窄形

29
玻璃的成形过程

30
粘度的作用

31
锡槽结构

32
挡边法

33
阻止玻璃液的摊薄 挡边法

34
窄流槽锡槽进口端结构

35
流道流槽结构

36
流槽形状

37
宽流槽锡槽进口端结构

38
压延型锡槽进口端结构

39
出口端结构

40
LB工艺锡槽

41
流道结构简图

42
流道、流槽纵向结构

43
烟道换向装置

44
拉边装置

45
锡槽主体

46
锡槽内气体流动

47
表2.8锡槽主体尺寸

48
表2.9不同厚度的玻璃收缩率

54
表1 玻璃窑的分类 分类依据 名称 特点 使用热源 火焰窑 以燃烧燃料为能源 电热窑 以电能作为热能来源 火焰-电热窑 燃料为主电能为辅
火焰窑 以燃烧燃料为能源 电热窑 以电能作为热能来源 火焰-电热窑 燃料为主电能为辅 熔制过程的连续性 间歇式窑 玻璃熔制的各个阶段在窑内同一部位是依次进行的,温度制度是变动的 连续式窑 各个阶段是同时进行的,温度制度是恒定 烟气余热回收设备 蓄热式窑 按蓄热方式回收烟气余热 换热式窑 按换热方式回收烟气余热 窑内火焰流动方向 横焰窑 窑内火焰做横向流动与玻璃液流动方向垂直 马蹄焰窑 窑内火焰做马蹄形流动 纵焰窑 窑内火焰做纵向流动 制造的产品 平板玻璃窑 制造平板,压延,夹丝等玻璃 熔化部和冷却部的玻璃液做浅层分隔 日用玻璃窑 制造瓶罐,器皿,化学仪器以其他工业玻璃 深层分 窑的规模 按窑的产量 大 日产玻璃液 t 中 日产玻璃液 t 小 日产玻璃液 50t以下 按熔化面积 大 40平方米以上 中 20-40平方米 小 20平方米以下 按引机太数 大 8台以上 中 4-6台 小 3台以下 成型方法 浮法玻璃窑 熔化部和冷却部做浅层分隔 平拉玻璃窑 垂直引上玻璃窑

55
马蹄焰窑

56
换热器式单碹窑

57
横焰流液洞式池窑

58
蓄热室小横焰窑

59
逆流式池窑

60
单元窑

61
引上式池窑

62
换热式双碹池窑

63
矮碹

64
熔化空间

65
胸墙、碹顶

66
吊矮碹

67
U型吊墙分隔装置

68
双J吊墙分隔装置

69
换向结构

70
平拉法冷却区结构

71
有舌小炉:烧煤气的小炉

72
无舌小炉:烧重油(或烧天然气)的小炉
的小炉")
73
蓄热室

75
间歇式

76
浮法玻璃窑

77
前脸墙

79
正面投料

80
侧面投料





 上虞春晖中学数学组欢迎你! 1 本课件制作于 2004.3 §10.5 等可能事件 的概率 ( 二 )>")
 装配 后调整检测.>")

 庄子(道家学派) 老子(道家学派)>")





与干燥.>")








