任务2-1 工艺路线的确定
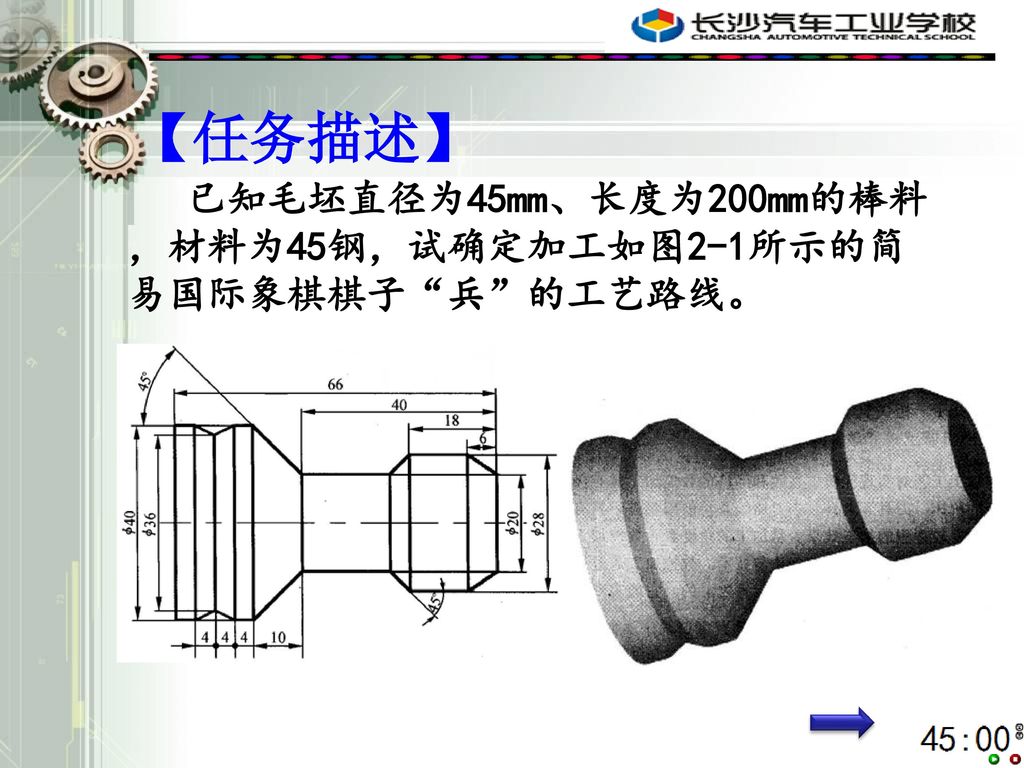
【任务描述】 已知毛坯直径为45mm、长度为200mm的棒料,材料为45钢,试确定加工如图2-1所示的简易国际象棋棋子“兵”的工艺路线。
【相关知识】 一、数控车削的加工过程 1、工艺分析(根据零件图确定加工工艺方案)。 2、编程(手工编程或自动编程)。 3、输入程序(通过数控车床的操作面板或计算机直接传输到数控系统)。 4、程序处理(数控系统接收信息进行处理后将结果传输给伺服系统) 5、零件加工(伺服系统接收信息,驱动车床各部件进行动作,使车床自动完成加工)
【相关知识】 一、数控车削的加工过程
【相关知识】 二、数控车削加工工艺的主要内容 1、零件图工艺分析 2、确定装夹方案 3、确定加工顺序及走刀路线 4、刀具选择 5、切削用量选择 6、数控加工工艺卡拟定
【相关知识】 三、分析零件图样 1、分析零件的几何要素 2、分析了解工件的工艺基准 3、了解工件的加工数量
【相关知识】 四、走刀路线的确定 走刀路线是刀具在整个加工工序中相对于零件的运动轨迹。它是编写程序的依据。
【相关知识】 四、走刀路线的确定 1、加工顺序的原则(如图2-4): 1)先粗后精 2)先近后远
【相关知识】 四、走刀路线的确定 2、走刀路线的一般原则: 1)保证零件的加工精度和表面粗糙度要求; 2)缩短走刀路线,减少进退刀时间和其他辅助时间; 3)方便数值计算,减少编程工作量; 4)尽量减少程序段数;
【课堂练习】 完成前面任务图的工艺路线的拟定
【课堂练习】 1、按照先右后左的加工原则,粗车外形,留一定均匀的加工余量; 2、精车外形至尺寸要求; 3、切断工件,留0.5mm的端面精加工余量; 4、掉头夹持工件并找正,精车左端面,保证工件总长。
【课堂小结】 1、数控车削的加工过程 2、数控车削加工的工艺主要内容 3、走刀路线的确定(重点、难点)
【作业布置】 P30 2、3 练习册P6
【复习旧知】 1、加工顺序的原则 1)先粗后精 2)先近后远 2、确定走刀路线的原则 1)保证零件的加工精度和表面粗糙度要求; 2)缩短走刀路线,减少进退刀时间和其他辅助时间; 3)方便数值计算,减少编程工作量; 4)尽量减少程序段数;
【任务描述】 已知毛坯直径为50mm、长度为105mm的棒料,材料为45钢,试确定加工如图所示工件的工艺路线。
【例题分析】 已知毛坯直径为55mm、长度为160mm的棒料,材料为45钢,试确定加工如图2-5所示工件的工艺路线。
【例题分析】 1、粗车φ44、φ52外形,留余量X向0.5mm,Z向0.05mm; 2、精车φ44、φ52外形至尺寸要求; 3、换切槽刀,切槽至尺寸要求; 4、零件掉头,夹持φ44外圆(校正); 5、车端面,加工零件总长至尺寸要求; 6、粗车φ27、φ42外形,留余量X向0.5mm,Z向0.05mm; 7、精车φ27、φ42外形至尺寸要求
【课堂练习】 完成前面任务图的工艺路线的拟定
【课堂练习】 1、粗车φ40、φ48外形,留余量X向0.5mm,Z向0.05mm; 2、精车φ40、φ48外形至尺寸要求; 3、零件掉头,夹持φ40外圆(校正); 4、车端面,加工零件总长至尺寸要求; 5、粗车φ30、φ35外形,留余量X向0.5mm,Z向0.05mm; 6、精车φ30、φ35外形至尺寸要求
【课堂小结】 工艺路线的制定(重点、难点)
【作业布置】 已知毛坯直径为25mm、长度为50mm的棒料,材料为45钢,试确定加工如图所示工件的工艺路线。
任务2-2 工件与刀具的装夹
【任务描述】 已知毛坯直径为45mm、长度为100mm的棒料,材料为45钢,完成如图2-6所示的简易国际象棋棋子“象”的加工,试确定工件的装夹方法。
【相关知识】 一、数控车削工件的装夹 1、三爪自定心卡盘的定位与夹紧 操作要点: 1)自动定心,不需要找正; 2)装夹已精加工过的表面, 需要包铜皮; 3)装夹大直径工件时,尽量 用反爪装夹; 特点: 装夹方便、省时、夹紧力 没有四爪大,适用于外形规则的中、小型工件。
【相关知识】 一、数控车削工件的装夹 操作要点: 2、四爪单动卡盘的定位与夹紧 1)不能自动定心,装夹时必须找正; 2)找正方法是用手转动卡盘,用划针或百分表测出工件的外圆与端面的间隙并进行调整
【相关知识】 一、数控车削工件的装夹 注意事项: 2、四爪单动卡盘的定位与夹紧 1)夹持部分不宜过长,一般为10~15mm比较适宜; 2)为防止夹伤工件,装夹已加工表面应垫铜皮; 3)找正时不能同时松开两个卡爪,以防工件掉下来; 4)找正时应在导轨上垫上木板,以防工件掉下砸伤导轨; 5)工件找正后,四个卡爪的夹紧力要基本一致,以防车削过程中发生工件位移; 6)当装夹较大的工件时,切削用量不宜过大
【相关知识】 一、数控车削工件的装夹 3、用顶尖装夹工件 1)一夹一顶装夹
【相关知识】 一、数控车削工件的装夹 3、用顶尖装夹工件 2)双顶尖装夹
【例题讲解】 已知毛坯直径为65mm、长度为78mm的棒料,材料为45钢,完成如图2-10所示的工件的加工,试确定工件的装夹方法。 棒料毛坯可以选择如下常用装夹方式之一进行试装夹:1)三爪自定心卡盘;2)四爪单动卡盘;3)卡盘和顶尖;4)两顶尖 由于此工件属于长径比较小的工件,所以宜采用三爪自定心卡盘的装夹方式
【课堂练习】 确定前面任务图的工件的装夹方法
【课堂练习】 棒料毛坯可以选择如下常用装夹方式之一进行试装夹: 1)三爪自定心卡盘 2)四爪单动卡盘 3)卡盘和顶尖 4)两顶尖 由于此工件属于较长工件,加工过程中的受力主要是轴向力,所以宜采用左端是三爪卡盘,右端是顶尖的一夹一顶的装夹方式
【课堂小结】 数控车削工件的装夹方法(重点、难点)
【作业布置】 P34 1、2、3 练习册P7
任务2-3 数控车刀的选择
【任务描述】 已知毛坯直径为45mm、长度为95mm的棒料,材料为45钢,完成如图2-11所示的简易国际象棋棋子“马”的加工,试选择所需的数控车刀,填写在表格中
【相关知识】 一、数控车削刀具材料 1、下列为数控车削常用的刀具材料有( ) A.高速钢 B.硬质合金 C.45钢 D.CBN 1、下列为数控车削常用的刀具材料有( ) A.高速钢 B.硬质合金 C.45钢 D.CBN E.金刚石 F.陶瓷 G.碳素钢 ABDEF 2、下列说法正确的是( ) A.高速钢适用于制造形状复杂的刀具和高速切削加工。 B.硬质合金有YG、YT、YW、YN四类。 C.陶瓷刀具不适合于高速精加工高硬度材料 D.CBN刀具适合于加工铝合金和铜合金 B
【相关知识】 一、数控车削刀具材料 3、下列关于数控车削刀具材料的说法错误的是( ) 3、下列关于数控车削刀具材料的说法错误的是( ) A.高速钢具有良好的热稳定性,能够在高温环境下切削,具有较高的强度和韧性,耐磨。 B.陶瓷刀具有很高的硬度、耐磨性和热硬性,但是强度和韧性比高速钢低,热导率低;脆性大,抗冲击性差。 C.硬质合金在常温下硬度高,但脆性大,抗冲击韧性不强,是目前数控加工中应用最广泛的刀具材料。 D.金刚石刀具有极高的硬度和耐磨性,耐热性好,强度高,用于高速条件下精加工有色金属及合金、非金属材料。 E.CBN刀具硬度高,仅次于金刚石,热稳定性好,但强度和韧性差。 D
【相关知识】 二、数控床用刀具 1、常用数控车刀的种类和用途 1)整体式:刀头和刀柄用同样的材料(高速钢)制成
【相关知识】 二、数控床用刀具 1、常用数控车刀的种类和用途 2)焊接式:刀片为硬质合金,刀柄为中碳钢,焊接而成
【相关知识】 二、数控床用刀具 1、常用数控车刀的种类和用途 3)机夹式:刀片装夹在刀柄上,广泛使用机夹转位式
【相关知识】 2、数控车削刀具的选择 1)将数控车刀的形状和名称连接起来 外圆右偏刀 外圆左偏刀 切槽刀 外螺纹刀 端面刀 中心钻 麻花钻 镗孔刀
【相关知识】 2)数控车床机夹转位式车刀 企业一般愿意选择使用机夹可转位车刀,为什么?
【相关知识】 2)数控车床机夹转位式车刀
【相关知识】 3、刀具的安装与刃磨 1)安装注意两点:一是刀尖要与车床主轴轴线等高;二是刀头伸出长度一般以刀杆厚度的1.5-2倍为好。 2)刀具的刃磨:白色氧化铝砂轮用于高速钢车刀的刃磨;绿色碳化硅砂轮适用于硬质合金车刀的刃磨。
【例题分析】 已知毛坯直径为50mm、 长度为75mm的棒料,材料 为45钢,完成如图2-18所 示工件的加工,试选择所 需数控车刀 T01 硬质合金90°右偏刀 1 粗车外圆 0.8 3 T02 硬质合金90°右偏刀 1 精车外圆 0.2 3 T03 硬质合金切刀 1 切槽、切断 宽4mm 9 T04 硬质合金螺纹刀 车螺纹 — 8 1
【课堂练习】 完成前面任务图数控车刀的选择 T01 硬质合金90°右偏刀 1 0.4 3 T02 硬质合金93°左偏刀 1 0.4 4 粗精车右圆锥面、Φ36 Φ40圆柱面 T01 硬质合金90°右偏刀 1 0.4 3 T02 硬质合金93°左偏刀 1 粗精车圆锥面 0.4 4 T03 硬质合金切刀 1 切断 宽4mm 9
【课堂小结】 1、数控车刀材料 2、数控车刀种类、用途、选择(重点、难点) 3、数控车刀安装与刃磨
【作业布置】 P40 1、2、3 练习册P8
【上机任务】 课题:数控车床的对刀。 目的:掌握数控车床多把刀的对刀操作方法 步骤: 1、对T01(粗车外圆刀) 平端面→X反向退刀→“刀偏表”中“试切长度”输入 “0”,回车试切工件外圆→Z反方向退刀→测量外圆直径→ “刀偏表”中,“试切直径”输入测量值,回车 2、对T02(精车外圆刀) 利用手轮使第二把刀具的刀尖轻碰工件端面,刀偏表中分别输入与T01同样的数值,回车 3、对T03(切槽刀、切断刀) 换第三把刀,操作方法同第二把刀 4、对T04(螺纹刀) 换第四把刀,操作方法同上。
任务2-4 切削用量的选择
【任务描述】 已知毛坯直径为45mm、长度为82mm的棒料,材料为45钢,完成如图2-19所示的简易国际象棋棋子“车”的加工,试选择切削用量
【相关知识】 1、切削用量三要素 切削时各运动参数的总称称为切削用量,它包括三要素: 背吃刀量ap(切削深度) 进给量f 主轴转速n(切削速度)
【相关知识】 1)背吃刀量ap(切削深度) 已加工 较大 较小 零件上________表面与______表面之间的垂直距离。粗加工,尽可能选择______的背吃刀量,以减少走刀次数,提高生产率;精加工时,选择_____的背吃刀量,以保证加工精度及表面粗糙度。 已加工 待加工 较大 较小
【相关知识】 2)进给量f 粗加工时,在保证车床、刀具刚度的前提下,尽可能选择______的f值;精加工时,受表面粗糙度的限制,选择____的f值。 较大 较小
【相关知识】 3)主轴转速(切削速度) 粗加工时,在保证车床、刀具刚度的前提下,